Você também pode gostar
- FTP Instructions - Updated 20070405Documento5 páginasFTP Instructions - Updated 20070405Nang TruongAinda não há avaliações
- Pipe Dimensions Chart Rev Jan 2012Documento1 páginaPipe Dimensions Chart Rev Jan 2012snake13Ainda não há avaliações
- Pinjarra Access MapDocumento1 páginaPinjarra Access MapNang TruongAinda não há avaliações
- Pipe Dimensions Chart Rev Jan 2012Documento1 páginaPipe Dimensions Chart Rev Jan 2012snake13Ainda não há avaliações
- Pipe Dimensions Chart Rev Jan 2012Documento1 páginaPipe Dimensions Chart Rev Jan 2012snake13Ainda não há avaliações
- Year 2019 Calender AustraliaDocumento2 páginasYear 2019 Calender AustraliaNang TruongAinda não há avaliações
- Pipe Dimensions Chart Rev Jan 2012Documento1 páginaPipe Dimensions Chart Rev Jan 2012snake13Ainda não há avaliações
- Lab 3 Assignment-14392665Documento31 páginasLab 3 Assignment-14392665Nang TruongAinda não há avaliações
- Christmas PDFDocumento1 páginaChristmas PDFNang TruongAinda não há avaliações
- Tutorial Question 6A: Figure 1&2: Chip Formed Under Critical Stresses (D'Antonio, 1992)Documento3 páginasTutorial Question 6A: Figure 1&2: Chip Formed Under Critical Stresses (D'Antonio, 1992)Nang TruongAinda não há avaliações
- Finite Element Analysis Lab ReportDocumento11 páginasFinite Element Analysis Lab ReportNang TruongAinda não há avaliações
- BSD-Steel Guide 2011 2Documento112 páginasBSD-Steel Guide 2011 2Kiran Kumar K T0% (1)
- Straight Pipe Joint-Sample Calculation 1-20130923Documento18 páginasStraight Pipe Joint-Sample Calculation 1-20130923Nang TruongAinda não há avaliações
- A Review of Major Centrifugal Pump Failure Modes - Water Supply and Sewage IndustriesDocumento12 páginasA Review of Major Centrifugal Pump Failure Modes - Water Supply and Sewage IndustriesNang TruongAinda não há avaliações
- Joining Flange Bolt Holes and Weld Design-2013.09.02 (Issued For Review)Documento16 páginasJoining Flange Bolt Holes and Weld Design-2013.09.02 (Issued For Review)Nang TruongAinda não há avaliações
- Formula Sheet PDFDocumento2 páginasFormula Sheet PDFNang TruongAinda não há avaliações
- Joining Flange Bolt Holes and Weld Design-2013.09.04 (Issued For Checking)Documento19 páginasJoining Flange Bolt Holes and Weld Design-2013.09.04 (Issued For Checking)Nang TruongAinda não há avaliações
- FLANGE DIMENSIONS - DIN PN 6-40Documento7 páginasFLANGE DIMENSIONS - DIN PN 6-40Dave DonohueAinda não há avaliações
- Thermodynamic Property Table For SaturatedR-134a-TemperatureDocumento1 páginaThermodynamic Property Table For SaturatedR-134a-TemperatureNang TruongAinda não há avaliações
- FLANGE DIMENSIONS - DIN PN 6-40Documento7 páginasFLANGE DIMENSIONS - DIN PN 6-40Dave DonohueAinda não há avaliações
- Slip On Flange PDFDocumento5 páginasSlip On Flange PDFNang TruongAinda não há avaliações
- Laboratory Report 1: Natural Frequency and Damping of Single Degree of Freedom SystemsDocumento20 páginasLaboratory Report 1: Natural Frequency and Damping of Single Degree of Freedom SystemsNang TruongAinda não há avaliações
- Aus calendar 2013Documento1 páginaAus calendar 2013Nang TruongAinda não há avaliações
- Materials Assignement Tut2Documento3 páginasMaterials Assignement Tut2Nang TruongAinda não há avaliações
- As 4458 - Amd1Documento9 páginasAs 4458 - Amd1Nang TruongAinda não há avaliações
- Failure Theories Made Easy: Maximum Principal Stress (Rankine's)Documento2 páginasFailure Theories Made Easy: Maximum Principal Stress (Rankine's)Nang TruongAinda não há avaliações
- Thermodynamic Property Table For SaturatedR-134a-TemperatureDocumento1 páginaThermodynamic Property Table For SaturatedR-134a-TemperatureNang TruongAinda não há avaliações
- Gear Box Design-FAQs - 1Documento9 páginasGear Box Design-FAQs - 1Nang TruongAinda não há avaliações
- Curtin University academic calendar 2010-2012Documento1 páginaCurtin University academic calendar 2010-2012Nang TruongAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Vibration Equations PDFDocumento1 páginaVibration Equations PDFgenas7265Ainda não há avaliações
- Inelastic Analysis of StructuresDocumento9 páginasInelastic Analysis of StructuresNaim Demiri0% (1)
- Testing ReportDocumento1 páginaTesting ReportfaizAinda não há avaliações
- Eurotech Multiflex 545-735-835 SeriesDocumento4 páginasEurotech Multiflex 545-735-835 SeriesCNC SYSTEMSAinda não há avaliações
- Baby Mait PDFDocumento2 páginasBaby Mait PDFChris LuAinda não há avaliações
- Temperature EffectsDocumento71 páginasTemperature EffectsAjayi Adebayo Ebenezer-SuccessAinda não há avaliações
- UDOT Seismic Design Manual SectionDocumento82 páginasUDOT Seismic Design Manual Sectionyoungc71Ainda não há avaliações
- Bobcat Manual PDFDocumento292 páginasBobcat Manual PDFAhmed MagedAinda não há avaliações
- SENR5672Documento2 páginasSENR5672Gilvan JuniorAinda não há avaliações
- Finite Element Method: Mechanical Engineering DepartmentDocumento27 páginasFinite Element Method: Mechanical Engineering DepartmentmAinda não há avaliações
- KPS Inst Manual Ver 6 (1) .1 EngDocumento56 páginasKPS Inst Manual Ver 6 (1) .1 EngMiroslav RakicAinda não há avaliações
- Heat Load-KitchenDocumento1 páginaHeat Load-Kitchenrinko447459Ainda não há avaliações
- Fluid Service CategoriesDocumento5 páginasFluid Service CategoriesKodali Naveen Kumar100% (1)
- AW55-50 SN TranstecDocumento12 páginasAW55-50 SN TranstecИван Золотухин83% (6)
- Finals TVL-12 2019-2020Documento3 páginasFinals TVL-12 2019-2020Mark Emerson MarinAinda não há avaliações
- Strain Modeling of Transpressional and Transtensional DeformationDocumento12 páginasStrain Modeling of Transpressional and Transtensional Deformationmehenna ouidjaAinda não há avaliações
- Iso 2553Documento54 páginasIso 2553lokesh38100% (2)
- Sugar Plant Design CalculationDocumento78 páginasSugar Plant Design CalculationBarlo Yñigo AlcantaraAinda não há avaliações
- C5 Gearbox Design AnalysisDocumento151 páginasC5 Gearbox Design AnalysisaakashtrivediAinda não há avaliações
- The Mechanics of TractorDocumento166 páginasThe Mechanics of TractorAbhijeet joseph50% (2)
- FH100 FH120 FH135 FH160: EU Stage 4 EngineDocumento16 páginasFH100 FH120 FH135 FH160: EU Stage 4 EngineSabah100% (1)
- Pelton TurbineDocumento4 páginasPelton TurbineHenDricky Magosi100% (1)
- Razvodni VentilDocumento17 páginasRazvodni VentilalexkeserAinda não há avaliações
- Weymouth gas flow equationDocumento3 páginasWeymouth gas flow equationPabboji SreenuAinda não há avaliações
- Tecumseh Service Repair Manual VH80 VH100 HH80 HH100 HH120 Oh120 Oh140 Oh160 Oh180 8HP Thru 18HP Cast Iron Engines 691462a PDFDocumento78 páginasTecumseh Service Repair Manual VH80 VH100 HH80 HH100 HH120 Oh120 Oh140 Oh160 Oh180 8HP Thru 18HP Cast Iron Engines 691462a PDFDan Clarke75% (4)
- Class Flanges Bolt Torque LoadsDocumento2 páginasClass Flanges Bolt Torque LoadsArifin50% (2)
- Gas Well TestingDocumento49 páginasGas Well TestingSofiaAinda não há avaliações
- Graphical Analysis of Motion WorksheetDocumento2 páginasGraphical Analysis of Motion WorksheetAnnAinda não há avaliações
- Rs46 Series Technical Guide: WWW - Til-Hyster - inDocumento8 páginasRs46 Series Technical Guide: WWW - Til-Hyster - indeepakgkdAinda não há avaliações
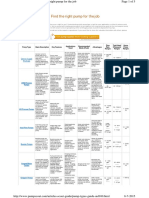
- Pump Types Guide - Find The Right Pump FoDocumento5 páginasPump Types Guide - Find The Right Pump FoROHIT CHOUDHURYAinda não há avaliações