Você também pode gostar
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysNo EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysAinda não há avaliações
- Modelling of Road Profiles Using Roughness Indicators: Pär Johannesson Igor RychlikDocumento31 páginasModelling of Road Profiles Using Roughness Indicators: Pär Johannesson Igor RychlikJOHNAinda não há avaliações
- Chockfast Foundation SystemsDocumento12 páginasChockfast Foundation SystemsBenjamin YohanAinda não há avaliações
- Residual Stresses and Fatigue at Tubular Welded StructuresDocumento12 páginasResidual Stresses and Fatigue at Tubular Welded StructuresElias KapaAinda não há avaliações
- RT SlidesDocumento76 páginasRT SlidesY Shameya100% (1)
- ASME Sec. VIII - Multiple Openings - Boiler and Pressure Vessel Engineering - Eng-TipsDocumento4 páginasASME Sec. VIII - Multiple Openings - Boiler and Pressure Vessel Engineering - Eng-TipsarjunAinda não há avaliações
- Background To Fatigue Load ModelsDocumento11 páginasBackground To Fatigue Load ModelsrwaidaabbasAinda não há avaliações
- Steel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)Documento3 páginasSteel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)Thiago Ribeiro da SilvaAinda não há avaliações
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceAinda não há avaliações
- GBT 17107Documento23 páginasGBT 17107Luis100% (1)
- Predicting Weld Resid Stres Dissimilar Metal Girth Weld Pipe Using 3D FEM With A Simplified Heat SourceDocumento9 páginasPredicting Weld Resid Stres Dissimilar Metal Girth Weld Pipe Using 3D FEM With A Simplified Heat SourceAngelo GontijoAinda não há avaliações
- Fracture Toughness and FatigueDocumento10 páginasFracture Toughness and FatigueiamjemahAinda não há avaliações
- An Evaluation of The Crack Growth and Fracture Properties of AISI 403 Stainless SteelDocumento18 páginasAn Evaluation of The Crack Growth and Fracture Properties of AISI 403 Stainless SteelRodrigo MarinAinda não há avaliações
- 08 - Thermal InsulationDocumento13 páginas08 - Thermal InsulationFlorian_AngererAinda não há avaliações
- Schaeffler Diagram PDFDocumento16 páginasSchaeffler Diagram PDFrajesh_14Ainda não há avaliações
- Review of Creep Resistant SteelsDocumento4 páginasReview of Creep Resistant SteelsAleš NagodeAinda não há avaliações
- Example of Fatigue FailureDocumento8 páginasExample of Fatigue FailuretslickAinda não há avaliações
- Life Assessment and Maintenance of Welded Piping Operating at High TemperaturesDocumento11 páginasLife Assessment and Maintenance of Welded Piping Operating at High TemperaturesLud PasAinda não há avaliações
- Construction 6 Retaining Walls PDFDocumento4 páginasConstruction 6 Retaining Walls PDFIgnacio Jr Ramiento PaguyoAinda não há avaliações
- Hybrid Laser Welding Advantages for ShipbuildingDocumento8 páginasHybrid Laser Welding Advantages for ShipbuildingmanasikarthikAinda não há avaliações
- Material Sd3116Documento2 páginasMaterial Sd3116nelson troncoso galdamesAinda não há avaliações
- Aluminium FatigueDocumento11 páginasAluminium FatigueSameeraLakmalWickramathilakaAinda não há avaliações
- Test Report NEMKO Theo Iec 60335-2-103Documento12 páginasTest Report NEMKO Theo Iec 60335-2-103Phùng TuấnAinda não há avaliações
- Building Materials QuestionDocumento3 páginasBuilding Materials QuestionDeep DebnathAinda não há avaliações
- Costing Management For BegineerDocumento8 páginasCosting Management For Begineeradonara_jeAinda não há avaliações
- Bitumastic 300 MDocumento2 páginasBitumastic 300 MANIBALLOPEZVEGA100% (1)
- Case Studies of Steel Structure Failures PDFDocumento6 páginasCase Studies of Steel Structure Failures PDFAvim Wira RagendaAinda não há avaliações
- Principles of Almen Strip Selection: Academic StudyDocumento5 páginasPrinciples of Almen Strip Selection: Academic StudyUmit AytarAinda não há avaliações
- En 1993 1 12 2007 PDFDocumento11 páginasEn 1993 1 12 2007 PDFRajan SteeveAinda não há avaliações
- Service Parts: Residential/Commercial Generator SetsDocumento68 páginasService Parts: Residential/Commercial Generator SetsRoberto Sanchez ZapataAinda não há avaliações
- Common Mistakes in Fatigue AnalysisDocumento13 páginasCommon Mistakes in Fatigue AnalysisrichardchwaAinda não há avaliações
- SM W110B ENDocumento844 páginasSM W110B ENEreon PartsAinda não há avaliações
- FG Teststrips PDFDocumento2 páginasFG Teststrips PDFCesar G.Ainda não há avaliações
- The History of Shot Peening Peenable Materials Shot MediaDocumento1 páginaThe History of Shot Peening Peenable Materials Shot MediaJason VolneyAinda não há avaliações
- Bisalloy Technical Manual SectionsDocumento65 páginasBisalloy Technical Manual Sectionsramaus100% (1)
- ISO - TC 44 - SC 10 - Quality Management in The Field of WeldingDocumento5 páginasISO - TC 44 - SC 10 - Quality Management in The Field of WeldingNilesh MistryAinda não há avaliações
- Materials For Cryogenic Service - Engeering Properties of Aus - Decrypté PDFDocumento50 páginasMaterials For Cryogenic Service - Engeering Properties of Aus - Decrypté PDFGOUAREF SAMIRAinda não há avaliações
- Martensite and The Control of Retained AusteniteDocumento6 páginasMartensite and The Control of Retained AusteniteMarcoTulioFonsecaAinda não há avaliações
- The Optimisation of Shot Peen Forming ProcessesDocumento5 páginasThe Optimisation of Shot Peen Forming ProcessesbkhmohamedAinda não há avaliações
- Lowering SysIng BrochureDocumento28 páginasLowering SysIng Brochureadrian_jess007Ainda não há avaliações
- G-0048 - Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution PDFDocumento11 páginasG-0048 - Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution PDFEwan SutherlandAinda não há avaliações
- Gts 310eng PDFDocumento154 páginasGts 310eng PDFFhelippe DiasAinda não há avaliações
- Effect of Different Metalurgical Phases On The Welding Residual Stresses of Base MetalDocumento71 páginasEffect of Different Metalurgical Phases On The Welding Residual Stresses of Base Metalsalmanzafar_37304938Ainda não há avaliações
- 10.1.1.144.9002 SW FatigueDocumento13 páginas10.1.1.144.9002 SW Fatigueb_wooAinda não há avaliações
- Mathematical Modelling of GTAW and GMAWDocumento240 páginasMathematical Modelling of GTAW and GMAWferayAinda não há avaliações
- ASTM E9 CompresionDocumento9 páginasASTM E9 CompresionChris Matías YezAinda não há avaliações
- Inspect Boilers Pressure VesselsDocumento7 páginasInspect Boilers Pressure VesselsiorymxAinda não há avaliações
- DS63 - (1985) References and Conference Proceedings Towards The Understanding of Fracture MechanicsDocumento58 páginasDS63 - (1985) References and Conference Proceedings Towards The Understanding of Fracture MechanicsJacques Strappe100% (1)
- Piercing of Low-Carbon SteelDocumento3 páginasPiercing of Low-Carbon SteelRicardo PaceAinda não há avaliações
- Basic Welding Filler Metal Technology: Lesson Ii Common Electric Arc Welding ProcessesDocumento38 páginasBasic Welding Filler Metal Technology: Lesson Ii Common Electric Arc Welding ProcessesPrabhakar KattulaAinda não há avaliações
- Iiw 1693 05Documento19 páginasIiw 1693 05Pradip Goswami100% (1)
- 2015 - KOBELCO - Arc Welding of High Tensile Strength SteelDocumento170 páginas2015 - KOBELCO - Arc Welding of High Tensile Strength SteelNhan vo vanAinda não há avaliações
- Sliding Wear Behaviour of HVOF and HVAF Sprayed Cr3C2-Based CoatingsDocumento24 páginasSliding Wear Behaviour of HVOF and HVAF Sprayed Cr3C2-Based Coatingsycwb ycwbAinda não há avaliações
- Thermal Barrier CoatingsDocumento11 páginasThermal Barrier CoatingsNidhi VyasAinda não há avaliações
- Sintap British Steel Bs-17Documento65 páginasSintap British Steel Bs-17Paul RuckAinda não há avaliações
- WRC 329 1987 Accuracy of Stress Intensification Factors For Branch Connections Part3 PDFDocumento11 páginasWRC 329 1987 Accuracy of Stress Intensification Factors For Branch Connections Part3 PDFHarsh MatoliyaAinda não há avaliações
- Arc Welding of Specific Steels and Cast Irons: Fourth EditionDocumento170 páginasArc Welding of Specific Steels and Cast Irons: Fourth EditionJose Luis ChapasAinda não há avaliações
- Suhm Spring Works-Spring Materials Issue 9a en US v1Documento37 páginasSuhm Spring Works-Spring Materials Issue 9a en US v1DizzixxAinda não há avaliações
- Table 7.1 Screening Product IdeasDocumento16 páginasTable 7.1 Screening Product IdeasFauzan BenraxidAinda não há avaliações
- Boarding PassDocumento5 páginasBoarding PassFauzan BenraxidAinda não há avaliações
- Boarding PassDocumento3 páginasBoarding PassFauzan BenraxidAinda não há avaliações
- RTG, Yard Cranes, and Shiploaders from Dinson IndustriesDocumento2 páginasRTG, Yard Cranes, and Shiploaders from Dinson IndustriesFauzan BenraxidAinda não há avaliações
- PowerPoint 2016 Animation GuideDocumento2 páginasPowerPoint 2016 Animation GuideFauzan BenraxidAinda não há avaliações
- Lay Out Power HouseDocumento4 páginasLay Out Power HouseFauzan BenraxidAinda não há avaliações
- TenderDocumento1 páginaTenderFauzan BenraxidAinda não há avaliações
- Schedule Gantry Crane 50 Ton 2Documento2 páginasSchedule Gantry Crane 50 Ton 2Fauzan BenraxidAinda não há avaliações
- PPGJ Mes VDR 50.113 DWG 308Documento1 páginaPPGJ Mes VDR 50.113 DWG 308Fauzan BenraxidAinda não há avaliações
- PPGJ Mes VDR 50.113 DWG 301Documento1 páginaPPGJ Mes VDR 50.113 DWG 301Fauzan BenraxidAinda não há avaliações
- Safety of CraneDocumento27 páginasSafety of CraneFauzan BenraxidAinda não há avaliações
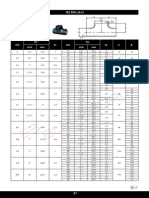
- Tee STD SCH XS Din 2615 PDFDocumento8 páginasTee STD SCH XS Din 2615 PDFJacob HarrisAinda não há avaliações
- Pages From Tangki Caustic Solution Tank (T-0405) Reduce File MHDocumento1 páginaPages From Tangki Caustic Solution Tank (T-0405) Reduce File MHFauzan BenraxidAinda não há avaliações
- Monthly Report Per 20 Mar 14'Documento61 páginasMonthly Report Per 20 Mar 14'Fauzan BenraxidAinda não há avaliações
- Pages From Tangki Caustic Solution Tank (T-0405) Reduce File MHDocumento1 páginaPages From Tangki Caustic Solution Tank (T-0405) Reduce File MHFauzan BenraxidAinda não há avaliações
- Postgraduate Scholarships Application FormDocumento3 páginasPostgraduate Scholarships Application FormMuhammad SohaibAinda não há avaliações
- Attendance List Meeting MinutesDocumento6 páginasAttendance List Meeting MinutesFauzan BenraxidAinda não há avaliações
- TDS - Solvalitt Midtherm - English (Uk) - Issued.26.11.2010Documento4 páginasTDS - Solvalitt Midtherm - English (Uk) - Issued.26.11.2010Fauzan BenraxidAinda não há avaliações
- Tabel Plat BajaDocumento6 páginasTabel Plat BajaAlexander Ignatius100% (2)
- TDS - Solvalitt Midtherm - English (Uk) - Issued.26.11.2010Documento4 páginasTDS - Solvalitt Midtherm - English (Uk) - Issued.26.11.2010Fauzan BenraxidAinda não há avaliações
- TDS - Solvalitt Midtherm - English (Uk) - Issued.26.11.2010Documento4 páginasTDS - Solvalitt Midtherm - English (Uk) - Issued.26.11.2010Fauzan BenraxidAinda não há avaliações
- NgenetDocumento1 páginaNgenetFauzan BenraxidAinda não há avaliações
- International Classification For StandardsDocumento112 páginasInternational Classification For StandardsDragoslav DzolicAinda não há avaliações
- Progress 20status 20doc 20THERMAXDocumento2 páginasProgress 20status 20doc 20THERMAXFauzan BenraxidAinda não há avaliações
- Mitutoyo - Twardościomierze Rockwell Wizhard HR-500 - E4177-810 - 2007 ENDocumento8 páginasMitutoyo - Twardościomierze Rockwell Wizhard HR-500 - E4177-810 - 2007 END.T.Ainda não há avaliações
- Shafts & Bearings: Standard Type Cam Followers SealedDocumento2 páginasShafts & Bearings: Standard Type Cam Followers Sealedskooba84Ainda não há avaliações
- F1613 1479757-1Documento2 páginasF1613 1479757-1Thaweekarn ChangthongAinda não há avaliações
- Alpha Metallography CatalogDocumento13 páginasAlpha Metallography CatalogProgramadores & PlanificadoresAinda não há avaliações
- Hardness ReportDocumento11 páginasHardness Reportcheyaya100% (8)
- A269A269M-15a Standard Specification For Seamless and Welded Austenitic Stainless Steel Tubing For General ServiceDocumento7 páginasA269A269M-15a Standard Specification For Seamless and Welded Austenitic Stainless Steel Tubing For General ServiceChuthaAinda não há avaliações
- EN15049 Railway Applications Suspension Components Torsion BarDocumento38 páginasEN15049 Railway Applications Suspension Components Torsion BareverynamewastakenAinda não há avaliações
- FLAME-2022 Paper 681Documento9 páginasFLAME-2022 Paper 681swastik soniAinda não há avaliações
- C 109 C 109M Compressive Strength For Hydraulic Cement Mortars PDFDocumento6 páginasC 109 C 109M Compressive Strength For Hydraulic Cement Mortars PDFAboalmaail AlaminAinda não há avaliações
- Instructions: National Accreditation Board For Testing and Calibration LaboratoriesDocumento47 páginasInstructions: National Accreditation Board For Testing and Calibration LaboratoriesKiranAinda não há avaliações
- Factors That Affect The Quality of Inputs in Manufacturing Organisations: A Case Study of Nampak Kenya LimitedDocumento27 páginasFactors That Affect The Quality of Inputs in Manufacturing Organisations: A Case Study of Nampak Kenya LimitedMonmon GuillenAinda não há avaliações
- 20 11 2019Documento1 página20 11 2019Oviya VenkateshAinda não há avaliações
- CMSS Staff StrengthsDocumento2 páginasCMSS Staff StrengthsaliAinda não há avaliações
- Hardness Tester User ManualDocumento6 páginasHardness Tester User ManualMarcioAinda não há avaliações
- Machines 10 00760Documento21 páginasMachines 10 00760fahrur raziAinda não há avaliações
- Hardness Lab Results and Analysis of Five MaterialsDocumento4 páginasHardness Lab Results and Analysis of Five MaterialsJan YsAinda não há avaliações
- Induction Hardening - Interpretation of Drawing & Testing PDFDocumento4 páginasInduction Hardening - Interpretation of Drawing & Testing PDFrajesh DESHMUKHAinda não há avaliações
- Metallurgy Practicum ModuleDocumento9 páginasMetallurgy Practicum ModuleJundi AbdillahAinda não há avaliações
- Handtool PliersDocumento132 páginasHandtool PliersArk VaderAinda não há avaliações
- FH0000EN03 Hardness Tester USDocumento24 páginasFH0000EN03 Hardness Tester USMarcelo SánchezAinda não há avaliações
- Hardness Testing GuideDocumento21 páginasHardness Testing GuideHéctor PonceAinda não há avaliações
- Din en 10083 3 2007Documento58 páginasDin en 10083 3 2007Basker Venkataraman57% (7)
- Rockwell Hardness Test MethodDocumento5 páginasRockwell Hardness Test MethodAnonymous gFcnQ4goAinda não há avaliações
- Astm 643Documento4 páginasAstm 643Eaindra Chit NyoAinda não há avaliações
- Steel Hardness ConversionDocumento4 páginasSteel Hardness ConversionMAinda não há avaliações
- HBW Conversion Chart, Brinell Hardness, HRC, Rockwell HardnessDocumento2 páginasHBW Conversion Chart, Brinell Hardness, HRC, Rockwell HardnessKhin Aung ShweAinda não há avaliações
- ASTM E140 Hardness Conversion Tables PDFDocumento22 páginasASTM E140 Hardness Conversion Tables PDFndt_inspectorAinda não há avaliações
- Standard Test Method For Rubber Property - Vulcanization Using Oscillating Disk Cure Meter PDFDocumento12 páginasStandard Test Method For Rubber Property - Vulcanization Using Oscillating Disk Cure Meter PDFMuhammad Yazid TharmiziAinda não há avaliações
- Thyrodur 2080Documento1 páginaThyrodur 2080Grafički RadoviAinda não há avaliações
- Chapter 10 - Testing of Welded JointsDocumento18 páginasChapter 10 - Testing of Welded JointsFauzan BenraxidAinda não há avaliações