Você também pode gostar
- Aleación Aluminio SilicioDocumento7 páginasAleación Aluminio SilicioEmanuelRomeroGAinda não há avaliações
- Microstructure Evolution and Rheological Behavior ofDocumento14 páginasMicrostructure Evolution and Rheological Behavior ofkt rajaAinda não há avaliações
- The Effect of Homogenization Practice On The Microstructure of AA6063 BilletsDocumento10 páginasThe Effect of Homogenization Practice On The Microstructure of AA6063 BilletsAbdul GhofurAinda não há avaliações
- High Strength Low Alloy Steels - Indian ScenarioDocumento6 páginasHigh Strength Low Alloy Steels - Indian Scenario4alamz100% (1)
- Effect of Sodium Modification On Microstructure and Mechanical Properties of Thick-Walled Alsi6Cu2.5 Rheocast ComponentDocumento6 páginasEffect of Sodium Modification On Microstructure and Mechanical Properties of Thick-Walled Alsi6Cu2.5 Rheocast ComponentAnonymous 7ZTcBnAinda não há avaliações
- LM13Documento9 páginasLM13AF EYah MalikAinda não há avaliações
- Effects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyDocumento6 páginasEffects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyKay WhiteAinda não há avaliações
- AbstractDocumento14 páginasAbstractKrushna ThakareAinda não há avaliações
- AlSi5Mg0.3 Alloy For The Manufacture of Automotive WheelsDocumento12 páginasAlSi5Mg0.3 Alloy For The Manufacture of Automotive WheelsAbdullah SiddiqAinda não há avaliações
- Stel Casting Handbook - Sample PagesDocumento5 páginasStel Casting Handbook - Sample PagesBobby WongAinda não há avaliações
- Microstructural and Mechanical Properties of Eutectic Al-Si Alloy With Grain Refined and Modified Using Gravity-Die and Sand CastingDocumento4 páginasMicrostructural and Mechanical Properties of Eutectic Al-Si Alloy With Grain Refined and Modified Using Gravity-Die and Sand CastingriessanandaAinda não há avaliações
- In Mould DuctileDocumento6 páginasIn Mould Ductilejose.figueroa@foseco.comAinda não há avaliações
- Seminar RCWSST Sabah 2004-2Documento10 páginasSeminar RCWSST Sabah 2004-2hafizalAinda não há avaliações
- 229-01 Dross Inclusions in An Iron FoundryDocumento4 páginas229-01 Dross Inclusions in An Iron Foundryjlplazaola100% (1)
- IJSRD journal explores fabrication of stir casting setupDocumento2 páginasIJSRD journal explores fabrication of stir casting setupChandresh Motka100% (1)
- Materials & Design: Chong Gao, Rongqiang Gao, Yue MaDocumento9 páginasMaterials & Design: Chong Gao, Rongqiang Gao, Yue MaTaguis VelascoAinda não há avaliações
- Aluminum Foundry TechniqueDocumento51 páginasAluminum Foundry Techniqueazadsingh1Ainda não há avaliações
- Casting of Aluminum 201 in The Semi Solid State.Documento8 páginasCasting of Aluminum 201 in The Semi Solid State.Nahid LatonaAinda não há avaliações
- Jurnal SMA (1) RajeshDocumento6 páginasJurnal SMA (1) RajeshMuhammad Falqi YusufAinda não há avaliações
- Investment Casting Ductile Iron ReviewDocumento5 páginasInvestment Casting Ductile Iron ReviewSteve GreenAinda não há avaliações
- Pea - Vol. 14, No 1 - 01. 2017Documento4 páginasPea - Vol. 14, No 1 - 01. 2017Lily Camila GalárragaAinda não há avaliações
- Characteristic Behaviour of Aluminium Metal Matrix Composites A ReviewDocumento9 páginasCharacteristic Behaviour of Aluminium Metal Matrix Composites A ReviewEditor IJTSRD100% (1)
- Influence of Silicon Morphology and Mechanical Properties of Piston AlloysDocumento16 páginasInfluence of Silicon Morphology and Mechanical Properties of Piston Alloyslakshmi_yaAinda não há avaliações
- Microstructure Optimization of Alloy Cast Iron Improves Grinding Plate PerformanceDocumento6 páginasMicrostructure Optimization of Alloy Cast Iron Improves Grinding Plate PerformanceproffrahulAinda não há avaliações
- Proceso SintercastDocumento11 páginasProceso SintercastEdgar NavarroAinda não há avaliações
- Effect Casting Conditions Melt Quality JMat Proc Technol 2007 AluminioDocumento7 páginasEffect Casting Conditions Melt Quality JMat Proc Technol 2007 Aluminiopaola montserrat flores moralesAinda não há avaliações
- Improvement of Al-6061 Alloys Mechanical Properties by Controlling Processing ParametersDocumento6 páginasImprovement of Al-6061 Alloys Mechanical Properties by Controlling Processing ParametersharieduidAinda não há avaliações
- Study of Ceramic Slurries For Investment Casting With Ice PatternsDocumento10 páginasStudy of Ceramic Slurries For Investment Casting With Ice PatternsNarasimha Murthy InampudiAinda não há avaliações
- Ceramic To Metal Joining ReportDocumento9 páginasCeramic To Metal Joining ReportmadangkAinda não há avaliações
- Effect of Hardness, Tensile and Wear Behavior of Al-4.5Wt%Cu Alloy/Flyash/Sic Metal Matrix CompositesDocumento5 páginasEffect of Hardness, Tensile and Wear Behavior of Al-4.5Wt%Cu Alloy/Flyash/Sic Metal Matrix CompositesIJMERAinda não há avaliações
- Magnesium Alloys For Structural Applications Recent AdvancesDocumento11 páginasMagnesium Alloys For Structural Applications Recent AdvancesJayakumar AngappanAinda não há avaliações
- Effect of Heat Treatment Conditions On Microstructure and Wear Behaviour of Al4Cu2Ni2Mg AlloyDocumento7 páginasEffect of Heat Treatment Conditions On Microstructure and Wear Behaviour of Al4Cu2Ni2Mg AlloybountymaniAinda não há avaliações
- No 1Documento10 páginasNo 1jeovanAinda não há avaliações
- Influence of heat treatment on microstructure, properties and machinability of mold steelDocumento43 páginasInfluence of heat treatment on microstructure, properties and machinability of mold steeltblosAinda não há avaliações
- Factors Affecting Silicomanganese Production Using Manganese Rich Slag in The ChargeDocumento3 páginasFactors Affecting Silicomanganese Production Using Manganese Rich Slag in The ChargePushkar KhannaAinda não há avaliações
- Effect of Processing Paramters On Metal Matrix Composites: Stir Casting ProcessDocumento5 páginasEffect of Processing Paramters On Metal Matrix Composites: Stir Casting Processchethan kumarAinda não há avaliações
- Effect of The Molybdenum On The Microstructural and Mechanical Properties of Hadfield Austenitic Manganese SteelDocumento8 páginasEffect of The Molybdenum On The Microstructural and Mechanical Properties of Hadfield Austenitic Manganese SteelharikaAinda não há avaliações
- Performance Optimization of High Resistant White Cast Iron For Severe Working ApplicationsDocumento6 páginasPerformance Optimization of High Resistant White Cast Iron For Severe Working ApplicationsANA LAURA BRAGA NASCIMENTOAinda não há avaliações
- 5-Hot Tear PDFDocumento9 páginas5-Hot Tear PDFPeeka Prabhakara RaoAinda não há avaliações
- Porosity Reduction and Mechanical Properties Improvement in Die Cast Engine Blocks (Pub Year) Materials Science and Engineering ADocumento7 páginasPorosity Reduction and Mechanical Properties Improvement in Die Cast Engine Blocks (Pub Year) Materials Science and Engineering AgiokniessAinda não há avaliações
- To Study About The Behaviour of Mechanical Properties of The Material in Cryo-Rolling Process: A Review ApproachDocumento6 páginasTo Study About The Behaviour of Mechanical Properties of The Material in Cryo-Rolling Process: A Review ApproachEditor IJIRMFAinda não há avaliações
- Aluminum Powder Metallurgy Technology ReviewDocumento21 páginasAluminum Powder Metallurgy Technology Reviewal3meed33Ainda não há avaliações
- ALUMINIUMTECHNOLOGIES Week6Documento164 páginasALUMINIUMTECHNOLOGIES Week6Sander Duque100% (2)
- Phase 2Documento13 páginasPhase 2Vishwas ShettyAinda não há avaliações
- Ref Time Hardness DensityDocumento10 páginasRef Time Hardness DensityOyiFerrerMallariAinda não há avaliações
- MgO - SiO2 - H2ODocumento12 páginasMgO - SiO2 - H2Oaemp2009100% (1)
- Using Microstructural Analysis To Solve Practical ProblemsDocumento9 páginasUsing Microstructural Analysis To Solve Practical ProblemskawtherahmedAinda não há avaliações
- Semi Solid Metal Fact SheetDocumento4 páginasSemi Solid Metal Fact SheetTrung Duong MinhAinda não há avaliações
- Recent Progress of Hot Stage ProcessingDocumento10 páginasRecent Progress of Hot Stage ProcessingEstéfano Aparecido VieiraAinda não há avaliações
- Materials Science & Engineering ADocumento7 páginasMaterials Science & Engineering AEidelsayedAinda não há avaliações
- S.J.M. Institute's Studies on A413 Intermetallic Alloy StructuresDocumento20 páginasS.J.M. Institute's Studies on A413 Intermetallic Alloy StructuresKiran SNAinda não há avaliações
- The Effect of Increasing Silicon On Mechanical ProDocumento7 páginasThe Effect of Increasing Silicon On Mechanical ProSunil ShrivastavaAinda não há avaliações
- Effect of Gravity on Microstructure of Al-Cu-Li WeldsDocumento6 páginasEffect of Gravity on Microstructure of Al-Cu-Li WeldsTajul Rijal AnnuarAinda não há avaliações
- s40964-017-0030-2Documento11 páginass40964-017-0030-2nazanin timasiAinda não há avaliações
- Al Casting Heat Treatment PDFDocumento6 páginasAl Casting Heat Treatment PDFpipedown456Ainda não há avaliações
- The Effect of Cooling Rate On Micro Structure of AlSi9 Cu AlloyDocumento8 páginasThe Effect of Cooling Rate On Micro Structure of AlSi9 Cu AlloysargamsAinda não há avaliações
- Synthesis and Characterization of 356-Sic Composites by Stir Casting and Compocasting MethodsDocumento6 páginasSynthesis and Characterization of 356-Sic Composites by Stir Casting and Compocasting MethodsMuji Caem WaeAinda não há avaliações
- The Al-Si Phase Diagram: Using Microstructur Al Analysis To Solve PR Actic Al ProblemsDocumento9 páginasThe Al-Si Phase Diagram: Using Microstructur Al Analysis To Solve PR Actic Al ProblemsThiru MuruganAinda não há avaliações
- Unit-IV Powder Metallurgy of SuperalloyDocumento50 páginasUnit-IV Powder Metallurgy of SuperalloyJ JhansibaiAinda não há avaliações
- EngData 203 Internet PDFDocumento16 páginasEngData 203 Internet PDFMiguel MancillaAinda não há avaliações
- Nfpa 497 2012Documento1 páginaNfpa 497 2012Kaka Baba100% (1)
- Pump Basics1Documento34 páginasPump Basics1sambasivammeAinda não há avaliações
- PP 1999 12Documento4 páginasPP 1999 12hpmonAinda não há avaliações
- Notes-2nd Order ODE Pt1Documento34 páginasNotes-2nd Order ODE Pt1Phan Vu HuyAinda não há avaliações
- NPSHDocumento17 páginasNPSHcrazynup100% (2)
- Darcy Weisbach FormulaDocumento3 páginasDarcy Weisbach Formulasairam2234Ainda não há avaliações
- Stat 471: Lecture 7 Generalized Inverse.: Moo K. Chung Mchung@stat - Wisc.edu September 22, 2003Documento1 páginaStat 471: Lecture 7 Generalized Inverse.: Moo K. Chung Mchung@stat - Wisc.edu September 22, 2003crazynupAinda não há avaliações
- LAMINATE CONSTITUTIVE EQUATIONSDocumento29 páginasLAMINATE CONSTITUTIVE EQUATIONScrazynupAinda não há avaliações
- Lecture 11 FaberDocumento20 páginasLecture 11 FaberSami SyedAinda não há avaliações
- Boiling and CondensationDocumento16 páginasBoiling and CondensationJunnaid NissarAinda não há avaliações
- Singular Value Decomposition SVD (1) : EEM3L1: Numerical and Analytical TechniquesDocumento17 páginasSingular Value Decomposition SVD (1) : EEM3L1: Numerical and Analytical TechniquescrazynupAinda não há avaliações
- Cal 1Documento14 páginasCal 1Happy KhanAinda não há avaliações
- Basics of Turbulent FlowDocumento10 páginasBasics of Turbulent FlowlebrixAinda não há avaliações
- Lecture Notes On StaticsDocumento121 páginasLecture Notes On StaticsМарко Шилобод75% (4)
- NWaste For The Record of KeepDocumento40 páginasNWaste For The Record of KeepcrazynupAinda não há avaliações
- Factual Topic On Fracture MechanicsDocumento88 páginasFactual Topic On Fracture MechanicscrazynupAinda não há avaliações
- Matlab Tutorial 1Documento28 páginasMatlab Tutorial 1Saeed Mahmood Gul KhanAinda não há avaliações
- Mollie ChartDocumento15 páginasMollie ChartKriz EarnestAinda não há avaliações
- Linear Algebra and Matrix Theory: Part 4 - Eigenvalues and EigenvectorsDocumento8 páginasLinear Algebra and Matrix Theory: Part 4 - Eigenvalues and EigenvectorscrazynupAinda não há avaliações
- 1 The Generalized Inverse: What Is The Generalized Inverse of A Matrix? Jeff Gill, Jgill@ucdavis - EduDocumento4 páginas1 The Generalized Inverse: What Is The Generalized Inverse of A Matrix? Jeff Gill, Jgill@ucdavis - EducrazynupAinda não há avaliações
- LectureDocumento10 páginasLecturecrazynupAinda não há avaliações
- Ov Notes MetalDocumento27 páginasOv Notes MetalcrazynupAinda não há avaliações
- Reactor Plant For The Nervous and SymbioticDocumento32 páginasReactor Plant For The Nervous and SymbioticcrazynupAinda não há avaliações
- Vector Spaces N-Dimensional Euclidean SpaceDocumento11 páginasVector Spaces N-Dimensional Euclidean SpacecrazynupAinda não há avaliações
- Radiation Detection & Measurement I: Types of DetectorsDocumento35 páginasRadiation Detection & Measurement I: Types of Detectorssnoobper100% (1)
- Advance em For The Effect of Postive Coeff of AnswerDocumento16 páginasAdvance em For The Effect of Postive Coeff of AnswercrazynupAinda não há avaliações
- Teoría Básica de Transformada de Laplace PDFDocumento127 páginasTeoría Básica de Transformada de Laplace PDFDoris Giovanna MitreAinda não há avaliações
- Example of Two Dimensional ProblemDocumento27 páginasExample of Two Dimensional ProblemCapt RezaAinda não há avaliações
- Sodium Hydride HandlingDocumento9 páginasSodium Hydride HandlingAdamAinda não há avaliações
- Aerodynamics Prelim Lecture PDFDocumento4 páginasAerodynamics Prelim Lecture PDFelle liAinda não há avaliações
- Design Chapter StaircaseDocumento4 páginasDesign Chapter StaircaseAsish Seeboo100% (1)
- Piping Work Method For Fuel Oil Pipe Fabrication Installation and TestingDocumento7 páginasPiping Work Method For Fuel Oil Pipe Fabrication Installation and Testingsamsul maarif100% (1)
- CHP 4 - 4.3 Determinate Structural AnalysisDocumento57 páginasCHP 4 - 4.3 Determinate Structural Analysismhazarath murariAinda não há avaliações
- Propulsion, machinery, and safety questionsDocumento10 páginasPropulsion, machinery, and safety questionsIlker KoksoyAinda não há avaliações
- Scania 12-M SeriesDocumento64 páginasScania 12-M Seriesw6r100% (1)
- Alfa Laval Separartor p615 System DescriptionDocumento14 páginasAlfa Laval Separartor p615 System DescriptionIgors VrublevskisAinda não há avaliações
- Airbus 21 A300 A310 Air ConditioningDocumento146 páginasAirbus 21 A300 A310 Air ConditioningElijah Paul Merto100% (3)
- 0527 Brazil-MF1 (d255)Documento27 páginas0527 Brazil-MF1 (d255)Rogério NascimentoAinda não há avaliações
- 4.2 Continuous Load Path: 4.3 Overall FormDocumento10 páginas4.2 Continuous Load Path: 4.3 Overall FormSirajMalikAinda não há avaliações
- Terry Turbine Maintenance Guide PDFDocumento454 páginasTerry Turbine Maintenance Guide PDFRay MundAinda não há avaliações
- Tech-Doc Fabius GSDocumento77 páginasTech-Doc Fabius GSJoseAinda não há avaliações
- ExercisesDocumento13 páginasExercisesAhmed Magdy BeshrAinda não há avaliações
- Lecture VI - PID Controller in Pneumatic System (Use Case)Documento21 páginasLecture VI - PID Controller in Pneumatic System (Use Case)R.W. Saputra100% (1)
- 2002 Yamaha FZS1000 Service Repair Manual PDFDocumento30 páginas2002 Yamaha FZS1000 Service Repair Manual PDFjhjnsemmemAinda não há avaliações
- CE1354 - Design of Steel Structures Two Mark Questions AnswersDocumento19 páginasCE1354 - Design of Steel Structures Two Mark Questions AnswersFinney Wilson100% (1)
- API 653 Mach Exam 2022Documento9 páginasAPI 653 Mach Exam 2022Amr mohamedAinda não há avaliações
- Zubair Oil Field Development Project: Eni Iraq B.VDocumento17 páginasZubair Oil Field Development Project: Eni Iraq B.VMohammed HijaziAinda não há avaliações
- Crane FS Project Valves Cover LoresDocumento75 páginasCrane FS Project Valves Cover LoresErwin MaldoAinda não há avaliações
- Diagrama Vibrocompactador 533E PDFDocumento17 páginasDiagrama Vibrocompactador 533E PDFdanflocaAinda não há avaliações
- Parts Docs KOMATSU D65 Px16Documento966 páginasParts Docs KOMATSU D65 Px16Mayki100% (11)
- Jenbacher: 5.1.1 DescriptionDocumento12 páginasJenbacher: 5.1.1 DescriptionJamil Ahmed100% (1)
- Systems: Chapter B-6Documento22 páginasSystems: Chapter B-6stolehaAinda não há avaliações
- NED Booklet 2015 ENDocumento120 páginasNED Booklet 2015 ENElena JursinaAinda não há avaliações
- Ed FTV-B PDFDocumento32 páginasEd FTV-B PDFChâu Văn KhánhAinda não há avaliações
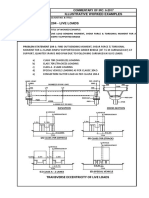
- Illustrative Worked Examples: Commentary of Irc: 6-2017Documento4 páginasIllustrative Worked Examples: Commentary of Irc: 6-2017jatin singla100% (1)
- Re 79093Documento4 páginasRe 79093Anonymous lIJl27QBXLAinda não há avaliações
- Asme Questions and Answers Part ViDocumento22 páginasAsme Questions and Answers Part ViAshwani DograAinda não há avaliações
- Choke Valvess AOPDocumento8 páginasChoke Valvess AOPclaudio godinezAinda não há avaliações
- PrimeProbe3+ PPS-PP3-044-2.0Documento18 páginasPrimeProbe3+ PPS-PP3-044-2.0Kishan ChandrasekaraAinda não há avaliações