Você também pode gostar
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisNo EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisNota: 4 de 5 estrelas4/5 (2)
- Payback Profile:: Suncor Uses Bently Nevada To Increase Profitability - Part 2Documento6 páginasPayback Profile:: Suncor Uses Bently Nevada To Increase Profitability - Part 2Hatem AbdelrahmanAinda não há avaliações
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideNo EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideNota: 4 de 5 estrelas4/5 (8)
- Ontario Power Generation's Nanticoke Power PlantDocumento3 páginasOntario Power Generation's Nanticoke Power PlantHatem AbdelrahmanAinda não há avaliações
- Condition MonitoringDocumento10 páginasCondition MonitoringRoy Samia100% (1)
- Distributed Process Control ReportNo EverandDistributed Process Control ReportAinda não há avaliações
- TTS - The New Service Tool: The Service Magazine of The PRÜFTECHNIK GroupDocumento0 páginaTTS - The New Service Tool: The Service Magazine of The PRÜFTECHNIK GroupMohammed AbdoAinda não há avaliações
- Hydro Turbine Vibration MonitoringDocumento8 páginasHydro Turbine Vibration MonitoringreddyloginAinda não há avaliações
- MID 039 - CID 1595 - FMI 05: TroubleshootingDocumento319 páginasMID 039 - CID 1595 - FMI 05: TroubleshootingAngga Budi Pratama100% (9)
- Control & Instrumentation Volume 2Documento119 páginasControl & Instrumentation Volume 2Ramachandran Marappan100% (1)
- A CASE STUDY ON ROTOR DAMAGE DUE TO ELECTROMAGNETIC SHAFT CURRENTS - Singh PDFDocumento13 páginasA CASE STUDY ON ROTOR DAMAGE DUE TO ELECTROMAGNETIC SHAFT CURRENTS - Singh PDFJose PradoAinda não há avaliações
- Infrared Cameras Enhance Productivity and Safety at GM: Daniel Sinclair, General Motors Corporation Leonard PhillipsDocumento6 páginasInfrared Cameras Enhance Productivity and Safety at GM: Daniel Sinclair, General Motors Corporation Leonard PhillipsJeman ManAinda não há avaliações
- FMEA Wind Turbine GeneratorDocumento10 páginasFMEA Wind Turbine Generatorscorpionking888Ainda não há avaliações
- 3300 16 MM High Temperature Proximity System: ManualDocumento48 páginas3300 16 MM High Temperature Proximity System: ManualLinh LyAinda não há avaliações
- MID 039 - CID 1703 - FMI 03: TroubleshootingDocumento3 páginasMID 039 - CID 1703 - FMI 03: TroubleshootingMechanical departmentAinda não há avaliações
- 120H Solen 1 Forw Caf 5Documento4 páginas120H Solen 1 Forw Caf 5Miguel Angel Garrido CardenasAinda não há avaliações
- 120H Caf 2 Start RelayDocumento3 páginas120H Caf 2 Start RelayMiguel Angel Garrido CardenasAinda não há avaliações
- 2688 DerechoDocumento4 páginas2688 DerechoDiego CatariAinda não há avaliações
- Operator Guide: Mako 4matic Systems Newsmatic SystemsDocumento120 páginasOperator Guide: Mako 4matic Systems Newsmatic SystemsyoanacgwAinda não há avaliações
- 120H Motor Grader CAF 6Documento3 páginas120H Motor Grader CAF 6Miguel Angel Garrido CardenasAinda não há avaliações
- EOP Training - Utility Loss MVSW With Tie Closure W - Attach 1-10-2020 PDFDocumento20 páginasEOP Training - Utility Loss MVSW With Tie Closure W - Attach 1-10-2020 PDFNicoara NestianAinda não há avaliações
- Ajuste RPM FanDocumento9 páginasAjuste RPM Fandj danielilloAinda não há avaliações
- Omd Graviner Mk6 ManualDocumento90 páginasOmd Graviner Mk6 ManualChristis SavvaAinda não há avaliações
- Orbit Steam Turbine Seal Rub - OrbitDocumento14 páginasOrbit Steam Turbine Seal Rub - OrbitHatem Ali100% (3)
- Vibratory Frequency - Test and AdjustDocumento10 páginasVibratory Frequency - Test and AdjustMehdi ChakrouneAinda não há avaliações
- Hydraulic Fan Speed - Test and AdjustDocumento12 páginasHydraulic Fan Speed - Test and Adjustsyed ahmedAinda não há avaliações
- Hydrogenerator Loose Rim Detection: Presented at Hydrovision July 28, 2016, Minneapolis, MNDocumento17 páginasHydrogenerator Loose Rim Detection: Presented at Hydrovision July 28, 2016, Minneapolis, MNKAVITAAinda não há avaliações
- Daily Report - of June 2012Documento72 páginasDaily Report - of June 2012masudalamAinda não há avaliações
- Hydrostatic System - Test and Adjust: Pruebas y AjustesDocumento22 páginasHydrostatic System - Test and Adjust: Pruebas y AjustesJose PichinteAinda não há avaliações
- Presiones de Sisytema de Direccion 992kDocumento10 páginasPresiones de Sisytema de Direccion 992kEvan AT YoelAinda não há avaliações
- HTTP Catic - Unab.edu - Co 2congresomecatronica Images Docum 8Documento7 páginasHTTP Catic - Unab.edu - Co 2congresomecatronica Images Docum 8Coen MiedemaAinda não há avaliações
- In-Service Activities: Customer ServicesDocumento15 páginasIn-Service Activities: Customer ServicesromixrayzenAinda não há avaliações
- Caterpillar Cat 301.8 Mini Hydraulic Excavator (Prefix 3YW) Service Repair Manual (3YW00001 and Up) PDFDocumento26 páginasCaterpillar Cat 301.8 Mini Hydraulic Excavator (Prefix 3YW) Service Repair Manual (3YW00001 and Up) PDFfkdmma25% (4)
- CatalogDocumento132 páginasCatalogAyman MousaAinda não há avaliações
- TWIN DISC MARINE TRANSMISSION Operators - Manual PDFDocumento84 páginasTWIN DISC MARINE TRANSMISSION Operators - Manual PDFcascade1100% (2)
- Case Study of DCS Failure and Black OutDocumento18 páginasCase Study of DCS Failure and Black Outmd abAinda não há avaliações
- GS-TS02 Tyre Slip Monitoring System-Operation ManualDocumento8 páginasGS-TS02 Tyre Slip Monitoring System-Operation Manualvsrikala68Ainda não há avaliações
- MID 039 - CID 1251 - FMI 04: TroubleshootingDocumento3 páginasMID 039 - CID 1251 - FMI 04: TroubleshootingMechanical departmentAinda não há avaliações
- In-Service Activities: Customer Canadair Regional Jet ServicesDocumento23 páginasIn-Service Activities: Customer Canadair Regional Jet ServicesromixrayzenAinda não há avaliações
- Overview Manual: Bently Nevada™ Asset Condition MonitoringDocumento19 páginasOverview Manual: Bently Nevada™ Asset Condition MonitoringRabah AmidiAinda não há avaliações
- 966c DemoDocumento61 páginas966c DemoBuku DigitalAinda não há avaliações
- High Temperature Accelerometer System: Operation ManualDocumento26 páginasHigh Temperature Accelerometer System: Operation ManualLinh LyAinda não há avaliações
- 120H Sens Posit Clut Pedalcaf 3 PDFDocumento4 páginas120H Sens Posit Clut Pedalcaf 3 PDFMiguel Angel Garrido CardenasAinda não há avaliações
- S0442 GPS E H01 CA 0003 0 UPS Sizing CalculationDocumento6 páginasS0442 GPS E H01 CA 0003 0 UPS Sizing Calculationoctieu247Ainda não há avaliações
- Uritek-720 Plus: Operator's ManualDocumento41 páginasUritek-720 Plus: Operator's ManualHoang Nhi TranAinda não há avaliações
- Extracto ISO 10816Documento10 páginasExtracto ISO 10816clroyo9475Ainda não há avaliações
- MID 039 - CID 1190 - FMI 04: TroubleshootingDocumento5 páginasMID 039 - CID 1190 - FMI 04: TroubleshootingMechanical departmentAinda não há avaliações
- M1-MCI360 Compartment Batcher Maintenance ManualDocumento226 páginasM1-MCI360 Compartment Batcher Maintenance ManualNeetan Singla95% (129)
- TD Operators ManualDocumento84 páginasTD Operators Manualsivan_sg1800Ainda não há avaliações
- Detect Machinery Faults by Using Peak VueDocumento13 páginasDetect Machinery Faults by Using Peak VueHarold Alconz100% (2)
- Generators Provide Power : in This IssueDocumento12 páginasGenerators Provide Power : in This Issuemanu_chatAinda não há avaliações
- HydrostaticDocumento21 páginasHydrostaticGuido Emanuel SteinbachAinda não há avaliações
- Case Study2Documento10 páginasCase Study2Nishanth ShannmugamAinda não há avaliações
- Primary Clarifiers PDFDocumento163 páginasPrimary Clarifiers PDFHAinda não há avaliações
- ML11241A211 - Emergency Diesel Generator Engine Monitoring Program (EDGEMP)Documento18 páginasML11241A211 - Emergency Diesel Generator Engine Monitoring Program (EDGEMP)EnformableAinda não há avaliações
- Corrections To The Caterpillar Monitoring System's Reporting of The Torque Converter Output Temperature (7490)Documento9 páginasCorrections To The Caterpillar Monitoring System's Reporting of The Torque Converter Output Temperature (7490)Williams ArayaAinda não há avaliações
- Case Expension - LVDT SensorDocumento6 páginasCase Expension - LVDT Sensortrung2iAinda não há avaliações
- Service BulletinDocumento9 páginasService BulletinjussmeeeAinda não há avaliações
- Field Balancing Large Rotating MachineryDocumento26 páginasField Balancing Large Rotating MachineryShantanu SamajdarAinda não há avaliações
- Dynamic Stresses Hydro Power Plant RKAggarwalDocumento22 páginasDynamic Stresses Hydro Power Plant RKAggarwalDheeraj DhimanAinda não há avaliações
- 19 KKKKKKKKKKKKKKKKKKDocumento4 páginas19 KKKKKKKKKKKKKKKKKKHatem Abdelrahman100% (1)
- The Magnetic Center Finding Using Vibrating Wire TechniqueDocumento6 páginasThe Magnetic Center Finding Using Vibrating Wire TechniqueHatem AbdelrahmanAinda não há avaliações
- WEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishDocumento40 páginasWEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishHatem AbdelrahmanAinda não há avaliações
- Practical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetDocumento2 páginasPractical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetHatem AbdelrahmanAinda não há avaliações
- Understandingamp - Phaseinrotatingmachineryvibinst 07 20pgsDocumento20 páginasUnderstandingamp - Phaseinrotatingmachineryvibinst 07 20pgsHatem Abdelrahman100% (1)
- Huang Xianghui 20050fdggggggggggggggggggggggggggggggggggggggggggggggg5 PHDDocumento130 páginasHuang Xianghui 20050fdggggggggggggggggggggggggggggggggggggggggggggggg5 PHDHatem AbdelrahmanAinda não há avaliações
- Fault Zone - : Air GapDocumento0 páginaFault Zone - : Air GapHatem AbdelrahmanAinda não há avaliações
- Icmtech435435 345435 43543Documento63 páginasIcmtech435435 345435 43543Hatem Abdelrahman100% (1)
- Gei 100351Documento32 páginasGei 100351Hatem Abdelrahman100% (1)
- Prec Maint March 2007Documento9 páginasPrec Maint March 2007Hatem AbdelrahmanAinda não há avaliações
- Article 6hy JytjuytDocumento7 páginasArticle 6hy JytjuytHatem AbdelrahmanAinda não há avaliações
- V106 Relative Motion Record FormDocumento0 páginaV106 Relative Motion Record FormHatem Abdelrahman100% (1)
- 1q07 Beat Freq Back To BasicsDocumento3 páginas1q07 Beat Freq Back To BasicsHatem AbdelrahmanAinda não há avaliações
- EM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYDocumento46 páginasEM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYHatem Abdelrahman100% (2)
- Don't Get Soft: Cover Series: Installation Best PracticesDocumento6 páginasDon't Get Soft: Cover Series: Installation Best PracticesHatem Abdelrahman100% (1)
- Vibrations NotesDocumento43 páginasVibrations NotesNicolas LuchmunAinda não há avaliações
- Best Practices: Asset Condition ManagementDocumento2 páginasBest Practices: Asset Condition ManagementHatem AbdelrahmanAinda não há avaliações
- Article 6hy JytjuytDocumento7 páginasArticle 6hy JytjuytHatem AbdelrahmanAinda não há avaliações
- EM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYDocumento46 páginasEM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYHatem Abdelrahman100% (2)
- Kingsbury Leg ComponentsDocumento3 páginasKingsbury Leg ComponentsHatem Abdelrahman100% (1)
- Customer Application Centers: Global Accessibility To Our TechnologyDocumento1 páginaCustomer Application Centers: Global Accessibility To Our TechnologyHatem AbdelrahmanAinda não há avaliações
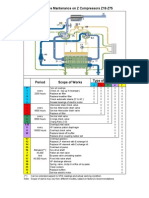
- Preventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsDocumento1 páginaPreventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsHatem AbdelrahmanAinda não há avaliações
- 1q03 3500 22mDocumento4 páginas1q03 3500 22mscribdkhatnAinda não há avaliações
- Helping You ... : Fourth Quarter 1999 Vol. 20 No. 4Documento1 páginaHelping You ... : Fourth Quarter 1999 Vol. 20 No. 4Hatem AbdelrahmanAinda não há avaliações
- Why Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsDocumento2 páginasWhy Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsHatem AbdelrahmanAinda não há avaliações
- IBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsDocumento4 páginasIBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsHatem AbdelrahmanAinda não há avaliações
- 2 Q 01 HanifanDocumento2 páginas2 Q 01 HanifanHatem AbdelrahmanAinda não há avaliações
- W1 - V1 MultipleWorksheets SolnDocumento3 páginasW1 - V1 MultipleWorksheets SolnAKHIL RAJ SAinda não há avaliações
- Design and Implementation of Hotel Management SystemDocumento36 páginasDesign and Implementation of Hotel Management Systemaziz primbetov100% (2)
- Authenticating Digital EvidenceDocumento36 páginasAuthenticating Digital Evidenceatty_gie3743Ainda não há avaliações
- Personal ComputerDocumento3 páginasPersonal ComputerDan Mark IsidroAinda não há avaliações
- The Morning Calm Korea Weekly - August 22,2008Documento24 páginasThe Morning Calm Korea Weekly - August 22,2008Morning Calm Weekly NewspaperAinda não há avaliações
- Developing Sui-Generis System For The Protection of Trade Secret in India: An Analytical StudyDocumento8 páginasDeveloping Sui-Generis System For The Protection of Trade Secret in India: An Analytical StudyVEENA T NAinda não há avaliações
- Man of The House Faq: About MothDocumento2 páginasMan of The House Faq: About MothPrapya BarmanAinda não há avaliações
- Revised Study Material - Economics ChandigarhDocumento159 páginasRevised Study Material - Economics ChandigarhvishaljalanAinda não há avaliações
- Anin, Cris Adrian U. Experiment Water Flirtation ELECTIVE 103Documento2 páginasAnin, Cris Adrian U. Experiment Water Flirtation ELECTIVE 103Cris Adrian Umadac AninAinda não há avaliações
- Strategy Guide To Twilight Imperium Third EditionDocumento74 páginasStrategy Guide To Twilight Imperium Third Editioninquartata100% (1)
- What Is A Timer?Documento12 páginasWhat Is A Timer?Hemraj Singh Rautela100% (1)
- Material List Summary-WaptechDocumento5 páginasMaterial List Summary-WaptechMarko AnticAinda não há avaliações
- Case 1394 Moteur 1 2Documento36 páginasCase 1394 Moteur 1 2ionel ianosAinda não há avaliações
- Mechanical Vibration and Oscillation in Transmission LinesDocumento27 páginasMechanical Vibration and Oscillation in Transmission LinesChhatrapal SinghAinda não há avaliações
- Perrys Chemical Engineering Handbook 7th Edition PriceDocumento3 páginasPerrys Chemical Engineering Handbook 7th Edition PriceSteven Valentius0% (12)
- Trandsend 2Documento3 páginasTrandsend 2dadiAinda não há avaliações
- 1.2.2.5 Packet Tracer - Connecting Devices To Build IoTDocumento4 páginas1.2.2.5 Packet Tracer - Connecting Devices To Build IoTyayasan dharamabharataAinda não há avaliações
- EverServ 7700 M77XX Quick Reference GuideDocumento2 páginasEverServ 7700 M77XX Quick Reference GuidetangocharliepdxAinda não há avaliações
- BDC Based Phase ControlDocumento14 páginasBDC Based Phase ControlTiewsoh LikyntiAinda não há avaliações
- CivilCAD2014 English Rev1Documento443 páginasCivilCAD2014 English Rev1Nathan BisAinda não há avaliações
- Aruba 8325 Switch SeriesDocumento51 páginasAruba 8325 Switch SeriesgmtrlzAinda não há avaliações
- Muscular System Coloring Book: Now You Can Learn and Master The Muscular System With Ease While Having Fun - Pamphlet BooksDocumento8 páginasMuscular System Coloring Book: Now You Can Learn and Master The Muscular System With Ease While Having Fun - Pamphlet BooksducareliAinda não há avaliações
- Read The Text and Answer The QuestionsDocumento5 páginasRead The Text and Answer The QuestionsDanny RuedaAinda não há avaliações
- Fallas Compresor Copeland-DesbloqueadoDocumento16 páginasFallas Compresor Copeland-DesbloqueadoMabo MabotecnicaAinda não há avaliações
- Green Team Work PlanDocumento2 páginasGreen Team Work PlanScott FranzAinda não há avaliações
- Ref Drawing 2. Ref Code: 3. Design DatasDocumento3 páginasRef Drawing 2. Ref Code: 3. Design DatasJoe Nadakkalan100% (3)
- IFE Level 4 Certificate in Fire InvestigationDocumento16 páginasIFE Level 4 Certificate in Fire InvestigationMarlon FordeAinda não há avaliações
- TMIS07 - Kalam Internship - S7 Tesla MindsDocumento3 páginasTMIS07 - Kalam Internship - S7 Tesla MindsDMJ JonesAinda não há avaliações
- The Division 2 - Guide To Highest Possible Weapon Damage PvE BuildDocumento18 páginasThe Division 2 - Guide To Highest Possible Weapon Damage PvE BuildJjjjAinda não há avaliações
- Ga-z68p-Ds3 v2.x eDocumento104 páginasGa-z68p-Ds3 v2.x ejohnsonlimAinda não há avaliações
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesNo EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesNota: 4.5 de 5 estrelas4.5/5 (21)
- Introduction to Power System ProtectionNo EverandIntroduction to Power System ProtectionNota: 5 de 5 estrelas5/5 (1)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsAinda não há avaliações
- Workbook to Accompany Maintenance & Reliability Best PracticesNo EverandWorkbook to Accompany Maintenance & Reliability Best PracticesNota: 3.5 de 5 estrelas3.5/5 (3)
- RV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!No EverandRV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!Ainda não há avaliações
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterNo EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterAinda não há avaliações
- Shorting the Grid: The Hidden Fragility of Our Electric GridNo EverandShorting the Grid: The Hidden Fragility of Our Electric GridNota: 4.5 de 5 estrelas4.5/5 (2)
- The Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceNo EverandThe Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceAinda não há avaliações
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsNo EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsNota: 4.5 de 5 estrelas4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressNo EverandNuclear Energy in the 21st Century: World Nuclear University PressNota: 4.5 de 5 estrelas4.5/5 (3)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successNo EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successNota: 4.5 de 5 estrelas4.5/5 (3)
- A Pathway to Decarbonise the Shipping Sector by 2050No EverandA Pathway to Decarbonise the Shipping Sector by 2050Ainda não há avaliações
- A Complete Guide to Safety Officer Interview Questions and AnswersNo EverandA Complete Guide to Safety Officer Interview Questions and AnswersNota: 4 de 5 estrelas4/5 (1)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsAinda não há avaliações
- Heat Transfer Engineering: Fundamentals and TechniquesNo EverandHeat Transfer Engineering: Fundamentals and TechniquesNota: 4 de 5 estrelas4/5 (1)
- Global Landscape of Renewable Energy FinanceNo EverandGlobal Landscape of Renewable Energy FinanceAinda não há avaliações
- Live Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerNo EverandLive Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerAinda não há avaliações
- Guidelines for Auditing Process Safety Management SystemsNo EverandGuidelines for Auditing Process Safety Management SystemsAinda não há avaliações
- Fundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsNo EverandFundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsAinda não há avaliações
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsNo EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsNota: 4 de 5 estrelas4/5 (11)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentNo EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentNota: 4.5 de 5 estrelas4.5/5 (21)
- Practical Reservoir Engineering and CharacterizationNo EverandPractical Reservoir Engineering and CharacterizationNota: 4.5 de 5 estrelas4.5/5 (3)
- Electrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977No EverandElectrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977Ainda não há avaliações
- Introduction to Power System ProtectionNo EverandIntroduction to Power System ProtectionAinda não há avaliações