Você também pode gostar
- Mejora de métodos y tiempos de fabricaciónNo EverandMejora de métodos y tiempos de fabricaciónNota: 5 de 5 estrelas5/5 (2)
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaNo EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaNota: 4 de 5 estrelas4/5 (3)
- UF1125 - Técnicas de programación en fabricación mecánicaNo EverandUF1125 - Técnicas de programación en fabricación mecánicaAinda não há avaliações
- TRABAJO Métodos HeurísticosDocumento11 páginasTRABAJO Métodos HeurísticosAndrea Sheryna Polanco ChambiAinda não há avaliações
- Semana 7Documento30 páginasSemana 7Ronald OsorioAinda não há avaliações
- Analisis de Taller de Simulacion Por Karla Arias JimenezDocumento10 páginasAnalisis de Taller de Simulacion Por Karla Arias JimenezJOHAN HABID OROZCO ARAUJOAinda não há avaliações
- Taller (Brenda)Documento6 páginasTaller (Brenda)Juan Carlos AgudeloAinda não há avaliações
- Planeación y Control de La Producción Caso PracticoDocumento5 páginasPlaneación y Control de La Producción Caso PracticoAlejandro Santiago Ruiz100% (1)
- Un Enfoque de Optimización y Simulación Utilizando Algoritmo Genético para El Problema de Secuenciamiento Dinámico Con Demanda EstocásticaDocumento8 páginasUn Enfoque de Optimización y Simulación Utilizando Algoritmo Genético para El Problema de Secuenciamiento Dinámico Con Demanda EstocásticaEsteban GastiaAinda não há avaliações
- Tipos Principales de Problemas en Secuenciación de MáquinasDocumento1 páginaTipos Principales de Problemas en Secuenciación de Máquinasfercho9ortiz9sdvsfAinda não há avaliações
- Distribucion Por Producto, Por Posicion FijaDocumento9 páginasDistribucion Por Producto, Por Posicion FijaSaul Mejia FloresAinda não há avaliações
- DesarrolloClase 2 APOIIDocumento11 páginasDesarrolloClase 2 APOIIPaola Ruiz DanielAinda não há avaliações
- Problemas de SecuenciaciónDocumento3 páginasProblemas de Secuenciacióntrabajos de la UAinda não há avaliações
- Articulo de Ejemplo Con LatexDocumento7 páginasArticulo de Ejemplo Con LatexBonnier NilssAinda não há avaliações
- Aplicaciones de Algoritmos Geneticos para La Programacacion de Tareas en Una Celda de ManufacturaDocumento8 páginasAplicaciones de Algoritmos Geneticos para La Programacacion de Tareas en Una Celda de Manufacturaandredy avila riveraAinda não há avaliações
- Heurística Utilizada para La Resolución de Problemas de Secuenciación o Flow Shop en La Optimización de Tiempos de Máquinas TextilesDocumento11 páginasHeurística Utilizada para La Resolución de Problemas de Secuenciación o Flow Shop en La Optimización de Tiempos de Máquinas TextilesJosé Manuel Limachi ChávezAinda não há avaliações
- 3 Aplicacion de Un Algoritmo Generico Simple Con Reparacion en Un Caso Real de Planeacion de ProduccionDocumento13 páginas3 Aplicacion de Un Algoritmo Generico Simple Con Reparacion en Un Caso Real de Planeacion de ProduccionRAÚL RAMOSAinda não há avaliações
- SimulaciónDocumento13 páginasSimulaciónNatalia CortesAinda não há avaliações
- Unidad IV Distribucion de Una PlantaDocumento9 páginasUnidad IV Distribucion de Una PlantaPiñeres ReinaldoAinda não há avaliações
- Improving Production With Lean ThinkingDocumento14 páginasImproving Production With Lean ThinkingMario Alejandro Charlin Stein100% (2)
- R 82781Documento9 páginasR 82781edgar_meca1000Ainda não há avaliações
- Planeacion y Scheduling de La ProduccionDocumento9 páginasPlaneacion y Scheduling de La ProduccionJuan David Suarez GilAinda não há avaliações
- MARCO TEÓRICO - Docx InventariosDocumento2 páginasMARCO TEÓRICO - Docx Inventariosjefersson achicanoyAinda não há avaliações
- UnidadV Adop2 Ag2009Documento11 páginasUnidadV Adop2 Ag2009salome50Ainda não há avaliações
- Aplicación VSMDocumento16 páginasAplicación VSMJavier Ruíz PalafoxAinda não há avaliações
- Informe Simulacion Sem - 13Documento12 páginasInforme Simulacion Sem - 13alexandervp1Ainda não há avaliações
- Conferencia Balance de LineaseDocumento20 páginasConferencia Balance de LineaseS.e. RamirezAinda não há avaliações
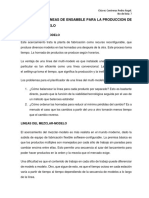
- Balanceo de Lineas de Ensamble para La Produccion de Más de Un ModeloDocumento4 páginasBalanceo de Lineas de Ensamble para La Produccion de Más de Un ModeloJose Manuel Sanchez VidalAinda não há avaliações
- 2 Reglas de DespachoDocumento15 páginas2 Reglas de DespachoRicardo Velandia75% (4)
- 2 Entrega InventarioDocumento11 páginas2 Entrega InventarioLOINAinda não há avaliações
- Tecnologia de Procesos de Manufactura PDFDocumento11 páginasTecnologia de Procesos de Manufactura PDFalvarado02100% (2)
- Entrega Simulación Gerencia 2Documento11 páginasEntrega Simulación Gerencia 2RENZO JOVANI PARDO URBANOAinda não há avaliações
- Tipos Principales de Problemas en Secuenciación de MáquinasDocumento3 páginasTipos Principales de Problemas en Secuenciación de MáquinasKaren RodriguezAinda não há avaliações
- Tema 4. Planificación A Corto PlazoDocumento11 páginasTema 4. Planificación A Corto PlazoNoemi vAinda não há avaliações
- Tema 4. Planificación A Corto PlazoDocumento11 páginasTema 4. Planificación A Corto PlazoNoemi VieiroAinda não há avaliações
- AnalisisDocumento9 páginasAnalisisIvonne MarcelaAinda não há avaliações
- Solucion Taller #1 Tercer CorteDocumento3 páginasSolucion Taller #1 Tercer CorteJohan RobayoAinda não há avaliações
- Valdivia Informefinal 2013Documento57 páginasValdivia Informefinal 2013juandiegoAinda não há avaliações
- VSM, Value Stream Mapping: ¿Cómo Se Implementa Un VSM?Documento11 páginasVSM, Value Stream Mapping: ¿Cómo Se Implementa Un VSM?MartinBaltazarAinda não há avaliações
- Felipe Sierra - Taller 1 OptimizacionDocumento7 páginasFelipe Sierra - Taller 1 OptimizacionPipe SNAinda não há avaliações
- Estudio Del Trabajo Ii Unidad 4 Balanceo de LineasDocumento21 páginasEstudio Del Trabajo Ii Unidad 4 Balanceo de LineasCHIKIYUL88% (8)
- eWcHJA3FTF4hWOc - YTm-Jl-56ovmUWEp-Lectura Fundamental 7Documento25 páginaseWcHJA3FTF4hWOc - YTm-Jl-56ovmUWEp-Lectura Fundamental 7Viviana Andrea Murillo GomezAinda não há avaliações
- 4 1 3 Metodo HeuristicoDocumento4 páginas4 1 3 Metodo Heuristicogervin_delgadoing0% (1)
- Recursos Humanos y Diseños Del TrabajoDocumento8 páginasRecursos Humanos y Diseños Del TrabajoAna Maria YepezAinda não há avaliações
- Simulación de Procesos TipeadoDocumento6 páginasSimulación de Procesos TipeadomariaAinda não há avaliações
- Actividad#3 GAACDocumento18 páginasActividad#3 GAACGerardo ArizpeAinda não há avaliações
- Metodo HeuristicoDocumento79 páginasMetodo HeuristicoJohannes Aucaylle Nieto100% (1)
- Hillier 3Documento78 páginasHillier 3Margarita AldeaAvAinda não há avaliações
- Modelo Matemático para La Investigación de OperacionesDocumento15 páginasModelo Matemático para La Investigación de OperacionesDAVID REY AVILA NICASIOAinda não há avaliações
- Grupo 3 - Celulas de ManufacturaDocumento8 páginasGrupo 3 - Celulas de ManufacturaMónica Vilchez MendozaAinda não há avaliações
- Balanceo de LíneaDocumento10 páginasBalanceo de LíneaErasmo José SánchezAinda não há avaliações
- 1.2 Balanceo de Linea de ProduccionDocumento40 páginas1.2 Balanceo de Linea de Produccionjesus sanchez benettsAinda não há avaliações
- Practica 9Documento6 páginasPractica 9Yessenia Achahue PongoAinda não há avaliações
- UntitledDocumento17 páginasUntitledDiego EspinozaAinda não há avaliações
- Documento BalanceoDocumento19 páginasDocumento BalanceoJonatan GutierrezAinda não há avaliações
- Actividad 1 Tema 3 Manufactura EsbeltaDocumento7 páginasActividad 1 Tema 3 Manufactura Esbeltacecilia cruzAinda não há avaliações
- Informe de Investigacion Software de SimulaciónDocumento43 páginasInforme de Investigacion Software de SimulaciónNILO SANTISTEBANAinda não há avaliações
- SecuenciaciónDocumento6 páginasSecuenciaciónPablo ContrerasAinda não há avaliações
- Balanceo de LíneasDocumento41 páginasBalanceo de LíneasRamiro Jose Tellez GonzalezAinda não há avaliações
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209No EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Nota: 5 de 5 estrelas5/5 (1)
- SistemanacionaldecalidadDocumento24 páginasSistemanacionaldecalidadSheila Patricia Castro ErazoAinda não há avaliações
- Examen de Unidad Ii Medina TerronesDocumento1 páginaExamen de Unidad Ii Medina TerronesALFREDO CORTEZ SAMANAinda não há avaliações
- PP Identidad CorporativaDocumento2 páginasPP Identidad CorporativaVeverito Sanhueza JimenezAinda não há avaliações
- Trichosporon Asahii Caso ClinicoDocumento4 páginasTrichosporon Asahii Caso ClinicoMilber Enrique Fuentes radaAinda não há avaliações
- Mecánica: Test Del Sistema de Refrigeración Del MotorDocumento4 páginasMecánica: Test Del Sistema de Refrigeración Del MotorLuis Maria Rodriguez GarcíaAinda não há avaliações
- Cotizacion 005JS-2023-XCMGDocumento1 páginaCotizacion 005JS-2023-XCMGGiuliano Salvatore Mori GodoyAinda não há avaliações
- Tesis 2 Liliana Mallqui Adriano.Documento120 páginasTesis 2 Liliana Mallqui Adriano.Jesus te BuscaAinda não há avaliações
- Inyectores Semana 4Documento48 páginasInyectores Semana 4Roy Enrrique Julca PaucarAinda não há avaliações
- Energía HidráulicaDocumento6 páginasEnergía HidráulicaGladisIraolaAinda não há avaliações
- Tutorial Squirrel MailDocumento12 páginasTutorial Squirrel MailprototipadoAinda não há avaliações
- Tutorial 18 Modulo Sensor Receptor InfrarrojoDocumento7 páginasTutorial 18 Modulo Sensor Receptor Infrarrojojuan carlos torresAinda não há avaliações
- Entregas - MACRO - Teorico Practico E3defDocumento10 páginasEntregas - MACRO - Teorico Practico E3defUNI ASESO0% (1)
- Elección Del Destino Del Patrimonio Del Deudor: ¿Liquidación o Reestructuración?Documento24 páginasElección Del Destino Del Patrimonio Del Deudor: ¿Liquidación o Reestructuración?Manuel Acosta DelgadoAinda não há avaliações
- Llamada SOAP de NodeDocumento3 páginasLlamada SOAP de NodeeliezerAinda não há avaliações
- Presupuesto de ProduccionDocumento23 páginasPresupuesto de ProduccionJesus PerezAinda não há avaliações
- Sentencia T 055 de 2020Documento3 páginasSentencia T 055 de 2020dina murilloAinda não há avaliações
- Extintor Casero Extintor CaseroDocumento1 páginaExtintor Casero Extintor CaseroAlex SanchezAinda não há avaliações
- Guia de Actividades Agosto 2020Documento23 páginasGuia de Actividades Agosto 2020arthurmarston314Ainda não há avaliações
- Examenes de MacroeconomiaDocumento81 páginasExamenes de MacroeconomialilianaAinda não há avaliações
- Artes Graficas RioplatensesDocumento8 páginasArtes Graficas RioplatensesEzequiel SalasAinda não há avaliações
- Informe DDHH Dic 17Documento49 páginasInforme DDHH Dic 17Angel RodasAinda não há avaliações
- Buscadores Web Trabajo Grupal Grupo 1Documento14 páginasBuscadores Web Trabajo Grupal Grupo 1CRISTHIAN JOSUE CABEZAS VARGASAinda não há avaliações
- Caso Levis Investigacion de MercadosDocumento3 páginasCaso Levis Investigacion de MercadosAndrea María Barillas LeónAinda não há avaliações
- Catálogo de Equipos Industriales y Repuestos - Parmex Automatización - SRLDocumento66 páginasCatálogo de Equipos Industriales y Repuestos - Parmex Automatización - SRLAntonioAinda não há avaliações
- Taller Facturacion ElectronicaDocumento6 páginasTaller Facturacion Electronicaluisa fernanda garcia sabogalAinda não há avaliações
- Calderón VGPA Zaquinaula BWA SDDocumento86 páginasCalderón VGPA Zaquinaula BWA SDPaula Andrea Vargas MarinAinda não há avaliações
- Acido Acetico COMPLETADocumento34 páginasAcido Acetico COMPLETADelcy Ochoa100% (2)
- DIN Juego de Los Números (Pres) .EsDocumento16 páginasDIN Juego de Los Números (Pres) .EsLaura Melissa Torres DelgadoAinda não há avaliações
- Avances en La Producción y Aplicación de Aceros Bifásicos PDFDocumento9 páginasAvances en La Producción y Aplicación de Aceros Bifásicos PDFJorge MadiasAinda não há avaliações
- AC-121-22C - RESUMEN - Circular ObligatoriaDocumento3 páginasAC-121-22C - RESUMEN - Circular ObligatoriaRicardo Hernandez Lopez100% (1)