Você também pode gostar
- Wwtbugs PDFDocumento535 páginasWwtbugs PDFbudi budihardjoAinda não há avaliações
- HR POLICY All Pages - Final 11-05-2012 PDFDocumento270 páginasHR POLICY All Pages - Final 11-05-2012 PDFVarun Guggilam100% (1)
- Packaged steam generators: Custom designs have advantages over standard onesDocumento90 páginasPackaged steam generators: Custom designs have advantages over standard onespinenamuAinda não há avaliações
- Pipeline DesignDocumento12 páginasPipeline Designjaffna0% (1)
- Construction Cost IndicesDocumento1 páginaConstruction Cost IndicesWade ColemanAinda não há avaliações
- Pressure Vessels and Piping TutorialDocumento441 páginasPressure Vessels and Piping TutorialAditya Ranjan Pathak100% (10)
- Presentation On Steam TrapsDocumento18 páginasPresentation On Steam Trapskailash100% (1)
- Producers Gas PlantsDocumento13 páginasProducers Gas PlantsHalil İbrahim KüplüAinda não há avaliações
- Column Instrumentation BasicsDocumento8 páginasColumn Instrumentation BasicsAmbuja SharmaAinda não há avaliações
- Waste Heat RecoveryDocumento11 páginasWaste Heat RecoveryKashifKhan100% (1)
- Estimation of Pressure Drop in Pipe SystemsDocumento29 páginasEstimation of Pressure Drop in Pipe SystemsDino DinoAinda não há avaliações
- Condenser and feedwater performance testingDocumento23 páginasCondenser and feedwater performance testingShambhu MehtaAinda não há avaliações
- Predict combustion gas emissivities with simple equationsDocumento4 páginasPredict combustion gas emissivities with simple equationsFranny CasasolaAinda não há avaliações
- Install, Operate and Maintain EjectorsDocumento16 páginasInstall, Operate and Maintain Ejectorssebas_vAinda não há avaliações
- Process STD 104Documento53 páginasProcess STD 104Augusto ManuelAinda não há avaliações
- 2014 - Design of Supercritical Carbon Dioxide Centrifugal Compressors PDFDocumento164 páginas2014 - Design of Supercritical Carbon Dioxide Centrifugal Compressors PDFJúlia Matos100% (1)
- Waste Heat RecoveryDocumento20 páginasWaste Heat RecoveryAMIT PRAJAPATIAinda não há avaliações
- Trane Chiller Plant Admapn014en - 0105Documento4 páginasTrane Chiller Plant Admapn014en - 0105a_salehiAinda não há avaliações
- Thermal Performance Assessment of Steam Surface CondenserDocumento8 páginasThermal Performance Assessment of Steam Surface CondenserJeeEianYannAinda não há avaliações
- Cold Box - Advantages To Brazed Fin ExchangersDocumento13 páginasCold Box - Advantages To Brazed Fin ExchangersEdison ChoiAinda não há avaliações
- Overpressure Protection-Low Temp EffectsDocumento4 páginasOverpressure Protection-Low Temp EffectsChem.EnggAinda não há avaliações
- Workshop On New Cross-Cutting Technologies For Nuclear Power PlantsDocumento25 páginasWorkshop On New Cross-Cutting Technologies For Nuclear Power PlantsMuhammadEhtishamSiddiquiAinda não há avaliações
- BP Combustion GuidebookDocumento110 páginasBP Combustion GuidebookAvinash RaoAinda não há avaliações
- Design Co2 EvaporatorsDocumento7 páginasDesign Co2 EvaporatorsYutt Watt100% (1)
- Chirla Chandra Sekhara Reddy, Gade Pandu Rangaiah - Waste Heat Recovery - Principles and Industrial Applications-World Scientific Publishing (2022)Documento882 páginasChirla Chandra Sekhara Reddy, Gade Pandu Rangaiah - Waste Heat Recovery - Principles and Industrial Applications-World Scientific Publishing (2022)Ingenieria EnefencoAinda não há avaliações
- Gas/Liquids Separators - Part 2: Quantifying Separation PerformanceDocumento13 páginasGas/Liquids Separators - Part 2: Quantifying Separation PerformanceLizbeth Ramirez AlanyaAinda não há avaliações
- ISO TS 22002-2 Programa de Prerequisitos CateringDocumento26 páginasISO TS 22002-2 Programa de Prerequisitos CateringRodrigo Díaz López80% (5)
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationAinda não há avaliações
- Hydrogen generation design for modern refineriesDocumento4 páginasHydrogen generation design for modern refineriesJosiph BukairAinda não há avaliações
- Transmix ProcessingDocumento4 páginasTransmix ProcessingChem.Engg100% (3)
- MSMPR Crystallization Equipment OverviewDocumento1 páginaMSMPR Crystallization Equipment OverviewChem.EnggAinda não há avaliações
- Bromin Atau BromDocumento17 páginasBromin Atau BromTria Yussanti100% (1)
- Design of spray tower quencherDocumento8 páginasDesign of spray tower quencherHendrik Panthron Pangarso Mursid100% (1)
- HTQ Gas Quenching SystemDocumento9 páginasHTQ Gas Quenching SystemAnonymous zwSP5gvAinda não há avaliações
- Good Heater Specifications Pay OffDocumento6 páginasGood Heater Specifications Pay Offrvkumar61100% (1)
- Capturing Carbon Existing Coal-Fired Power PlantsDocumento10 páginasCapturing Carbon Existing Coal-Fired Power PlantsRoumen GuhaAinda não há avaliações
- Eclipse Product GuideDocumento20 páginasEclipse Product Guidemarius_brkt6284100% (2)
- Performance Assessment and Mass Energy Balance For Regenerative Type Air HeatersDocumento98 páginasPerformance Assessment and Mass Energy Balance For Regenerative Type Air HeatersAnonymous knICaxAinda não há avaliações
- Boiler Heat FluxDocumento8 páginasBoiler Heat FluxMubarik Ali100% (1)
- New Method for Calculating Evaporation from Occupied PoolsDocumento4 páginasNew Method for Calculating Evaporation from Occupied PoolsSarosh MohiyuddinAinda não há avaliações
- Site Instruction FormatDocumento26 páginasSite Instruction FormatMesfin100% (3)
- Suc DrumsDocumento6 páginasSuc DrumsrkoGear100% (1)
- PV Wet ScrubberDocumento7 páginasPV Wet ScrubberCepi Sindang KamulanAinda não há avaliações
- Specify Better Low NOx Burners For FurnacesDocumento4 páginasSpecify Better Low NOx Burners For Furnacesyogitadoda100% (1)
- Heat Recovery From Tail Gas IncinerationDocumento14 páginasHeat Recovery From Tail Gas IncinerationcanscotAinda não há avaliações
- Optimising steam systems at point of useDocumento8 páginasOptimising steam systems at point of usebk1234567Ainda não há avaliações
- Fuels and CombustionDocumento24 páginasFuels and Combustionvijayraju100% (1)
- Re BoilersDocumento44 páginasRe BoilersNeeshä RagnathAinda não há avaliações
- Co Generation Unit 4Documento52 páginasCo Generation Unit 4Johnson Johnson100% (2)
- Chapter - 1 Condenser PerformanceDocumento21 páginasChapter - 1 Condenser PerformanceAhmed HelmyAinda não há avaliações
- Selection Criteria For DampersDocumento4 páginasSelection Criteria For Dampersmarlon168Ainda não há avaliações
- Autothermal Reforming TechnologyDocumento13 páginasAutothermal Reforming TechnologyPUBG LoversAinda não há avaliações
- CENTROPELET-ZV ZVB-serviseri-ENG N 03 2015Documento22 páginasCENTROPELET-ZV ZVB-serviseri-ENG N 03 2015Miloš Stijelja75% (4)
- Selection of Gas CompressorsDocumento4 páginasSelection of Gas CompressorsDiegoAinda não há avaliações
- Ombustion AND AFE Urnace Perations: C S F ODocumento79 páginasOmbustion AND AFE Urnace Perations: C S F OTruth Seeker100% (1)
- Principles of Finned Tube Heat Exchanger Design For Enhanced Heat TransferDocumento20 páginasPrinciples of Finned Tube Heat Exchanger Design For Enhanced Heat Transferunknown8787Ainda não há avaliações
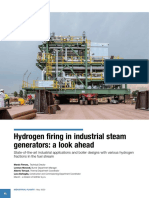
- Hydrogen Firing in Industrial Steam GeneratorsDocumento9 páginasHydrogen Firing in Industrial Steam GeneratorsLuca MaseAinda não há avaliações
- BP220 AmendedDocumento43 páginasBP220 AmendedMarites BalmasAinda não há avaliações
- Final WHB DesignDocumento75 páginasFinal WHB DesignRajesh VyasAinda não há avaliações
- Calculation of Electrical Power Output From EFBDocumento2 páginasCalculation of Electrical Power Output From EFBczteeAinda não há avaliações
- Surface Condenser Design and OperationDocumento7 páginasSurface Condenser Design and OperationJesús Santiago QuijadaAinda não há avaliações
- Thermal Efficiency Fired HeaterDocumento5 páginasThermal Efficiency Fired Heatermuhammad_asim_10Ainda não há avaliações
- Heat Transfer and Flow Characteristics of Spiral Fin-And-tube Heat Exchangers A Review - PongsoiDocumento15 páginasHeat Transfer and Flow Characteristics of Spiral Fin-And-tube Heat Exchangers A Review - PongsoiMeshal Al-mutairi100% (1)
- The Implementation of A Steam Transformer PDFDocumento9 páginasThe Implementation of A Steam Transformer PDFASHIL PRABHAKARAinda não há avaliações
- Condenser Efficiency EngineeringDocumento9 páginasCondenser Efficiency Engineeringโอม ปามาติกะ100% (2)
- A Review of Absorption RefrigerationDocumento30 páginasA Review of Absorption RefrigerationSoni Rodríguez Castellanos100% (1)
- Hydrocarbons As Refrigerants in Small Heat Pump and RefrigerationDocumento12 páginasHydrocarbons As Refrigerants in Small Heat Pump and RefrigerationGiovanniCuocoAinda não há avaliações
- CO2 Capture Over K2CO3 MgO Al2O3 Dry Sorbent in A Fluidized BedDocumento8 páginasCO2 Capture Over K2CO3 MgO Al2O3 Dry Sorbent in A Fluidized BedFarah Talib Al-sudaniAinda não há avaliações
- A Review of Gas-Gas Heat Recovery SystemsDocumento39 páginasA Review of Gas-Gas Heat Recovery SystemspinenamuAinda não há avaliações
- Waste heat recovery technologies and applications overviewDocumento17 páginasWaste heat recovery technologies and applications overviewSazid ZamanAinda não há avaliações
- Waste Heat Power Systems Capture Untapped EnergyDocumento9 páginasWaste Heat Power Systems Capture Untapped EnergyWilson FigueiraAinda não há avaliações
- Waste Heat Recovery Using Stirling Engine ResearchDocumento6 páginasWaste Heat Recovery Using Stirling Engine ResearchSsheshan PugazhendhiAinda não há avaliações
- National Textile University: Assignment # 3Documento7 páginasNational Textile University: Assignment # 3MuddaserAinda não há avaliações
- An Overview of Industrial Waste Heat Recovery Technologies For Moderate Temperatures Less Than 1000ºFDocumento10 páginasAn Overview of Industrial Waste Heat Recovery Technologies For Moderate Temperatures Less Than 1000ºFshabi13Ainda não há avaliações
- WASTE HEAT RECOVERY (HRSG) PerformanceDocumento17 páginasWASTE HEAT RECOVERY (HRSG) PerformanceEjaz AhmedAinda não há avaliações
- Heat Recovery MechanismsDocumento13 páginasHeat Recovery MechanismsSuhailSharmaAinda não há avaliações
- Integrating Process Safety and InnovationDocumento5 páginasIntegrating Process Safety and InnovationChem.EnggAinda não há avaliações
- Foam Systems Low Expansion Medium Expansion High ExpansionDocumento4 páginasFoam Systems Low Expansion Medium Expansion High ExpansionIskandar HasibuanAinda não há avaliações
- Sukkur temperature chart 2010-2018Documento1 páginaSukkur temperature chart 2010-2018Chem.EnggAinda não há avaliações
- PetrochemicalsDocumento1 páginaPetrochemicalsChem.EnggAinda não há avaliações
- Chemical Engineering - July 2011 6Documento1 páginaChemical Engineering - July 2011 6Chem.EnggAinda não há avaliações
- Chemical Engineering - July 2011 16Documento1 páginaChemical Engineering - July 2011 16Chem.EnggAinda não há avaliações
- Chemical Engineering - July 2011 17Documento1 páginaChemical Engineering - July 2011 17Chem.EnggAinda não há avaliações
- Chemical Engineering - July 2011 4Documento1 páginaChemical Engineering - July 2011 4Chem.EnggAinda não há avaliações
- Capture 1Documento1 páginaCapture 1Chem.EnggAinda não há avaliações
- Chemical Engineering - July 2011 8Documento1 páginaChemical Engineering - July 2011 8Chem.EnggAinda não há avaliações
- Chemical Engineering - July 2011 15Documento1 páginaChemical Engineering - July 2011 15Chem.EnggAinda não há avaliações
- Chemical Engineering - July 2011 3Documento1 páginaChemical Engineering - July 2011 3Chem.EnggAinda não há avaliações
- Engineering: Capacity Calculations For Steam LoadsDocumento12 páginasEngineering: Capacity Calculations For Steam Loadsanon_286159112Ainda não há avaliações
- Pages From Chemical Engineering - July 2011Documento1 páginaPages From Chemical Engineering - July 2011Chem.EnggAinda não há avaliações
- HRSG SimulationDocumento7 páginasHRSG Simulationkaruna346Ainda não há avaliações
- A Modern Approach To Solvent Selection - Mar-06 PDFDocumento14 páginasA Modern Approach To Solvent Selection - Mar-06 PDFChem.EnggAinda não há avaliações
- Turbocharger Pump PDFDocumento4 páginasTurbocharger Pump PDFChem.EnggAinda não há avaliações
- Department Editor: Scott Jenkins: Safe Sampling of Heat-Transfer FluidsDocumento1 páginaDepartment Editor: Scott Jenkins: Safe Sampling of Heat-Transfer FluidsChem.EnggAinda não há avaliações
- Boiler Water D.O. Control PDFDocumento10 páginasBoiler Water D.O. Control PDFChem.EnggAinda não há avaliações
- A Modern Approach To Solvent Selection - Mar-06 PDFDocumento14 páginasA Modern Approach To Solvent Selection - Mar-06 PDFChem.EnggAinda não há avaliações
- Diemnsionless No. in Fluid MechanicsDocumento1 páginaDiemnsionless No. in Fluid MechanicsChem.EnggAinda não há avaliações
- 10 Tips For Project ManagersDocumento4 páginas10 Tips For Project ManagersChem.EnggAinda não há avaliações
- About Flash TanksDocumento4 páginasAbout Flash TanksChem.EnggAinda não há avaliações
- Natural Building ColloquiumDocumento7 páginasNatural Building ColloquiumCristina BotezAinda não há avaliações
- Aruga Interactive: Proposed Luxury Hotel and Resort in IloiloDocumento5 páginasAruga Interactive: Proposed Luxury Hotel and Resort in IloiloNikki AngelaAinda não há avaliações
- Determination of Arsenic, Antimony, Selenium and Physicochemical Parameters in GroundwaterDocumento4 páginasDetermination of Arsenic, Antimony, Selenium and Physicochemical Parameters in GroundwaternguyenvietvuongAinda não há avaliações
- Is SP 36 2 1988Documento183 páginasIs SP 36 2 1988Abhijeet GandageAinda não há avaliações
- COPARDocumento57 páginasCOPARCristelle Joy RebocaAinda não há avaliações
- Intro Notes - CoastsDocumento4 páginasIntro Notes - CoastsVictoria KairooAinda não há avaliações
- Md. Abdul KhalequeDocumento358 páginasMd. Abdul KhalequeRidwanAinda não há avaliações
- Aerated Lagoon: Types of Aerated Lagoons or BasinsDocumento4 páginasAerated Lagoon: Types of Aerated Lagoons or BasinsRaajiv MenonAinda não há avaliações
- Hand Molding Demonstration ProcessDocumento45 páginasHand Molding Demonstration ProcessqueenofthegypsiesAinda não há avaliações
- SDS HibiscrubDocumento9 páginasSDS HibiscrubIntanNabilaAinda não há avaliações
- 系统概述enDocumento313 páginas系统概述enBui VanluongAinda não há avaliações
- Sample - MapDocumento3 páginasSample - MapAnh ThảoAinda não há avaliações
- Sediment-Hosted Massive Sulfide Deposits (SEDEXDocumento33 páginasSediment-Hosted Massive Sulfide Deposits (SEDEXBenAinda não há avaliações
- Booklet PPC Jan19Documento25 páginasBooklet PPC Jan19MAYURESH PATILAinda não há avaliações
- Membrane TechnologyDocumento26 páginasMembrane TechnologyRajan sigdel100% (3)
- Hand Pump Maintenance 1977 PDFDocumento40 páginasHand Pump Maintenance 1977 PDFmvqfernandesAinda não há avaliações
- (Fls 1001 (Ea4) Fls Pumps Catalog Lr1Documento96 páginas(Fls 1001 (Ea4) Fls Pumps Catalog Lr1Evangelos TsampourisAinda não há avaliações
- SagaDocumento13 páginasSagarashidkingAinda não há avaliações
- DM Plan Mohadevpur Upazila Sunamgonj District - English Version-2014Documento101 páginasDM Plan Mohadevpur Upazila Sunamgonj District - English Version-2014CDMP BangladeshAinda não há avaliações
- CREW: U.S. Department of Homeland Security: U.S. Customs and Border Protection: Regarding Border Fence: 12/22/10 - FME001063-FME001240 SD ESP Appendices (Final)Documento178 páginasCREW: U.S. Department of Homeland Security: U.S. Customs and Border Protection: Regarding Border Fence: 12/22/10 - FME001063-FME001240 SD ESP Appendices (Final)CREWAinda não há avaliações
- Safety Data Sheet: Per GHS Standard FormatDocumento6 páginasSafety Data Sheet: Per GHS Standard FormatM.MuthumanickamAinda não há avaliações