Você também pode gostar
- Juan Martin Garcia System Dynamics ExercisesDocumento294 páginasJuan Martin Garcia System Dynamics ExercisesxumucleAinda não há avaliações
- Corrosion: Corrosion ControlNo EverandCorrosion: Corrosion ControlL L ShreirNota: 5 de 5 estrelas5/5 (1)
- Applied Welding Engineering: Processes, Codes, and StandardsNo EverandApplied Welding Engineering: Processes, Codes, and StandardsAinda não há avaliações
- En13445 Vs AsmeDocumento46 páginasEn13445 Vs Asmejeff501100% (11)
- Nikola Tesla Was Murdered by Otto Skorzeny.Documento12 páginasNikola Tesla Was Murdered by Otto Skorzeny.Jason Lamb50% (2)
- Specs and properties of chromium-nickel stainless steel alloys 304, 304L, and 304HDocumento8 páginasSpecs and properties of chromium-nickel stainless steel alloys 304, 304L, and 304HLuis Enrique Carreon TorresAinda não há avaliações
- 304 304L Data BulletinDocumento8 páginas304 304L Data Bulletinmayur2708Ainda não há avaliações
- Guide To Selection: Stainless SteelDocumento3 páginasGuide To Selection: Stainless SteelElla ChanAinda não há avaliações
- Materials Selection Guide for Sulfuric Acid PlantsDocumento6 páginasMaterials Selection Guide for Sulfuric Acid PlantsrivrsideAinda não há avaliações
- Valve Material ApplicationDocumento16 páginasValve Material Applicationari_prasAinda não há avaliações
- Difference Between 304 and 316 Stainless SteelDocumento4 páginasDifference Between 304 and 316 Stainless SteelsekarsanthanamAinda não há avaliações
- SS 304Documento4 páginasSS 304Imtinan Mohsin100% (1)
- The Role Stainless Steel in Industrial Heat ExchangersDocumento46 páginasThe Role Stainless Steel in Industrial Heat ExchangerswholenumberAinda não há avaliações
- Grade Data Sheet: Heat Treatment Solution Treatment (Annealing)Documento2 páginasGrade Data Sheet: Heat Treatment Solution Treatment (Annealing)katchaniAinda não há avaliações
- North American Stainless: Long Products Stainless Steel Grade SheetDocumento8 páginasNorth American Stainless: Long Products Stainless Steel Grade Sheettejap314Ainda não há avaliações
- Stainless Steel Grade 304 (UNS S30400)Documento4 páginasStainless Steel Grade 304 (UNS S30400)105034412Ainda não há avaliações
- Ur2202 Lean DuplexDocumento8 páginasUr2202 Lean Duplexbuffle08Ainda não há avaliações
- Note 2BDocumento2 páginasNote 2BPrasoon KumarAinda não há avaliações
- 316LNDocumento3 páginas316LNGanesh KcAinda não há avaliações
- 304 304L Data Sheets 1 28 13 PDFDocumento12 páginas304 304L Data Sheets 1 28 13 PDFneerajtrvAinda não há avaliações
- Stainless Steel - WikipediaDocumento14 páginasStainless Steel - Wikipediaramthecharm_46098467Ainda não há avaliações
- Nickel Alloys For Sulfuric Acid ProductionDocumento5 páginasNickel Alloys For Sulfuric Acid ProductionHeanjiaAlloysAinda não há avaliações
- Stainless Steel - Grade 304Documento4 páginasStainless Steel - Grade 304RektaAinda não há avaliações
- Advanced alloys offer corrosion resistance for fertilizer processesDocumento3 páginasAdvanced alloys offer corrosion resistance for fertilizer processesnAinda não há avaliações
- 304 Stainless Steel Data Sheet Explains Properties & UsesDocumento4 páginas304 Stainless Steel Data Sheet Explains Properties & UsesMani KannaAinda não há avaliações
- Valve Material ApplicationDocumento16 páginasValve Material Applicationswapneel_kulkarniAinda não há avaliações
- Allegheny 316 PDFDocumento13 páginasAllegheny 316 PDFJoshua WalkerAinda não há avaliações
- Stainless Steels in Nitric AcidDocumento6 páginasStainless Steels in Nitric Acidpipedown456100% (1)
- The Stainless Steel Family - An Overview - Campbell Tip of The MonthDocumento5 páginasThe Stainless Steel Family - An Overview - Campbell Tip of The Monthpeach5Ainda não há avaliações
- SS316 Corrosion RateDocumento13 páginasSS316 Corrosion Ratenarayana reddy100% (1)
- Stainless Steel - High Temperature ResistanceDocumento6 páginasStainless Steel - High Temperature Resistancevenurao1Ainda não há avaliações
- SS BarsDocumento26 páginasSS BarsFadelPrawiraErwinAinda não há avaliações
- Projects Oil & Gas: AesteironDocumento9 páginasProjects Oil & Gas: AesteironganmosesAinda não há avaliações
- AL 316 - 317dataDocumento14 páginasAL 316 - 317dataClaudia MmsAinda não há avaliações
- SS304 304L Data SheetDocumento2 páginasSS304 304L Data SheetPrakash KumarAinda não há avaliações
- Rittal White Paper 104: Stainless Steel Enclosures in Industrial ApplicationsDocumento7 páginasRittal White Paper 104: Stainless Steel Enclosures in Industrial Applicationsphoneme79Ainda não há avaliações
- Nitric Acid StorageDocumento7 páginasNitric Acid StorageEr Bali PandhareAinda não há avaliações
- 254 SMO-Outu KumpuDocumento8 páginas254 SMO-Outu KumpujoseritoAinda não há avaliações
- Stainless Steels For H2SO4Documento4 páginasStainless Steels For H2SO4Marshel LeninAinda não há avaliações
- Stainless SteelDocumento6 páginasStainless SteelNiko NištićAinda não há avaliações
- Corrosion Guide - Stainless Internation NickelDocumento20 páginasCorrosion Guide - Stainless Internation NickelJohn BurkeAinda não há avaliações
- ST Stainless CatalogueDocumento71 páginasST Stainless CatalogueBenjamin RattharojthakunAinda não há avaliações
- Atlas 304 - 304L: Colour Code: Lilac/TurquoiseDocumento3 páginasAtlas 304 - 304L: Colour Code: Lilac/TurquoiseOthoniel MunizAinda não há avaliações
- Material Selection and Corrosion Resistant AlloysDocumento4 páginasMaterial Selection and Corrosion Resistant Alloysعزت عبد المنعمAinda não há avaliações
- Boiler Tube GradesDocumento12 páginasBoiler Tube Gradesfelram100% (1)
- Duplex Stainless SteelDocumento24 páginasDuplex Stainless SteeljeffreymacaseroAinda não há avaliações
- Materials Used in Process PlantsDocumento8 páginasMaterials Used in Process PlantsEhtisham AndrAbiAinda não há avaliações
- 316/316L Stainless Steel Spec SheetDocumento3 páginas316/316L Stainless Steel Spec SheetLinnie McleodAinda não há avaliações
- Most Common Steels Used in Process Piping Industry: A LiteratureDocumento38 páginasMost Common Steels Used in Process Piping Industry: A LiteraturekarunaAinda não há avaliações
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonAinda não há avaliações
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNota: 4 de 5 estrelas4/5 (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelAinda não há avaliações
- High Temperature Corrosion: Fundamentals and EngineeringNo EverandHigh Temperature Corrosion: Fundamentals and EngineeringAinda não há avaliações
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkAinda não há avaliações
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingNo EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingNota: 1 de 5 estrelas1/5 (1)
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNo EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesAinda não há avaliações
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNota: 5 de 5 estrelas5/5 (4)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesNo EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesAinda não há avaliações
- FORM U-1 MANUFACTURER'S DATADocumento2 páginasFORM U-1 MANUFACTURER'S DATAjeff501Ainda não há avaliações
- Aço Sa 537 cl1Documento23 páginasAço Sa 537 cl1pcorreia68100% (1)
- Debbie Reynolds CatalogDocumento316 páginasDebbie Reynolds Catalogjeff501Ainda não há avaliações
- Underwater Welding PDFDocumento5 páginasUnderwater Welding PDFrock_xxx567879Ainda não há avaliações
- Pipe Schedule Chart: - (Inches) (Inches) - (Inches) (Inches)Documento2 páginasPipe Schedule Chart: - (Inches) (Inches) - (Inches) (Inches)jeff501Ainda não há avaliações
- Expansion JointsDocumento4 páginasExpansion Jointsjeff501Ainda não há avaliações
- Man Instructions PDFDocumento4 páginasMan Instructions PDFAleksandar NikolovskiAinda não há avaliações
- Lightwave Maya 3D TutorialsDocumento8 páginasLightwave Maya 3D TutorialsrandfranAinda não há avaliações
- Nickel-Metal Hydride Battery Safety Data SheetDocumento8 páginasNickel-Metal Hydride Battery Safety Data SheetYeong WheeAinda não há avaliações
- Project Binder 2Documento23 páginasProject Binder 2Singh DhirendraAinda não há avaliações
- Handout Tematik MukhidDocumento72 páginasHandout Tematik MukhidJaya ExpressAinda não há avaliações
- The Temple of ChaosDocumento43 páginasThe Temple of ChaosGauthier GohorryAinda não há avaliações
- SOR 8th Ed 2013Documento467 páginasSOR 8th Ed 2013Durgesh Govil100% (3)
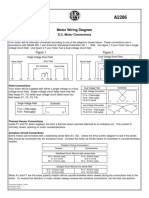
- Motor Wiring Diagram: D.C. Motor ConnectionsDocumento1 páginaMotor Wiring Diagram: D.C. Motor Connectionsczds6594Ainda não há avaliações
- Embankment PDFDocumento5 páginasEmbankment PDFTin Win HtutAinda não há avaliações
- 1.2 - Sewing Machine and Special AttachmentsDocumento3 páginas1.2 - Sewing Machine and Special Attachmentsmaya_muth0% (1)
- Concept Page - Using Vagrant On Your Personal Computer - Holberton Intranet PDFDocumento7 páginasConcept Page - Using Vagrant On Your Personal Computer - Holberton Intranet PDFJeffery James DoeAinda não há avaliações
- Garlic Benefits - Can Garlic Lower Your Cholesterol?Documento4 páginasGarlic Benefits - Can Garlic Lower Your Cholesterol?Jipson VargheseAinda não há avaliações
- MS For Brick WorkDocumento7 páginasMS For Brick WorkSumit OmarAinda não há avaliações
- Diia Specification: Dali Part 252 - Energy ReportingDocumento15 páginasDiia Specification: Dali Part 252 - Energy Reportingtufta tuftaAinda não há avaliações
- ML AiDocumento2 páginasML AiSUYASH SHARTHIAinda não há avaliações
- Aircraft Design Project 2Documento80 páginasAircraft Design Project 2Technology Informer90% (21)
- Proceedings of The 16 TH WLCDocumento640 páginasProceedings of The 16 TH WLCSabrinaAinda não há avaliações
- g4 - Stress Analysis of Operating Gas Pipeline Installed by HorizontalDocumento144 páginasg4 - Stress Analysis of Operating Gas Pipeline Installed by HorizontalDevin DickenAinda não há avaliações
- 2018-04-12 List Mold TVSDocumento5 páginas2018-04-12 List Mold TVSFerlyn ValentineAinda não há avaliações
- Reflection 2: WHAT DOES It Mean To Be A Pacific Islander Today and in The Future To Me?Documento5 páginasReflection 2: WHAT DOES It Mean To Be A Pacific Islander Today and in The Future To Me?Trishika NamrataAinda não há avaliações
- 中美两国药典药品分析方法和方法验证Documento72 páginas中美两国药典药品分析方法和方法验证JasonAinda não há avaliações
- Peptic Ulcer Disease: Causes, Symptoms and TreatmentDocumento24 páginasPeptic Ulcer Disease: Causes, Symptoms and TreatmentOktaviana Sari Dewi100% (1)
- Retaining Wall-Masonry Design and Calculation SpreadsheetDocumento6 páginasRetaining Wall-Masonry Design and Calculation SpreadsheetfarrukhAinda não há avaliações
- ProtectionDocumento160 páginasProtectionSuthep NgamlertleeAinda não há avaliações
- Lincoln Pulse On PulseDocumento4 páginasLincoln Pulse On PulseEdison MalacaraAinda não há avaliações
- LKC CS Assignment2Documento18 páginasLKC CS Assignment2Jackie LeongAinda não há avaliações
- CG Module 1 NotesDocumento64 páginasCG Module 1 Notesmanjot singhAinda não há avaliações
- The Art of Now: Six Steps To Living in The MomentDocumento5 páginasThe Art of Now: Six Steps To Living in The MomentGiovanni AlloccaAinda não há avaliações