Você também pode gostar
- User Friendly 10-in-1 Multifunction TesterDocumento4 páginasUser Friendly 10-in-1 Multifunction TesternicholasleeAinda não há avaliações
- Det2 2 UgDocumento43 páginasDet2 2 UgFrancis ShillitoeAinda não há avaliações
- Turbine Control SystemDocumento1 páginaTurbine Control SystemnicholasleeAinda não há avaliações
- Circuit Breaker I2tDocumento2 páginasCircuit Breaker I2tnicholasleeAinda não há avaliações
- Transformer Oil FiltrationDocumento21 páginasTransformer Oil Filtrationnicholaslee100% (5)
- Abbreviation For Schematic DiagramDocumento14 páginasAbbreviation For Schematic DiagramnicholasleeAinda não há avaliações
- Single PhasingDocumento6 páginasSingle PhasingQuek Swee XianAinda não há avaliações
- Measuring Earth Electrodes TechniquesDocumento2 páginasMeasuring Earth Electrodes TechniquesnicholasleeAinda não há avaliações
- Eaton Motor Control Basic WiringDocumento14 páginasEaton Motor Control Basic Wiringalmuamar5026100% (1)
- 33kV 3 Core XLPE SWA Stranded Copper Conductor HV CableDocumento3 páginas33kV 3 Core XLPE SWA Stranded Copper Conductor HV Cableerkamlakar2234Ainda não há avaliações
- GE Spectra Series Busway CatalogueDocumento44 páginasGE Spectra Series Busway Cataloguealexwongks6118100% (1)
- C&S Bus DuctDocumento4 páginasC&S Bus DuctSudalai Muthu100% (1)
- Twewg tp5Documento10 páginasTwewg tp5nicholasleeAinda não há avaliações
- Aluminum Vs CopperDocumento7 páginasAluminum Vs Copperc.a.g.p.Ainda não há avaliações
- Advanced Transformer ParallelingDocumento6 páginasAdvanced Transformer ParallelingnicholasleeAinda não há avaliações
- LV Motors ProtectionDocumento38 páginasLV Motors ProtectionnicholasleeAinda não há avaliações
- Electrical Installation Guide 2009Documento471 páginasElectrical Installation Guide 2009Valentin PalAinda não há avaliações
- Advanced Transformer ParallelingDocumento6 páginasAdvanced Transformer ParallelingnicholasleeAinda não há avaliações
- Medium voltage switchgear for marine and offshore applicationsDocumento20 páginasMedium voltage switchgear for marine and offshore applicationsnicholasleeAinda não há avaliações
- Transformer Oil Leak Repair and Top Up ProcedureDocumento2 páginasTransformer Oil Leak Repair and Top Up Procedurenicholaslee100% (7)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- DC - Machines and Batteries Lesson PlanDocumento3 páginasDC - Machines and Batteries Lesson PlanBilalAinda não há avaliações
- Protection and Commissioning of Multifunction Digital Transformer Relays at Medium Voltage Industrial FacilitiesDocumento10 páginasProtection and Commissioning of Multifunction Digital Transformer Relays at Medium Voltage Industrial FacilitiesRogelio RevettiAinda não há avaliações
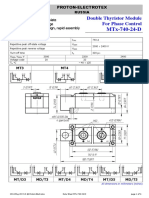
- Mtx-740-24-D: Double Thyristor Module For Phase ControlDocumento4 páginasMtx-740-24-D: Double Thyristor Module For Phase ControlRajiv ChaudhariAinda não há avaliações
- Optoacoplador de Accionamiento de Puerta IGBT - A314JDocumento17 páginasOptoacoplador de Accionamiento de Puerta IGBT - A314JGonzalo RojasAinda não há avaliações
- 1802.132kV Line PRTN and CTRL Panel - R2.0 PDFDocumento56 páginas1802.132kV Line PRTN and CTRL Panel - R2.0 PDFHarish PoondlaAinda não há avaliações
- 40W Power Supply For CO Laser Tubes: I. Main FeaturesDocumento7 páginas40W Power Supply For CO Laser Tubes: I. Main FeaturesNope SmithAinda não há avaliações
- Características Cable DCDocumento2 páginasCaracterísticas Cable DCpablo luis andreattaAinda não há avaliações
- Basic Electrical SafetyDocumento39 páginasBasic Electrical Safetyzainikamal1975Ainda não há avaliações
- LM 2904 AhDocumento19 páginasLM 2904 AhlyndondrAinda não há avaliações
- XT+ Releasing Control PanelDocumento2 páginasXT+ Releasing Control PanelCarlos CabreraAinda não há avaliações
- Comparing Bulk-Si FinFET and Gate-All-Around FETs For The 5 NM Technology NodeDocumento9 páginasComparing Bulk-Si FinFET and Gate-All-Around FETs For The 5 NM Technology NodeHung Lung ChienAinda não há avaliações
- Minitek PWR CEM-5 12VHPWR Wire To Board Connectors: Application SpecificationDocumento13 páginasMinitek PWR CEM-5 12VHPWR Wire To Board Connectors: Application SpecificationŁukasz SrogaAinda não há avaliações
- Inverter and Its TopologiesDocumento14 páginasInverter and Its TopologiesAvnesh SuryavanshiAinda não há avaliações
- PGCIL - C & R SPECIFICATION Rev - 4 PDFDocumento80 páginasPGCIL - C & R SPECIFICATION Rev - 4 PDFravindren_eee100% (1)
- Bta16 600B ArkDocumento1 páginaBta16 600B ArkBhadreshkumar SharmaAinda não há avaliações
- Cable Fault Prelocator TDR 4000Documento2 páginasCable Fault Prelocator TDR 4000Kalyan KalyanAinda não há avaliações
- Review On Electrical Wiring (Types, Sizes and Installation) : December 2019Documento11 páginasReview On Electrical Wiring (Types, Sizes and Installation) : December 2019Vinayak JenaAinda não há avaliações
- Murata Products Microwave Coaxial Connector O33eDocumento3 páginasMurata Products Microwave Coaxial Connector O33ealltheloveintheworldAinda não há avaliações
- Basiccharge Ev Ftu Superfast Data Sheet 028413Documento2 páginasBasiccharge Ev Ftu Superfast Data Sheet 028413Cojoc Constantin-CosminAinda não há avaliações
- Electric Drives SyllabusDocumento1 páginaElectric Drives SyllabusJubin Eldho PaulAinda não há avaliações
- Controlador de Temperatura Serie 3216Documento156 páginasControlador de Temperatura Serie 3216Paulo CisternasAinda não há avaliações
- Trident FUSED OIL RMU up to 15.5kVDocumento4 páginasTrident FUSED OIL RMU up to 15.5kVmealysrAinda não há avaliações
- LTC 1267 FDocumento1 páginaLTC 1267 FEdson HenriqueAinda não há avaliações
- A Dual-Voltage Self-Clamped IGBT For Automotive Ignition ApplicationsDocumento3 páginasA Dual-Voltage Self-Clamped IGBT For Automotive Ignition ApplicationslionpjrAinda não há avaliações
- Masterpact NW ANSI-Rated Low Voltage Power Circuit BreakersDocumento4 páginasMasterpact NW ANSI-Rated Low Voltage Power Circuit BreakersRichis LopezAinda não há avaliações
- Resi9 Protection - R9L12610Documento3 páginasResi9 Protection - R9L12610gieviegodvoiceAinda não há avaliações
- ♤ Spare Part List (베트남) : No. Item Item (1) Item Code Model Name SpecDocumento108 páginas♤ Spare Part List (베트남) : No. Item Item (1) Item Code Model Name SpecXuân DuyAinda não há avaliações
- PH MeterDocumento16 páginasPH MeterAmaluddinAinda não há avaliações
- 3300 XL 11mm Proximity Transducer System: Bently Nevada Asset Condition Monitoring DescriptionDocumento22 páginas3300 XL 11mm Proximity Transducer System: Bently Nevada Asset Condition Monitoring DescriptionKunyuk KunyukAinda não há avaliações
- H1 ManualenglishDocumento7 páginasH1 Manualenglishferilo5788Ainda não há avaliações