Escolar Documentos
Profissional Documentos
Cultura Documentos
E GCOct 2013 Ns
Enviado por
vae2797Descrição original:
Título original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
E GCOct 2013 Ns
Enviado por
vae2797Direitos autorais:
Formatos disponíveis
gl bal
cement
MAGAZINE
globalcement .com
OCTOBER 2013
Global Cement news Lime North Africa Alternative fuels VDZ Congress Pneumatic conveying Expansion joints
Subscribe Contents Ad Index
TM
C
M
J
CM
MJ
CJ
CMJ
N
C
M
J
CM
MJ
CJ
CMJ
N
ISSN: 1473-7940
Published by:
Pro Global Media Ltd
First Floor, Adelphi Court
1 East Street, Epsom, Surrey, UK KT17 1BB
Tel: +44 (0)1372 743837 (switchboard)
Fax: +44 (0)1372 743838
Editor Dr Robert McCafrey
rob.mccafrey@propubs.com
Deputy editor Dr Peter Edwards
peter.edwards@propubs.com
Admin Sally Hope
sally.hope@propubs.com
Subscriptions Sonal Patel
sonal.patel@propubs.com
Commercial director Paul Brown
paul.brown@propubs.com
Mobile: (+44) (0) 7767 475 998
Business development Sren Rothfahl
executive soeren.rothfahl@propubs.com
Mobile: (+44) (0) 7850 669 169
Web editor David Perilli
david.perilli@propubs.com
The Editor welcomes editorial contributions (letters,
articles etc). For full details on article submission, please
see: www.GlobalCement.com
SUBSCRIBE TODAY SEE PAGE 64
Independent thinking and analysis
Best for news, prices and trends
Global cement news and country reports
Global cement technology
Your own copy, on time, every issue!
www.globalcement.com
Exclusive Ofcial Magazine for
Global Cement Conferences:
Global CemFuels, Global Slag,
Global CemTrader, Global CemPower,
Global Cement India,
Asian Cement & Lime, Global Boards,
Global Well Cem.
OCTOBER2013
GLOBAL SLAG CONFERENCE
10-11 December 2013, Dubai, UAE
Improving slag performance
New applications for slag
Global slag markets and trading
globalcement MAGAZINE October 2013 3
gl bal
cement
MAGAZINE
World Business
Council for
Sustainable
Development
Cement
Industry
Suppliers
Forum
Dear readers,
In the global cement news in this October 2013 issue of Global Cement Magazine, the
spectre of cartels in the cement industry has reared its ugly head once again. In India
there are reports that cement prices have risen dramatically of late, increasing by 30% in
just a week in some areas at the end of September 2013. A major real-estate association
has claimed in no uncertain terms that this is the result of a cartel. Meanwhile, fve
producers are under investigation in Colombia afer the Superintendency of Industry
and Commerce claimed that it had identifed an alleged agreement to fx prices and
divide up the market since 2010. Also, in Tanzania, the East Africa Cement Producers
Association (EACPA) has denied the existence of a cartel in that market in response to
similar accusations, claiming that there is ferce competition in the sector.
Claims of cartels are relatively easy to grasp in subdued markets with oversupply like
India. However, the claims being tackled by the EACPA in Tanzania are diferent, taking
place in a country and region where cement demand is on the rise and one where
imports are a major factor in supply. Cement production in Tanzania almost doubled
from 1.25Mt in 2004 to 2.4Mt in 2011. More projects are proposed, which will see the
countrys capacity increase. Further cement is sourced from overseas from cement
export hot-spots like the Middle East, China and Pakistan. Around 4.1Mt/yr came into
East Africa in 2012. Trying to establish a formal cartel in this sort of environment would
require an impossible amount of work, requiring efort from a very large number of
players from several diferent countries. However, if external producers are exporting to
an East African market that has inherently high prices, the importers would only need
to undercut these producers by a small margin. Once again, this raises the possiblilty of
multi-player non-deliberate cement price infation. As always, inexplicably high prices
that look like a cartel are not necessarily indicative of deliberate price manipulation.
Actual collusion is notoriously hard to prove. Whatever the causes of the current claims
in India, Colombia and Tanzania, however, it is ultimately private and public contractors
and their customers, the public, that end up paying higher cement prices.
Elsewhere in this October 2013 issue, there are articles covering the global lime
industry, alternative fuels, solar energy, expansion joints, pneumatic conveying and
bulk handling. Tere is also an in-depth review of the recent VDZ
Congress in Dsseldorf, Germany and a look at the forthcoming
TCMA Congress in Antalya, Turkey.
We hope that you enjoy this issue of Global Cement Magazine!
Dr Peter Edwards
Deputy Editor
Global Cement Magazine
is printed on Forest Stewardship Council (FSC) certifed
papers by Wyndeham Grange, a company with ISO
14001:2004 environmental certifcation.
CONFERENCE & EXHIBITION
This issues front cover...
Standard Industrie International: A French company
present all across the world, has been specialized for 35
years in bulk handling. Declogging, industrial vacuuming,
conveyor belt optimiation and on site interventions; the
motto of Standard Industrie International is to support the
bulk industry. This picture highlights its fagship product:
the AIRCHOC. This air cannon which contributed to the
success of Standard Industrie International, is presented
here in its Wireless version. Remote control, no cable: so
many benefts that enable efective and safe solving of
clogging problems.
See: www.standard-industrie.com
gl bal
cement
MAGAZINE
globalcement.com
OCTOBER2013
Global Cement news Lime North Africa Alternative fuels VDZ Congress Pneumatic conveying Expansion joints
TM
C
M
J
CM
MJ
CJ
CMJ
N
C
M
J
CM
MJ
CJ
CMJ
N
Subscribe Ad Index
TM
www.GlobalSlag.com
9th
gl bal
slag
Dirk Lechtenberg, MVW Lechtenberg & Partner
Alternativefuels-What about theenvironment?
- Part 1
14 globalcementMAGAZINE October 2013
ALTERNATIVEFUELS
Alternative fuels are now a frmly-established reality in well-developed cement industries
around the world and increasing amounts of alternative fuels are also being used in developing
economies. Here, MVW Lechtenberg & Partners Dirk Lechtenberg uncovers a wealth of
information regarding the use of alternative fuels in the German cement industry, especially with
reference to the relatively unexplored negative aspects of their use. Alternative fuels may mean
lower CO2 emissions, avoidance of landfll and decreased costs but they may also entail higher
numbers of truck movements, higher dust emissions and higher specifc energy consumption per
tonne of cement. Part 2 of Dirk Lechtenbergs research will follow in the November 2013 issue of
Global Cement Magazine.
W
hen a cement plant announces to
the public that secondary fuels from
waste or biomass will be used, its at this
stage (at the very latest) that the ques-
tion is posed as to whether such
alternative fuels have a nega-
tive or harmful infuence on
the environment and the
immediate environs of the ce-
ment plant. Te possibility that all
burning can have a negative efect on
the environment should be obvious to
everybody. In many cases this topic
is discussed in an animated man-
ner as it has a very emotional
efect. It is, in many cases,
understandably aficted
with residents existential
concerns.
When a cement plant announces a
new fuel, the neighbouring vegetable
grower, for example, is worried he
will no longer be able to sell his
vegetables. Residents may be
concerned that alternative fuels
will lead to dust or odour pol-
lution. A classic example is the
burning of tyres. Who hasnt seen the
pictures of rising black clouds of smoke if a
tyre storage depot catches fre?
Of course each cement plant operators will try to
consider the topic of emissions scientifcally. Ofen they
will try, using data and fgures, to prove to neighbours
and in the worst case, opponents of such coincineration,
that no such efects on mankind and the environment
need to be feared.
No efects at all? Well, claiming that there will be no
ill efects will surely be incorrect. Also the cement plant
operator ofen has no suitable and independent data
and facts at his disposal. Te use of alternative fuels will
always have an infuence on the operational behaviour
of a cement plant and, as a result, on the immediate en-
virons of the plant. Tis begins with changed logistics
for the fuels to be utilised. If previously a truck delivered
20t of coal to a cement plant with a calorifc value of ~
500GJ, in future maybe 30 trucks will be required to de-
liver the same calorifc value of alternative fuels. Tese
are direct consequences and efects that will surely be
felt by immediate neighbours of a cement plant.
For the main part, the possible displeasure of the
residents will not be focused on the immediate efects
but on the indirect efects, such as altered emissions
froma cement plant.
For the latter, every cement producer will of course
immediately have worldwide cement association sta-
tistics or those of the cement sustainability initiative
or such to hand (and presented using nice photos) in
order to emphasise the advantages of using alternative
fuels to all possible critics. Emissions data prognoses
are also presented, especially regarding saved fossil
CO2 emissions, in order to illustrate the advantages of
the plants intentions.
For many decades environmentalists have been
struggling worldwide to publicise emissions data from
industrial facilities, not only to pillory possible environ-
mental contaminators but also to promote awareness of
responsible behaviour among all industrial facilities. Re-
member - 20 or 30 years ago environmental protection
in industrial complexes in many countries in Europe
for example, was still being handled as an aferthought.
Environmental protection was a necessary evil.
Nowadays the situation is presented somewhat dif-
ferently. Environmental protection and sustainability
are the slogans that we encounter every day in indus-
trial company statements. For sustainable companies
there is even an index of its own on the New York stock
exchange. Only sustainably-run companies nowadays
have a chance to attract new employees, to receive com-
pany loans or to sell their products. Everything is green,
light or sustainable. Te fact that appearances ofen
deceive is something that we witness more and more
in the consumer or food industry. Egg boxes with pic-
tures of hens running around in the open. Who wants
to buy eggs laid by hens in cages? Light butter, which
is merely frothed up with nitrogen and as a result no
longer weighs 500g but 340g and is hence light.
CO2 emission penalty remains, delivering mortar with
CO2 footprints of ~190kg/t. Other specialist binders are
available, (e.g. natural hydraulic lime or NHL), which
are manufactured from impure limestone to deliver a
blend of belite, limestone, lime and alite. Tis composi-
tion is analogous to 1:1:6 v/v cement mortars as NHLs
contain the alite/belite cementitious species.4
Teir composition precludes manufacture in ef-
cient gas fred PFR kilns relying on coal fred vertical or
cement horizontal kilns. Limeco estimates that a stand-
ard 1:3 v/v NHL:sand mortar still has a CO2 footprint of
~150kg/t. NHLs are used solely as binders for special-
ist restoration work and remain niche due to slow and
unreliable setting rates combined with poor workability.
However their lower levels of alite/belite deliver mortars
with some vapour permeability (porosity) and fexibility
under load.
Te key performance element of all commercial
hydraulic binders, cement or NHL, is the formation of
CSH. Te challenge, therefore, for Limeco was to create
a sustainable binder technology, rich in CO2-absorbing
Ca(OH)2 that delivered sufcient CSH for structural
purposes without employing alite/belite.
To this end, Limeco has developed a hydraulic lime
binder technology, which employs hydrated lime with
a proprietary highly-active silica additive that is made
fromsand.5
Upon mixing Limeco binder with aggregate and
water, it reacts quickly to form CSH, leaving over 80%
free Ca(OH)2 to adsorb atmospheric CO2. Te high lime
content afords excellent workability and the rate of set
and 28 day strengths are comparable to 1:1:6 mixes or
gypsumplasters.
Limeco has worked with its suppliers to accurately
determine the CO2 footprint of its products. Work in the
laboratory and feld shows that Limeco binders absorb
over 75% of the CO2 emitted during their manufacture
within 1 year (See Figure 2), delivering mortars with
CO2 footprints of ~40kg/t of mortar. Tis compares to
CO2 emissions of 150-220kg/t for cementitious binders.
Tis is demonstrated by pH indicator staining,
Ca(OH)2 analysis and gravimetric assessment of mortars
made with Limeco
products. Such
mortars gain weight
over time as CO2 is
absorbed. Sufcient
free Ca(OH)2 is re-
tained for autogenic
self-healing (See
Figure 3). Recycling
the mortars is also
simple.
By utilising limestone and sand raw materials and
processing these with the most efcient gas fuelled plant
to deliver a quick setting and workable CO2-absorbing
lime binder technology, Limeco has launched a range
of Truly Sustainable products within Europe under its
trademark, HyperLime.
HyperLime has low bulk density and is typically used
as 1:3 v/v HyperLime:aggregate mix (HyperLime ~10%
w/w) so it is competitive on cost. HyperLime binders do
not contain the known carcinogens, crystalline silica or
heavy metals. Current HyperLime 2 and HyperLime 3.5
products are CE marked (EN459:2010) and HyperLime
5 will be launched shortly.
Limeco works with international licensees as suf-
fcient raw materials are available worldwide to make
over 50Mt of HyperLime.
References
1. IPCC, IPCC Fourth Assessment Report 2007 (AR4), Working Group
III Report Mitigation of Climate Change, Chapter 7, 2007.
2. Knut O. Kjellsen et al., CO2 uptake during the concrete life cycle: Te
CO2 balance of concrete in a life cycle perspective, Norden Nordic Innova-
tion Centre, December 2005.
3. Entec UK Limited, EU Emissions Trading Scheme Phase II. Review of
new entrants benchmark Lime, Report for UK Government Depart-
ment of Trade and Industry,
Report Version 2, August 2006.
4. For example: http://www.
stastier.co.uk/nhl/info/pdfs/
Hydraulicity_and_Properties_
of_NHL.pdf, Setra Marketing
2006. Accessed 10 October 2012.
Also see: www.c-e-s-a.fr.
5. HyperLime website,
www.hyperlimeco.com.
globalcementMAGAZINE October 2013 29
LIME
Above - Figure 2:
Carbonation rate of
HyperLime mortars.
HyperLime 2%(mass gain)
HyperLime 2%(free lime)
HyperLime 3.5%(mass gain)
HyperLime 3.5%(free lime)
100
80
60
40
20
0
Carbonation (%)
0 50 100 150 200 250 300 350
Phenolphtalein stain
Age of mortar (days)
Above - Figure 3:
HyperLime carbonation.
Below: HyperLime as
mortar for brick-laying.
Below left: HyperLime
as a render.
North African nations have seen varying
amounts of political disruption in recent years,
with revolutions in Egypt, Libya and Tunisia and
disruption in Morocco and Algeria. Construction, and hence
cement production, has been a low priority as a result. In some
countries the cement industry is also battling higher fuel costs.
However, recent expansions may signal a brighter cement future for
Africas north coast.
Peter Edwards, Global Cement Magazine
NorthAfricancement focus
GDP US$174.0bn
GDP/capita US$5400
Population 32.6m
Area 446,550km2
54 globalcementMAGAZINE October 2013
Morocco - 23.3Mt/yr
N
ext to the vital trade routes that pass through
the Strait of Gibraltar, Morocco has developed a
mixed economy based on exports to its EU neighbours
across the Mediterranean. However, despite relatively
dynamic markets and ranking 13th out of 54 African
nations in terms of GDP/capita, Morocco is still poor
by international standards, with high food costs repre-
senting a particular burden.
Cement industry
Morocco has 13 cement plants and its total capac-
ity is 22.8Mt/yr. Much of the cement industry is
today owned by Lafarge, Holcim, Italcementi and
Camargo Corra units. Cimentos de LAtlas (CIMAT)
is the only Moroccan-owned producer,
Lafarge Maroc is Moroccos largest cement pro-
ducer, with four plants. Its largest plant, a 4.5Mt/yr
facility at Bouskoura, is also Moroccos largest. Other
plants acquired by Lafarge over the years include the
1.2Mt/yr Mekns plant (built in 1945), its 2.5Mt/yr T-
touan plant (2000) and its 1Mt/yr Tangier plant (1954),
which give it a total Moroccan capacity of 9.2Mt/yr.
Holcim operates three
cement plants in Morocco,
at Fes (1.9Mt/yr), Settat
(1.8Mt/yr) and Oujda (1.2Mt/yr), which give it a total
capacity of 4.9Mt/yr. Te Settat plant was expanded
from 0.9Mt/yr in 2012. Holcim also operates a grind-
ing, bagging and distribution centre at Nador and a
bagging and distribution centre in Casablanca.
Italcementi Group operates in Morocco through
Ciments du Maroc. It has three cement plants,
which are located at Agadir At Baha (2.2Mt/yr),
Saf (1.0Mt/yr) and Marrakech (1.4Mt/yr), as well as
a grinding centre in Layoune (0.25Mt/yr), which is
expandable to 0.5Mt/yr in the future. Integrated capac-
ity is 4.6Mt/yr. Te bulk of Italcementis assets come
from its 1999 purchase of Moroccan group Asmar,
although it opened the Agadir Ait Baha plant, built by
Denmarks FLSmidth, in 2010.
Te only Moroccan player in the market is
Ciments de LAtlas (CIMAT), launched by businessman
Anas Sefrioui in 2007. It commissioned Germanys
Polysius to simultaneously construct two identical ce-
ment plants in the nationally strategic regions of Ben
Ahmed and Beni Mellal (both 1.6Mt/yr). CIMAT aims
to become a major player in Morocco.
Te fnal player in the market is Asment de
Tmara (1.3Mt/yr), located in Ain Attig and owned
by Camargo Corra of Brazil. Te plant was part of
a large-scale asset swap between the plants previous
owner, Portugals Cimpor and Camargo Corra in
mid-2012.2
Current situation
Figure 1 shows Moroccan cement production and
GDP/capita for the past two decades. As with many
nations there is a strong correlatation between these
parameters, although Morocco has historically used
relatively little cement compared to its neighbours.
In 2011 the country hit consumption in excess of
500kg/capita/yr, consuming around 16.1Mt, 11% up
on 2010.1 However, in 2012 consumption fell by 1.6%
to 15.9Mt/yr.1
16
14
12
10
8
6
4
2
0
2011
2009
2007
2005
2003
2001
1999
1997
1995
1993
Year
Cement production (Mt)
0
500
1000
1500
2000
2500
3000
3500
0
2000
4000
6000
8000
10000
12000
14000
16000
1993
1994
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
3500
3000
2500
2000
1500
1000
500
0
GDP/capita (2012 US$)
Below - Figure 1: Cement
production (red) and
GDP/capita (green) for
Morocco, 1993 - 2011/2012.
Above: Summary statistics
for Morocco in 2012.
Month Mt %
Jan 1.18 -25.4
Feb 1.21 -10.7
Mar 1.23 -25.0
Apr 1.38 -2.6
May 1.41 -3.2
Jun 1.37 -2.5
Jul 1.17 -5.5
Aug 0.89 +9.22
Jan-Aug 9.4 -10.2
Below right - Table 1:
Monthly Moroccan cement
consumption statistics for 2013
in Mt, with %year-on-year
changes relative to the same
month of 2012.1
NORTHAFRICA
ELECTRICALENERGY
26 globalcementMAGAZINE October 2013
Hasan Delikanli, Adana imento San. T.A..
AdanaCementsnew
499KWsolar power plant
I
n Turkey, 62% of installed electrical capac-
ity comes from fossil fuel plants. In 2012 73%
of the power generated in the country came
from these. Terefore, Turkey has to import
great amounts of resources for power. Increasing the
amount of investments in the feld of renewable en-
ergy is also an important step for Turkey to decrease
its dependence on foreign resources and implement
sustainable policies.
Adana Cements primary mission is sensitivity
towards society and the environment. In this regard
it has conducted research towards the use of the re-
newable energy sources and observed that Turkey has
great potential for the use of solar power. According to
the fgures of Ministry of Energy, the power generation
capacity of Turkey fromsolar energy is:
Solar energy potential: 380 billion kWh/yr
Average annual sunshine duration: 2640hr
Average daily sunshine duration: 7.2hr
Average annual radiation pressure: 1.31kWh/m
Peak annual radiation pressure: 3.6kWh/m
Photovoltaic power generation
Te most common method of solar power generation is
the photovoltaic method. Tis process uses thousands
of solar cells made from semi-conductors that are
connected to create a solar panel. In order to use semi-
conductor materials, two types of layers, type N (-)
and type P (+) layers are produced via a process known
as doping.
Light particles (photons) hit the type N layer, which
has fve electrons in its outer atomic orbit. Tis causes
one electron to break away towards the P layer, which
has just four electrons in its outer atomic orbit. Tis
is the photovoltaic efect and provides a potential
diference (also referred to as a voltage) across the
solar panel.
By placing wires between the P and N layers, the
solar cell is transformed into a battery with positive
and negative poles. Large quantities of solar cells are
connected with each other through parallel or se-
rial connection and mounted on a surface. Tis new
structure is called solar panel, solar module or pho-
tovoltaic module.
Solar panels are manufactured in three
diferent structures: monocrystal, polycrystal
and thin-flm. Te efciency of the photovol-
taic solar power plants (SPP) difers between
15-20% according to the efciency of the sys-
temand the location of installation.
Te current generated with photovoltaic sys-
tem is Direct Current (DC) and the output
voltage of each module is between 12-1000V.
Below: Solar radiation
pressure map for Turkey.
Adana Cement is located
in the central southern
region of Adana.
Global energy demand rises by 1.6%/yr, while
the population increases by around 1%/yr. The
need for renewable energy sources to satisfy
this increasing demand while implementing
sustainable global environmental policies is
evident for all countries. To this end, Adana
Cement has recently completed the installation
of a new photovoltaic solar power plant that will
provide signifcant energy and CO2 savings in
the coming years.
1400 - 1450kWh/m2
1450 - 1500kWh/m2
1500 - 1550kWh/m2
1550 - 1600kWh/m2
1600 - 1650kWh/m2
1650 - 1700kWh/m2
1700 - 1750kWh/m2
1750 - 1800kWh/m2
1800 - 2000kWh/m2
Above: Adana Cements
499kWp solar power
plant began operations
on 8 May 2013.
Adana Cement
4 globalcement MAGAZINE October 2013
CONTENTS
Global technology, trends & AFR
6 Diary dates
8 Maerz: Contracts and new plants
10 HyperLime: CO
2
-absorbing hydraulic lime
14 Alternative fuels - What about the environment?
- Part 1
19 Global cement industry eyes new diet
22 Adana Cements new 499KW solar power plant
24 Standard-Industrie: Success with the
AIRCHOC air cannon
26 Expansion joints in the cement industry
28 Pneumatic conveying round-up
European cement
30 The View from Brussels
31 European cement news
37 7th International VDZ Congress 2013 - Reviewed
45 12th TCMA International Technical Seminar &
Exhibition - Floorplan
Cement in the Americas
46 American cement news
Asian cement
48 Asian cement news
54 Aumund completes highest ever bucket
elevator rebuild
Middle East and African cement
55 Middle East and African cement news
58 North African cement focus
Regulars and comment
63 Global cement prices
64 Subscription form for Global Cement Magazine
65 The Last Word
66 Advertiser Index & Forthcoming issue features
22
58
14
Photovoltaic solar panels are connected in series via
inverters. Te generated DC voltage is converted into
AC voltage in equal amplitude, frequency and electri-
cal angle with the line voltage and transferred to a local
line or the grid. Te output voltage of the inverter is
generally 230V, 400V or 500V. Connections at higher
voltages are also possible with step-up transformers. If
the generated power needs to be used at diferent time
periods, it can be stored using accumulators.
499kWp solar power plant at Adana Cement
Adana Cement, an Oyak enterprise, decided to estab-
lish a photovoltaic solar power plant with an installed
capacity of 499kWp (kilo-Watt peak) in accordance
with its principles of environmental sensitivity, power
saving, and sustainable efciency.
Te frst solar power plant to be approved by
TEDA, Turkeys national electrical distribution com-
pany, the bid for the plant was conducted in July 2012
and the plant commenced operation on 8 May 2013.
Te facility is expected to meet the 42% of the elec-
tric energy in the general administrative expenses
of the Adana Cement plant and 82% of the general
administrativeelectricity expenses of theskenderun
grinding facility. Additionally, with the establish-
ment of the plant, 409,200kg/yr of CO2 emissions
will be averted. Tis is equal to the amount of CO2
consumed by 409 trees in a year.
Project information
Solar Panels: A total number of 2088 polycrystal
solar panels were used in the project. Each panel
power is 240Wp. Panel voltage is 30V at maximum
powerand themaximumcurrent is7.96A. Tepanels
were manufactured in China by Zhejang University
Sunny Energy.
Inverters: Te inverters are used for transforming the
DC electricity signal generated by the panels into AC
current to match the frequency, amplitude and phase
angle of the main electrical line. Tanks to this feature
of the inverters, there is no need for an additional syn-
chronisation circuit. Tere are 30 inverter units used in
the plant and each of themhas a power of 17kW.
Te inverters, which were manufactured in Ger-
many, communicate with each other over an RS
interface. Information on all elements of plant opera-
tion can be obtained online by operators, including the
total generation of the system. Each inverter has four
groups of 18 solar panels connected to it.
Te efciency of the
inverters is 98%. Other
summary information can
be seen in the table below.
Grid connection
Te system is connected to
the Adana Cement plant
line, which operates at
400V. Te generated power
will be consumed within
this distribution system.
Te system production is
monitored by TEDA over
an automated meter system
and can be seen online.
Return on investment
Te return on investment is estimated as 11 years.
References
Communiqu on the Generation of Electricity without License; Com-
muniqu on the Solar Power Generation Facilities; Communiqu on
the Implementation of Regulation on Generation of Electricity in the
Energy Market without License; www.euas.gov.tr- EA Electric-
ity Production Sector Report; www.enerji.gov.tr - R.o.T. Ministry of
Energy; www.emo.org.tr - Chamber of Electrical Engineers; www.
teias.gov.tr; Solar Electric Power Association (SEPA); Solar Electric
Industries Association (SEIA); www.iea.org International Energy
Agency; Dnya Gazetesi (daily); 13 July 2012; www.spenerji.com.
tr - SP Energy; www.technologyreview.com/spain/solar; www.solara-
cademy.com; www.sma.de.
ELECTRICALENERGY
Above: 17kWSMA Inverter.
globalcementMAGAZINE October 2013 27
Input (DC) Value
Max. DC power (@ cos = 1) 17,410W
Max. input voltage 1000V
MPP voltage range / rated input voltage 400-800V / 600V
Min. input voltage / Start input voltage 150V / 188V
Max. input current output A / input B 33A / 11A
Output (AC) Value
Rated output power (@ 230V, 50Hz) 17,000W
Nominal AC voltage
3 / N / PE, 220 / 380V
3 / N /PE, 230 / 400V
3 / N / PE, 240 / 415V
Rated power frequency / rated power voltage 50Hz / 230V
Power factor at rated output power 1
Left: Inverter features.
Left: Online automated
reading system.
Far left: Image of of-line
test screen
OMt/yr 15-20Mt/yr
0-10Mt/yr 20-40Mt/yr
10-15Mt/yr +40Mt/yr
1000km
globalcementMAGAZINE October 2013 55
GDP US$277.4bn
GDP/capita US$7600
Population 38.1m
Area 2,381,741km2
Red Sea
SUDAN CHAD NIGER
MALI M
AURITANIA
Mediterranean Sea
Atlantic Ocean
LIBYA - 9.7Mt/yr
1. Ahlia (Arab) Cement Co., 1Mt/yr.
2. Ahlia (Arab) Cement Co., 0.3Mt/yr.
3. Ahlia (Arab) Cement Co., 1Mt/yr.
4. Ahlia (Arab) Cement Co., 3Mt/yr.
5. The Libyan Cement Co. (Asamer), 0.9Mt/yr.
6. The Libyan Cement Co. (Asamer), 1.1Mt/yr.
7. The Libyan Cement Co., (Asamer), 1Mt/yr.
8. Arab Union Contracting Co., 1.4Mt/yr.
EGYPT - 43.7Mt/yr
1. Alexandria Portland Cement Co. (Titan), 2.2Mt/yr.
2. Ameriyah Cement Co. (Cimpor), 2.4Mt/yr.
3. ASEC Cement Co., 1.5Mt/yr.
4. Cemex Assiut Cement, 4.8Mt/yr.
5. Beni Suef Cement Co., (Titan), 3.2Mt/yr.
6. Lafarge Cement Egypt., 10.6Mt/yr.
7. Misr Egypt Cement Co., 1.4Mt/yr.
8. National Cement Co., 3.8Mt/yr.
9. National Cement Co., 0.2Mt/yr.
10. National Cement Co., 3.1Mt/yr.
11. Sinai Cement Co., 1.5Mt/yr (1 White kiln).
12. Suez Cement Co., 1.4Mt/yr.
13. Suez Cement Co., 2.4Mt/yr.
14. Tourah Portland Cement Co., 1.35Mt/yr.
15. Tourah Portland Cement Co., 1Mt/yr.
16. Tourah Portland Cement Co., 2.23Mt/yr.
17. Sinai Cement Co., 0.41Mt/yr.
18. Royal Cement Co., 0.18Mt/yr (White).
Ain Salah
W
estern Sahara
N
ALGERIA
TUNISIA
MOROCCO
EGYPT
LIBYA
2
3
4
5 6
8
1 RABAT
Casablanca 9 10
ALGIERS
26,34
12
Oran
13 14
TUNIS
1,2 TRIPOLI
3
4,8 6 5,7
1
Alexandria
2,3,5,6, 8-18 CAIRO
49
11
13
12
Between January 2013 and the end of August
2013 Morocco had consumed 9.4Mt/yr of cement,
with Grand Casablanca and Tangier-Ttouan con-
suming the most.1 Te eight months to 1 September
2013 saw cement consumption down by 10.7%.
August 2013, saw a year-on-year improvement of
9.2%, possibly due to Ramadan moving backwards
relative to the Gregorian calendar into July 2013.
Te decrease in cement consumption mirrors a de-
cline in economic growth in 2012. It is likely that this
has been due, at least in part, to the continued slow-
down in Moroccos export partners like Spain (17% of
exports) and France (21%) in southern Europe. Te
Moroccan economy grew by 3.2% in 20123 compared
to estimates of 4.5%. GDP growth is now forecast as
3.9% for 2013, 5.6% for 2014 and 5.9% for 2015.4
Algeria - 21.9Mt/yr
T
he Peoples Democratic Republic of Algeria
endured a bloody separation from its former
colonial ruler France in the 1950s and has since
been a relatively unstable nation. Most recently it
experienced political disruption in 2011 following
revolutions in Tunisia and Libya. At present, the coun-
try relies to a great extent on its oil revenues, a resource
that the government is keen to exert control over. Oil
provides 95% of export earnings for the country. Since
the 2011 protests the government has made attemots
to generate additional revenue streams.
At the start of 2013 it was expected that the gov-
ernment of Abdelaziz Boutefica would present a new
constitution in 2013, although elections in 2014 may
be diverting attention fromthis task.
Below - Figure 2: North Africa with integrated cement plants, major settlements
and neighbouring territories / areas of water. Colour-coded by cement capacity.
Above: Summary statistics
for Algeria in 2012.
4
7
7 1 5 611
10
13
12
4
2 9
8
3
4
5
15
1 2 6-8
9
12
11 13
14
10 16
17
7
1,9 2 8
6
3
4
5
3
1,2
4,8 5,7 Benghazi
ALGERIA - 21.9t/yr
1. Entreprise de Ciments et Drives dEch-Chelif (EDCE), 2Mtyr.
2. ERCC, 0.5Mt/yr.
3. ERCC, 0.4Mt/yr.
4. ERCC, 1M/yr.
5. Group de Ciments et Drivs, 1Mt/yr.
6. Entreprise des Ciments et Drivs Est, 1.05Mt/yr.
7. Entreprise des Ciments et Drivs Est, 0.8Mtyr.
8. Entreprise des Ciments et Drivs Est, 0.8Mt/yr.
9. Entreprise des Ciments et Drivs Est, 0.94Mt/yr.
10. SCT Socit des Ciments de Tebessa, 1Mt/yr.
11. Socit des Ciments de Beni Saf (SCIBS), 1.6Mt/yr.
12. Lafarge, 2.5Mt/yr (White).
13. Lafarge, 5Mt/yr.
14. Cement Algeria Co SA, 3.3Mt/yr.
15. Sonatrech, 1Mt/yr.
16. Socit de Ciments de Zahana (ASEC), 1.2Mt/yr.
17. ASEC Ciment Algerie, 3.2Mt/yr. (Commissioning in 2015).
TUNISIA - 12.2Mt/yr
1. Ciments Artifciels Tunisiens (COLACEM), 1Mt/yr.
2. Ciments de Bizerte, 0.84Mt/yr.
3. La Cimenterie de Djebel El Oust (Camargo Corra), 1.2Mt/yr.
4. Les Ciments dOum El Klil, 0.87Mt/yr.
5. Socit des Ciments de Gabes (SECIL), 1.0Mt/yr.
6. Socit des Ciments dEnfda (88%CPV), 1.4Mt/yr.
7. Carthage Cement, 2.3Mt/yr (Commissioning now).
8. Ciment de Mditerrane Gafsa, 3Mt/yr.
9. Socit Tuniso-Andalouse de Ciment Blanc (Molins), 0.6Mt/yr.
MOROCCO - 23.3Mt/yr
1. Asment de Tmara (Cimpor), 1.25Mtyr.
2. Ciments du Maroc (Italcementi), 1.0Mt/yr.
3. Lafarge Maroc, 1.0Mt/yr.
4. Lafarge Maroc, 4.5M/yr.
5. Lafarge Maroc, 1.2Mt/yr.
6. Holcim Maroc, 1.9Mt/yr.
7. Holcim Maroc, 1.3Mtyr.
8. Ciments du Maroc (Italcementi), 1.4Mt/yr.
9. Holcim Maroc, 1.8Mt/yr.
10. Ciments du Maroc (Italcementi), 2.2Mt/yr.
11. Lafarge Maroc, 2.5Mt/yr.
12. Ciments de LAtlas (CIMAT), 1.6Mt/yr.
13. Ciments de LAtlas (CIMAT), 1.6Mt/yr.
NORTHAFRICA
Swiss lime kiln
manufacturer and
ThyssenKrupp company
Maerz Ofenbau AG is the
world leader in the feld
of lime plant engineering.
Here the company
presents its most recently
completed projects and
recent orders.
Recently-completed projects
Dongbei Special Steel Group - China
SINOCHEM International Tendering Co. Ltd., as the
buyer for Dongbei Special Steel Group Co., Ltd., based
in Dalian (Liaoning), China, placed an order with Maerz
for the construction of a Maerz PFR kiln. Te R4S-type
kiln was designed to produce 600t/hr of burnt lime,
processing limestone with a grading of 40-80mm and
using producer gas with a calorifc value of ~6200kJ/m3
as fuel.
At the end of 2012 the industrial production stage
was reached and the contractual performance and
quality parameters, as listed in Table 1, were achieved.
Te customer confrmed that
the contractual performance
guarantees were fulflled and the
plant was accepted.
Xinjiang Zhongtai Mining
and Metallurgy - China
Taigang Group International Trade Co., Ltd. as the
buyer and Maerz Ofenbau AG as the seller, signed a
contract for the installation of three Maerz PFR lime
kilns for Xinjiang Zhongtai Min-
ing and Metallurgy Co., Ltd.,
based in Urumqi, China. Te
kilns were each to produce 600t/
day of burnt lime using carbide
gas as fuel.
In February 2013 the con-
tractual guarantee test run was
carried out. Te performance and quality parameters as
shown in Table 2 were achieved.
Chememan - Thailand
Chememan Co., Ltd., based in Bangkok, Tailand, en-
trusted Maerz with the supply of engineering, materials
and equipment as well as technical assistance for the
installation of a second lime kiln, a
Maerz PFR kiln at its Saraburi lime
plant. Te rectangular E5-type kiln
was to produce 300t/day of burnt
lime using pulverised coal as fuel.
Te new kiln plant was recently
commissioned and the industrial
production started shortly afer
start-up of the kiln. During the contractual guarantee
test run the performance and quality parameters shown
in Table 3 were achieved.
Guangxi Liuzhou Iron & Steel - China
Guangxi Liuzhou Iron & Steel (Group) Company, Liu-
zhou, China, which has operated four Maerz PFR kilns
for several years, earlier placed an order with Maerz for
the construction of another kiln at its Liuzhou plant.
Te R4S-type kiln was to produce 600t/day of burnt
lime, processing limestone with a grading of 30-90mm
using converter gas as fuel.
Afer erection work was completed in a very short
period, the new Maerz Kiln No. 5 is now in industrial
production. It has achieved the performance and quality
parameters shown in Table 4.
Refractarios Bsicos - Mexico
Refractarios Bsicos of Mexico placed an order with
Maerz for the supply of engineering, license, know-
how, key equipment, erection services and technical
assistance for the installation of a Maerz PFR lime shaf
kiln at its Mitras plant. Te new R4S-type kiln was to
produce 600t/day of quicklime using natural gas as fuel.
In February 2013 the industrial production stage was
reached and the contractual guarantee test run was car-
ried out. Performance and quality parameters are shown
in Table 5.
Maerz Ofenbau AG
28 globalcementMAGAZINE October 2013
LIME
Kiln capacity (t/day) 600
Heat consumption (kCal/kg) 3750
Loss on ignition (%) <2.0
Reactivity of lime (ml 4nHCl after 10 mins) 330
Kiln capacity (t/day) 600
Limestone size (mm) 60-120
Heat consumption (kCal/kg) 895
Residual CO2-content (%) <2.0
Reactivity of lime (ml 4nHCl after 5 mins) >330
Kiln capacity (t/day) >300
Limestone size (mm) 35-90
Heat consumption (kCal/kg) 830
Residual CO2-content (%) 1.7
Reactivity of lime(t60 valuein seconds) 45
Kiln capacity (t/day) >600
Heat consumption (kCal/kg) <920
Loss on ignition (%) <2.0
Reactivity of lime (ml 4nHCl after 5 mins) >380
Kiln capacity (t/day) >660
Limestone size (mm) 19-64
Heat consumption (kCal/kg) <800
Residual CO2-content (%) ~2.0
Reactivity of lime (ml 4nHCl after 10 min.) 391
Maerz: Contracts
andnewplants
Below: Table 1.
Above: Table 2.
Right: Table 4.
Below: Table 3.
Below right: Table 5.
Above: Schaefer Kalks
Steeden lime plant in
Steeden, Germany.
globalcementMAGAZINE October 2013 29
LIME
Ongoing projects
Cemento Sur - Peru - See below right
Cemento Surs lime plant in Juliaca, Peru is currently a
major construction site for three new 500t/day Maerz
PFR kilns. Te plant location, at an extremely high alti-
tude of ~3900mabove sea level is high even by Peruvian
standards and presents a challenge not only for the
limestone calcining technology involved, but also for
the erection teamthat is currently setting up the plant.
Te project, professionally managed by the owner, is
really on the fast track, with contract excavation work
starting only six months afer signing the contract. Te
civil works for the kiln foundation as well as the neces-
sary buildings was fnished in December 2012 so that
the erection of the kilns steel structure could begin.
Te time needed for setting up the buildings was per-
fectly used for pre-assembling large modules of the kiln
shell and platforms steel structure. Tis speeded up the
installation of the kiln shell parts on the kiln foundation,
so that it was possible to start with the refractory lining
work afer only four months fromthe foundations being
ready to take a load.
Te kilns will be commissioned in late summer 2013
and will then mainly serve the South Peruvian mining
and building industries.
New projects
Negev Industrial Minerals - Israel
Negev Industrial Minerals (NIM), having previously
ordered a 300t/day Maerz PFR lime kiln at its Mishor
Rotem plant, has now entrusted Maerz with the supply
of engineering, know-how, equipment as well as techni-
cal assistance for the installation of an additional natural
gas fring systemon the same kiln.
SCHAEFER KALK - Germany - See above left
Long-standing Maerz customer SCHAEFER KALK has
placed another order with the company for the supply of
a new PFR kiln at its Steeden lime plant.
Te new R3S-type kiln with a circular shaf design is
to produce 500t/day of sof burnt lime, processing lime-
stone with grain sizes of 60-150mmusing natural gas
and/or lignite dust as fuels.
Te new lime kiln plant will begin operations in
the fnal quarter of 2014.
CELCO - Romania
Romanian-based CELCO S.A. has contracted a new
Maerz lime kiln for its Corbu lime plant in Constana
County. Te Maerz High Performance Single Shaf
kiln will be of the kiln type H3-1 and is to produce
150t/day of quicklime. Natural gas will be used as
fuel and limestone with a grain size of 20-40mm and
40-80mm will be processed. Te kiln is due for com-
missioning at the end of 2013.
Yidong Dongxing Chemical - China
SUMEC International Technology Co., Ltd., as the
buyer, Tangshan Shenying Technology Co., Ltd., as
the end-user and Maerz Ofenbau AG as the seller have
signed a contract for the installation of three 550-600t/
day Maerz PFR lime kilns for Yidong Dongxing Chemi-
cal Co., Ltd., located in Inner Mongolia, China.
Te R4P-type Maerz kilns are of a circular shaf de-
sign and will each produce up to 600t/day of burnt lime.
Tey will be fred with mixed gas with a calorifc value
of ~7500kJ/m3. Limestone with a grading of 50-90mm
will be processed by all of the kilns. Te new kilns will
be commissioned at the end of 2013.
Izvestnyak-Centr - Russia
PSP Engineering a.s., from Perov, Czech Republic as
the buyer and Maerz Ofenbau AG as the seller have
signed a contract for the supply of engineering, license,
know-how, materials and equipment as well as techni-
cal assistance services for three Maerz HPS kilns to be
supplied to the fnal customer, Izvestnyak-Centr Ltd
of Russia.
Te new Maerz High Performance Single Shaf kilns
of the H4-1-D type will each produce 200t/day of burnt
lime, processing limestone with grain sizes of 40-70mm
using natural gas. Commissioning of the plant is sched-
uled for the middle of 2014.
Handymans Paradise Lime
Manufacturing - Zambia
Polysius, a Division of TyssenKrupp Engineering (Pty)
Ltd from Johannesburg, South Africa, as the buyer and
Maerz Ofenbau AG from Zurich, Switzerland, as the
seller, signed an agreement for the procurement and
erection of a lime production plant in Ndola, Zambia,
for Handymans Paradise Lime Manufacturing Co. Ltd.,
as the end-user.
A R4S Maerz PFR kiln is the core piece of the new
lime production plant. It has a shaf cross section of
~12.6m2 will have a capacity of 600t/day of burnt lime,
processing limestone with a grain size of 60-120mm.
Pulverised coal dust and, optionally at a later date, wood
dust will be used as fuels.
Maerz will delegate experienced personnel to super-
vise erection and commissioning of the new kiln plant
and to train the kiln operators personnel.
Below: Ongoing
work at Cemento Surs
high-altitude Juliaca
lime plant.
HYDRATED
LIME
Calcium
hydroxide
(Ca(OH)2)
CO2
Carbonation
H2O
Calcium
carbonate
(CaCO3)
LIMESTONE
Calcination
Heat
(900-1200C)
CO2
Calcium
oxide
(CaO)
H2O Heat
Slaking
QUICKLIME
Dr Robin Gibson, Limeco Ltd
HyperLime: CO2-absorbinghydrauliclime
28 globalcementMAGAZINE October 2013
LIME
The use of Ordinary Portland Cement and derivative binders pervades the masonry construction
industry due solely to cost and availability but at the expense of workability, performance and,
importantly, sustainability...
Above: Limecos range of
HyperLime products.
W
hile cement manufacturing uses the abundant
raw materials limestone and clay, the process is
overshadowed by energy consumption and CO2 emis-
sions. Cement production delivers around 900kg of
CO2 emissions per tonne.1 Global cement production
is responsible for 5% of man-made CO2 emissions, of
which masonry construction contributes 20%. Tese
emissions are determined by limestone decomposition
and the use of horizontal kilns for calcination (up to
1500C) to deliver the cementitious species, alite (C3S)
and belite (C2S). Te addition of water to cement hy-
drates alite/belite produces calcium silicate hydrate
(CSH).
Studies have suggested that the minor Ca(OH)2 con-
tent of cement mortar may reabsorb modest amounts
of CO2 over a 100 year period. However, this has no
meaningful impact on emissions today.2
Eforts to reduce the carbon footprint of cement
by dilution with byproducts such as fy ash (FA) or
ground granulated blast furnace slag (GGBS) re-
main highly contentious as CO2 is doubtless
emitted during their manufacture. An
identical position exists over the use of
waste solvent, old tyres or similar
as decarbonised fuel for kilns.
Standard 1:3 v/v cement:sand
mortars (25% w/w cement) have
CO2 footprints in the region
of 220kg/t.
Cement is used to prepare
mortar, plaster and render
(mortar). Cement mortars are
recognised to have poor work-
ability and are impermeable
to water vapour, which causes damp in buildings. In
addition, cement mortars are frequently too strong for
masonry applications leading to material failures from
thermal expansion or other movement. Tis is due to
the expansive hydration of alite/belite species, which
flls voids within mortars to deliver an impervious mon-
olithic structure. Te practical use of cement mortars
requires additives, (e.g. plasticisers) or other features
(e.g. expansion joints) to overcome their serious inher-
ent limitations.
As a result, Limecos research has been focused on
the development of high-performance sustainable bind-
ers as alternatives to cement and gypsum for masonry
construction applications.
Hydrated lime, or Ca(OH)2, has been used as a
binder for 1000s of years. However ultra-low rates of set
and low strength preclude its use in modern construc-
tion. However Ca(OH)2 remains an important chemical
for the chemical and construction industries due to
ubiquity of high-quality limestone deposits and process-
ing capability of >200Mt/yr across the globe.
High-calcium limestone can be calcined in ultra-
efcient gas fred parallel-fow regenerative (PFR) kilns
without decrepitation, unlike cement or other impure
limestone where coal or horizontal kilns must be used.
PFRkilns are up to 80% more energy-efcient compared
to other kilns3 and will become more important as the
energy mix shifs toward shale gas. Te CO2 footprint
for this type of Ca(OH)2 is ~750kg/t. Most importantly,
however, is the ability of the hydrated lime to react with
and sequester atmospheric CO2, regenerating limestone,
which forms part of the lime cycle (See Figure 1).
Hydrated lime is added to cement mortars to im-
prove workability (i.e. 1:1:6 mix), however the cement
Below - Figure 1:
The lime cycle.
CO2 emission penalty remains, delivering mortar with
CO2 footprints of ~190kg/t. Other specialist binders are
available, (e.g. natural hydraulic lime or NHL), which
are manufactured from impure limestone to deliver a
blend of belite, limestone, lime and alite. Tis composi-
tion is analogous to 1:1:6 v/v cement mortars as NHLs
contain the alite/belite cementitious species.4
Teir composition precludes manufacture in ef-
cient gas fred PFR kilns relying on coal fred vertical or
cement horizontal kilns. Limeco estimates that a stand-
ard 1:3 v/v NHL:sand mortar still has a CO2 footprint of
~150kg/t. NHLs are used solely as binders for special-
ist restoration work and remain niche due to slow and
unreliable setting rates combined with poor workability.
However their lower levels of alite/belite deliver mortars
with some vapour permeability (porosity) and fexibility
under load.
Te key performance element of all commercial
hydraulic binders, cement or NHL, is the formation of
CSH. Te challenge, therefore, for Limeco was to create
a sustainable binder technology, rich in CO2-absorbing
Ca(OH)2 that delivered sufcient CSH for structural
purposes without employing alite/belite.
To this end, Limeco has developed a hydraulic lime
binder technology, which employs hydrated lime with
a proprietary highly-active silica additive that is made
fromsand.5
Upon mixing Limeco binder with aggregate and
water, it reacts quickly to form CSH, leaving over 80%
free Ca(OH)2 to adsorb atmospheric CO2. Te high lime
content afords excellent workability and the rate of set
and 28 day strengths are comparable to 1:1:6 mixes or
gypsumplasters.
Limeco has worked with its suppliers to accurately
determine the CO2 footprint of its products. Work in the
laboratory and feld shows that Limeco binders absorb
over 75% of the CO2 emitted during their manufacture
within 1 year (See Figure 2), delivering mortars with
CO2 footprints of ~40kg/t of mortar. Tis compares to
CO2 emissions of 150-220kg/t for cementitious binders.
Tis is demonstrated by pH indicator staining,
Ca(OH)2 analysis and gravimetric assessment of mortars
made with Limeco
products. Such
mortars gain weight
over time as CO2 is
absorbed. Sufcient
free Ca(OH)2 is re-
tained for autogenic
self-healing (See
Figure 3). Recycling
the mortars is also
simple.
By utilising limestone and sand raw materials and
processing these with the most efcient gas fuelled plant
to deliver a quick setting and workable CO2-absorbing
lime binder technology, Limeco has launched a range
of Truly Sustainable products within Europe under its
trademark, HyperLime.
HyperLime has low bulk density and is typically used
as 1:3 v/v HyperLime:aggregate mix (HyperLime ~10%
w/w) so it is competitive on cost. HyperLime binders do
not contain the known carcinogens, crystalline silica or
heavy metals. Current HyperLime 2 and HyperLime 3.5
products are CE marked (EN459:2010) and HyperLime
5 will be launched shortly.
Limeco works with international licensees as suf-
fcient raw materials are available worldwide to make
over 50Mt of HyperLime.
References
1. IPCC, IPCC Fourth Assessment Report 2007 (AR4), Working Group
III Report Mitigation of Climate Change, Chapter 7, 2007.
2. Knut O. Kjellsen et al., CO2 uptake during the concrete life cycle: Te
CO2 balance of concrete in a life cycle perspective, Norden Nordic Innova-
tion Centre, December 2005.
3. Entec UK Limited, EU Emissions Trading Scheme Phase II. Review of
new entrants benchmark Lime, Report for UK Government Depart-
ment of Trade and Industry,
Report Version 2, August 2006.
4. For example: http://www.
stastier.co.uk/nhl/info/pdfs/
Hydraulicity_and_Properties_
of_NHL.pdf, Setra Marketing
2006. Accessed 10 October 2012.
Also see: www.c-e-s-a.fr.
5. HyperLime website,
www.hyperlimeco.com.
globalcementMAGAZINE October 2013 29
LIME
Above - Figure 2:
Carbonation rate of
HyperLime mortars.
HyperLime 2%(mass gain)
HyperLime 2%(free lime)
HyperLime 3.5%(mass gain)
HyperLime 3.5%(free lime)
100
80
60
40
20
0
Carbonation (%)
0 50 100 150 200 250 300 350
Phenolphtalein stain
Age of mortar (days)
Above - Figure 3:
HyperLime carbonation.
Below: HyperLime as
mortar for brick-laying.
Below left: HyperLime
as a render.
8
10
Hurricane
System
Clinker Cooler
Gas Flow
Material Flow
Cooler
Burner Rotary Kiln
Flash Furnace
Burner
Ciclone
Preheater Ciclone Tower
Conditoning
Tower
Stack
Cooler
Exaust
Coal
Mill Grinding
of pet coke
Stack
Stack
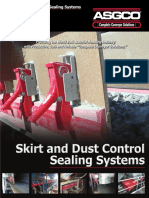
ENERGY RECOVERY FROM THE CYCLONE PREHEATER TOWER
www.advancedcyclonesystems.com info@acsystems.pt Tel: +351 225 322 097 Fax: +351 225 322 096
Centro de Empresas NET Edifcio PROMONET Rua de Salazares, n 842 4149-002 Porto, Portugal
Hurricane high efficiency cyclone system to clean exhaust gases
Problem:
To be able to use the hot exhaust gases from the preheatng tower to
grind Pet Coke in the Coal Mill without compromising its quality (ash
content limit) and therefore, the reselling value.
This is a common problem in cement plants, namely for an ACSs
Hungarian customer.
Advanced Cyclone Systems, S.A. (ACS) is a
company exclusively dedicated to the
development and supply of the most
ecient cyclone systems worldwide.
ACS mission is to achieve total partcle
capture exclusively with cyclone systems
through contnuous investment in Innova-
ton and R & D.
Hurricane and ReCyclone systems contra-
dict the general thinking that cyclones are
inecient powder collectors. These
cyclone systems can replace bag lters in
many demanding operatng processes.
Applicatons include Pre-Heater and Clinker
cooler exaust air dedustng.
www.advancedcyclonesystems.com
Mission: Leading gas-solid separaton with cyclones,
avoiding lter maintenance costs
Soluton:
To design the most ecient cyclone system, ACS used the specic
operatng conditons of the plant, such as the partcle size distributon,
density inlet concentraton, temperature and gas ow rate.
ACS provided a Hurricane cyclone system composed by 12 optmized
cyclones of 700 mm arranged in two bateries of six cyclones in parallel.
Operatng Conditons / Results
Partcle density (Kg/m
3
) [0.6]
Median Volume Diameter (m) [2.3]
Actual ow rate (m
3
/h Wet) [37,513]
Gas temperature (C) [327]
Product load into cyclone system (mg/Nm
3
) [42,100]
Guaranteed eciency (%) [> 90.0]
Expected total pressure drop (kPa) [1.3]
Conclusion
ACS succeeded in reducing the dust level to guaranteed values. The
client is very satsed with the quality of the PET Coke which is within
the requested specicatons.
Advantages of the Hurricane system:
Very high eciencies
Very economic soluton
No temperature restrictons
Near zero maintenance costs
Custom design
Robustness and no moving parts
Low pressure drop
A similar applicaton in the cement industry is also found in the clinker
cooler exhaust gas, which can also be used for energy recovery
purposes, afer being cleaned.
See more in: htp://www.acsystems.pt/index.php?id=28&set_lang=en
DIARY DATES
12th TMB International Technical Seminar & Exhibition
8-10 October 2013, Antalya, Turkey
www.tcma.org.tr
13th Global Gypsum Conference & Exhibition
21-22 October 2013, Toronto, Canada
www.GlobalGypsum.com
18th Arab-International Cement
Conference & Exhibition
11-13 November 2013, Dead Sea, Jordan
www.aucbm.org
13th NCB International Seminar & Exhibition
19-22 November 2013, New Delhi, India
www.ncbindia.com
9th Global Slag Conference & Exhibition
10-11 December 2013, Dubai, UAE
www.GlobalSlag.com
1st Global Well Cem Conference & Exhibition
13-14 January 2014, Dubai, UAE - See Below
www.Well-Cem.com
1st Global Boards Conference & Exhibition
30-31 January 2014, London, UK
www.GlobalBoards.com
8th Global CemFuels Conference & Exhibition
24-25 February 2014, Vienna, Austria
www.CemFuels.com
Asian Cement & Lime Conference
24-25 March 2014, Bangkok, Thailand
www.AsianCement.com
57th IEEE-IAS/PCA Technical Seminar
13-17 April 2014, Washington DC, USA
3rd Global CemTrader Conference & Exhibition
2-3 June 2014, London, UK
www.CemTrader.com
14th Global Gypsum Conference & Exhibition
29-30 September 2014, European location TBA
www.GlobalGypsum.com
9th Global Insulation Conference & Exhibition
30-31 October 2013, Location TBA
www.GlobalInsulation.com
Links to all events: www.Cement-Events.com
Full 2014 Media Book: www.propubs.com/advertise
13-14 JANUARY 2014 DUBAI, UAE
Global Cement is pleased
to present the frst-ever
conference dedicated to the
production and optimisation
of well cements. Bringing
together producers and
users in one centrally-
located venue, the Global
Well Cem conference
and exhibition will focus
on making contacts, on
networking, on technical
information exchange and
on business. If well cement is
your business, make it your
business to be at Well Cem!
gl bal
cement
MAGAZINE
Organised by:
gl bal
wellcem
CONFERENCE & EXHIBITION 2014
Call for papers,
exhibition information
and further details at
www.Well-Cem.com
1st
Founding sponsors:
Sponsored by
Arab Union for
Cement and Building
Materials:
TM
Subscribe Contents Ad Index
Maerz_Inserate_2012_RZ_english_Pfade.indd 5 17.5.2013 10:50:42 Uhr
Swiss lime kiln
manufacturer and
ThyssenKrupp company
Maerz Ofenbau AG is the
world leader in the feld
of lime plant engineering.
Here the company
presents its most recently
completed projects and
recent orders.
Recently-completed projects
Dongbei Special Steel Group - China
SINOCHEM International Tendering Co. Ltd., as the
buyer for Dongbei Special Steel Group Co., Ltd., based
in Dalian (Liaoning), China, placed an order with Maerz
for the construction of a Maerz PFR kiln. Te R4S-type
kiln was designed to produce 600t/hr of burnt lime,
processing limestone with a grading of 40-80mm and
using producer gas with a calorifc value of ~6200kJ/m
3
as fuel.
At the end of 2012 the industrial production stage
was reached and the contractual performance and
quality parameters, as listed in Table 1, were achieved.
Te customer confrmed that
the contractual performance
guarantees were fulflled and the
plant was accepted.
Xinjiang Zhongtai Mining
and Metallurgy - China
Taigang Group International Trade Co., Ltd. as the
buyer and Maerz Ofenbau AG as the seller, signed a
contract for the installation of three Maerz PFR lime
kilns for Xinjiang Zhongtai Min-
ing and Metallurgy Co., Ltd.,
based in Urumqi, China. Te
kilns were each to produce 600t/
day of burnt lime using carbide
gas as fuel.
In February 2013 the con-
tractual guarantee test run was
carried out. Te performance and quality parameters as
shown in Table 2 were achieved.
Chememan - Thailand
Chememan Co., Ltd., based in Bangkok, Tailand, en-
trusted Maerz with the supply of engineering, materials
and equipment as well as technical assistance for the
installation of a second lime kiln, a
Maerz PFR kiln at its Saraburi lime
plant. Te rectangular E5-type kiln
was to produce 300t/day of burnt
lime using pulverised coal as fuel.
Te new kiln plant was recently
commissioned and the industrial
production started shortly afer
start-up of the kiln. During the contractual guarantee
test run the performance and quality parameters shown
in Table 3 were achieved.
Guangxi Liuzhou Iron & Steel - China
Guangxi Liuzhou Iron & Steel (Group) Company, Liu-
zhou, China, which has operated four Maerz PFR kilns
for several years, earlier placed an order with Maerz for
the construction of another kiln at its Liuzhou plant.
Te R4S-type kiln was to produce 600t/day of burnt
lime, processing limestone with a grading of 30-90mm
using converter gas as fuel.
Afer erection work was completed in a very short
period, the new Maerz Kiln No. 5 is now in industrial
production. It has achieved the performance and quality
parameters shown in Table 4.
Refractarios Bsicos - Mexico
Refractarios Bsicos of Mexico placed an order with
Maerz for the supply of engineering, licence, know-
how, key equipment, erection services and technical
assistance for the installation of a Maerz PFR lime shaf
kiln at its Mitras plant. Te new R4S-type kiln was to
produce 600t/day of quicklime using natural gas as fuel.
In February 2013 the industrial production stage was
reached and the contractual guarantee test run was car-
ried out. Performance and quality parameters are shown
in Table 5.
Maerz Ofenbau AG
8 globalcement MAGAZINE October 2013
LIME
Subscribe Contents Ad Index
Kiln capacity (t/day) 600
Heat consumption (kCal/kg) 3750
Loss on ignition (%) <2.0
Reactivity of lime (ml 4nHCl after 10 mins) 330
Kiln capacity (t/day) 600
Limestone size (mm) 60-120
Heat consumption (kCal/kg) 895
Residual CO
2
-content (%) <2.0
Reactivity of lime (ml 4nHCl after 5 mins) >330
Kiln capacity (t/day) >300
Limestone size (mm) 35-90
Heat consumption (kCal/kg) 830
Residual CO
2
-content (%) 1.7
Reactivity of lime (t
60
value in seconds) 45
Kiln capacity (t/day) >600
Heat consumption (kCal/kg) <920
Loss on ignition (%) <2.0
Reactivity of lime (ml 4nHCl after 5 mins) >380
Kiln capacity (t/day) >660
Limestone size (mm) 19-64
Heat consumption (kCal/kg) <800
Residual CO
2
-content (%) ~2.0
Reactivity of lime (ml 4nHCl after 10 min.) 391
Maerz: Contracts
and new plants
Below: Table 1.
Above: Table 2.
Right: Table 4.
Below: Table 3.
Below right: Table 5.
Above: Schaefer Kalks
Steeden lime plant in
Steeden, Germany.
LIME
Ongoing projects
Cemento Sur - Peru - See below right
Cemento Surs lime plant in Juliaca, Peru is currently a
major construction site for three new 500t/day Maerz
PFR kilns. Te plant location, at an extremely high alti-
tude of ~3900m above sea level is high even by Peruvian
standards and presents a challenge not only for the
limestone calcining technology involved, but also for
the erection team that is currently setting up the plant.
Te project, professionally managed by the owner, is
really on the fast track, with contract excavation work
starting only six months afer signing the contract. Te
civil works for the kiln foundation as well as the neces-
sary buildings was fnished in December 2012 so that
the erection of the kilns steel structure could begin.
Te time needed for setting up the buildings was per-
fectly used for pre-assembling large modules of the kiln
shell and platforms steel structure. Tis speeded up the
installation of the kiln shell parts on the kiln foundation,
so that it was possible to start with the refractory lining
work afer only four months from the foundations being
ready to take a load.
Te kilns will be commissioned in late summer 2013
and will then mainly serve the South Peruvian mining
and building industries.
New projects
Negev Industrial Minerals - Israel
Negev Industrial Minerals (NIM), having previously
ordered a 300t/day Maerz PFR lime kiln at its Mishor
Rotem plant, has now entrusted Maerz with the supply
of engineering, know-how, equipment as well as techni-
cal assistance for the installation of an additional natural
gas fring system on the same kiln.
SCHAEFER KALK - Germany - See above left
Long-standing Maerz customer SCHAEFER KALK has
placed another order with the company for the supply of
a new PFR kiln at its Steeden lime plant.
Te new R3S-type kiln with a circular shaf design is
to produce 500t/day of sof burnt lime, processing lime-
stone with grain sizes of 60-150mm using natural gas
and/or lignite dust as fuels.
Te new lime kiln plant will begin operations in
the fnal quarter of 2014.
CELCO - Romania
Romania-based CELCO S.A. has contracted a new
Maerz lime kiln for its Corbu lime plant in Constana
County. Te Maerz High Performance Single Shaf
kiln will be of the kiln type H3-1 and is to produce
150t/day of quicklime. Natural gas will be used as
fuel and limestone with a grain size of 20-40mm and
40-80mm will be processed. Te kiln is due for com-
missioning at the end of 2013.
Yidong Dongxing Chemical - China
SUMEC International Technology Co., Ltd., as the
buyer, Tangshan Shenying Technology Co., Ltd., as
the end-user and Maerz Ofenbau AG as the seller have
signed a contract for the installation of three 550-600t/
day Maerz PFR lime kilns for Yidong Dongxing Chemi-
cal Co., Ltd., located in Inner Mongolia, China.
Te R4P-type Maerz kilns are of a circular shaf de-
sign and will each produce up to 600t/day of burnt lime.
Tey will be fred with mixed gas with a calorifc value
of ~7500kJ/m
3
. Limestone with a grading of 50-90mm
will be processed by all of the kilns. Te new kilns will
be commissioned at the end of 2013.
Izvestnyak-Centr - Russia
PSP Engineering a.s., from Perov, Czech Republic as
the buyer and Maerz Ofenbau AG as the seller have
signed a contract for the supply of engineering, licence,
know-how, materials and equipment as well as techni-
cal assistance services for three Maerz HPS kilns to be
supplied to the fnal customer, Izvestnyak-Centr Ltd
of Russia.
Te new Maerz High Performance Single Shaf kilns
of the H4-1-D type will each produce 200t/day of burnt
lime, processing limestone with grain sizes of 40-70mm
using natural gas. Commissioning of the plant is sched-
uled for the middle of 2014.
Handymans Paradise Lime
Manufacturing - Zambia
Polysius, a Division of TyssenKrupp Engineering (Pty)
Ltd from Johannesburg, South Africa, as the buyer and
Maerz Ofenbau AG from Zurich, Switzerland, as the
seller, signed an agreement for the procurement and
erection of a lime production plant in Ndola, Zambia,
for Handymans Paradise Lime Manufacturing Co. Ltd.,
as the end-user.
A R4S Maerz PFR kiln is the core piece of the new
lime production plant. It has a shaf cross section of
~12.6m
2
and will have a capacity of 600t/day of burnt
lime, processing limestone with a grain size of 60-
120mm. Pulverised coal dust and, optionally at a later
date, wood dust will be used as fuels.
Maerz will delegate experienced personnel to super-
vise erection and commissioning of the new kiln plant
and to train the kiln operators personnel.
Below: Ongoing
work at Cemento Surs
high-altitude Juliaca
lime plant.
globalcement MAGAZINE October 2013 9
HYDRATED
LIME
Calcium
hydroxide
(Ca(OH)
2
)
CO
2
Carbonation
H
2
O
Calcium
carbonate
(CaCO
3
)
LIMESTONE
Calcination
Heat
(900-1200C)
CO
2
Calcium
oxide
(CaO)
H
2
O Heat
Slaking
QUICKLIME
Dr Robin Gibson, Limeco Ltd
HyperLime: CO
2
-absorbing hydraulic lime
10 globalcement MAGAZINE October 2013
LIME
Subscribe Contents Ad Index
The use of Ordinary Portland Cement and derivative binders pervades the masonry construction
industry due solely to cost and availability but at the expense of workability, performance and,
importantly, sustainability...
Above: Limecos range of
HyperLime products.
W
hile cement manufacturing uses the abundant
raw materials limestone and clay, the process is
overshadowed by energy consumption and CO
2
emis-
sions. Cement production delivers around 900kg of
CO
2
emissions per tonne.
1
Global cement production
is responsible for 5% of man-made CO
2
emissions, of
which masonry construction contributes 20%. Tese
emissions are determined by limestone decomposi-
tion and the use of horizontal kilns for calcination
(up to 1500C) to deliver the cementitious species,
alite (C3S) and belite (C2S). Te addition of water to
cement hydrates alite/belite produces calcium silicate
hydrate (CSH).
Studies have suggested that the minor Ca(OH)
2
con-
tent of cement mortar may reabsorb modest amounts
of CO
2
over a 100 year period. However, this has no
meaningful impact on emissions today.
2
Eforts to reduce the carbon footprint of cement
by dilution with byproducts such as fy ash (FA) or
ground granulated blast furnace slag (GGBS) re-
main highly contentious as CO
2
is doubtless
emitted during their manufacture. An
identical position exists over the use of
waste solvent, old tyres or similar
as decarbonised fuel for kilns.
Standard 1:3 v/v cement:sand
mortars (25% w/w cement) have
CO
2
footprints in the region
of 220kg/t.
Cement is used to prepare
mortar, plaster and render
(mortar). Cement mortars are
recognised to have poor work-
ability and are impermeable
to water vapour, which causes damp in buildings. In
addition, cement mortars are frequently too strong for
masonry applications leading to material failures from
thermal expansion or other movement. Tis is due to
the expansive hydration of alite/belite species, which
flls voids within mortars to deliver an impervious mon-
olithic structure. Te practical use of cement mortars
requires additives, (e.g. plasticisers) or other features
(e.g. expansion joints) to overcome their serious inher-
ent limitations.
As a result, Limecos research has been focused on
the development of high-performance sustainable bind-
ers as alternatives to cement and gypsum for masonry
construction applications.
Hydrated lime, or Ca(OH)
2
, has been used as a
binder for thousands of years. However ultra-low rates
of set and low strength preclude its use in modern
construction. However Ca(OH)
2
remains an important
substance for the chemical and construction industries
due to ubiquity of high-quality limestone deposits and
processing capability of >200Mt/yr across the globe.
High-calcium limestone can be calcined in ultra-
efcient gas fred parallel-fow regenerative (PFR) kilns
without decrepitation, unlike cement or other impure
limestone where coal or horizontal kilns must be used.
PFR kilns are up to 80% more energy-efcient compared
to other kilns
3
and will become more important as the
energy mix shifs toward shale gas. Te CO
2
footprint
for this type of Ca(OH)
2
is ~750kg/t. Most importantly,
however, is the ability of the hydrated lime to react with
and sequester atmospheric CO
2
, regenerating limestone,
which forms part of the lime cycle (See Figure 1).
Hydrated lime is added to cement mortars to improve
workability (i.e. 1:1:6 mix), however the cement CO
2
Below - Figure 1:
The lime cycle.
I
Ventilatorenfabrik Oelde GmbH
P.O. Box 37 09
D-59286 Oelde
Phone: +49252275- 0
Fax: +49252275- 250
info@venti-oelde.de
www.venti-oelde.de
In our production, we use high-tech clinker coolers in order to achieve
high operational capacity. Optimal cooling requires a precise and quickly
adjustable air supply to the coolers. Venti Oelde has provided us with
high-efficiency fans with air-flow volume regulation and inlet measuring
nozzles. This allows us to use our cooler po tential to the maximum and
ensure stable and trouble-free long-term operation.
Process gas cleaning plants
Process gas dust collection
Secondary fuel technology
Process gas fans
Optimization of air-handling systems
Ventilating and air-conditioning plants
nnovative solutions
by Venti Oelde.
GlobalCementMag 11_08.qxp:210x297 17.07.2008 13:05 Uhr Seite 1
emission penalty
remains, deliver-
ing mortar with
CO
2
footprints of
~190kg/t. Other
specialist binders
are available, (e.g.
natural hydraulic
lime or NHL),
which are manu-
factured from
impure limestone to deliver a blend of belite, limestone,
lime and alite. Tis composition is analogous to 1:1:6 v/v
cement mortars as NHLs contain the alite/belite cemen-
titious species.
4
Teir composition precludes manufacture in ef-
cient gas fred PFR kilns relying on coal fred vertical or
cement horizontal kilns. Limeco estimates that a stand-
ard 1:3 v/v NHL:sand mortar still has a CO
2
footprint of
~150kg/t. NHLs are used solely as binders for special-
ist restoration work and remain niche due to slow and
unreliable setting rates combined with poor workability.
However their lower levels of alite/belite deliver mortars
with some vapour permeability (porosity) and fexibility
under load.
Te key performance element of all commercial
hydraulic binders, cement or NHL, is the formation of
CSH. Te challenge, therefore, for Limeco was to create
a sustainable binder technology, rich in CO
2
-absorbing
Ca(OH)
2
that delivered sufcient CSH for structural
purposes without employing alite/belite.
To this end, Limeco has developed a hydraulic lime
binder technology, which employs hydrated lime with
a proprietary highly-active silica additive that is made
from sand.
5
Upon mixing Limeco binder with aggregate and
water, it reacts quickly to form CSH, leaving over 80%
free Ca(OH)
2
to adsorb
atmospheric CO
2
. Te
high lime content afords
excellent workability and
the rate of set and 28 day
strengths are comparable
to 1:1:6 mixes or gypsum
plasters.
Limeco has worked
with its suppliers to accu-
rately determine the CO
2
footprint of its products. Work in the laboratory and
feld shows that Limeco binders absorb over 75% of the
CO
2
emitted during their manufacture within 1 year
(See Figure 2), delivering mortars with CO
2
footprints
of ~40kg/t of mortar. Tis compares to CO
2
emissions
of 150-220kg/t for cementitious binders.
Tis is demonstrated by pH indicator staining,
Ca(OH)
2
analysis and gravimetric assessment of mor-
tars made with Limeco products. Such mortars gain
weight over time as CO
2
is absorbed. Sufcient free
Ca(OH)
2
is retained for autogenic self-healing (See Fig-
ure 3). Recycling the mortars is also simple.
By utilising limestone and sand raw materials and
processing these with the most efcient gas fuelled plant
to deliver a quick setting and workable CO
2
-absorbing
lime binder technology, Limeco has launched a range
of Truly Sustainable products within Europe under its
trademark, HyperLime.
HyperLime has low bulk density and is typically used
as 1:3 v/v HyperLime:aggregate mix (HyperLime ~10%
w/w) so it is competitive on cost. HyperLime binders do
not contain the known carcinogens, crystalline silica or
heavy metals. Current HyperLime 2 and HyperLime 3.5
products are CE marked (EN459:2010) and HyperLime
5 will be launched shortly.
Limeco works with international licensees as suf-
fcient raw materials are available worldwide to make
over 50Mt of HyperLime.
References
1. IPCC, IPCC Fourth Assessment Report 2007 (AR4), Working Group
III Report Mitigation of Climate Change, Chapter 7, 2007.
2. Knut O. Kjellsen et al., CO
2
uptake during the concrete life cycle: Te
CO
2
balance of concrete in a life cycle perspective, Norden Nordic Innova-
tion Centre, December 2005.
3. Entec UK Limited, EU Emissions Trading Scheme Phase II. Review of
new entrants benchmark Lime, Report for UK Government Depart-
ment of Trade and Industry, Report Version 2, August 2006.
4. For example: http://www.stastier.co.uk/nhl/info/pdfs/Hydraulic-
ity_and_Properties_of_NHL.pdf, Setra Marketing 2006. Accessed 10
October 2012. Also see: www.c-e-s-a.fr.
5. HyperLime website, www.hyperlimeco.com.
12 globalcement MAGAZINE October 2013
LIME
100
80
60
40
20
0
C
a
r
b
o
n
a
t
i
o
n
(
%
)
0 50 100 150 200 250 300 350
Phenolphtalein stain
Age of mortar (days)
Below - Figure 3:
HyperLime carbonation.
Above - Figure 2:
Carbonation rate of
HyperLime mortars.
HyperLime 2% (mass gain)
HyperLime 2% (free lime)
HyperLime 3.5% (mass gain)
HyperLime 3.5% (free lime)
Below: HyperLime as
mortar for brick-laying.
Below right: HyperLime
as a render.
VARIETY FOR THE
LIME INDUSTRY
LIME
GEBR. PFEIFFER SE Barbarossastrae 50-54 67655 Kaiserslautern Germany
Phone: +49 631 4161 0 Fax: +49 631 4161 290 E-mail: kv-p@gpse.de www.gpse.de
VERTICAL
ROLLER MILL
SEPARATOR
BALL MILL
DRYER
LIME HYDRATOR
Pfeiffer MPS vertical roller mill
with grit discharge
Dirk Lechtenberg, MVW Lechtenberg & Partner
Alternative fuels - What about the environment?
- Part 1
14 globalcement MAGAZINE October 2013
ALTERNATIVE FUELS
Subscribe Contents Ad Index
Alternative fuels are now a frmly-established reality in well-developed cement industries
around the world and increasing amounts of alternative fuels are also being used in developing
economies. Here, MVW Lechtenberg & Partners Dirk Lechtenberg uncovers a wealth of
information regarding the use of alternative fuels in the German cement industry, especially with
reference to the relatively unexplored negative aspects of their use. Alternative fuels may mean
lower CO
2
emissions, avoidance of landfll and decreased costs but they may also entail higher
numbers of truck movements, higher dust emissions and higher specifc energy consumption per
tonne of cement. Part 2 of Dirk Lechtenbergs research will follow in the November 2013 issue of
Global Cement Magazine.
W
hen a cement plant announces to
the public that secondary fuels from
waste or biomass will be used, its at this
stage (at the very latest) that the ques-
tion is posed as to whether such
alternative fuels have a nega-
tive or harmful infuence on
the environment and the
immediate environs of the ce-
ment plant. Te possibility that all
burning can have a negative efect on
the environment should be obvious to
everybody. In many cases this topic
is discussed in an animated man-
ner as it has a very emotional
efect. It is, in many cases,
understandably aficted
with residents existential
concerns.
When a cement plant announces a
new fuel, the neighbouring vegetable
grower, for example, is worried he
will no longer be able to sell his
vegetables. Residents may be
concerned that alternative fuels
will lead to dust or odour pol-
lution. A classic example is the
burning of tyres. Who hasnt seen the
pictures of rising black clouds of smoke if a
tyre storage depot catches fre?
Of course each cement plant operator will try to con-
sider the topic of emissions scientifcally. Ofen they will
try, using data and fgures, to prove to neighbours and
in the worst case, opponents of such co-processing, that
no such efects on mankind and the environment need
to be feared.
No efects at all? Well, claiming that there will be no
ill efects will surely be incorrect. Also the cement plant
operator ofen has no suitable and independent data
and facts at his disposal. Te use of alternative fuels will
always have an infuence on the operational behaviour
of a cement plant and, as a result, on the immediate en-
virons of the plant. Tis begins with changed logistics
for the fuels to be utilised. If previously a truck delivered
20t of coal to a cement plant with a calorifc value of ~
500GJ/t, in future maybe 30 trucks will be required to
deliver the same calorifc value of alternative fuels. Tese
are direct consequences and efects that will surely be
felt by immediate neighbours of a cement plant.
For the main part, the possible displeasure of the
residents will not be focused on the immediate efects
but on the indirect efects, such as altered emissions
from a cement plant.
For the latter, every cement producer will of course
immediately have worldwide cement association sta-
tistics or those of the Cement Sustainability Initiative
or such to hand (and presented using nice photos) in
order to emphasise the advantages of using alternative
fuels to all possible critics. Emissions data prognoses
are also presented, especially regarding saved fossil
CO
2
emissions, in order to illustrate the advantages of
the plants intentions.
For many decades environmentalists have been
struggling worldwide to publicise emissions data from
industrial facilities, not only to pillory possible environ-
mental contaminators but also to promote awareness of
responsible behaviour among all industrial facilities. Re-
member - 20 or 30 years ago environmental protection
in industrial complexes in many countries in Europe
for example, was still being handled as an aferthought.
Environmental protection was a necessary evil.
Nowadays the situation is presented somewhat dif-
ferently. Environmental protection and sustainability
are the slogans that we encounter every day in indus-
trial company statements. For sustainable companies
there is even an index of its own on the New York Stock
Exchange. Only sustainably-run companies nowadays
have a chance to attract new employees, to receive com-
pany loans or to sell their products. Everything is green,
light or sustainable. Te fact that appearances ofen
deceive is something that we witness more and more
in the consumer or food industry. Egg boxes with pic-
tures of hens running around in the open. Who wants
to buy eggs laid by hens in cages? Light butter, which
is merely frothed up with nitrogen and as a result no
longer weighs 500g but 340g and is hence light.
What does this have to do with a cement plant which
wants (and has to) use alternative fuels in order to re-
main competitive? A cement plant, even if it is highly
modern, will always afect the environment. Te truck
which brings the fuels and raw materials; the quarry
(which can bloom into a nature paradise and can ofen
possess richer fora and fauna than the land which was
previously there), the emissions from heat generation
irrespective of the fuels that are used and the emissions
from limestone calcining.
For a cement plant operator to announce to possible
critics that the planned secondary fuel employment has
no kind of efect, especially in the internet age and with
constant, globally-available information, is surely not
the correct method.
In many guidelines on the topic of co-processing the
theme of public relations regarding the use of alternative
fuels is only discussed peripherally. It is pointed out that
it is purposeful to enter dialogue with the stakeholders
while statistical data (published by the cement industry
itself) is used to convince the public.
In this article we want, for the frst time, to make avail-
able to stakeholders and possible critics anonymised,
real emissions data for all existing cement plants in the
Federal Republic of Germany that use alternative fuels,
as a basis for an independent dialogue between cement
plant operators, in order to have an open discussion.
No light butter, but data and facts that are compared
with the latest fndings on possible efects of emissions
on man and nature. Te latter in order to make available
an independent basis for a dialogue which, owing to the
uniform production methodology in the cement indus-
try worldwide, can also be used worldwide.
Te basis of these emissions data is the online
measurements recorded by the monitoring authori-
ties of 34 cement plants comprising 42 kiln lines in
Germany performed with continuous measurement
systems. All results are from 2008-2010.
As each cement plant has varying legal approval
pre-conditions, as well as diferent technical and raw
material-dependent prerequisites, we have made the
efort to prepare this raw data independently and in
such a way that a comparision is possible using diferent
parameters. Tis data was prepared by:
Conversion of the uniform measured variables;
Adjustment of the start-up phases in which no
secondary fuels are utilised;
Capture of day average values;
Comparison of the substitution quotas and
material volumes as well as the actual clinker
production volumes;
Evaluation of the specifc CO
2
emissions and energy
consumption per tonne of clinker;
Comparison with European as well as other emission
limit values;
Comparison with best available technology
standards.
Furthermore we also give, afer presentation of the
evaluation results, a few suggestions on how these inde-
pendent data, in an understandable form, can be used
for approval processes and for communication with
stakeholders.
Overview of the German
cement industry
In the survey period, 2008-2010, the German cement
industry was characterised by a clinker production
capacity of 25.4Mt in 2008 and 23.0Mt in 2010 (See
Table 1). Apart from the noticeable fnancial crisis in
the country through stagnating building activity, the fall
in clinker production is also attributed to a decreasing
clinker factor.
During this time, the kiln types mainly consisted
of simple preheater kilns as well as aged and energy-
intensive Lepol and shaf kilns. Te relative proportions
of these are shown in Table 2.
Since carrying out initial trials with the alternative
fuel BRAM (Brennstof aus Mll: fuel from waste) at
Miebach & Shnes Wittekind Zement plant in Erwitte,
employment of alternative fuels has evolved into be-
coming the mainstay in fuel supply. Te reasons behind
using alternative fuels are manyfold:
Reduction of fossil CO
2
emissions;
Reduction of fossil raw materials and fuels;
globalcement MAGAZINE October 2013 15
ALTERNATIVE FUELS
2008 2009 2010
Clinker production (Mt) 25.366 23.232 22.996
As at: 1 January 2009 As at: 1 January 2010 As at: 1 January 2011
No. Capacity (t/day) % of capacity No. Capacity (t/day) % of capacity No. Capacity (t/day) % of capacity
Kilns with pre-heater 41 103,700 93.1 41 103,700 93.1 41 104,660 94.1
Lepol kilns 8 6500 5.8 8 6500 5.8 6 5350 4.8
Shaft kilns 8 1200 1.1 8 1200 1.1 8 1200 1.1
TOTAL 57 111,400 100 57 111,400 100 55 111,010 100
Average capacity Rotary kilns 2249t/day 2249t/day 2336t/day
Shaft kilns 150t/day 150t/day 150t/day
Above - Table 1:
Clinker production in
Germany, 2008-2010.
1
Below - Table 2:
Type and capacity of
cement kilns in Germany,
2008-2010.
1
16 globalcement MAGAZINE October 2013
ALTERNATIVE FUELS
Service performance in waste valorisation with ac-
companying benefts of environmentally compatible
valorisation (avoidance of landfll space, utilisation of
energy content, creation of waste valorisation struc-
tures for (almost) all types of waste material(s);
Signifcant reduction in the import of fossil fuels, with
resultant increase in GDP;
Creation and preservation of workplaces;
Increase in competitiveness;
Cost savings in aspects of cement production.
MVW Lechtenberg & Partner has seen that in discus-
sions between cement plant operators and stakeholders,
mainly the green arguments are referred to.
Te German cement industry surely also designates
these green arguments to be seen as facts in the approval
process, yet it will also present the arguments of work-
place retention and securing production in Germany. As
we will show in the following, the emission values and
environmental standards of the Federal German cement
industry that need to be complied with are regarded
worldwide as exemplary, but with consequential and
necessary investments as well as ongoing operational
costs, cement production in the Federal Republic is
also considerably more expensive than in many other
countries. In order to avoid Germanys future cement
needs being covered by cheap imports that stem from
lower environmental requirements and production
costs coupled with minimal logistics costs, a realistic
consideration of the fundamental economics of cement
production is vital.
Alternative fuels in Germany
Te German cement industry has been employ-
ing alternative fuels for some 25 years. Starting from
around 4.1% substitution in 1987, the German cement
industry achieved on average around 61% substitu-
tion rate in 2010. On the other hand, specifc thermal
energy consumption raised slightly, as can be seen by
Figure 1. Tis rise can be explained by the increased
energy requirement for evaporation of the water con-
tent in alternative fuels, as well as by heat losses owing
to increased gas volumes. While fossil fuels are as a
rule considered absolutely dry, with a residual mois-
ture content of 3-5%, alternative fuels as a rule have a
higher water content, around 10-30%, which, with in-
creased specifc energy consumption, frst needs to be
vaporised/evaporated. Total energy consumption in the
German cement industry for the period under review is
shown in Table 4.
In order to evaluate the increase in heat losses and
hence the increase in specifc energy consumption
per kg of clinker all these aspects have to be taken
into consideration. While the calculation of the heat
losses is partly feasible (e.g. evaporation of moisture,
heating of air), it is hard to gain respective results for
other aspects, such as for the devaluation of the fame.
Experience from cement plants using high substitution
rates of alternative fuels provides some rules of thumb
as an orientation. For instance, the specifc energy con-
sumption of a four-stage double string preheater kiln
Fuel source 2008 2009 2010
Tyres 266 245 253
Used oil 80 73 61
Cellulose, paper, card 150 175 133
Plastic 460 556 527
Packaging 0 1 0
Textile waste 2 9 11
Meat and bone meal 231 204 182
Municipal waste 220 188 287
Used wood 12 13 8
Solvents 102 81 98
Sewage sludges 267 263 276
Oil sludges, distillation
residues
175 78 146
Others 936 911 931
Total 2901 2797 2913
Million GJ/yr 52.1 51.5 53.7
Subst. rate (%) 54 58 61
Right - Table 3:
Types and amounts of
alternative fuels (in 000t)
used by the German cement
industry, 2008-2010.
1-3
Fuel source 2008 2009 2010
Coal 13.9 10.3 9.3
Lignite 23.1 20.0 20.7
Petcoke 4.9 4.4 3.3
Heavy fuel oil 0.9 1.1 0.6
Light fuel oil 0.2 0.2 0.3
Gas 0.3 0.1 0.1
Other fossil fuels 0.4 0.6 0.4
Total fossil fuels 43.7 36.7 34.4
Total alternative fuels 52.1 51.5 53.7
Total thermal energy 95.8 88.2 88.1
Right - Table 4: Total
energy consumption
in the German cement
industry (million GJ/yr),
2008 - 2010.
1
Below - Figure 1: Spe-
cifc heat consumption
(kJ/kg clinker) (red line)
and thermal heat sub-
stitution by alternative
fuels (%) (blue columns)
in the German cement
industry, 2000-2010.
4
4500
4000
3500
3000
2500
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010
0
10
20
30
40
50
60
70
S
p
e
c
i
f
c
h
e
a
t
c
o
n
s
u
m
p
t
i
o
n
(
k
J
/
k
g
c
l
i
n
k
e
r
)
T
h
e
r
m
a
l
s
u
b
s
t
i
t
u
t
i
o
n
r
a
t
e
(
%
)
London
The inaugural Global Boards Conference and Exhibition will look at global market trends in boards
and panel systems, at the latest advances in production technology and optimisation and at how
producers can cut costs and add value to their products. Networking and business opportunities
are built-in to the conference programme. Over 370 destinations connect direct to London.
Global market trends - Board and panel production technology and process optimisation -
New board compositions - New applications - News and developments - Networking & business
Who should attend?
Board manufacturers
Cement, gypsum, slag, lime
and insulation producers
Equipment and additive
suppliers & buyers
Consultancies Researchers
Distributors Associations
Legislators
globalboards.com
Future boards
Types of board
covered
Cement-based boards
Cement-gypsum board
Fibre-cement board
Other non-wallboard
board and panel systems
3031 JANUARY 2014
5
0
%
d
i
s
c
o
u
n
t
f
o
r
b
o
a
r
d
p
r
o
d
u
c
e
r
s
gl bal
boards
1st
CONFERENCE & EXHIBITION 2014
Pro Global
Media Ltd
gl bal
insulation
.COM
gl bal
slag
.COM
Supporting media:
Organisers:
gl bal
cement
MAGAZINE
gl bal
gypsum
MAGAZINE
Speakers
Register Free
slug area: notes & printer instuctions
Boards 1 page October 2013.indd 1 01/10/2013 13:06
18 globalcement MAGAZINE October 2013
ALTERNATIVE FUELS
(~2800t/day) increased by up to 15% while raising the
substitution rate from 0% to 75%. However, cement
plants accept those increases because they are allevi-
ated or compensated for by the economic benefts of
the alternative fuels.
Te pneumatic feeding of alternative fuels also
contributes to increased energy requirements. For
instance, the installation of an additional pipe for
alternative fuel feeding into the calciner causes heat
losses due to the additional input of cold air. Te heat
losses can be easily calculated by multiplying the air
fow rate by temperature diference, specifc heat ca-
pacity and air density.
Example: Heat loss/hr = 1000m
3
/hr x (1000C
20C) x 240Cal/C kg x 1.3kg/m
3
= 305MCal/hr.
Alternative raw materials
Te German cement industry has also been substitut-
ing fossil raw materials with so-called alternative raw
materials for many years (See Table 5). Tese alterna-
tive raw materials are partially employed directly in
the clinker production process and as such infuence
emissions. Tey may also be included for cement
grinding.
Te type and volume of the useable alternative raw
materials largely depends on the quality of the avail-
able in-house (natural) resources, such as limestone
and marl. In this way iron-, silica-, or aluminium-
containing raw and additive materials are utilised in
the form of alternative raw materials. On the other
hand, usage also depends on the underlying eco-
nomic parameters.
In this manner, certain alternative raw materi-
als are used (as a service made available by cement
plants) in exchange for a valorisation fee, which
is more economic than landflling or other val-
orisation options, or are more economic than
clinker production.
CO
2
emissions
Clinker replacement contributes to a signifcant re-
duction in the unavoidable clinker production-related
CO
2
emissions. Nevertheless, specifc electrical energy
consumption per tonne of cement in cement production
has risen in parallel over the last few years owing to mar-
ket-related demands. Tis is attributed to the increase in
demand for fnely ground cement products in the build-
ing industry. For this reason the overall arising, specifc
CO
2
emissions have not fallen as shown in Table 6.
References
1. Verein Deutscher Zementwerke e.V., Environmental Data of the
Cement Industry 2010, Dsseldorf, Germany, 2011.
2. Verein Deutscher Zementwerke e.V., Environmental Data of the
Cement Industry 2009, Dsseldorf, Germany, 2010.
3. Verein Deutscher Zementwerke e.V., Environmental Data of the
Cement Industry 2008, Dsseldorf, Germany, 2009.
4. Verein Deutscher Zementwerke gGmbH, Activity Report 2009 - 2012.
Verlag Bau+Technik GmbH, Dsseldorf, Germany, 2012.
Right - Table 5: Raw ma-
terials consumed (in 000t)
by the German cement
industry, 2008-2010.
1-3
Group Raw material 2008 2009 2010
Ca Limestone, marl 42,065 34,580 37,517
Others such as:
Lime residues from
(waste) water
treatment, lime
hydrate, calcium
fuoride
82 64 62
Si Sand 1252 978 1187
Used foundry sand 151 101 148
Si-Al Marl 1149 802 436
Bentonite/Kaolinite 35 47 41
Fe Iron ore 111 106 132
Others such as:
Furnace slag, iron
gravels, ferrous
oxides / fy ash
mixtures, foundry
dusts, mill scale
149 110 92
Si-Al-Ca Foundry sands 6430 4480 5365
Fly ash 455 311 316
Oil shale 227 230 263
Trass 29 25 29
Others such as:
Paper residues,
ash from other
incinerators,
mineral residues,
oil-contaminated
soil
3 50 39
S Natural gypsum 635 587 620
Natural anhydrite 528 418 439
FGD 345 310 313
Al Residues from alu-
minium industry,
dross, aluminium
hydroxide
51 47 55
Total raw materials
incl. natural
materials
53,697 43,246 47,054
Total natural raw
materials
46,031 37,773 40,664
Total alternative
raw materials
7666 5473 6390
Part 2 of Alternative
fuels - What about the
environment? will be in
the next issue of Global
Cement Magazine.
Specifc CO
2
emissions
Thermal-
related
Electricity-
related
Raw material-
related
Total Unit
2008 0.117 0.066 0.388 0.571 t/t (CO
2
/cement)
2009 0.110 0.068 0.398 0.575 t/t (CO
2
/cement)
2010 0.104 0.074 0.398 0.575 t/t (CO
2
/cement)
Above - Table 6: Specifc
energy- and raw material-
related carbon dioxide emis-
sions by the German cement
industry 2008-2010.
1
Rob Leighton, Saxlund International
Global cement
industry eyes new diet
globalcement MAGAZINE October 2013 19
ALTERNATIVE FUELS
The global cement industry is
hungry. Not only is it a rapacious
user of energy, but producers
worldwide are looking to
establish the most efcient
ways to produce this essential
product. Energy accounts for up
to 40% of total production costs
for cement, which is one of our
planets most energy-intensive
industries. Small wonder the
stakes remain high in cost
control and the continuing
challenge is to develop smarter
methods of production. As
international regulations begin
to bite, cement producers need
to get ahead of the game and
fast-track the use of renewables.
In this way the industry will be
able to develop with confdence,
argues Rob Leighton, Global
business development manager
for alternative fuels at Saxlund
International, which has
declared its intention to become
a major global player in the
development of alternative fuel
(AF) powered cement plants.
I
n business terms the cement industrys objective is
well known: to focus on delivering improvements in
efciency, cost savings and increased yields. Put like that
this seems like a simple equation of efciency equals
improvements. However, in practice a complex matrix
of markets, geography, access to natural resources and
other factors need to be addressed before the calcula-
tions add up to the desired answer.
Numerous benchmarks continue to be developed by
the industry and academia but the all-important issues
remain the same. Having attended the Global CemFuels
Conference & Exhibition for the frst time in Istanbul,
Turkey in 2012, it has been an eye opener to see how
polarised the industry has become between mature
markets and those new to cement production.
Te global cement industries are looking to use AF
where they can due to the obvious incentives. We see the
main growth areas will be Rest of Europe, Asia, North
and South America and Africa. To give an indication for
the potential of this market, at the time of writing the
Turkish cement industry is currently using 4.7% AF.
Te cement industry remains the most energy inten-
sive of all manufacturing industries. Tis is exacerbated
by fuctuating energy prices that make cost control and
pricing all the more important to get right. It is for this
reason that the European cement industry has, over
the last 40 years, made considerable eforts to reduce
energy consumption. Trough technological change
and investment, the European cement industry has
signifcantly reduced its specifc energy needs (i.e., the
energy required to produce a tonne of cement). None-
theless, already in 1993, the cement industry was close
to the limit of what could be achieved through technical
improvements and rationalisation, with an independent
study commissioned by the European Commission as-
sessing the potential for further improvements at 2.2%
In order to safeguard its competitiveness, some 20
years ago the European cement industry began to look
for new forms of energy. Tis move has expanded at
the same time as the cement industry has been trying
to combine energy-efciency and the need to preserve
non-renewable energy and non-energy resources. Tis
is where the use of waste, both as alternative fuels and
raw materials, comes as a major breakthrough.
In 2006, the European cement industry used
an energy equivalent of about 26Mt of coal, a
non-renewable fossil fuel, for the
production of 266Mt of cement.
AF constituted 18% of this across
Europe, saving about 5Mt of coal and
reducing the need for mining a non-
renewable resource. In terms of the
co-processing of waste as an alterna-
tive fuel in the cement industry, many
diferent types of waste are burnt in a
cement kiln including waste oil, waste
wood, sewage sludge, waste tyres,
plastics, animal meat and bone meal,
solvents and impregnated saw dust.
Tere are two characteristics of par-
ticular importance: burning conditions
(high temperature with a long resi-
dence time and oxidising atmosphere)
and a natural alkaline environment of
the raw materials. Co-processing ofers
a high potential for the cement indus-
try to reduce global CO
2
emissions.
Without co-processing, the waste and
by-products that make up these mate-
rials would have to be incinerated or
landflled with corresponding green-
house gas emissions.
But, lets fast forward to where we
are and where the market is likely to go.
Te future depends on your viewpoint
and where your plant is situated. Te
global cement industry has reduced its
specifc net CO
2
emissions per tonne of cement by 17%
since 1990, from 756kg/t to 629kg/t. Meanwhile, com-
panies cement production increased by 74% between
1990 and 2011.
Absolute CO
2
emissions therefore increased by
44% over this period, according to the World Business
Council for Sustainable Developments Cement Sustain-
ability Initiative (CSI).
Based on its Getting the Numbers Right (GNR)
project, which tracks global CO
2
emissions for par-
ticipating companies in the cement industry, there is
evidence of signifcant CO
2
emissions reductions and
improved efciency. Te four main drivers for the re-
duction in emissions are: Investment in more efcient
kiln technology; Increasing use of alternative fuels such
Above: Rob Leighton,
Global business
development manager for
alternative fuels at Saxlund
International.
Subscribe Contents Ad Index
20 globalcement MAGAZINE October 2013
ALTERNATIVE FUELS
as RDF; Reduction in clinker
content and; An 8% drop in
electricity use per tonne of ce-
ment since 1990, according to
the CSI.
Between 2010 and 2011
cement production volume cov-
ered by the GNR increased from
840Mt to 888Mt, and specifc net
CO
2
emissions decreased from
638kg/t to 629kg/t of product.
Te data cited by GNR now
covers 55% of cement production
outside of China, with 96% coverage in
Europe from 967 individual facilities.
Four new country reports are included
this year: Tailand, Morocco, Philippines
and Egypt. Te group aims to improve the
participation of companies in China and
other emerging economies.
US power house
Te industrial sector, which encompasses
manufacturing, mining, agriculture, and
construction, accounted for almost a third
of total US energy use in 2012. Energy-in-
tensive manufacturing accounted for a little more than
half of total industrial energy use.
Although the cement industry used only 0.25%
of total US energy, it is the most energy-intensive of
all manufacturing industries, with a share of national
energy use roughly 10 times its share of the nations
gross output of goods and services (See Figure 1a/b).
On average, other energy intensive industries share of
energy use is roughly twice their share of gross output.
Cement is also unique in its heavy reliance on coal and
petroleum coke.
Over the long term, the US Energy Information
Administration (EIA) projections show an increas-
ing contribution from the cement industry to energy
consumption as well as increasing share of total gross
output of goods and services (See Figure 2). Cement
output is strongly tied to various types of construction.
Because AF is relatively new to the scene, it will be
interesting to see studies on its overall impact. In the
US, Cemex has collaborated with the Earth Engineering
Centre (EEC) at Columbia University and City College
of New York to study the life cycle efects of using alter-
native fuels in cement manufacturing.
According to the company, the EEC will conduct
a year-long study which will result in a better under-
standing of the role that AF plays in society and the
environment. Te study, announced in April 2013, will
focus on waste combustion technologies implemented
in Cemex kilns in the US and Mexico.
Cemex has said, that since 2005 it has invested more
than US$175m on adjusting its production process
and installing equipment to use alternative fuels in its
cement kilns. Tis meant that by 2012 it had achieved
approximately a 27% AF substitution rate in its cement
production and is on track to achieve its target of a
35% AF substitution by 2015. Tis collaboration is an
example of the urgent need to search for AF given the
continuing rise of oil prices and the increase of waste
in landflls.
Cemex is on record as stating that its AF strategy
has already enabled the business to avoid the emission
of approximately 2.5Mt/yr of CO
2
into the atmosphere.
Globally, cement production is the largest materials-
based high-temperature process. Cement kilns therefore
present great potential to reduce the amount of waste
sent to landfll.
Indian pipedream or unrealised opportunity?
Termal substitution of just 5% in the cement in-
dustry could reduce Indias emission of CO
2
by
about 1.5Mt/yr, according to a white paper jointly
submitted by the Shakti Foundation and the Con-
federation of Indian Industry (CII) to the Indian
Government.
Further, enhanced use of alternative fuel and raw
material (AFR) in cement kilns will also help ce-
ment plants to meet, or even exceed, their targets
given under the perform, achieve and trade (PAT)
scheme that is focused on reducing Indias indus-
trial fossil fuel consumption. India generates about
6.2Mt/yr of hazardous waste. Of this, 3.09Mt is recy-
clable, 0.41Mt is combustible and 2.73Mt can be put to
landfll. Various studies indicate that the reduction po-
tential of green house gas emissions through waste use
in cement kilns is extremely high.
Most developed countries extensively use industrial
and municipal waste in cement manufacturing units.
Te Japanese cement industry utilises about 450kg
of waste for each tonne of cement manufactured. In
European cement plants, thermal substitution from
alternative fuels can be as high as 90%. However, the
situation is quite diferent in India, where alternate fuel
and raw material usage in cement kilns is less than 1%.
The Saxlund solution
With 50-plus years experience in bulk solids materials
handling of non free-fowing materials Saxlund has a
track record built on providing efective, energy efcient
solutions for demanding markets from sewage sludge
reception and handling to recycling/alternative fuels.
Saxlund has become an expert in many demanding
industries that create energy from waste and has com-
pleted more than 50 cement plant projects over the past
20 years.
Above - Figure 1:
a) US end-use energy con-
sumption by sector, 2010.
(Total: 97.7 quadrillion Btu).
b) US gross output of goods
and services, 2010.
(Total: US$24.6 trillion).
Source: US Energy Informa-
tion Administration, Depart-
ment of Commerce, Bureau
of Economic Analysis.
Above - Figure 2:
a) US energy projection
(indexed), 2010 - 2040.
b) US economic projection
(indexed), 2010 - 2040.
Index: 2010 = 1.0.
Source: US Energy
Information Administration,
AEO 2013.
Non-manufacturing
7.3%
Non-energy-intensive
manufacturing 12.1%
Energy-
intensive
manufacturing
7.6%
CEMENT
0.02%
O
t
h
e
r
s
:
7
.
5
6
%
Services 73%
b
a b
2.5
2.0
1.5
1.0
0.5
0.0
2.5
2.0
1.5
1.0
0.5
0.0
2010 2020 2030 2040 2010 2020 2030 2040
Cement
Cement
Total economy
Total economy
Energy-
intensive
manufacturing
16%
Commercial 19%
Residential 22%
Transportation
28%
Non-energy-
intensive manu-
facturing 3%
Non-manufacturing
12%
CEMENT
0.25%
O
t
h
e
r
s
:
1
5
.
8
4
%
a
Industrial
31%
Goods
27%
globalcement MAGAZINE October 2013 21
ALTERNATIVE FUELS
A snapshot of capability
Saxlund International designs,
manufactures, installs and commis-
sions innovative materials handling
solutions from concept stage to
installation and provides compre-
hensive site services. Its materials
handling expertise, honed in the
rugged environment of biomass and
waste water, has enabled it to pro-
vide complete project solutions to
this growing industrial sector.
Saxlund has designed and supplied many systems
to handle various types of non-free-fowing alternative
fuels: these include solid recovered fuel (SRF), refuse-
derived fuel (RDF), whole used tyres, chopped tyres,
meat and bone meal (MBM), waste wood chips, as well
as a variety of other chopped or granular combustible
waste products.Te key constituents of Saxlund Inter-
nationals fuel handling solutions are best described as a
fve-step process:
1. Reception: Te SAX-TDS is designed to allow walk-
ing foor trailers to reverse, dock into the system and
discharge materials without spillage into a convey-
ing system. Te SAX-TDS utilises screw conveyors to
meter the material as it is removed from the trailer and
discharge into a chain or belt conveyor for transporta-
tion onto the next process. Te SAX-TDS is supplied
complete with a roller shutter door and an integrated
dust flter to minimise leaks into the environment.
2. Material Separation: Star/Disc Screens are primar-
ily designed to handle pre-shredded or pre-screened
waste. Typically, the waste material will already have
passed through a shredder or a primary screen such as a
trommel, fnger screen or taper slot screen.
From a basic star screen for integration into an exist-
ing line, to a complete turn key solution. Saxlund ofers
a British-designed and manufactured solution.
3. Storage: Over the years, Saxlund has delivered many
storage systems for non-free-fowing materials. With its
industry-leading sliding frame for round silos and its
Push Floors for rectangular silos, Saxlund can handle
almost any difcult-to-handle material.
4. Conveying: As part of its product portfolio, Saxlund
is able to deliver complete systems using screw convey-
ors, chain conveyors and belt conveyors.
5. Weighing and Feeding: High-accuracy weighing
and dosing systems to inject the required amount of
fuel to the kiln. Each system is customised for each
application with reliable accuracy of 0.5%. Large pre-
hoppers with discharge devices can handle the most
difcult of products.
Conclusion
Tere is no going back. AF is here to stay. Te only ques-
tions are how long will it take producers to embrace
technologies and how well placed the emerging mar-
kets are to ramp up substitution rates. A change of diet
means a ftter cement industry all round.
References
World Business Council for Sustainable Developments Cement
Sustainability Initiative (CSI).
Te most recent EIA manufacturing sector survey data are available
in the Manufacturing Energy Consumption Survey (MECS2010). For
more discussion of the industrial sector and individual industries, see
EIAs Industry Analysis Briefs and the Annual Energy Outlook 2013
(AEO2013).
Confederation of Indian Industry (CII) to the Ministry of Environment
and Forests.
1 2
3
4
5
1: Saxlund trailer docking
station.
2: Saxlund push foor
storage bunker.
3: Saxlund reclaim con-
veyor and feed conveyors.
4: Saxlund Star screening.
5: Pre-hopper, weighing
system and burner injec-
tion system.
ELECTRICAL ENERGY
22 globalcement MAGAZINE October 2013
Subscribe Contents Ad Index
Hasan Delikanli, Adana imento San. T.A..
Adana Cements new
499KW solar power plant
I
n Turkey, 62% of installed electrical capacity
comes from fossil fuel plants. In 2012, 73% of
the power generated in the country came from
these plants. Terefore, Turkey has to import
great amounts of resources for power. Increasing the
amount of investments in the feld of renewable en-
ergy is also an important step for Turkey to decrease
its dependence on foreign resources and implement
sustainable policies.
Adana Cements primary mission is sensitivity to-
wards society and the environment. In this regard it
has conducted research towards the use of renewable
energy sources and observed that Turkey has great
potential for the use of solar power. According to the
fgures of Ministry of Energy, the power generation
capacity of Turkey from solar energy is:
Solar energy potential: 380 billion kWh/yr
Average annual sunshine duration: 2640hr
Average daily sunshine duration: 7.2hr
Average annual radiation pressure: 1.31kWh/m
Peak annual radiation pressure: 3.6kWh/m
Photovoltaic power generation
Te most common method of solar power generation is
the photovoltaic method. Tis process uses thousands
of solar cells made from semi-conductors that are
connected to create a solar panel. In order to use semi-
conductor materials, two types of layers, type N (-)
and type P (+) layers are produced via a process known
as doping.
Light particles (photons) hit the type N layer, which
has fve electrons in its outer atomic orbit. Tis causes
one electron to break away towards the P layer, which
has just four electrons in its outer atomic orbit. Tis
is the photovoltaic efect and provides a potential
diference (also referred to as a voltage) across the
solar panel.
By placing wires between the P and N layers, the
solar cell is transformed into a battery with positive
and negative poles. Large quantities of solar cells are
connected with each other through parallel or se-
rial connection and mounted on a surface. Tis new
structure is called solar panel, solar module or pho-
tovoltaic module.
Solar panels are manufactured in three
diferent structures: monocrystal, polycrystal
and thin-flm. Te efciency of the photo-
voltaic solar power plants (SPP) difers between
15-20% according to the efciency of the sys-
tem and the location of installation.
Te current generated with photovoltaic sys-
tem is Direct Current (DC) and the output
voltage of each module is between 12-1000V.
Below: Solar radiation
pressure map for Turkey.
Adana Cement is located
in the central southern
region of Adana.
Global energy demand rises by 1.6%/yr, while
the population increases by around 1%/yr. The
need for renewable energy sources to satisfy
this increasing demand while implementing
sustainable global environmental policies is
evident for all countries. To this end, Adana
Cement has recently completed the installation
of a new photovoltaic solar power plant that will
provide signifcant energy and CO
2
savings in
the coming years.
1400 - 1450kWh/m
2
1450 - 1500kWh/m
2
1500 - 1550kWh/m
2
1550 - 1600kWh/m
2
1600 - 1650kWh/m
2
1650 - 1700kWh/m
2
1700 - 1750kWh/m
2
1750 - 1800kWh/m
2
1800 - 2000kWh/m
2
Above: Adana Cements
499kWp solar power
plant began operations
on 8 May 2013.
Adana Cement
Photovoltaic solar panels are connected in series via
inverters. Te generated DC voltage is converted into
AC voltage in equal amplitude, frequency and electri-
cal angle with the line voltage and transferred to a local
line or the grid. Te output voltage of the inverter is
generally 230V, 400V or 500V. Connections at higher
voltages are also possible with step-up transformers. If
the generated power needs to be used at diferent time
periods, it can be stored using accumulators.
499kWp solar power plant at Adana Cement
Adana Cement, an Oyak enterprise, decided to estab-
lish a photovoltaic solar power plant with an installed
capacity of 499kWp (kilo-Watt peak) in accordance
with its principles of environmental sensitivity, power
saving, and sustainable efciency.
Te frst solar power plant to be approved by
TEDA, Turkeys national electrical distribution com-
pany, the bid for the plant was conducted in July 2012
and the plant commenced operation on 8 May 2013.
Te facility is expected to meet the 42% of the elec-
tric energy in the general administrative expenses
of the Adana Cement plant and 82% of the general
administrative electricity expenses of the skenderun
grinding facility. Additionally, with the establish-
ment of the plant, 409,200kg/yr of CO
2
emissions
will be averted. Tis is equal to the amount of CO
2
consumed by 409 trees in a year.
Project information
Solar Panels: A total number of 2088 polycrystal
solar panels were used in the project. Each panel
power is 240Wp. Panel voltage is 30V at maximum
power and the maximum current is 7.96A. Te panels
were manufactured in China by Zhejang University
Sunny Energy.
Inverters: Te inverters are used for transforming the
DC electricity signal generated by the panels into AC
current to match the frequency, amplitude and phase
angle of the main electrical line. Tanks to this feature
of the inverters, there is no need for an additional syn-
chronisation circuit. Tere are 30 inverter units used in
the plant and each of them has a power of 17kW.
Te inverters, which were manufactured in Ger-
many, communicate with each other over an RS
interface. Information on all elements of plant opera-
tion can be obtained online by operators, including the
total generation of the system. Each inverter has four
groups of 18 solar panels connected to it.
Te efciency of the
inverters is 98%. Other
summary information can
be seen in the table below.
Grid connection
Te system is connected to
the Adana Cement plant
line, which operates at
400V. Te generated power
will be consumed within
this distribution system.
Te system production is
monitored by TEDA over
an automated meter system
and can be seen online.
Return on investment
Te return on investment is estimated as 11 years.
References
Communiqu on the Generation of Electricity without License; Com-
muniqu on the Solar Power Generation Facilities; Communiqu on
the Implementation of Regulation on Generation of Electricity in the
Energy Market without License; www.euas.gov.tr- EA Electric-
ity Production Sector Report; www.enerji.gov.tr - R.o.T. Ministry of
Energy; www.emo.org.tr - Chamber of Electrical Engineers; www.
teias.gov.tr; Solar Electric Power Association (SEPA); Solar Electric
Industries Association (SEIA); www.iea.org International Energy
Agency; Dnya Gazetesi (daily); 13 July 2012; www.spenerji.com.
tr - SP Energy; www.technologyreview.com/spain/solar; www.solara-
cademy.com; www.sma.de.
ELECTRICAL ENERGY
Above: 17kW SMA Inverter.
globalcement MAGAZINE October 2013 23
Input (DC) Value
Max. DC power (@ cos = 1) 17,410W
Max. input voltage 1000V
MPP voltage range / rated input voltage 400-800V / 600V
Min. input voltage / Start input voltage 150V / 188V
Max. input current output A / input B 33A / 11A
Output (AC) Value
Rated output power (@ 230V, 50Hz) 17,000W
Nominal AC voltage
3 / N / PE, 220 / 380V
3 / N /PE, 230 / 400V
3 / N / PE, 240 / 415V
Rated power frequency / rated power voltage 50Hz / 230V
Power factor at rated output power 1
Left: Inverter features.
Left: Online automated
reading system.
Far left: Image of of-line
test screen
Standard Industrie International
Standard-Industrie:
Success with the
AIRCHOC air cannon
24 globalcement MAGAZINE October 2013
BULK HANDLING
B
ulk handling problems are numerous in the cement
industry. Tey can interfere with the proper func-
tioning of installations and can become a risk for the
staf. Te range of products ofered by Standard Indus-
trie International meets the needs of many industries,
especially the cement industry.
Concretion phenomenon in the cement-
making process
Build-ups are a major obstacle at diferent points of
the cement making process. Tey disrupt the func-
tion of the installations and, in order to limit their
occurrence, cement plant operators regulate diferent
parameters such as: Te composition and particle size
of material input feeds; Levels of chloride and sulphate
in fuels; Combustion conditions at the tail pipe and;
Kiln temperature.
Unfortunately these actions alone cannot completely
avoid the concretion phenomenon in certain areas like
the preheater tower with the kiln entry, the gas outlet
pipe, the cyclones, the raw mill chute and the smoke
chamber. Such measures cannot prevent concretion in
the bypass, the cooler or tail pipe.
Reduction of operational risks
Some build-ups can be partially
eliminated without stopping
production. Unfortunately, this op-
eration can be a real danger for the
operators and involves a temporary
decrease in production capacity.
For some areas of the process,
operators have the possibility to
intervene afer the problem occurs
by using manual pokers or high-
pressure lances. During such operations,
the air goes into the process and gener-
ates chemical reactions that can contribute
to the formation of other build-ups. Tis is a
vicious circle that creates a further reduction in
production capacity.
Tese interventions do not necessarily require
stoppage of the installation but the operators take
considerable risks in terms of exposure to high tem-
peratures, high pressures and risks such as large blocks
of material falling from equipment. A large number of
incidents are reported every year but the implementa-
tion of an appropriate device like the Airchoc enables
these to be limited.
The AIRCHOC: Power and precision
for the customer
Te Airchoc is a pneumatic declogging device that
is specially developed to break bridges and rat-holes
in storage silos and hoppers. Its application has been
broadened for more than 35 years to the removal of
build-ups in technical processes such as cement plants,
lime works, steelworks, incineration plants, power
plants and other similar installations.
Te Airchoc uses a compressed air capacity of
1 - 400L according to the type of application. Te air is
released instantly through a large outlet that is directly
Above: The Standard
Industrie AIRCHOC
Wireless air cannon.
Standard Industrie International,
founded in 1978, is involved in the
design and manufacture of equipment
that facilitates the storage, fow and
conveyance of powders and bulk
products. It has built its success on the air
cannon AIRCHOC, the global reference in
terms of declogging.
Subscribe Contents Ad Index
BULK HANDLING
connected to the storage unit. Te obtained efect cor-
responds to a defagration due to the brutal release of
compressed air.
Standard Industrie International has also developed
a wireless version of the Airchoc in order to limit cable
trays and control up to 128 Airchoc units remotely
from the same control panel.
Te Macsys was also designed using Airchoc
technology. Tis multi-output air cannon, along with
stainless steel reinforced hoses, enables operation in
very hot or difcult-to-access areas while ensuring
operator safety. A clever combination of the number of
outputs and their nominal diameter helps to better ap-
prehend the distance between the Macsys system and
the area to unclog without loss of efciency.
For two decades, Standard Industrie has diversifed
and developed new products to the commercial market
with four ranges:
Declogging of storage units: Te Airchoc and the
Macsys (multi air cannon system) are preventive so-
lutions that can overcome blockages of any kind and
optimise productivity thanks to an almost entirely
recovered storage capacity. Always willing to innovate,
Standard Industrie International also developed the
products of its declogging range into a wireless version.
Optimisation system for conveyor belts: Te
Liftube optimises the sealing of any conveyor belt,
reducing dust emissions and maintenance costs while
providing full safety.
Industrial vacuum cleaning: Cleaning systems with
a range of products from 3-300HP, electric or diesel,
fxed or mobile units or trucks. Tis range of industrial
vacuum equipment is available to companies wishing to
work in a clean and safe environment.
Cleaning intervention: In order to solve its customers
blockages and concretion issues, Standard Industrie In-
ternational has reinforced its range with the Gironet
and the Powernet. Tis is designed to complete the
cleaning of storage units without any human interven-
tion inside the units.
At customers sites
Rida AHIB, Standard Industrie Internationals repre-
sentative in the Middle East, recently sold four Macsys
Wireless, two with eight heads and two others with fve
heads, to a Turkish cement plant operated by a large
French cement manufacturing company.
Afer two visits, accompanied by the Export Manager
and the Product Manager, the Macsys Wireless solu-
tion was chosen to end clogging issues on the riser duct.
Te centralised actions have considerable advantages
in terms of maintenance, unlike other multi-output air
cannons sold on the market.
Another argument is from a safety standpoint. Being
away from the high temperature area provides protec-
tion for the staf and the equipment. Added to this is
the autonomy of the Macsys, which requires no pre-
existing structure for installation.
Te client, which already used an Airchoc system
in the past, is fully satisfed with the Macsys. Te spare
parts are the same for both products, which allows time
saving in terms of supply and maintenance.
Recently, in Egypt and Tunisia, 20 Airchoc and
40 Airchoc Wireless were installed respectively in
renowned cement plants. In recent years, the same
plants had already been using Airchoc technology to
overcome blockages in their towers. Satisfed, they have
renewed their collaboration with Standard Industrie In-
ternational with the installation of air cannons in areas
that were not previously covered.
Tese two customers, globally-recognised cement
producers, also use the services of Standard Industrie
International for their industrial vacuum units. Tey
plan to assign other projects in terms of industrial
cleaning and declogging of silos and coolers.
Conclusion
Installed at the largest cement manufacturers, but also in
nearly 60 industries, the declogging devices of Standard
Industrie International have been proven worldwide.
Te Airchoc technology is now established as
a benchmark.
Supplemented by three other lines, the solutions
ofered by Standard Industrie International answer
all the bulk handling problems that may arise in the
cement industry.
Below: A MACSYS Wire-
less that was recently
installed at a Turkish
cement plant operated
by a French company.
globalcement MAGAZINE October 2013 25
Aadesh Industrial Corporation
A
adesh was established in 2003 and is an Indian
supplier of bellows and expansion joints. It lists
the massive Indian cement industry as
among its highest priorities. It produces
single, double, pressure-balanced and
universal expansion joints.
Aerosun-Tola
Expansion Joints
A
erosun-Tola is a Sino-Japanese joint-venture
between AEROSUN Corporation and TECH-
NOFLEX Corporation. It is one of the leading
expansion joint manufacturers in China,
the largest cement industry in the world.
Te company has supplied both metal-
lic and non-metallic expansion joints
for cement plants since 1987, including
major projects in China.
Aerosun-Tola supplies metallic
and non-metallic expansion joints for
material drying, raw materials and ce-
ment powder mill systems, the inlets and
outlets of pipes at various stages of cyclone preheaters
and reinforced suspension preheaters, the outlets of
blowers in clinker cooling systems, the inlet and outlet
pipes of blowers in material and coal feeding systems,
precipitator exhaust systems, coal preparation systems,
water supply and sewage systems, heating systems and
miscellaneous pipework.
Aerosun-Tola has expansion joint references with
the owners of major cement projects including Anhui
Conch, Lafarge, Colacem (Tunisia), Domicem (Do-
minican Republic), Holcim and several customers in
Iran. It is a regular sub-supplier to CBMI and Sinoma,
the two largest cement contractors in China.
Bikar Expansion Joints
B
ikar, present in 25 countries and active for over 75
years, is a member of Spains LEIMOTIV Group.
It ofers rubber, fabric and metal
expansion joints for the cement in-
dustry as well as dismantling joints
and consulting services.
Its B-Flex, BL-Flex and
BF-PPS rubber products ofer high-
resistance to chemical attack and
can accommodate the high level of
vibration experienced in cement plant applications.
For high temperature streams in cement plants the
BF-TU, BF-TB and BF-TS fabric joints can be used. For
higher temperature and pressures, a range of
10 metal expansion joints is available.
Bikar manufactures two types of dis-
mantling joints: A standard metal-made
dismantling joint and a new construc-
tion that Bikar says incorporates the
advantages of an expansion joint with the
functionality of a dismantling joint. Tis
product is shown lef.
DME Expansion Joints
D
ME Expansion Joints is a US-based supplier of
a wide range of rubber and plastic-based expan-
sion joints for a variety of diferent industries. It has 10
broad classes of expansion joint: 1. Bellow capsules,
2. Exhaust expansion joints, 3. Externally-pressurised
expansion joints, 4. Pump connectors, 5. Ducting
expansion joints, 6. Expansion joint accessories, 7.
Expansion compensators, 8. Single bellow expansion
joints, 9. Turbine expansion joints, 10. Universal
bellows expansion joints, with a total of 65 diferent
expansion joint products.
Global Cement staf
Expansion joints in the
cement industry
26 globalcement MAGAZINE October 2013
EXPANSION JOINTS
Subscribe Contents Ad Index
Expansion joints are incorporated into pipes and ducting
in cement plants to accommodate not only thermal
expansion and pressure changes but also to protect
against vibration damage. Here Global Cement looks at the
suppliers that provide expansion joints to the industry...
Right: An Aadesh
metal expansion joint.
Right: Bikars latest
design combines aspects
of dismantling joints
and expansion joints.
EagleBurgmann
E
agleBurgmann is one of the worlds top suppli-
ers of sealants and sealing technology, ofering
mechancal seals, magnetic couplings, foating ring
seals, packaging and gaskets as well as 37 diferent
types of expansion joint.
For the cement industry EagleBurgmann recom-
mends four expansion joints that
fnd their applications in diferent
parts of a cement plant. FlexGen
joints fnd use in fltration appli-
cations and precipitation systems,
scrubber units and stacks. Its
Fluafex joints can be used in
heat-exchangers (for example in
a waste-heat recovery system),
as well as fue gas systems, coal
feeding systems and fltration/
precipitation solutions. Fluastal joints can be applied
to equipment connected to the kiln and clinker cooler.
EagleBurgmanns KE-Flex expansion joints fnd use in
ash transport systems, coal mills, vibrating conveying
systems and air transport lines.
Flue Gas Solutions Inc
F
lue Gas Solutions, based in the USA, says that it
can design and fabricate expansion joints for cli-
ents that are made from virtually any workable metal.
It makes bellow expansion joints and joints for fue gas
carriers and gas turbines as well as associated ducting.
It has various references in the cement industry.
Hunter Expansion Joints
H
unter Expansion joints makes expansion joints
that cater to a wide range of cement plant re-
quirements. Tese include: cement kiln outlets, main
kiln outlets, raw mill outlets, clinker cooler outlets,
fnish mill outlets, alkali bypass ducts, spray tower in/
outlets, cyclone in/outlets, separator outlets, ID fan
in/outlets, precipitator in/outlets and heat exchanger
in/outlets.
Keyser Technologies Pte Ltd
S
ingapore based Keyser
Technologies entered the
expansion joint supply market
when it was formed in 1995. Four
years later in 1999 it expanded
into production of metal expan-
sion joints. It produced its frst
Keyfex expansion joint in 1999
and now makes six metal, 31
rubber and four fabric Keyfex
products as well as Keyfex high-
pressure fexible hoses.
Mech-Well Industries
With over 15 years of experience in the production of
a variety of expansion joints, Mech-Well Industries
(MWI) produces for cement plants, chemical facili-
ties and power generation units. It ofers metal-based
rectangular expansion joints to compensate for axial
and lateral movements that cover a wide range of
operating conditions.
MWI also makes fabric joints
for high-temperature applications
of up to 1000C and Tick Bar-
rier, a zero-porosity barrier that
ofers very high levels of protec-
tion against chemical attack.
Sacome
S
acome is a Spanish producer that ofers nine types
of expansion joint for cement plant applications.
Tese include: axial expansion joints, lateral expan-
sion joints, pressure-resisting gimbal expansion joints,
hinged expansion joints, pressured-balanced expan-
sion joints, thick-wall expansion joints, rectangular
expansion joints, joints for heat exchangers and rein-
forced expansion joints.
Softt Bellows
Soft Bellows is an Indian manufacturer of a wide
range of products for ducting applications, including
client-specifc air handling expansion joints.
globalcement MAGAZINE October 2013 27
EXPANSION JOINTS
Left: A gimbal joint
produced by Sacome.
Left: Fabric expansion
joint made by MWI.
Left: Softt Bellows
metal expansion joints.
Compiled by Global Cement staf
Pneumatic conveying round-up
28 globalcement MAGAZINE October 2013
PNEUNATIC CONVEYING
Subscribe Contents Ad Index
Here Global Cement looks at suppliers of pneumatic
conveying equipment to the cement industry.
Above: Part of an Air
Dynamics pneumatic
conveying system.
Air Dynamics
Industrial Systems
S
ince the 1980s Air Dynamics has been
involved in the transport of air and gas
streams in industrial applications. It uses
automated processes as much as possible,
which allows for its systems to be as efcient
as possible.
In addition to this, Air Dynamics says
that its optimum pneumatic conveying
lines are designed to consume signifcantly
less energy than competing systems on the
market. Tis results in lower electrical de-
mand and reduces associated maintenance.
It also makes extensive use of 2D and 3D
design sofware to tailor-make systems to
meet individual client needs.
Air Dynamics brands include its Air
Wolf Downdraf Tables, Desert Wind
Environmental Test Chamber and Pleco
Portable Vacuums.
Air Tec Systems
A
ir Tec Systems produces
a range of blowers for
pneumatic conveying systems
in addition to air knives and air
heating equipment. Its blowers
for product transport include the
RT range of side channel blowers
and a large range of centrifugal
blowers that are robust, corro-
sion resistant with epoxy resin
coated cast aluminium hous-
ings that are suitable for the
demanding conditions seen in
cement plants. Stainless steel or corrosion-resistant
polypropylene housings are also available.
Claudius Peters
G
ermanys Claudius Peters is a supplier of a wide
range of conveying equipment and bulk han-
dling solutions. Te company says that its pneumatic
X-Pump solution is the optimum solids feeder for a
wide range of applications, including silos, preheaters,
pre-calciners and ship (un)loaders. It can, for exam-
ple, transport cement at 400t/hr over distances of up
to 1500m. Claudius Peters also produces air-lifs, blow
feeders and jet-feeders.
Flexicon Corporation
F
lexicons Pneumatic-Con dilute phase pneumatic
conveying systems range from single-point up-
and-in installations to cross-plant systems with
multiple pick-up and discharge points and automated
Below: A fy-ash
conveying system
installed by Gericke at
ENCI Maastricht.
Above: An Air Tec Systems centrifugal blower.
controls. Te systems move bulk materials that are sus-
pended in an air stream that is introduced by a positive
pressure blower upstream of material intake points, or
by a vacuum pump that removes air from the system
downstream of material discharge points. Material is
separated from the conveying air at the use point, then
discharged on a batch basis via butterfy or slide gate
valves, or continuously via rotary airlock valves.
Te company highlights the ranges efciency, sim-
ple installation, ability to handle products of diferent
densities, sizes and shapes and high reliabilty among
its strengths.
Gericke
G
ericke provides conveying equipment for a vari-
ety of mineral and chemical industries. For the
cement industry it recommended the use of its dense-
phase conveyor for fy-ash transport at the ENCI
Maastricht plant in the Nether-
lands. Te Gericke conveyor,
when heavily loaded, reduces
the air requirements by 45-
50% when compared to other
orthodox systems.
In a separate instal-
lation, a dense-phase
Gericke PTA pneumatic
conveying system was
used for transport of
limestone in a limestone
processing plant.
Macawber Group
M
acawber ofers a number of
low-velocity, dense-phase
pneumatic conveyors for a number
of cement-relevant applications.
Specialised in long distance conveying of ce-
ment and certain other fne powders, its Cementveyor
is an easy retroft to an operation accustomed to the
use of screw pumps. Smaller compressors are required,
which means higher energy savings. Macawber says
that its design eliminates the need for a screwpump,
allowing efcient, high-velocity cement powder
transport. Te compact size of its models make
retroftting out-dated conventional machinery eco-
nomically feasible.
Pneucon Process Technology
P
neucon is an Indian producer of pneumatic con-
veying equipment with lines in cement and fy-ash
feeding machines for cement blending and ready-mix
concrete production. It also produces a self-contained
dry mortar plant. Te company ofers a wide range of
equipment for pneumatic conveying needs, whether
for automated refll of feeding systems or as standalone
conveying applications.
Schenck Process
S
chenck Process is a diversifed supplier to many
industries. Its cement-relevant pneumatic con-
veying products include the IDMS blow-through
rotary valve, which the company describes as per-
fect for alternative fuels. As the inline feeder
for pneumatic conveyance, the IDMS
blow-through rotary valve
reliably and smoothly runs
at a conveying pressure
of up to 300mbar. Te
valve design, compris-
ing upstream scraper
and special blade,
removes foreign parts
and oversized parti-
cles before the rotary
valve chamber is closed,
thereby reducing blockages to
a minimum.
Schenck Process also produces a
range of accessories for dense-phase
pneumatic conveying processes, in-
cluding dump valves, terminal boxes,
tube valves, rotary vent valves and dome-
type switch valves.
Unicon
U
nicon cyclones and multicyclones are used
for collection of coarse dust particles in the
cement and steel industries. Its cyclones are de-
signed to remove dust with an emission level up to
200mg/m
3
. Te pressure drop across the cyclones are
as low as 50-100mm WG resulting in energy savings.
For high dust loading condition they act as a
primary fltering system before the bag flter or
electrostatic precipitator. Tey do not require any
maintenance. Multicyclones are ofered to handle
larger volumes of hot gas and to achieve better operat-
ing efciencies. Rotary air lock valves or double fap
valves are used as discharge devices to these cyclones.
In addition, Unicon provides service capabilities
to customers including a wide range of cement plant
refurbishment services in the pneumatic sector and
other areas of the plant.
PNEUMATIC CONVEYING
globalcement MAGAZINE October 2013 29
Left: The IDMS blow-
through valve from
Schenck Process.
Left: The Macawber
Cementveyor.
C
embureaus priorities focus on the need to maintain
a competitive environment in which the industry can
innovate, both in terms of its processes and its products.
Another priority that deserves highlighting, is the strong
attention for the potential impact of the cement industrys
activities on peoples health and the environment. It is
in this respect that Cembureau is an active participant
together with the Cement Sustainability Initiative (CSI)
to the Global Mercury Partnership, through the Cement
Manufacture Partnership set up under the auspices of
United Nations Environment Program (UNEP). Te goal
in the Global Mercury Partnership is to protect human
health and the global environment from the release of
mercury by minimising global anthropogenic mercury
releases to air, water and land.
In the European Union, mercury and its compounds
are already subject to regulations designed to protect
human health and the environment. Te EU has been a
key player in the negotiations on a global legally binding
instrument on mercury, known as the Minamata Conven-
tion on Mercury and the Council of the European Union
is about to authorise signature of the Convention.
Te Global Mercury Partnership was set up as one
of the main mechanisms to deliver immediate action
on mercury in various industry sectors on the manage-
ment of mercury emissions. Te Cement Manufacture
Partnership area has worked on a business plan that
outlines cost-efective approaches that the Partnership
area will undertake in order to achieve reduction in
mercury emissions.
During the launch of the Cement Manufacture Part-
nership on 18 June 2013 in Geneva, three main priority
areas where identifed:
Inventories: While it is acknowledged that cement con-
tributes to anthropogenic mercury emissions, there is a
wide variety in emission inventories from various sources.
A better understanding of the true sectoral emissions
could be achieved through the establishment of a database
for plant information.
Development of guidelines to assist cement plants in
reducing their mercury emissions: Tese guidelines
would address issues such as the screening of raw mate-
rials, since their inputs are typically the most important
factor in determining emissions. Use of a mass balance
approach as a tool to reduce mercury emissions and an
analysis of abatement technologies available.
Outreach and communications: increasing awareness
within the cement industry on reduction measures and
most appropriate techniques available and disseminate
information on case studies.
Cembureau is committed to contribute its expertise to
this important initiative together with its global partners.
O
n 8 July 2013 the European Commission published
its roadmap for determining the list of sectors and
subsectors deemed to be exposed to a signifcant risk of
carbon leakage for the period 2015 2019. Te roadmap
notes that determining a new list is a legal obligation and
outlines areas where choices would need to be made.
Tese include the carbon price to be used for the cost cri-
terion calculation representing Euro/t of CO
2
, as well as
the auctioning factor to be used in the cost criterion calcu-
lation representing the share of allowances a sector would
need to surrender in order to comply with the Emission
Trading Scheme (EU-ETS) if it was not deemed at risk of
carbon leakage.
Te Commission Impact Assessment steering group
started its work in May 2013, with several Directorate
Generals involved in the impact assessment. Cembu-
reau looks forward to working with the Commission on
this issue, as well as participating in bilateral meetings
and stakeholder discussions. Te Association has also
responded to a Commission consultation on behalf of
its Members.
The View from Brussels
Koen Coppenholle Chief Executive of CEMBUREAU, the European Cement Association
VIEWPOINT
30 globalcement MAGAZINE October 2013
Subscribe Contents Ad Index
NEWSEUROPE
globalcement MAGAZINE October 2013 31
HARDTOP
Bimetal Castings provide
high wear resistance
increased durability
reduced overall costs
high efficiency
reduced expense for maintenance
minimised downtime
raised production
added profit
OUR
CUSTOMERS
PLAY FIRST
FIDDLE
phone: +49 (0) 391 532969-0
fax: +49 (0) 391 532969-21
e-mail: sales@hardtop-gmbh.com
web: www.hardtop-gmbh.com
Agnetenstrasse 14
D-39106 Magdeburg
Germany
Eurocement to invest in Ryazan plant
Russia: Eurocement Group has announced that it will in-
vest Euro203.9m on the upgrade of its afliate company
Mikhailovskcement, which is located in the Ryazan Region
in the west of Russia. Eurocement said that the upgrade
will see the Mikhailovskcement plant rise to 3.6Mt/yr from
1.9Mt/yr with a new dry-process cement kiln line. A time-
scale for completion of the upgrade was not given.
MPA calls for UK to Cement the Future
UK: The Mineral Products Association (MPA), which pro-
motes the interests of the cement industry in the UK, has
launched a landmark document for the UK cement industry,
Cementing the Future Sustaining an Essential British Indus-
try. The new publication sets out to explain the importance
of cement and concrete to the UK economy and society and
draws attention to the vulnerability of the industry to over-
seas competition unless the government acts to create a
level playing feld in terms of the cost of regulation and uni-
lateral green taxes that overseas competitors do not face.
Cement is a key constituent in concrete, the most widely
used man made substance on the planet, and underpins
our economy and everyday life, said Dr Pal Chana, Executive
Director of the MPA. Our shops, factories, ofces, homes,
schools, hospitals and much more all depend on this criti-
cal material, yet the industry is struggling to compete in the
face of ever increasing costs, some of which are centrally
imposed by government. Our strategic signifcance to the
economy cannot be overstated.
The governments own economic growth plans are
predicated on a substantial increase in the construction
of infrastructure and housing, and cement and concrete
are going to be needed for both, continued Chana. We
cannot allow the supply of this essential material to be left
to the vagaries of the international trading markets, espe-
cially when we have a deep-rooted industry here in the UK
with factories in mainly rural locations that provide much
needed jobs.
Cementing the Future calls on the government to: rec-
ognise the industrys strategic signifcance and potential
to generate economic growth; acknowledge the industrys
role in delivering a low-carbon future for the UK; deliver
an economic climate of investment security and reduce
regulatory uncertainty in the industry; reduce the cumula-
tive cost burden on the industry and; lift unilateral green
taxes. In return, the industry will deliver: a secure supply of
quality-assured cement made in the UK; commitment to the
UK governments infrastructure and built environment pro-
gramme; continued investment in the future of a healthy
domestic cement industry; sustained employment at the
UKs network of cement plants and the supporting supply
chain and; a planned reduction of 81% in greenhouse gases
as detailed in its Carbon Roadmap to 2050.
The UK cement industry has provided an essential ma-
terial for the built environment for over 100 years. Working
with government, we can continue to make a vital contribu-
tion to development and cement the future of an essential
British industry, concluded Chana.
Subscribe Contents Ad Index
Eurocement plans for the future...
Russia: Eurocement Group has seen a 7% increase in cement
shipments in the frst six months of 2013. In the frst six months
of 2013, cement production by the holding companys 16 plants
based in Russia, Ukraine and Uzbekistan came to more than
11.5Mt. Growth in cement shipments to all customers was 7%, a
1Mt increase year-on-year.
At present, Eurocements production capacity enables the
holding company to provide high quality cement to global
projects of any complexity or scale, said Eurocement President
Mikhail Skorokhod. The holding companys output enables it to
build 100 million m
2
of residential facilities, 20,000km of roads
and 67 million m
2
of industrial infrastructure per year.
Speaking of the groups plans for the coming years, Skorok-
hod said, Eurocement Group plans to radically modernise its
existing production facilities and increase its dry-mix produc-
tion share from 25% to 100% by 2018. This will make it possible
to considerably enhance energy efciency of production and
increase the holding companys cement production capacity by
4Mt/yr. In addition, the modernisation provides for hefty invest-
ment in personnel training for people who will use the worlds
most state-of-the-art equipment.
...as it fghts cement imports to Russia
Russia: Eurocement Group has said that its Podgorensky ce-
ment plant will fght imports from Turkey and Iran. The Russian
cement producers plant in the Voronezh Region in the south of
the country will help to replace 80% of imports from these coun-
tries, said Eurocement president Mikhail Skorokhod in a press
conference reported upon by the Moscow Times.
If you look at the southern ports, youll see that the amount
of incoming cement has fallen sharply, said Skorokhod. That
is because the Podgorensky plant came into being. He added
that the customers agreed to switch to the more expensive
Eurocement products after the company convinced them of
their higher quality.
Imports accounted for almost 8% of the 65.2Mt of cement
that the Russian market consumed in 2012, an increase from
5% in 2011. Skorokhod said Irans state-owned companies were
able to ofer lower prices because they receive subsidies from a
government that is under US-led trade restrictions. Eurocement
may also turn to the World Trade Organisation for an anti-
dumping investigation.
Portugal and Angola knock frst half for Semapa
Portugal: Poor cement sales in Portugal and Angola have reduced
Semapas net proft by 52.3% year-on-year to Euro39.3m for the frst
six months of 2013 from Euro82.3m in the same period
of 2012.
Sales in Portugal fell by 15.2% to Euro82.2m for the
period and sales in Angola fell by 20% to Euro11.6m. In
Portugal Semapa blamed the on-going decline in the
construction sector. In Angola it blamed imports from
China. Despite political instability and regional variation
in Tunisia, sales rose slightly by 0.5% to Euro36m for the
period. Sales in Lebanon rose by 5.4% to Euro44.7m.
Overall the Portuguese conglomerate, which holds
businesses in cement, pulp and paper and environ-
mental services, saw its sales rise by 4.5% year-on-year
to Euro990m for the frst half. Earnings before interest,
tax, depreciation and amortisation (EBITDA) fell by 11.6%
to Euro202m.
NEWSEUROPE
32 globalcement MAGAZINE October 2013
CRH slips into the red in frst half of 2013
Ireland: Irish cement conglomerate Cement Roadstone
Holdings (CRH), has released its results for the frst half of
2013, which show that it made a loss of Euro7.1m before tax
for the six month period. This compares to a Euro102m pre-
tax proft in the frst half of 2012. Its operating proft came
in at Euro41m, down from a restated Euro162m operating
proft in the frst half of 2012.
Commenting on the results, CRHs Chief Executive Myles
Lee said, Although recent economic indicators suggest that
the Eurozone may be emerging from recession, overall con-
struction activity remains weak and we expect challenging
trading conditions in Europe for the remainder of 2013. In
the United States, economic growth is estimated to have
strengthened over recent quarters and we expect second
half EBITDA to be ahead of last year.
Overall for CRH, we expect EBITDA for the second half
of the year to be in line with 2012 (Euro1.04bn), continued
Lee. The group continues to focus on cost management,
operational excellence, value-adding acquisitions and
strong cash generation and is well-positioned to progress
as markets recover.
CRHs sales revenue was down by 3% (by 6% on a like-
for-like basis). This was made up of 7% year-on-year fall in
the four months to April 2013, moderating to a 3% decline
in May and June 2013.
CRHs earnings before interest, tax, depreciation, am-
ortisation and impairment charges (EBITDA) amounted to
Euro400m. Its frst half acquisitions/investments came to
Euro470m and it made Euro202m from asset disposals.
Cimpor improves in frst half of 2013
Portugal: Cimpor has reported that its sales rose by 19.6%
year-on-year to Euro1.30bn for the frst six months of
2013 from Euro1.09bn in the same period in 2012. It at-
tributed the rise to increased
sales of cement and clinker
from business expansion
in South America following
assets brought in by owner
InterCement.
The subsidiary of
Brazils InterCement saw
its volumes of cement
and clinker rise by 4.1%
to 13.5Mt from 12.9Mt.
Earnings before interest, tax,
depreciation and amortisation (EBITDA) rose by 6.3% to
Euro284m from Euro267m. It decreased its net loss by
63.5% to Euro74.8m from Euro204.8m.
CIFA celebrates 85 years
Italy: Construction equipment and machinery manufacturer
CIFA celebrated its 85th year of business on 12 September 2013.
In attendance at a ceremony held at the company headquarters
in Senago were the companys senior management, the CEO of
CIFA Davide Cipolla and the President of Zoomlion Zhan Chunxin.
Highlights of the celebration included the inauguration of a
company museum and showroom and the publication of a his-
tory of the company entitled CIFA: The winning anomaly. The
company also inaugurated the TEC (Testing European Centre), a
centre where experimental activities and tests are carried out on
machine bodywork and components. Other on-going activities
for the anniversary included an in-house design centre that was
launched earlier in 2013 as part of the anniversary and a facelift
of the company headquarters due for completion in the autumn
of 2013.
Bill Brett appointed
chairman of MPA
UK: Bill Brett has been ap-
pointed as the chairman of the
Mineral Products Association
(MPA) for the next two years to
2015. He will succeed Dyfrig
James. Brett, the chairman of
Brett Group, has a wide range
of commercial interests and
industry involvement.
Members have ap-
preciated Dyfrigs inclusive
approach and the eforts he
has made to engage with all
parts of the MPA, particularly
in the regions and of course
his beloved Wales, said Nigel
Jackson, chief executive of the MPA. The MPA would like to thank
Dyfrig for all his eforts and wish Bill Brett every success for his two
year tenure.
NEWSEUROPE
globalcement MAGAZINE October 2013 33
FLSmidth sees order intake fall
Denmark: The Danish cement plant manufac-
turer FLSmidth has announced that its total
order intake fell by 22% to Euro1.43bn in the frst
half of 2013 from Euro1.83bn in the frst half of
2012. However, its revenue increased by 16% to
Euro1.62bn from Euro1.41bn.
Earnings before amortisation and impair-
ment of intangible assets (EBITA) decreased by
45% to US$72.5m from Euro131.9m in the frst
half of 2012. FLSmidths proft decreased by 62%
to Euro23.7m from Euro62.2m in the frst half
of 2012.
Looking towards the rest of 2013, FLSmidth
said that, over its entire operations (which now
includes recent acquisition Cembrit), it expects
consolidated revenue of Euro3.50-3.75bn. The
launch of an efciency programme is expected
to create a sustainable EBITA improvement of
Euro100m with full-year efect from 2015.
Bill Brett
Refratechnik Group takes over Burton
Germany: The Refratechnik Group, a manufacturer of ceramic refractory
products to the cement and various other industries, has acquired the
facilities of Burton GmbH & Co. KG located in Melle, near Osnabrck,
Germany. Burton will continue business operations under the name Re-
fratechnik Ceramics GmbH with immediate efect, maintaining the jobs
at the Melle site. With the acquisition of Burton, the Refratechnik Group
now has 18 sites on four continents.
As a result of this strategic takeover, Refratechnik Ceramics will
become a market leader and global supplier of refractory products for in-
dustrial furnaces in the ceramics industry. In this feld, the product range
covers wall, roof and car systems as well as furniture for tunnel kilns, in
which products such as refractory ceramics, roof tiles, sanitary ware and
other ceramic products are fred. Burton Kiln Furniture in Hungary, which
was also taken over by Refratechnik Ceramics, primarily produces cast
refractory materials.
Refratechnik Group says that Burtons industrial customer base and
product portfolio is a contribution to Refratechniks constant expansion
of its business operations, in particular in the felds of primary aluminium
and waste incineration.
NOZZLES AND SYSTEMS
F O R G A S C O O L I N G De N O x F G D
Gas Treatment by Lechler
n Gas Cooling Systems complete with nozzles, lances, pumps
and control units for single and twin fluid nozzles
n DeNOx-Equipment for SCR- and SNCR-Processes
with nozzles, lances, pumps and control units
n Wet FGD with nozzles
Semi dry, or dry FGD with nozzles, lances and systems
E ma i l : i n f o @l e c h l e r . d e We b : w w w. l e c h l e r . c o m
Lechler GmbH
Precision Nozzles Nozzle Systems
P.O. Box 13 23 72544 Metzingen / Germany
Phone +49 (0) 7123 - 962 - 0
Fax +49 (0) 7123 - 962 - 301
Q
U
A
LIT
Y
M
A D
E
I
N
G
E
R
M
A
N
Y
VI SI T US AT TCMB 2013
NEWSEUROPE
34 globalcement MAGAZINE October 2013
Europe: Mexican cement producer and Swiss multinational ce-
ment maker Holcim have announced that they have reached
an agreement to conduct a series of transactions in Europe. The
transactions are expected to be complete in the fnal quarter of
2013, subject to regulatory approval.
Cemex will acquire all of Holcims assets in the Czech
Republic, which include a 1.1Mt/yr cement plant, four aggre-
gates quarries and 17 ready-mix plants.
Cemex will sell its assets in the western part of Germany to
Holcim, which include one cement plant and two grinding plants
that encompass a total capacity of 2.5Mt/yr, one slag granulator,
22 aggregates quarries and 79 ready-mix plants. Cemex will re-
tain its interests in other parts of the country.
In Spain, Cemex and Holcim will combine all their cement,
ready-mix and aggregates operations. Cemex will have a 75%
controlling interest over the combined operational assets and
Holcim will control 25%.
As part of these transactions, Holcim will pay Cemex Euro70m
in cash. Additionally, the transactions are expected to generate
synergies that will result in a recurring improvement in Cemexs
EBITDA (earnings before interest, tax, depreciation and amorti-
sation) of US$20-30m, which will begin to be realised in 2014.
When fnalised, this will be an important strategic step that
should allow Cemex to improve its footprint in Europe and it will
consolidate our portfolio in the continent, said Lorenzo H Zam-
brano, Chairman and CEO of Cemex.
This transaction will signifcantly strengthen our presence in
Germany while at the same time giving us the necessary fex-
ibility in Spain, said Holcim CEO Bernard Fontana. Overall, our
footprint in Europe will be considerably strengthened.
Holcim and Cemex to swap assets in Europe
HeidelbergCement releases Sustainability Report
Germany: HeidelbergCement has reduced its specifc net carbon diox-
ide emissions by 21% to 607.5 kg/t of cement since 1990 according to
its 2011/2012 Sustainability Report. Its alternative fuels rate increased
to 21.7% in 2012. This is the ffth sustainability report that the German-
based cement producer has published.
Sustainable business practices are a fundamental condition as well
as an integral component of our business activities and therefore cen-
tral to the activities and decisions of our management teams on the
ground, said Dr Bernd Scheifele, CEO of HeidelbergCement.
Despite increasing its alternative fuels mix, HeidelbergCement re-
ported changes in its traditional fossil fuels mix for clinker production.
Hard coal usage fell but petroleum coke and natural gas saw rises in
usage. NO
x
, SO
2
and dust emissions all fell from 2011 to 2012.
Belgian cement sector fned
Belgium: The Belgian Competition Council has fned
three cement producers and two related organisations
Euro14.7m for restricting competition in the Belgian ce-
ment market. In a statement, the Belgian Competition
Council accused HeidelbergCement subsidiary CBR,
Italcementi subsidiary CCB, Holcim Belgium, FEBELCEM
and the national centre for technical and scientifc
research for the cement industry (CRIC/OCCN) of con-
certed behaviour.
According to the council, the accused parties acted in
a coordinated manner between May 2000 and October
2003 to delay the adoption of a licence and of standards
allowing ground granulated blast furnace slag (GGBS)
to be used as a component for ready-mix concrete. The
cement producers and FEBELCEM sought to protect
their own interests in selling cement for ready-mix con-
crete and CRIC/OCCN aided them in doing this.
The council noted that Irish GGBS producer Orcem
had its import of GGBS to Belgium delayed due to the
anti-competitive practices.
Italcementi lauches i.nova ofer system
Italy: Italcementis Carlo Pesenti (CEO) and Giovanni Ferrario
(COO) launched i.nova, Italcementis new and innovated prod-
uct ofer system, on 19 September 2013. The entire product
portfolio developed by the group, focused on the concept of
diferentiating products by performance, is now available on
the market. The group says that the customer is the hub of the
i.nova system, which is at odds with the traditional commodity-
based approach to cement supply. Italcementi, on the other
hand, ofers a full range of highly-innovative specifc products,
placing the customer at the centre of its marketing strategy. It
implements a system that is designed to simplify the purchasing
process and capitalising on the value of its brand by means of a
language based on structured codes, which are readily compre-
hensible at international levels.
Through i.nova it will be easier for customers to distinguish
and select, for instance, the acoustic products that are grouped
under the i.sound family, or the thermal products grouped
under the i.clime family or again, the special products for water,
grouped under the i.idro family. In addition, a distinct colour and
graphic marking have been given to each performance family
so as to make visual recognition of the product quicker and
easier in all the countries where the group operates.
i.nova revolutionises Italcementis marketing strategy and
approach to sales, reconfrming the groups highly innovative
positioning, explained Carlo Pesenti. Despite operating in what
is referred to as a traditional sector, the company places research,
innovation and sustainability at the forefront of its industrial
strategy, convinced that such values represent a fundamental
lever for consolidating its competitive advantage in the building
industry. In fact, i.nova is the evolution of the last 15 years of
research, during which many unique innovative products have
been developed, such as the photocatalytic cement and the
transparent cement used for the Italian Pavilion in Shanghai.
Lafarge places Euro750m bond
France: Lafarge has announced that it placed, under its Euro Medium-
Term Note programme, a Euro750m bond with a seven year maturity
and fxed annual coupon of 4.75% to institutional investors. The pro-
ceeds will be used to refnance part of Lafarges existing debt.
NEWSEUROPE
globalcement MAGAZINE October 2013 35
New role for Meesak at FLSmidth
Denmark: Cement plant manufacturer FLSmidth has an-
nounced that Virve Elisabeth Meesak has been appointed
to the newly-created position of Group Executive Vice
President, Global Human Resources. She took up the posi-
tion on 1 September 2013. The new role has been created
in an efort to efectively strengthen the FLSmidth Groups
competitiveness by focusing more on strategic human
resource management.
Oyak plans to sell 24% stake in
Aslan Beton to Aslan imento
Turkey: Turkish cement producer Aslan imento said its
parent company Oyak has proposed to sell its 24.24%
stake in Aslan Beton to Aslan for US$4.52m.
After the acquisition, Aslan Beton will become a
wholly-owned unit of Aslan imento while Aslan Beton,
As-san Insaat, Birtas Birlik Insaat and Marmara Madencilik
will be merged under the control of Aslan imento, Aslan
imento said in a bourse fling. The managing board of
Aslan imento will now assess the proposed move.
President approves creation of Belarusian
Cement Corporation
Belarus: President Alyaksandr Lukashenka has approved
the creation of a new cement company, the Belarusian
Cement Corporation. The new holding company is ex-
pected to control three cement manufacturers: Belarusian
Cement Plant in Kastsyukovichy, Mahilyow region, Kras-
naselskbudmateryyaly in Vawkavysk, Hrodna region, and
Krychawtsementnashyfer in the Mahilyow region, as well
as a transport and logistics company.
The Belarusian Cement Corporation is to be estab-
lished in 2014 and attract a strategic investor in 2015. The
establishment of the corporation is intended to decrease
production costs, increase profts and raise exports. After
project capacity is achieved in 2015, the company will
have a cement production capacity of 9.5Mt/yr.
imsas operating proft up by 13%
Turkey: imsa imento has announced that its consoli-
dated net proft surged to Euro82m in the frst half of 2013
from just Euro18.5m in the frst half of 2013, a rise of 343%
year-on-year. Its frst-half performance was mainly driven
by income from investment activities of Euro53.9m com-
pared to just Euro3.4m a year earlier.
imsas operating proft rose by 13% to Euro26.8m in
the six months to 30 June 213 as revenue increased by
18% to Euro176.7m. Its frst-half domestic sales rose by
22% to Euro125.9m, while sales abroad were up by 9.0%
to Euro50.8m.
The companys second-quarter consolidated net proft
jumped to Euro72.8m from Euro15.7m, in the second quar-
ter of 2012. This represents a rise of 363%. Second-quarter
revenue increased by 5.7% year-on-year to Euro105.2m.
NEWSEUROPE
OPEN GEAR DRIVES LUBRICANTS
GEAR FLUID RANGE
Very viscous synthectic oils without solid
lubricant
GRAFOLOG RANGE
Adhesive greases with graphite
W W W . L U B R I L O G . F R
Z.I. des Chasses - 18 rue Nicolas Appert - BP 60261 - 26106 Romans Cedex - FRANCE
T : +33 (0)4 75 45 26 00 - F : +33 (0)4 75 45 18 65 - e-mail : contact@lubrilog.fr
Full range of high performance lubricants
(Approved by FLSmidth and Metso Minerals)
BEFORE
AFTER 1 HOUR
OF USING LUBRICLEAN EP
EXCLUSIVE !
LUBRICLEAN EP
A solvent with
outstanding EP
performance to clean
all the open gear
drives without
production STOP
PRIMING
RUNNING IN
CLEANING
OPERATIONAL
E X T E N D T H E L I F E O F T H E G E A R S E T
Ghassan Broummana to become
managing director at A TEC
Austria: Ghassan Broummana has been appointed managing
director of A TEC Group from 1 October 2013. As managing di-
rector, Broummana will be responsible for sales and marketing
within the A TEC and A TEC GRECO group.
Broummana started his career in 1987 designing and start-
ing-up cement plants. In 1996 he joined Holcim Group Support
in Switzerland where he developed and implemented various
corporate initiatives. In 2004, he moved to Holcims subsidiary
in Thailand, Siam City Cement, to start up a new business unit
preparing alternative fuels and raw materials from industrial and
household waste.
In 2009 Broummana joined the managing committee and ex-
ecutive committee respectively of Holcims subsidiaries in India,
ACC and Ambuja Cements. There, he restructured Techport, the
unifed technical support service centre that provides expertise
to both ACC and Ambuja Cements with the aim of improving
the efciency and efectiveness of over 25 integrated cement
plants and grinding stations and managing all the major capital
expenditure projects for both companies.
Broummana holds a Diploma in Electrical Engineering and a
Diploma in Wirtschafts-Ingenieur (MBA) from the University of
Dortmund. He has also completed a Programme for Executive
Development at IMD-Lausanne and Advanced Management
Program at Harvard Business School, US.
Limak orders KHD kiln for Trakya
Turkey: Limak has ordered a new 3500t/day clinker produc-
tion line from KHD for its Trakya cement plant. Cement plant
equipment manufacturer KHD has been contracted to deliver
the equipment, supervise the construction and commission
the project, including on-site training. The new kiln line will be
erected near an existing 1850t/day line, which will also be up-
graded by KHD in the beginning of 2014.
Core components of the new KHD line include: a four-stage
KHD Preheater with Pyroclon-R Low NO
x
calciner, equipped
with Pyrotop compact mixing chamber, tertiary air duct with
dust settling chamber, and Pyrobox calciner fring system for
coal dust; a Pyrorapid two-tire rotary kiln, with a diameter of
4.4m; Pyro-Jet kiln burner for coal and fuel oil; Pyrofoor clinker
cooler equipped with a Pyrocrusher System.
The new calciner with PyroclonR will be KHDs frst low-NO
X
calciner in Turkey. Trakya will be the second Pyrofoor system
Limak has installed at one of its plants. Commissioning of the
new kiln at Trakaya is scheduled for the autumn of 2014.
T
he Congress was opened by Gerhard Hirth, presi-
dent of the Verein Deutscher Zementwerke, the
German cement plant association. He pointed out that
cement is a high quality, high value material without
which society would struggle to cope.
Howard Klee next spoke about the Cement Sus-
tainability Initiative and stated that the initiative now
has 24 member companies, covering 25% of global
cement production, or 55% outside of China. Howard
stated that the main objectives of the CSI include im-
proving the cement industrys performance on climate
impacts, employee safety, sustainability, water use and
biodiversity. Co-processing and waste management
are also now covered by the initiative. Four levers have
been suggested to manage CO
2
emissions from the
cement industry, including the promotion of energy
efciency, alternative fuels use, clinker factor reduc-
tion and carbon capture and storage. On the safety
side, incidents involving moving vehicles, falls from
height, and being hit by moving machinery or objects
are the main cases of injuries and fatalities in the ce-
ment industry, with continuing high fatality levels in
the cement industry but even higher levels among
contractors on cement plant sites. New action is
being taken to address the cement industrys mercury
emissions, with best available technology and best en-
vironmental approaches being developed. Te CSI has
also developed global guidelines for alternative fuels
use, specifcally excluding a variety of materials that
local populations would object to, in order to help to
retain the license to operate. Action on biodiversity is
ongoing in the global cement industry. Howards or-
ganisation is encouraging concrete recycling, aiming
towards zero landfll. Howard Klee concluded, Te
superior properties of concrete make it a superior
construction and infrastructure material, but public
perceptions difer from this standpoint.
Cecilia Tam of the International Energy Agency
then gave an overview of the current development and
future trends in energy markets. Cecilia suggested that
there had been a resurgence of oil and gas production
in a number of countries, notably in the US, that nu-
clear has gone into reverse due to events in Japan and
that countries have increased their focus on energy
efciency. All-time high prices for oil have acted as a
brake on the global economy. Gas
prices are now around fve times
higher in Europe and eight times
higher in Asia than in the US.
Unsustainable fuel subsidies still
abound, notably in the Middle East,
putting a brake on energy efciency
eforts. Global energy demands
are expected to rise by a third to
2035, underpinned by rising liv-
ing standards in China, India and
the Middle East. Cecilia suggested
that the US will produce more
unconventional oil and gas than conventional oil and
gas within the next few years. By 2035, around 90% of
the Middle Easts oil exports will go to Asia, while the
US will become a net exporter of oil and gas. China,
India and the EU are becoming more dependent on
energy imports, whereas the US is moving the other
way. Cecilia stated her
belief that renewables will
account for half of new
global capacity. However,
coal will still dominate
electricity production in
India and China, while at
the same time reducing
in importance in the US
and the EU. Japan and
the EU have the highest
global electricity prices,
with prices in the US being lower and China having
the lowest prices, around 5c/kWh. Two thirds of the
economic potential to improve energy efciency will
remain untapped in the period to 2035: power genera-
tion and buildings will lag behind industry and
transport in realising efciency improvements.
Cecilia suggested that economically viable ef-
fciency measures can halve energy demand
growth to 2035, saving oil equal to the current
production of Russia and Norway combined.
However, the global energy supply is as carbon
intensive today as it was in 1990: no overall
progress has been made. Four levers have been
proposed to reduce energy production carbon
VDZ CONGRESS
Subscribe Contents Ad Index
Dr Robert McCafrey, Editor
7th International VDZ Congress 2013 -
reviewed
The 7th International VDZ Congress 2013, Process technology of cement manufacturing, has successfully
taken place in Duesseldorf, Germany, on 25-27 September, attracting around 600 delegates of whom around
250 were from outside Germany. The Congress - in English - takes place every four years and is regarded as
one of the most prestigious cement technical conferences in the world.
1: Audience members at the
VDZ Congress.
2: One of the busy cofee
breaks at the VDZ Congress.
3: Cecilia Tam of the Interna-
tional Energy Agency.
globalcement MAGAZINE October 2013 37
1
2
3
intensity: partial removal of fossil fuels subsidies,
reduction of methane releases from upstream oil
and gas, limiting the use of inefcient coal fred
power stations and the implementation of energy
efciency policies.
Well-known cement industry analyst Dr Joe
Harder from OneStone Consulting next gave
a thought-provoking presentation, as always.
Dr Harder stated that global ce-
ment product is set to grow from
3270Mt in 2010 by a CAGR of
2.9% to 4370Mt in 2020, and by a
CAGR of 1% to 4780Mt in 2030.
Growth in the BRIC countries
will mostly depend on India since
Chinese cement production is
expected to start to decline some
time within the next decade - and has possibly already
started to decline. Indonesia and Iran are expected
to continue to grow their cement industry capacities,
alongside Mexico, Vietnam, Turkey, Egypt and Saudi
Arabia. Te Next 7 producers include Malaysia,
Philippines, Tailand, Pakistan, Nigeria, Morocco and
Algeria, growing their combined capacity from 120Mt
in 2012 to closer to 300Mt in 2030. Joe pointed out that
the market for grinding equipment is around a third of
the total value of cement-related equipment. Around
200 new mills are ordered outside of China each year,
equating to 45-60Mt of grinding capacity. Vertical
Roller Mills now dominate orders, with around a 50%
market share, followed by ball mills, high pressure
grinding roller mills and by Horomills. A total of 1611
mills were ordered by Chinese cement producers from
local suppliers in the period 2010-2012, around three
times the total amount of grinding equipment ordered
by the whole of the rest of the world during this time
span. However, the Chinese market has now peaked
and is declining rapidly. Clinker grinding makes up
around 53% of the market, with 31% of orders for raw
materials grinding, 13% for slag grinding and 4% for
coal grinding. Raw material grinding and coal grind-
ing will tend to decline, due to the trend towards lower
clinker factors in cement. Joe Harder went on to speak
about waste heat recovery (WHR) in the cement in-
dustry, pointing out that there are already 865 WHR
systems operating in the global cement industry, with
98% of them conventional steam-based systems. 95%
of the WHR units in operation are in China, with 739
units, followed by India (26 units) and Japan (24). Te
number of WHR units installed each year in China
peaked in 2009 and has steadily decreased since then
due to a decreasing number of new lines, a dwindling
number of plants still available for retrofts and a re-
duction in CRM projects.
Andreas Schaab of Hochtief Construction AG
spoke about modern cement requirements as seen
from the construction industry. Mr Schaab said that
concrete must be durable, have a long service life of
more than 100 years and must be chemically stable.
On the other hand, there is a strongly competitive
construction market, with short construction periods
and steadily decreasing levels of experience. Mod-
ern use of concrete requires high specifcations, for
example, in sprayed concrete the materials must be
transported, mixed and emplaced at very high speed
to very narrow tolerances: a high specifcation cement
with constant properties
must be supplied for the
mix to work correctly. Mr
Schaab pointed out a prob-
lem on one project that had
occurred due to variations
in cement composition
(decreasing content of C3A
and increasing C4AF content) and he suggested that
it was due to a temperature change in the cement kiln
due to the use of alternative kilns. Te problem was
rapidly fxed, although the means was not specifed. In
another case, the fnger of blame for difculties with
shotcrete emplacement was pointed at a change of
calcium sulphate composition and level of hydration,
possibly due to a change in conditions in the clinker
ball mill. Mr Schaab reiterated his point that not only
must cement quality be high but that it must also be
constant, with no signifcant changes over time.
Dr Martin Schneider of the VDZ rounded out
the frst day with a summary of the technological
developments in the cement industry, in energy ef-
fciency, grinding, emissions and in new cements. Dr
Schneider pointed out that the overall energy demand
of the German cement industry has hardly changed
since 1990, but that alternative fuels have made up a
VDZ CONGRESS
38 globalcement MAGAZINE October 2013
4: Dr Joachim Harder of
OneStone Consulting.
5: Dr Martin Schneider of
the VDZ.
6: Duncan Herfort receiving
the Klaus Dyckerhof Prize at
the VDZ Awards Gala Dinner.
7: Speakers from the frst day
of the conference, with the
VDZs Dr Martin Schneider
and Gerhard Wirth (frst and
third from left).
4
5
6
7
VDZ CONGRESS
12: Lovely ambience at the
VDZs Awards Gala Dinner.
progressively greater proportion of the energy mix
over the years, with Germany placed among the most
advanced alternative fuels-using countries in the
world. He pointed out that the economic feasibility
of WHR depends on specifc situations such as the
availability of excess heat, energy costs and overall ef-
fciency. In grinding technology, the trend is towards
larger installations, of perhaps 650t/hour
for clinker and up to 850t/hour for raw
meal. He pointed out that comminution of
a single particle is far more energy efcient
than bulk material comminution, at least
in theory, possibly pointing towards more
efcient future grinding technologies. Mer-
cury is climbing up the legislative agenda
worldwide and this is of great importance
for the cement industry which currently ac-
counts for 9% of global mercury emissions
according to the UNEP Global Mercury As-
sessment, although this number is disputed
by experts within the industry. Abatement strategies
and technologies are being developed and tested for
the cement industry, including dust bleeding to release
mercury cycles alongside careful temperature control,
as well as input controls on alternative fuels and raw
materials. Te cement industry is under continued
pressure to curtail its NOx emissions, through staged
combustion, SNCR and SCR, to achieve a level of
200-450mg/m
3
for preheater kilns. Optimisation of in-
jection points of ammonia is being pursued to achieve
high efciency of SNCR. Martin Schneider mentioned
post-combustion carbon capture and the
Oxyfuel combustion process, but there
remains widespread scepticism in the
industry about the economic feasibility of
the process, with costs amounting to above
Euro50/t of CO
2
. He pointed out that CO
2
could be reacted with hydrogen from elec-
trolysis and converted into methane as an
energy storage medium, allowing the
storage of intermittent renewable energy
in gas storage facilities. Te oxygen gener-
ated from the electrolysis of water could then be used
either in the cement process or in the Oxyfuel process.
He also mentioned new cements, including belite
calciumsulfoaluminate ternesite cement, belite-rich
Portland cement and Celitement. Calcined clays could
become more important as a constituent of cement,
although reactive silica content must be kept below
25%. He concluded by stating that higher fneness will
provide higher early strength, but that fner grinding
will have other, perhaps unexpected
and unwanted, side-efects.
Second day
Delegates were faced with a difcult
choice on the second day, with two
parallel sessions to choose from. Global
Cement made a sampling of presenta-
tions from both sessions.
Sten Stoltze of FLSmidth presented
his companys vision for how the ce-
ment industry will move ahead in
cooperation with equipment suppliers.
He noted a trend towards more stringent emissions
regulations, higher energy efciency, increasing
amounts of clinker replacement materials and towards
lower quality fuels and raw materials. Te alternative
fuels of today will be the standard fuels of tomorrow,
he said. Sten Stoltze suggested that alternative fuel
usage will top-out at around 60% by 2030 in developed
countries, meaning that utilisation rates will need to
double or treble compared to todays rates. Sten men-
tioned the CataMax catalytic flter for the reduction
of THC, NOx and other emissions, which has been
developed from an experimental rig to the position of
a new product for the cement industry. He echoed Dr
Schneiders point that activated clays may make more
of an impact in the future as an SCM, and said that FLS
is ready to install a pilot demonstration plant in South
America. It has been demonstrated that a signif-
cant proportion of the clinker component can be
replaced by activated clays without deleterious
efect on cement performance. He suggested
that future technology developments will be
in the form of collabora-
tive eforts between the
equipment supplier and
the cement producer, an
opinion proved by later
presentations.
Fabio Wider of Holcim
spoke about his companys
experience with waste heat
recovery at Untervaz. Kiln
globalcement MAGAZINE October 2013 39
8: Global Cements Dr Robert
McCafrey questions Cecilia
Tan about global warming
during the frst session of the
VDZ Congress.
9: Giovanni Cinto of Ital-
cementi, speaking about the
companys new 3000t/day
line in Rezzato, Italy.
10: Howard Klee of the
WBCSDs Cement Sustain-
ability Initiative.
11: Jaroslaw Sawecki of
Cemex Poland, speaks about
the new drum drier at Chelm.
8
9
11
12
10
fue gas leaves the preheater at 360C, while the cooler
exhaust gas is 300C. A two bundle heat exchanger was
used at the project, with pressurized water as the heat
carrier. Initially, the heat exchanger underperformed
due to uneven gas fow: two winglets had been in-
stalled at the inlet of the exchanger to try to ensure
even gas fow, but the unit did not achieve its design
values. Te higher the fow velocity in the exchanger,
the lower the heat exchange potential of the unit. Sev-
eral design iterations and rebuilds were used to try to
improve gas fow, and the problem was fnally solved
by installing partition plates in the dust bins at the
bottom of the unit, similar to the designs previously
used in electrostatic precipitators. However, passing
the gas stream through the heat exchanger caused
downstream problems in the plants ESP, since the
heat exchanger also preferentially collected the coarser
fractions of dust in the gas stream. Dust arriving at the
ESP thus tended to be fner, being less likely to accept
a charge and making the particles harder to collect.
Changes to the operation of the ESP were required to
improve performance. Even if waste heat is something
non-classical in the cement industry, it almost always
comes back to already well-known processes from the
cement industry, he concluded.
Andreas Werner of the TU Vienna and co-author
Helmut Leibinger of the Rohrdorfer Gruppe gave
a comparison of the thermodynamics of diferent
WHR systems. Te single-pressure steam system has
the advantage of simplicity and a non-toxic exchange
medium, but the system is relatively inefcient. A
dual-pressure steam system has higher efciency but
has greater complexity and higher in-
vestment cost. Organic heat exchange
media can of course be used: for a
given temperature of a heat source dif-
ferent organic fuids will give higher
efciencies, while also bringing higher
complexity, toxicity and costs. Organic
Rankine Cycle (ORC) systems are ap-
plicable for lower temperature
sources: superheating is not necessary so that
comparative costs can be kept down. Te pro-
prietary Kalina Cycle - ofered by FLS - uses a
mixture of ammonia and water, allowing the
possibility of reducing the temperature difer-
ence between the heat source and the evaporated
working fuid, and allowing its application to low
grade heat sources. By varying the concentration of
the NH
3
, a better adaptation to ambient temperatures
can be achieved. Professor Werner pointed out that air
from diferent parts of the cooler will be at diferent
temperatures, ranging from 1100C at the kiln end to
perhaps 140C at the end of the grate. If the air streams
can somehow be kept separate, then diferent WHR
solutions may be appropriate for the diferent qualities
of heat sources. In the future, super-critical CO
2
-based
systems will ofer even higher efciencies.
Gernot Kircher from Lafarge Zement and co-
author Volker Hoenig of the VDZ next addressed
the energy efciency potentials and limitations of the
cement industry. Gernot pointed out that the total
amount of energy used to produce a kilo of cement
in Europe, at around 3200kJ/kg of cement, has not
changed in the last decade. CEM 1 has steadily lost
market share in both the German and wider European
cement markets, while blended cements have grown,
with the clinker factor reduc-
ing from above 80% in 2000
to below 75% in 2012. Mr
Kircher forecast that CEM1
will reduce its market share to
below 15% by 2030, with CEM
2 cements coming to domi-
nate, with a market share of
around 30% by 2030. A clinker
factor of 0.67 is forecast for
2030 in Europe if sufcient
slag is available. Using the best
available technology, replac-
ing all kiln lines with the most
modern and efcient types
and using a maximum level
of alternative fuels, Gernot
Kircher calculated that the
specifc energy demand of the
German cement industry could drop by up to 14% by
2030, suggesting that the industry is already being run
in a fairly energy-efcient manner.
Mr Wang Wei of Sinoma gave a controversial pres-
entation on Sinomas investment return model, which
claimed that Sinoma can dramatically decrease pay-
back times on cement plant projects, mainly through
VDZ CONGRESS
40 globalcement MAGAZINE October 2013
13: Jouni Salo of KHD of
KHD Humboldt Wedag
GmbH speaks about
customer-focused clean
technology.
14: Lafarge CTECs Dr.
Bernhard Kck.
15: Delegates assemble
for the pre-Gala Dinner
drinks reception.
16: Sandro Buzzi gives
his presentation to the
delegates.
13
16
14
15
VDZ CONGRESS
17: Stefan Wehning of
HeidelbergCement receiving
a health & safety award from
VDZ President Gerhard Hirth.
18: Sten Stolz of FLSmidth
(and conference moderator
Dr Martin Schneider, right)
answers questions after his
presentation.
19: The Ladce plant, Slovak
Republic was well repre-
sented at the Congress.
20: ThyssenKrupp Resource
Technologies Frank Ruoss
speaks about the new
companys rich traditions.
reducing the initial cost and by reducing the length of
the construction phase. Delegates were not universally
in agreement with Mr Wang Weis fgures, but it can-
not be denied that the low-cost Chinese equipment
manufacturers have had a major impact on the busi-
ness models of equipment manufacturers - and cement
producers - in the rest of the world.
Frank Ruoss of TyssenKrupp Resource Technolo-
gies (TKRT), the former
Polysius, re-introduced his
company, a new company
rich in tradition. Te new
company is an amalga-
mation of Polysius and
TyssenKrupp Frdertech-
nik, and now ofers its
services not only to the cement industry but also to the
minerals and mining industries. Te company group
includes Maerz Ofenbau in lime and the German com-
pany FuelTrack, active in alternative fuels. Catalytic
gas cleaning is ofered by group company CemCat. Mr
Ruoss pointed out the strong trend towards the award
of turnkey projects in the cement industry, and sug-
gested that the new TKRT company will be in a good
position to be able to fulfl all future cement plant or-
ders and service.
Rdiger Matheis and co-authors from Dycker-
hof AG next spoke about high efciency selective
non-catalytic reduction, SNCR, for NOx reduction
at the Gllheim cement plant in southern Germany.
Te plant site ofered test conditions on two diferent
kilns with both the best and worst preconditions for
SNCR. Te company stated a JV with STEAG Powitec,
with Lechler as a subcontractor, in order to optimise
its ammonia water (<25% NH
3
) injection, in order to
preempt and to pass new emissions limits. Individu-
ally-controllable twin-fuid spray nozzles were used
in the new project, with injection at up to ten points
on diferent levels in the pyro-systems. Te arrange-
ment of nozzles meant that daily limits for NOx and
ammonia slip were met on kiln 1, and with some dif-
fculty on kiln 2. Optimisation of meal entrance and
improvement in the position of the lances are the next
steps towards reducing the level of ammonia use and
slip. Rdiger Matheis concluded that an emission limit
of 200mg/m
3
may be feasible
for most of the time on most
kilns, but that high levels of
ammonia slip will have to be
accepted.
Detlef Edelkott of
Schwenk Zement reported
on three years of experi-
ence with selective catalytic reduction of NOx in
a high-dust gas stream using an Elex plant. Te SCR
process requires a temperature range of 260-400C, so
that the reactor can be placed directly in the preheater
exhaust gas stream. It is important to keep the catalyst
elements free from blockage and the catalyst elements
should have a low rate of oxidation. Blowers are used to
clean out the hexagonal channels in the catalyst mod-
ules. Exhaust air enters the top of the SCR catalyser
module and is progressively cleaned as it descends.
Early operation showed high pressure drop and the
presence of blockages. Small but decisive changes to
the geometry of the channels, and alterations to the
operation of the blowers, meant that blockages could
be avoided. It also became clear that the compressed-
air cleaning system must be properly levelled and
maintained. A high operating temperature of above
400C was blamed for the relatively quick degradation
of the catalyst elements, and a water-spray gas condi-
tioning system has now been installed. A catalyst cost
of around Euro0.3/t of clinker has been calculated,
while operation of the SCR unit increases specifc en-
ergy consumption by 5kW/t clinker. Te presentation
showed a really pioneering and persistent approach to
the project.
Bernhardt Kck of Lafarge CTEC Vienna GmbH
followed on by speaking about an attempt by the Man-
nersdorf plant to utilise SCR to achieve NOx emissions
of lower than 200mg/m
3
, in expectation of future re-
duced emission limits. Te 2500t/d plant is the largest
in Austria and the plant has a very high dust load, due
to the design of the pyro-system. A decision was made
to semi-clean the dust before the SCR system, using
a two-feld ESP. Scheuch was the main contractor
for the turnkey project. A gas conditioning tower is
used before the vanadium pentoxide-based two-layer
SCR. Such is the operational efectiveness of the new
system that while the SCR is being used, the SNCR
remains on standby. Te NOx target was reached from
the beginning of the project, alongside a reduction in
VOC and almost complete oxidation of Hg. However,
globalcement MAGAZINE October 2013 41
17
18
19
20
due to carbon fbres in the fue gas (originating from
alternative fuels) and high dust resistivity, the ESP
performance has not been as high as expected, leading
to a dustier SCR unit and a higher than expected pres-
sure drop. Urea consumption dropped from 750l/hour
to 250l/hour and savings in urea costs compensate for
power and catalyst costs of the SCR. Te SCR must be
preheated before operation to prevent poisoning of
the catalyst and again, the operating temperature of
any catalyst must be limited to a maximum of 350C.
Allowing the catalyst to drop below the dew point is
strictly to be avoided and consequently the SCR must
be purged with hot fresh air if the process is stopped.
Elevated levels of thallium were progressively detected
in the catalyst, leading to a slow reduction in catalyst
efciency and fnite catalyst lifetimes. As with the
previous presentation, the speaker mentioned that
the dust blowing system must be optimised
to allow continued operation, which in this
case will be made easier with catalyst cells
with wider openings in the near future.
Tomas Schmitz of TyssenKrupp
Resource Technologies gave delegates infor-
mation on the Quadropol RD, the worlds
frst vertical roller mill (VRM) with driven
rollers. He pointed out that if the table is
driven, the rollers are always running behind
in speed, whereas with driven rollers, the rollers are
faster than the table, drawing in material to be ground.
A lower level of torque is required with driven rollers
and standard gear unit sizes can be used, even with
high capacity mills. Operation is still possible with one
passive roller, albeit at lower capacity, while on mills
with four or six rollers, operation is still possible with
two opposing rollers lifed out. Te overall design of the
mill is largely unafected by driving the rollers instead
of the table, and the design concept means a very low
level of vibration in the mill, with all grinding forces
channelled directly into the concrete foundations. An
increase in grinding efciency has been recorded. Te
frst mill has been installed at the Cruz Azul Lagunas
plant in Mexico, with a throughout rate of 175t/hour
at around 4500 Blaine and a specifc power consump-
tion of 28kWh/t, including main drives, mill, fan and
separator. Te mill has a table diameter of 5100mm,
roller diameters of 2500mm and installed power of 3 x
1500kW. A second driven roller mill is currently being
installed at Holcims La Rochelle plant in France, while
another mill will be installed at Cycna de Orientes
Palmar del Bravo plant in Mexico in the summer of
2015, with a table diameter of 6.4m and four rollers,
each with an installed power of 1800kW.
Gerhard Philipp of Wopfnger Baustofndustrie
GmbH described his companys implementation of
regenerative thermal oxidation (RTO) at the Wopfng
cement plant, Austria, in cooperation with Austrian
company CTC. Te RTO unit has a volume fow of
up to 218,000Nm
3
/h, with fve heat exchanger beds
consisting of 25,000 monolithic ceramic honeycomb
catalysis blocks. Te RTO is also equipped with 40
injection nozzles for SNCR. Odours, CO and VOCs
were reduced, while the unit showed high availability,
allowed more fexibility in the use of alternative fuels
and raw materials and - most importantly - allowed a
reduction in NOx emissions. Te RTO must be oper-
ated at above 800C and the unit has a pressure drop
of 35mbar. Similar to the other gas cleaning methods
previously described, the catalyst units can become
plugged with dust, so that the unit is designed to allow
high-dust gas streams to be sent into a bypass. Fouling
of the ceramics can be caused by ammonium sulphate,
in which case a bake-out cycle of above 400C must be
used to clean the catalysts. With the operation of an
existing SNCR, the system can reach a NOx abatement
level of over 90%, to below 200mg/m
3
. Te system uses
around 8kWh/t clinker, as well as natural gas and am-
monia.
Finishing the day, Dan Crowley of Titan America
gave an overview of mercury emission abatement
measures currently being investigated in the US. New
emissions permit levels for mercury from the EPA
initially stipulated a level of no more than 12.5lbs
per million short tons of clinker. Afer three years of
negotiation, the level was raised to 55lbs of mercury
VDZ CONGRESS
42 globalcement MAGAZINE October 2013
21: Another busy cofee
break at the VDZ.
22: A packed-out
session at the VDZ
Congress.
23: Swirling patterns
on the colourful carpets
in the conference room
brought a surreal touch
to the occasion.
22
VDZ CONGRESS
per million tons of clinker, (or 21lbs for new plants) a
level that half of the cement plants in America would
currently fail. Stringent management of raw material
mercury levels is the frst and perhaps most impor-
tant step. Removing a mercury-rich dust fraction to
feed it into the clinker mill is also an option, but has
its own problems, possibly including the handling
of large tonnages of potentially toxic dust. Te injec-
tion of activated carbon into the system can retain
both elemental and oxidized mercury in the system
and allows lower levels of reject dust to be handled.
Other solutions may include scrubber systems, gas
suspension absorbers or fxed bed gas remediation
using sorbent polymer composites (involving costs of
perhaps US$2/t of clinker). Dan Crowley said that the
most important piece to solving the mercury puzzle
is the installation of a continuous emissions monitor-
ing system (CEMS) to generate good,
continuous, reliable data for process
knowledge and control.
On the evening of the second day of
the conference, a glittering gala dinner
and safety awards ceremony took place
in the conference hotel, with technical
discussions continuing very long into
the night.
Third day
Tere were more tough choices between presentations
on the third day of the conference, undoubtedly due
to the high number of quality papers ofered to the
organizers.
Michel Delort of ATILH, France, spoke about
low-clinker ternary (three-component) cements. In
2006, it was proposed to standardise a new type of
cement, made from 30-64% Portland clinker, 30-50%
blast furnace slag and 6-20% limestone. Te cement
would have low CO
2
, good workability and accept-
able strength characteristics. Of 17 tested samples and
compositions, 11 cements were classifed as 32.5 or
higher, but six cements with a clinker content of less
than 50% failed to reach an adequate performance. No
signifcant diferences in shrinkage and creep charac-
teristics were found between ternary cement-based
concretes and CEM1 concretes. Chloride difusion
results were generally better than standard concretes.
Te results of freeze-thaw tests were variable and some
high-scaling results are as yet unexplained. All samples
performed better than CEM1 and CEM 2 in sulphate
resistance tests. Te low-clinker ternary cement is set
to be included in new EN 197-1 standards as a new
CEM2 type, or CEM6 where the clinker content is
lower than 50%.
Jaroslaw Sawecki of Cemex Poland next spoke
about the use of a new drum drier for alternative fuels.
Te Chelm cement plant uses 68% RDF, and over the
last few years has noted a steady reduction in calorifc
value and an increase in water content, sometimes to
over 30% in wet periods. Segregation of material from
diferent suppliers, RDF homogenisation, regular
testing and control of RDF material and the use of a
dryer have all been used to try to increase the quality
of the fuels. Te dryer uses waste heat from the clinker
cooler, and the dried fuel is not stored due to the fre
hazard: the RDF from the dryer goes directly to the
kiln and calciner feeders at once. Te drum dryer has
a capacity of 40t/hour, and is capable of evaporating
around 8t/hour of water. Te dryer typically reduces
the water content of the fuel by around 10%, allowing
a reduction in specifc heat consumption in the pyro-
process of around 10% as well. A fre extinguishing
system is essential for protecting the dryer: sparks are
ofen detected in the dryer and are immediately neu-
tralised with a water spray.
Wolfgang Dienemann of HeidelbergCement and
co-authors then spoke about belite calciumsulfoa-
luminate ternesite cement (BCT). A wide range of
alternative binder concepts have been investigated and
developed over the last few decades, including belite
cements, magnesia-based cement and alkali-activated
aluminosilicates, but so far no alternative binder has
reached maturity to replace OPC-based cement in
substantial volumes. Calciumsulfoaluminate belite
cements are mainly produced in China at a rate of
around 2Mt/year, with high early strength, but there
are durability concerns. Te main diference compared
to normal OPC production is the use of higher levels
of sulphate sources, for example from industrial by-
products. Te lower energy demand leads to a lower
process temperature and a more grindable clinker.
Many patents have been awarded for these cements,
with the focus being on use in structural applications.
Te reactivity of belite largely depends on its crystal-
lographic phase, with a higher temperature of reaction
producing more reactive crystal forms. Ternesite is a
reactive clinker phase, but only in the presence of an
alumina source, potentially from the dissolution of
other clinker phases. In BCT clinker testing, a wide
range of alumina sources including slags and ashes
globalcement MAGAZINE October 2013 43
21
23
have been utilised in order to
reduce the use of more expen-
sive alumina and bauxite. BCT
clinker is formed at 1000-1250C.
Te alite phase is absent in BCT
cements, with yeelimite instead
dominating and providing early
strength development. Te
strength development of BCT is
comparable to OPC, depending
on the aluminate/silicate ratio.
Te frst industrial tests have
been undertaken in a German ce-
ment plant, producing clinker for
two days under relatively stable
conditions. Many steps have yet
to be undertaken before the fnal
acceptance by customers: endur-
ance and patience will be required all round, and the
market arrival of a saleable product is at least fve to
seven years away.
Sui Tongbo of Sinoma International Engineering
and co-authors from the China Building Materials
Academy then spoke about belite-rich Portland ce-
ment and concrete. Mr Tongbo stated that high belite
cement has a lower burning temperature compared
to OPC, with energy saving of 10-20%, a reduction in
CO
2
emissions of over 10% and that it can be produced
from low-grade limestone resources. Belite cements
have better workability, with lower water demand and
good compatibility with diferent types of chemical
admixtures, with lower heat evolution, higher late
stage strength (by 10MPa compared to comparable
OPC and even higher when belite cement is blended
with fy ash) and good durability. High-belite cement
has been used in major engineering projects in China
including the Tree Gorges Dams, primarily for its low
heat of hydration benefts which lead to cost savings in
the cooling of mass concrete emplacement.
Hendrik Mller of Schwenk Zement gave details
of his companys Celitement division and progress
on its new pilot plant. Progress has not been as
quick as originally planned, due to problems with
the selection of activation grinding technology. Te
production of celitement involves a standard raw
material processing and raw meal production stage,
an autoclave process at lower temperatures than in a
conventional kiln and an activation grinding stage.
It was found that some of the raw materials initially
tested would not allow the required C/S ratio to be
achieved in the autoclave. Afer extensive testing, the
reactivity and role of many phases in typical
raw materials are now known, and robust
procedures for raw meal calculations are
now in place. Te autoclave can be run in
either a wet mode, producing a slurry, or
a dry mode using steam, which produces
a dry powder. Yields of up to 90% of the
desired calcium-hydro-silicate can now be
produced with appropriate process control
parameters. Te mix of amorphous and
crystalline C2SH phases can now be controlled, which
is crucial for correct product performance. However,
the activation grinding stage is vitally important: it is
not a trivial problem to correctly identify the amount,
quantity and material characteristics of the desired
calcium hydro silicate product, said Hendrik Mller.
Activation grinding, tribochemistry, is familiar in
another guise to cement producers, in the grinding
and partial dehydration of gypsum in the clinker mill.
In the celitement activation grinding stage, there is a
dewatering of the silicate particles, while at the same
time there is the creation of fresh reaction surfaces. A
vibrating tube mill was fnally chosen as the activation
grinding mill. Product optimisation has just started
and as yet no samples have been supplied to third par-
ties for testing. If all goes well, industrial production
may commence in 2016-2017.
Christoph Mller of the VDZ gave the last pres-
entation of the session and spoke about the durability
requirements for concrete today and in the future. It
is important to determine the elements that ensure
concrete durability, including the exposure conditions,
the composition and performance of the concrete, the
emplacement requirements such as curing and the
concrete coverage of any reinforcements. Durability
can be measured from emplaced concrete in the feld,
can be measured in the laboratory and can also be
forecast using compositional analysis and modelling.
Christoph Mller reminded delegates that it is not just
the cement that controls the durability of concrete and
pointed out that concrete mixes change from country
to country and from region to region, so that the same
cement will give rise to diferent durabilities in difer-
ent concretes. EN standards may be adapted in the
future to give details about the carbonation and chlo-
ride resistance of cements and concretes, giving rise to
the creation of a variety of new exposure classes. He
fnally pointed out some discrepancies between test re-
sults and long term practical experiences of durability
and suggested that tests might need to be modifed in
the future, particularly with regards to new cementi-
tious binders, for them to remain efective in future
cement and concrete durability.
Until next time...
At the very end of the Congress, Dr Martin Schnei-
der graciously thanked the speakers and all attendees,
wished them a safe journey home and said that he and
the rest of the VDZ organisation were already looking
forward to welcoming delegates back to Dsseldorf for
the next VDZ International Congress, in 2017.
VDZ CONGRESS
44 globalcement MAGAZINE October 2013
24: Mr Wang Wei of
Sinoma speaks about
Sinomas ofering to the
cement industry.
24
Global cement staf
12th TMA International Technical
Seminar & Exhibition - Floorplan
globalcement MAGAZINE October 2013 45
TCMA TECHNICAL SEMINAR & EXHIBITION
Subscribe Contents Ad Index
The Turkish Cement Manufacturers Association (TMA) will hold the 12th TCMA International Technical Seminar &
Exhibition at the Gloria Golf Resort Hotel, Antalya, Turkey on 8-10 October 2013. The event will feature high quality
presentations on all aspects of cement production and since the announcement of the Seminar the exhibition has
completely sold out. The exhibition foor-plan is shown below. Come and say hello to Global Cement on stand D, right
next to the entrance from the hotel.
1 2 3 4 5 6 7 8 9 10 11 12 13
14
15
16
17
18
22 21 20 19 23 27 26 25 24 28
32
31
30
29
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51 52 53 54 55 56 57 58 59
B 61 62
63
64
65
66
67
C
70
68
71
72
D
75
74
73
76
78
77
79
83
82
81
80
84 85 A
gl bal
cement
TM
ABB
SC Endstri
AERZEN
HEKO
SIROCCO
GAMBAROTTA
STEAG-
POWITEC
PSP
UNITHERM
NSK
Rulmanlar
Yapa
Zincir
Lechler GmbH
Olmix
Calderys
Refrakter
CEGA-MIG
YNEL
Elektromekanik
S: Sponsor / Sponsorship
M.P.: Medya Sponsorlar / Media Partners
INTERCEM
Vecoplan
Fuel Track
Standard
Industrie
BROKK/
Bricking
Solutions
International
Cement Review
A B
TESTO
Elektronik
Christian
Pfeiffer
ELMKO
ECOFOR
ThyssenKrupp
Resource
Technologies
Askon Demir elik-
Nazal Metal
Schenck
Process
ALFER
Mhendislik
HDROLFT
TEKNOSN
Kodlama
A
t
l
a
s
C
o
p
c
o
ZKG
Global
Cement
F
L
S
m
i
d
t
h
G
r
o
u
p
S
E
L
N
I
K
E
L
BWF
C
D
K
M
A
Ankara Toplant Odas_1
Mart Toplant Odas
Saka Toplant Odas
Ankara Toplant Odas_2
Partner
Teknik
Martin
Engineering
Kumru Toplant Odas
Fons
Technology
International
Manyas Meeting Room
Entrance from Hotel
Exhibitor Stand
A TEC 16
ABB 83,85
Aerzener Maschinenfabrik GmbH 61,62
ALFER Mhendislik 79
Askon Demir elik 72
Atlas Copco 74-76
Aumund 15
Aybars Makina 9
Beumer 27
Boldrocchi 26
Bricking Solutions 54
BROKK 54
BWF 81
EMA 47
CETA 38
Christian Pfeifer 68
Chryso 51
Cooling Control 25
DEG 4
ECOFOR 73
ELIMKO 70
ERD Grup Zincir 3
Ferro Duro 33-34
Filterteks 6
Fives FCB 2
FLSmidth Group 65,66
Fons Technology International 5
Gambarotta 44
Gebr. Pfeifer SE 35
GRACE 22,23
GRECO 17
HEKO 43
Hidrolift 77
IDEA Yap Kim. 36,37
IKN 28
KHD Humboldt Wedag 8
Kppern 1
KMA 29,30
Exhibitor Stand
LABRIS 46
Loesche 18
Madencilik 49,50
Magotteaux 24
Martin Engineering 11,12
Moellers Group 48
Nazel Metal 72
Partner Technik 10
Exhibitor Stand
PSP 40
Refractaria SA 59
RENK AG 19
SC Endstri 55-58
Schenck Process 80
Selnikel 63,64
SET Ltd - Durag 7
SICK 82
SIKA 13
SNTEK Madencilik 31,32
Exhibitor Stand
Sirocco 39
Standard Industrie 53
Steag-Powitec 41
Teknosin Kodlama 78
TESTO Elektronik 67
Thermoteknix Systems 45
ThyssenKrupp Resource Technologies 71
Unitherm 42
Vecoplan Fuel Track 52
Yap Kim. 14
Ynel Elektromekanik 21
Company Meeting Room
Calderys Refrackter iii
CEGA-MIG i
Lechler GmbH iv
Olmix ii
NSK Rulmalar v
Yapas Zincir vi
vi
v
iv
iii
ii
i
Krlangi Meeting Room
NEWS THE AMERICAS
Venezuela considers Jamaican cement payment
for oil
Venezuela/Jamaica: Venezuelas Minister of Petroleum and mining
Rafael Ramirez is listening to a proposal Jamaica has made to pay for
its debts to Petrleos de Venezuela, SA (PDVSA). Jamaican minister
Phillip Paulwell made the ofer to tackle debts of US$350m raised
under the Petrocaribe agreement between the nations where Ven-
ezuela supplies oil. However, Caracas-based newspaper El Nacional
has reported doubts that Caribbean Cement Co would be able to
meet the level of cement exports to Venezuela required to meet the
Gran Mision Vivienda state housing programme.
PDVSA currently ships 26,000barrels/day of oil to Jamaicas state
energy company Petrojam. The Petrocaribe agreement includes
Antigua & Barbuda, Bahamas, Belize, Cuba, Dominica, Granada,
Guatemala, Guyana, Haiti, Honduras, Jamaica, Nicaragua, the
Dominican Republic, Dominicana, St Kitts & Nevis, St Vincent & the
Grenadines, St Lucia and Suriname.
Cimpor to invest heavily in Latin America
Latin America: Cimpor intends to invest around US$1.33bn
in Latin America by 2017, according to its CEO Ricardo Lima.
The main objective of Cimpor is to reinforce its position in
Brazil where it already operates in all regions, except in the
northern parts of the country, Lima told the Portuguese
news agency Lusa.
The Portugal-based cement producer will spend part of
the investment on a new cement plant in northern Brazil,
at either Belm or Manaus. Due to positive results in the
Argentine market another plant is planned for Argentinas
western province of San Juan. In October 2013 Cimpor will
inaugurate a plant in Paraguay where it holds a 35% share
of the market but currently sells surplus Portuguese cement.
NEWS THE AMERICAS
PCA forecasts US cement consumption
to grow by 9.7% from 2014
US: The Portland Cement Association (PCA) has forecast
that cement consumption will increase by 4% in 2013,
followed by 9.7% in 2014 and 2015.
Nearly two-thirds of the anticipated growth in 2013
cement consumption will be caused by gains in the res-
idential construction market, said PCA chief economist
Ed Sullivan. Home inventories are declining, signalling
that it is time to start building, while the lingering ef-
fects of damaged credit due to foreclosure activity have
created robust apartment demand.
According to the PCAs forecast, consumer and busi-
ness attitudes are expected to increasingly focus on the
recovering economy rather than political uncertainty.
However Sullivan hoped that the US House of Congress
would avoid the political brinksmanship shown during
the fscal clif crisis of early 2013 during future debt
limit discussions, despite the Federal Governments
shutdown on 1 October 2013.
Sullivan predicts that an increase in local spending
on public construction starting in the 2016 fnancial
year will drive a recovery in cement consumption in the
US. Due to the high level of cement usage in road con-
struction a rise of 11% in cement is forecast for 2016.
46 globalcement MAGAZINE October 2013
Roanoke Cement certifed as an
Exemplary Environmental Enterprise
US: Roanoke Cement Company has been accepted as an
Exemplary Environmental Enterprise within the Virginia Envi-
ronmental Excellence Program (VEEP). VEEP was established to
encourage organisations within the state of Virginia that have
strong, established environmental records, to surpass their own
performance levels.
Lafarge sells Honduras plant to Cementos Argos
Honduras: Lafarge has sold its cement operations in Honduras to
Cementos Argos for Euro232m. Sold assets include a 1Mt/yr cement
plant and a 0.3Mt/yr grinding plant. The sale is subject to approval.
The transaction had a total enterprise value of US$588m based
on a 2012 earnings before interest, tax, depreciation and amortisa-
tion (EBITDA) multiple of 8.6. Lafarge currently owns 53.3% of its
Honduran subsidiary, Lafarge Cementos SA de CV.
Price probe in Colombia
Colombia: Cementos Argos, Cemex Colombia, Cemen-
tos Tequendama, Holcim (Colombia) and Cementos
San Marcos are facing an investigation into claims that
they engaged in an alleged agreement to fx prices and
divide up the market from 2010 to present. The Super-
intendency of Industry and Commerce said that it had
monitored sustained and unjustifed price increases
since 2010. Between them, the plants controlled by the
companies to be investigated account for over 98% of
Colombian cement capacity.
The regulator will now look at the activities of 14
people suspected as having been involved in the alleged
price fxing including Cementos Argos CEO Jorge Mario
Velasquez and Carlos Jacks of Cemex Latam, which owns
Cemex Colombia.
US to lead Cemex surge to 2018
US: The US construction sector will be the principal driver behind an
annual 12.6% increase in earnings before interest, tax, depreciation
and amortisation (EBITDA) by Mexican cement giant Cemex, accord-
ing to a report by Banco Monex.
The report says that, over the next fve years, Cemex will achieve
an annual growth rate in sales and EBITDA of 6.7% and 12.6% re-
spectively over the next fve years, driven by a recuperation of the US
construction sector. The US construction sector is expected to grow
80.5% over the next fve years.
While the US market is expected to drive up Cemexs EBITDA,
Mexico remains the companys most important market, with 22.5% of
total sales and 42.7% of its EBITDA.
During 2013, Banco Monex expects sales and EBITDA to fall in
Mexico by 1.2% and 1.5% respectively year-on-year. The decrease is
attributed to an expected drop in cement and concrete volumes.
Cemex is also expected to fare better in Central America, South
America and the Caribbean, with Monex predicting increases in sales
and EBITDA of 7.6% and 9.9% respectively.
Subscribe Contents Ad Index
Canada: Just two years after being launched in Canada, a new
cement type that causes 10% lower CO
2
emissions is becoming
the preferred standard for the majority of new concrete con-
struction projects in British Columbia (BC).
The BC cement industry reports that the product, Contem-
pra, which is included under Portland-limestone cement in the
Canadian Standards Association (CSA) cement and concrete
standards, now accounts for nearly 50% of the domestic cement
consumed in the province. This rate is expected to accelerate as
more developers and builders begin to specify carbon-reduced
cements for new projects. The lower carbon cement is manufac-
tured by Lafarge in its Richmond cement plant and by Lehigh
Hanson in its Delta cement plant.
The rapid rate of conversion to Contempra-based concrete
achieved to date in BC means that the emission of 23,000t/yr of
greehouse gases has been avoided compared to conventional
cement. This is the equivalent of not burning 9800t/yr of coal.
Contempra is a shining example of the cement industrys
continued commitment to innovation and to lowering our
collective environmental footprint, said Michael McSweeney,
President and CEO of the Cement Association of Canada. We
are delighted with the markets enthusiastic response and with
the tremendous strides both Lafarge and Lehigh Hanson have
made in establishing this lower carbon cement as the cement of
choice in British Columbia.
Contempra further reduces the environmental footprint of
concrete structures, which, according to life cycle assessment
studies conducted by the Massachusetts Institute of Technol-
ogy and the University of British Columbia, is already lower than
that of those constructed with other building materials, thanks
to concretes durability and the energy efciency benefts of its
thermal mass.
When you combine the use of Contempra with the innate
thermal abilities of concrete, which save consumers money in
heating and cooling, and with the durability and long life of
concrete, it is easy to see that concrete is the building material
of choice for those who are concerned with cleaner air, energy
efciency and of course safety, added McSweeney.
Low-carbon Contempra makes strides in British Columbia
NEWS THE AMERICAS
Haitis building materials on the increase
Haiti: Haitian non-metallic mineral product output was up by
4.9% year-on-year in the third quarter of 2013, according to
the Haitian Institute of Statistics.
STABILIA comes to eastern Canadian market
Canada: Lafarge Canada has introduced its cement-coated
aggregate product STABILIA to the eastern Canada markets of
Ontario, Quebec, New Brunswick and Nova Scotia.
STABILIA is a sustainable alternative to traditional base
methods used for interlock paving installation and temporary
road construction. It provides the high-strength character-
istics of a concrete base while maintaining the permeability
rates of a granular base that can be used in a wide range of
application types.
NEWSASIA
48 globalcement MAGAZINE October 2013
China: The Ministry of Industry and Information Technology
(MIIT) and the National Development and Reform Commission
(NDRC) has fnalised details of an overall plan to reduce over-
capacity in the cement industry according to Xin Renzhou, an
ofcial with the MIIT interviewed by an afliate of the Xinhua
News Agency.
Xin said that the plan would require higher standards for
environmental controls including fuel efciency measures.
Cement plants failing to comply with the new requirements will
be ordered to make changes or face losing market access. Jing
Xiaobo, another ofcial from the MIIT, added that, through the
plan, China also intends to reduce overcapacity by expanding
domestic demand, accelerating its decommissioning strategy
and optimising organisational structures at cement producers.
In addition to joint eforts between the MITT and the NDRC,
the China Banking Regulatory Commission and other related
authorities will issue a series of supporting policies on curb-
ing overcapacity and adopting more commercial measures to
strictly control the output capacity of major industries, such as
the cement industry.
China to release plan on reducing cement industry overcapacity
Boral makes US$192m loss in 2012 - 2013
Australia: Boral has made a loss of US$192m for its 2012 2013
fnancial year which ended on 30 June 2013. In the previous year
it made a proft of US$160m. The building materials supplier
attributed the loss to capacity reduction, organisational restruc-
turing and wider problems with the Australian market.
Like the rest of the industry, Borals businesses have been
contending with low levels of activity, unfavour-
able shifts in demand, increased competition
and unrecovered costs associated with
the carbon tax. However, in line with
the turnaround strategy that I an-
nounced in late 2012, we
have been relentless about
reducing costs, generat-
ing cash and reducing
capital expenditure, which
positions Boral well as mar-
kets improve, said Borals chief
executive ofcer and managing
director, Mike Kane.
Borals sales revenue rose by 5% to US$4.71bn in the year
to 30 June 2013 from US$4.26bn in the prior year. Its proft
after tax but before signifcant items rose by 3.2% to US$94.3m
from US$91.4m. Earnings before interest and tax (EBIT) before
signifcant items rose by 14% to US$206m from US$180m.
By business sector, Borals Construction materials and
Cement division saw its total sales revenue rise by 7% to
US$2.87bn from US$2.67bn. Operating proft rose by 17% to
US$243m from US$208m. Kane explained in the companys
results that the improvement came from major project activity,
prior year acquisitions and property sales. In the 2013 2014
fnancial year the divisions performance is expected to remain
strong, despite lower property sales and reduced major project
work. However, overall the results in 2013 2014 are not ex-
pected to exceed those in 2012 2013.
Adelaide Brighton proft down 9% to US$55m
in frst half of 2013
Australia: Adelaide Brightons net proft has fallen by 9% to
US$55m in the frst six months of 2013 from US$60.1m in
the same period in 2012. Managing Director of Adelaide
Brighton, Mark Chellew, blamed the fall on weak resi-
dential and commercial building activity.
While headline earnings fell, modest growth
in underlying net proft on healthy sales growth is
encouraging, said Chellew. The Australian build-
ing materials manufacturer and lime producers
sales revenue rose by 4.5% to US$523m from
US$501m. Earnings before interest and tax (EBIT)
fell by 7.2% to US$81m from US$87.3m.
Adelaide Brighton expects that cement and clinker
sales in 2013 will be similar to those of 2012, with de-
mand from projects in South Australia, Western Australia
and the Northern Territory ofset by general problems
with the residential and commercial building sectors. In its
press release, Adelaide Brighton also mentioned that the Aus-
tralian Carbon Tax cost the company US$1.81m after tax in the
half-year and it is estimated to reach US$4.52m for the entire
year. However due to policy statements from the political parties
ahead of the September 2013 Australian federal election and
the companys strategies to reduce its carbon output, it forecast
that carbon pricing is unlikely to have any major impact on long
term growth.
Australia: Cement Australia has been found in breach of Austral-
ian competition for a fy ash contract that lessened competition.
As reported by The Australian newspaper, Justice Andrew Green-
wood of the Federal Court in Brisbane made the verdict in a case
against the cement producer by the Australian Competition and
Consumer Commission (ACCC).
The ACCC had alleged that Cement Australia had breached
the abuse of market power provision through a fy ash contract
with Millmerran Power Partners. While fnding no breach of
section 46 of the Act, Justice Greenwood said Cement Australia
had breached section 45 through a contract to buy the fy ash
from the power station.
Only interim declarations were publicly released to give
the parties the chance to go through the 500-plus page judg-
ment in case of any confdentiality issues. Justice Greenwood
reserved his decision on costs and no decision was made on
any penalties.
Cement Australia broke competition law with fy ash contract
Subscribe Contents Ad Index
DG Khan Cement proft rises by 35%
to US$52.5m
Pakistan: DG Khan Cement has reported that its proft after tax
rose by 35% year-in-year to US$52.5m for the
2012 2013 fnancial year that ended on 30 June
2013. In the same period of the 2011 2012 year
it reported a proft of US$39.2m. No reason for
the increase in proft was given in the notice sent
to the Karachi Stock Exchange. The cement pro-
ducer also saw its sales rise by 9% to US$238m
from US$219m a year earlier.
In its release, DG Khan revealed that its board
has approved plans to build a greenfeld 2.6Mt/yr
cement plant on land the company owns at Hub,
Lasbela District. Meanwhile, plans to build a ce-
ment plant in Mozambique have been dropped
due to a lack of supporting infrastructure.
NEWSASIA
globalcement MAGAZINE October 2013 49
Construction to start at 4Mt/yr cement plant
in Banten
Indonesia: PT Cemindo Gemilang is due to start building a
US$450m cement plant in Banten province following a ground-
breaking ceremony on 11 September 2013. The 4Mt/yr plant
will be situated on a 500 hectare plot in Bayah, Lebak Regency.
It is due to start commercial operations in the third quarter
of 2015.
The subsidiary of oil palm plantation, mining and property
business Ganda Group intends to spend a further US$150m
on developing related infrastructure for the plant including a
port and a power network. Cemindo will fnance the project
with external and internal funds. The majority of the funding,
representing 70% of total investment, will be obtained from a
syndicated loan led by the state-owned Bank Negara Indonesia.
Cemindo sells cement under the Semen Merah Putih brand
in 20 provinces in Java, Kalimantan and Sumatra. In 2012 it
acquired a majority stake in Vietnamese cement producer
Chinfon Cement Corporation for US$250m.
Jaypee Cement to sell 51% Gujarat stake to Ultratech
India: Jaypee Cement plans to sell a 51% stake in its 5Mt/yr cement plant in
Gujarat to Ultratech. The value of the deal has been placed at around US$633m.
A Jaypee ofcial described the deal as fnalised to the Press Trust of India.
Jaypee and Ultratech have been in negotiations over the deal for a year.
Ultratech reported to the Bombay Stock Exchange in December 2012 that
it had not issued any press releases on the rumoured sale in a bid to calm
market speculation.
In 2008 the owner of Jaypee Cement, Jaiprakash Associates, pur-
chased Bina Power Supply (BPSL) from the owner of Ultratech,
Aditya Birla Group.
660% proft rise for Tokyo Cement
Sri Lanka: Tokyo Cements proft rose by 660% to US$4.6m
in the quarter ending 30 June 2013 compared to the same
period of 2012. The company said that this was due to lower
raw material costs.
Tokyo Cement said that its revenue rose by 4% to
US$50.8m and that direct costs fell by 5% to US$47.1m. This
allowed its gross proft to increase by 87% to US$9.5m. Un-
specifed other income also rose by 87% to US$1.2m.
Tokyo Cement, which imports clinker for grinding, was hit
badly in 2012 as its raw material costs rose and the govern-
ment, which controls cement prices on the island, delayed a
price increase. Now, with higher sales prices and an easing
of international commodity and energy prices, clinker prices
have fallen. The Sri Lankan Rupee was also more stable in
the June 2013 quarter than in the 2012 quarter.
Anhui Conch proft up 4.9% in frst half
China: Anhui Conch has reported that its net proft rose by
4.9% year-on-year to US$501m for the frst six months of
2013 from US$477m in the same period of 2012. The leading
Chinese cement producer attributed its result to lower input
costs such as coal and cutting operating costs.
Anhui Conch reported a 14.7% increase in revenue year-
on-year to US$3.86bn from US$3.36bn. However, its net
cash fow generated from operating activities fell by 5.61%
to US$1.04bn from US$1.10bn.
By region, sales revenue fell by 1.0% in its East China ter-
ritory, the cement producers biggest sales area, due to a
decrease in prices to combat increased competition. Sales
rose markedly in its Central and West China territories at
33.7% and 39.6% respectively. Sales rose more modestly in
South China and for exports.
Projects that Conch completed in the frst half of 2013,
including three 5000t/day clinker production lines and 11
grinding plants, added 5.4Mt/yr of clinker production ca-
pacity and 12.1Mt/yr of cement production capacity. Two
waste heat recovery systems were installed at Jianghua
Conch and Guiding Conch adding 18MW of power. The
group also successively implemented staged combustion
technology modifcation for 45 clinker production lines and
SNCR fue gas denitration technology modifcation for 25
clinker production lines.
Indian police charge three cement producers
with corruption
India: The Central Bureau of Investigation (CBI) has fled sepa-
rate chargesheets against Penna Cement, Raghuram Cements
and India Cements for favours they allegedly received from the
Andhra Pradesh state government in 2008 and 2009. According
to The Hindu newspaper, YS Jaganmohan Reddy has been ac-
cused of infuencing his father, the now deceased chief minister
of Andhra Pradesh YS Rajasekhara Reddy, to grant government
benefts to frms that invested in his own companies.
The CBI alleges that Penna Group had invested US$7m in
Jagati Publications and US$3.5m in Carmel Asia, both belonging
to YS J Reddy. In return, Penna Cements was allocated mining
leases in Anantapur and Kurnool districts and the transfer of
limestone mines originally allotted to Walchand Cements. Similar
deals with Raghuram Cements (now Bharati Cements) and India
Cements are noted in the CBIs charges.
gl bal
cements
2425 MARCH 2014 Bangkok, Thailand
DEVELOPMENTS, BUSINESS AND NETWORKING IN ASIAN CEMENT AND LIME
Asian Cement & Lime
Organised by:
gl bal
cement
MAGAZINE
TM
Organised by:
Global Cements Asian Cement & Lime Conference will take place in Bangkok,
the easy-to access and exciting hub of business and commerce in Asia. Special
rates will apply to cement, lime and other building materials producers to
attend the conference and, as always, the event will feature world-beating
networking and business opportunities. If you want to do business in Asia in
the cement and lime industries - then you must not miss Global Cements
Asian Cement & Lime Conference 2014 in Bangkok, Thailand!
Developments
Business
Networking
Main themes
Maximising proft,
minimising cost
Cement market trends in Asia
and around the world
Slag and ash market trends
Alternative fuels
for cement and lime
Waste heat recovery
for cement and lime
Lime market trends
Lime technology
Lime case studies
Asian cement and lime October 2013.indd 1 01/10/2013 13:06
2425 MARCH 2014 Bangkok, Thailand
Why here? Why now?
Maximising prot, minimising cost
A
S
I
A
N
C
E
M
E
N
T
&
L
I
M
E
Global Cements Asian Cement & Lime Conference and
Exhibition will examine the latest market trends in Asia
and around the world, will include slag and ash trends,
will look at the latest advances in alternative fuels and
waste heat recovery, and will cover lime market trends,
technology and case studies.
full details: AsianCement.com
Twitter: #asiancement
Who should attend?
Cement producers
Lime producers
Cement and lime buyers and users
Traders and shippers
Researchers and academics
Analysts and fnanciers
Equipment producers
Service providers
Including
major
exhibition -
book now!
EXHIBITION ENQUIRIES
paul.brown@propubs.com
Tel: +44 1372 840950 Mob: +44 7767475998
The Asian Cement & Lime Conference 2014
continues Global Cements long history
of both Asian Cement conferences and its
successful Global Lime Conferences.
Global Cements Asian Cement Conferences
have taken place around Asia, including in
Kuala Lumpur, Bangkok, Mumbai and in
Hanoi, Vietnam.
The Global Lime Conference has previously
taken place in Geneva, Kuala Lumpur, Prague
and in Dubai.
Asia is now booming once more, with
both GDP and population growth fuelling
increases in cement and lime demand and
also the demand for new cement and lime
equipment.
Delegates are expected to attend from
more than 25 countries around the world -
especially from the developing nations of
Asia - with around 55% of delegates from
the cement industry and 45% from the lime
industry.
Special discounted registration fees are
ofered for cement and lime producers to
ensure the correct customer/vendor mix.
This is the place to do business!
Asian cement and lime October 2013.indd 2 01/10/2013 13:06
NEWSASIA
52 globalcement MAGAZINE October 2013
Asian cement news in brief
India: Mangalam Cement has started a trial run of
a new 1.25Mt/yr grinding plant. In addition, the
Indian cement producer announced to the Bombay
Stock Exchange that the kiln at its plant in Morak
in Rajasthan had commenced operation after a
break for renovation since May 2013. The cement
plants clinker production capacity has now risen to
2.21Mt/yr from 1.71Mt/yr.
India: ACC will set up a 1.5Mt/yr cement grinding
plant in Kharagpur in West Midnapore district,
its Chief Executive (East) Vivek Chawla has an-
nounced. Building of the US$88.4m project is
planned to start by January 2014.
Vietnam: Hoang Mai Cement has announced that
Dang Tang Cuong retired as deputy general direc-
tor on 1 August 2013.
China: Gansu Qilianshan Cement Group plans to
spend US$43.4m on acquiring a 100% stake in
Longnan Runji Cement to expand into the Gansu
province market. Runji Cement currently operates
a 2500t/day dry-process cement plant.
China: South-eastern Fujian province produced
52.1Mt of cement in the frst eight months of
2013, a year-on-year increase of 13.3%, according
to data released by the local statistics bureau.
Semen Indonesia reports 16%
sales increase
Indonesia: Indonesias largest cement pro-
ducer, Semen Indonesia has reported a 16%
increase in cement sales year-on-year for
the period January to August 2013 to 16Mt.
This increase was supported by a 15% sales
growth in the domestic market to 15.8Mt.
Semen Indonesia President Director Dwi
Soetjipto said that the sales increase was
also supported by the operations of its ce-
ment plants, Tuban IV and Tonasa V. In the
frst eight months of 2013 Semen Indonesia
grew its market share to 44% from 40.2% in
the same period of 2012. Semen Indone-
sia contributed to the majority of sales at
51.2%, followed by its subsidiary Semen Pa-
dang at 27.5% and Semen Tonasa at 21.2%.
Semen Indonesia reported that its proft
rose by 22.9% year-on-year to US$227m for
the frst eight months of 2013. Revenue rose
by 31.9% year-on-year to US$1bn.
In 2013, Semen Indonesia aims to increase
its cement production by 23.1% to 27.7Mt/yr
from 22.5Mt/yr.
Lucky Cement records highest ever proft after tax
Pakistan: Lucky Cement Limited has reported a year-on-year rise of 43.2% in proft
after tax to US$91.9m for the year ending on 30 June 2013, from US$64.1m for the
same period in 2012. This is the highest proft the Pakistan-based cement producer
has ever recorded.
Sales by Lucky Cement rose by 12% to US$414m from US$370m. The company
saw cement sales volumes grow by 1.4% to 6.06Mt from 5.97Mt. Local sales rose by
1.3% to 3.77Mt from 3.72Mt. Exports grew by 1.7% to 2.29Mt from 2.25Mt.
In its annual report Lucky Cement announced that two vertical grinding mills at
its Karachi cement plant are scheduled to become operational in the last quarter of
the 2013 2014 fnancial year and in September 2014 respectively. A tyre-derived
fuel plant is planned to replace coal usage at it Pezu plant. The company is also in
negotiation to supply surplus electricity generated at Pezu to the Peshawar Electric
Company.
Overseas projects include a joint-venture cement plant in Democratic
Republic of Congo, which is at the fnancial stage, and a joint-venture cement
grinding plant in Iraq, which is due for completion at the end of October 2013 with
commissioning and trial production due from early November 2013.
In its outlook, Lucky Cement noted that cement consumption will rise in
Pakistan due to the governments funding of the Public Sector Development Pro-
gramme. However, rises in utility costs, weakening local currency and other factors
will present challenges to the cement industry. The company intends to mitigate
utility cost rises by investing in waste heat recovery systems at its Karachi and Pezu
captive power plants. Each plant will producer 5MW, with expected completion set
for December 2014.
Steppe Cement income up 4% in frst half of 2013
Kazakhstan: Steppe Cement has reported that its income rose by 4%
year-on-year to US$54.3m in the frst six months of 2013 from US$52.2m
in the same period in 2012. The Kazak cement producer attributed the
increase to a rise in prices in an interim fnancial statement.
Steppe Cement reported a proft before tax of US$3.82m for the period,
up from US$391,000 in the same period of 2012. However, sales volumes
declined by 8% to 0.56Mt from 0.62Mt. In its statement the cement pro-
ducer confrmed that it had committed to spend US$7.7m on renovating
its production line #5.
China: Jiangxi Province produced 54.8Mt of cement in the frst eight months
of 2013, a year-on-year increase of 21.1%.
China: Central Hubei province saw cement output increase by 8.3% year-on-
year to 60.3Mt in the frst seven months of 2013.
China: North-west Shaanxi province saw cement output total 53.9Mt in the
frst eight months of 2013, a year-on-year increase of 9.3%.
China: Southern Hainan province has produced 10.5Mt of cement in the frst
seven months of 2013, a year-on-year increase of 26.3%.
China: South-central Hunan province produced 9.47Mt of cement in August
2013, a year-on-year decrease of 2.8%.
Pakistan: Lafarge Pakistan and Saif Holdings have signed an agreement to
manufacture refuse derived fuel (RDF). The agreement was signed between
Pavel Cech, Lafarges regional vice president of industrial ecology, and Hoor
Yousafzai, director of Saif Group.
NEWSASIA
Indocement orders seven Loesche mills
Indonesia: Indocement has ordered seven Loesche vertical roller mills for
a new production line at the Citeureup cement plant, south of Jakarta.
Citeureup currently comprises nine kiln lines with a total cement capacity
of 11.9Mt/yr, making it one of the largest cement plants in the world.
Two type LM 56.4 mills have been ordered to grind raw materials for
cement. Each will have a capacity of 400t/hr at a product fneness of 10%
R 90 m. Two type LM 28.3 D mills are intended to grind coal and have a
capacity of 40t/hr at a product fneness of 12% R 90 m. Indocement has
ordered three type LM 56.3+3 mills to grind clinker. Each mill will produce
240t/hr of PPC cement with a fneness of 19% R 32 m.
In addition to supplying vertical roller mills, Loesche will also be re-
sponsible for the cyclones, dedusting flters, fans and corresponding hot
gas generators for the cement mills. Delivery to Citeureup plant will start
in August 2014.
Nepal: The Nepal Bureau of Standards & Metrology (NBSM) has
closed two cement plants, Butwal Cement Mills and Shubha
Shree Jagadamba, for manufacturing and selling substandard
products. It has also threatened to remove 16 other cement
plants from the market for not acquiring the Nepal Standard
(NS) mark.
We initiated action against these factories after their prod-
ucts failed to meet the standard, said NBSM Director General
Ram Aadhar Sah. The NBSM standard requires that cement
should have a strength of 16MPa within three days of setting,
22MPa within seven days and 33MPa within 28 days. Products
from Butwal Cement Mills and Shubha Shree Jagadamba were
found to have strengths below these levels.
The 16 factories facing the threat of a ban include CG Cement,
Rolpa Cement, Arniko Cement, Ghorahi Cement, MJP Cement,
Maruti Cement, Kailash Cement, Star Cement, Krishna Ce-
ment, KP Cement, Shree Cement, Om Cement, Eastern Cosmos
Cement, International Cement and two smaller producers.
Nepal Bureau of Standards & Metrology closes two cement plants
Siam Cement announces new
1.8Mt/yr plant for Myanmar
Myanmar: Siam Cement Group (SCG) has announced
that it will build a 1.8Mt/yr greenfeld cement plant
costing US$386m in Mawlamyine, Myanmar. The
plant will include a 40MW captive power plant, a
9MW waste heat recovery system, supporting port
facilities and the option for capacity expansion in
the future.
The Myanmar cement market is estimated at
approximately 4Mt in the 2012 fnancial year and is
forecast to grow at 10%/yr over the next fve years,
said president and CEO of SCG, Kan Trakulhoon.
Built under Myanmars Foreign Investment Law,
the cement plant is expected to start in mid-2016.
solid partners for powder and bulk handling components
tekst 1
tekst 2
tekst 3
tekst 1
tekst 2
tekst 3
www.mullerbeltex.com
solid partners for powder and bulk handling components
tekst 1
tekst 2
tekst 3
tekst 1
tekst 2
tekst 3
www.mullerbeltex.com
solid partners for powder and bulk handling components
tekst 1
tekst 2
tekst 3
tekst 1
tekst 2
tekst 3
www.mullerbeltex.com
solid partners for powder and bulk handling components
tekst 1
tekst 2
tekst 3
tekst 1
tekst 2
tekst 3
www.mullerbeltex.com
steel cord reinforced
elevator belting
known world-wide
for its quality
Polysur
meets expectations
Ambachtsweg 28A 2641 KS Pijnacker The Netherlands T +31(0)15 369 54 44 F +31(0)15 369 78 64 info@mullerbeltex.com www.mullerbeltex.com
solid partners for powder and bulk handling components
tekst 1
tekst 2
tekst 3
tekst 1
tekst 2
tekst 3
www.mullerbeltex.com
solid partners for powder and bulk handling components
tekst 1
tekst 2
tekst 3
tekst 1
tekst 2
tekst 3
www.mullerbeltex.com
solid partners for powder and bulk handling components
tekst 1
tekst 2
tekst 3
tekst 1
tekst 2
tekst 3
www.mullerbeltex.com
solid partners for powder and bulk handling components
tekst 1
tekst 2
tekst 3
tekst 1
tekst 2
tekst 3
www.mullerbeltex.com
solid partners for powder and bulk handling components
tekst 1
tekst 2
tekst 3
tekst 1
tekst 2
tekst 3
www.mullerbeltex.com
solid partners for powder and bulk handling components
tekst 1
tekst 2
tekst 3
tekst 1
tekst 2
tekst 3
www.mullerbeltex.com
solid partners for powder and bulk handling components
tekst 1
tekst 2
tekst 3
tekst 1
tekst 2
tekst 3
www.mullerbeltex.com
solid partners for powder and bulk handling components
tekst 1
tekst 2
tekst 3
tekst 1
tekst 2
tekst 3
www.mullerbeltex.com
Polysur Ferro steel cord
reinforced elevator belting
Rub-Block fail safe elevator belt
misalignment sensor+constant
temperature read out by PT100
CNC bolt hole punching and
drilling machine up to belt
width 2000 mm
Muller Beltex drive- and
boot pulleys
High capacity elevator
buckets and elevator
bucket bolts
Heat resistant (+400 C.) fne
sintered all metal surface
friction layer for drive pulleys
Polysur-Solid aluminium
elevator belt clamp
Muller Beltex Engineering,
ftting, and supervision
bucket elevator components
since 1950
Aumund India
Aumund completes highest
ever bucket elevator rebuild
54 globalcement MAGAZINE October 2013
MATERIALS HANDLING
Subscribe Contents Ad Index
Despite years of reliable service by the 170m-tall raw material bucket
elevator at Ambuja Cements Himachal Pradesh in India, the system
fnally succumbed to the stress of raising material into the pre-heater
tower 24/7 at 650t/hr. Here Aumund describes how it rebuilt the
elevator, the worlds tallest bucket elevator for any type of application.
A
n inspection by Ambuja Cement that was car-
ried out while the bucket elevator was in service
revealed that a replacement belt would soon be
required. Terefore, the company decided to invite
bids for the supply and supervision of installation of
the necessary components on a scheduled preventa-
tive maintenance basis. At 170m centre distance this
is the highest belt bucket elevator installed in the
world today and as such only a very few companies
possessed the knowhow to deliver a competent re-
placement service.
Originally, the bucket elevator was ftted with a
1450mm-wide steel cord belt with a tension rating
of 3500N/mm. Afer passing the application data
through its sophisticated computerised selection
programme Aumund decided to ofer an alternative
based on its own design concept. Tis resulted in a belt
width of 1050mm and with a bucket size of 1000mm at
430mm pitch.
Te Aumund belt concept is very diferent in that
continuous close pitch longitudinal ropes are employed
without rope-free bucket mounting spaces, with addi-
tional wire ropes running laterally across the width of
the belt. Tis adds considerable lateral stifness without
signifcantly changing the belts longitudinal fexibility.
Tis cross-stabilised construction gives improved stabil-
ity to the belt with improved bucket fxing, the Achilles
heel of every bucket elevator and probably the most
common cause of elevator failure. It also gives improved
directional stability and better tracking.
Using continuous wire ropes at close pitch both lon-
gitudinally and horizontally without rope-free spaces
gives maximum strength and stability but does require
the bucket fxing to be punched through the belt, steel
ropes and all. Of course this is taken into account with
the tension calculation and the ruptured ropes are ig-
nored in the full belt width tension rating.
To make the necessary belt punching, Aumund has
developed a special punching machine design with gives
clean fxing holes that are accurately aligned relative to
the belt edge and at precisely the correct pitch. Te belt is
held in a cassette and advanced automatically under the
punching frame using a precision encoder to measure
the pitch. Te belts are prepared at the Aumund works
in Germany and shipped to site at the exact required
dimensions, including a prepared joint and the required
clamping strips.
In addition to the new belt, the elevator will be ftted
with new drive pulleys including friction linings and
rubber bucket mounting strips, all to be supplied locally.
Te casings, inlet and outlet plus the complete drive unit
will remain unchanged.
Tis rebuild is an example of the Aumund rebuild
and refurbishment service ofered across Aumunds
equipment range. Not only can existing life-expired
machines be upgraded in this way but Aumund rebuilds
can ofen wring out additional performance. Tis opens
up the the possibility of a plant capacity improvement
with a minimum investment cost.
Above: Typical Aumund Belt Bucket Elevator (ACC Gagal) raising raw meal to a blending silo and pre-heater tower.
globalcement MAGAZINE October 2013 55
NEWSMIDDLE EAST & AFRICA
ASEC Cement wins Muthanna contract
Iraq: ASEC Cement and Iraqs Qemmet El-Iraq have won a 14-year
contract to renovate and manage the Muthanna Cement Plant in
Muthanna Province, Iraq.
Abulla Hussein of Qemmet El-Iraq and ASEC Cement Chairman
and CEO Giorgio Bodo attended a signing ceremony in Baghdad with
Southern Cement, the state holding company that controls Muthanna
Cement, on 28 August 2013. The value of the contract was not released.
Iraq has embarked on a robust plan to rebuild and modernise its
infrastructure and has launched major housing, industrial and com-
munity projects. The rehabilitation of Muthanna is an important part
of Iraqs investment in bridging the supply gap, particularly in the
south, said Bodo.
Muthanna Cement is located in southern Iraq, between Najaf and
Basra. Built in the 1980s, the plant has a total clinker production ca-
pacity of 1.92Mt/yr and 2Mt/yr of cement. Due to economic sanctions
placed on Iraq in the 1990s, the companys current
production is around 20% of capacity. Work on the
plant will start in the second quarter of 2014 with a
plan to reach the plants original cement production
capacity of 2Mt/yr in August 2016.
Dangote planning US$400m plant in Kenya
Kenya: Dangote Cement has released plans to build a US$400m ce-
ment plant in Kenya, according to the presidents ofce of Kenya.
Dangotes CEO Alhaji Aliko Dangote was part of a three-day state visit
by Nigerian president Goodluck Jonathan to the east African country
to build bilateral trade agreements. No further information on time-
scales or production capacity was released.
Zambezi Portland Cement halves cement exports
due to local demand
Zambia: Zambezi Portland Cement has reduced its export sales by 50% to
cope with increased domestic demand in Zambia. According to sales and
marketing manager Isaac Ngoma, the company had been exporting more
than 14,000t/month to neighbouring countries. Export sales will now be
limited to 7000t/month.
For us, the Zambian market is our frst priority and only the excess
product is sold abroad, so with demand reaching an all time high locally,
we see little sense in continuing to service foreign markets while starving
the local market, said Ngoma.
Zambezi Portland Cement has a cement production capacity of 1400t/
day and it is currently producing at over 95% of its installed capacity.
Tanga Cement launches US$160m project
Tanzania: Tanga Cement Company has launched a US$160m expansion
project that includes building a new clinker production line. Tanga board
chairman Lau Masha said that the project was scheduled for completion
by the frst quarter of 2015.
Apart from increasing our clinker manufacturing capacity to match
the current cement grinding capacity, this project will also reduce cement
manufacturing costs, improve quality and increase cement availability,
said Masha.
He said that the frst phase of the plant expansion project, which
involved installation of cement mill number two between 2009 and
2010, increased the plants cement grinding capacity by 73% to
1.3Mt/yr. However, clinker production capacity remained at 500,000t/yr
with the short-fall being covered by imports.
ASEC Cement starts cement
production at 2Mt/yr Minya plant
Egypt: ASEC Minya, formally Arab National Cement
Company, has begun cement production at its 2Mt/yr
cement plant in Minya, Egypt. The ASEC Cement sub-
sidiary has been producing clinker at the site since
May 2013.
We are extremely proud to have been able to see
this project through to completion despite the chal-
lenging operational environment, said ASEC Cement
CEO Giorgio Bodo. The launch of cement production,
which marks the ofcial completion of this project, is
a clear refection of our confdence in the Egyptian
economy and our belief in the countrys ability to
recover from the current volatility.
Bodo cited security issues, fuel scarcity and gen-
eral instability as causing major setbacks that the
cement producer had to overcome. Construction
of the plant originally began in December 2010 but
work was interrupted by the Egyptian Revolution in
January 2011.
ASEC Minya will be connected to the Egyptian na-
tional electric grid via a 42km transmission line to be
completed by the end of 2014. Until then the plant
will use rented generators. The new cement plant has
created 400 direct and 800 indirect jobs.
Israel allows cement into Gaza
Gaza/Israel: Israel has allowed a limited quantity of
cement and other building materials into the Gaza
Strip for the frst time since 2007. Nazmi Muhanna, an
ofcial in the Palestinian Authority in charge of bor-
der checkpoints, said that eforts made by President
Mahmoud Abbas to convince Israel to allow entry
of construction material into Gaza for private sector
usage had succeeded. Israel has promised to increase
the quantity gradually.
I welcome the decision which refects our ongo-
ing discussions with the Israelis, commented Quartet
representative Tony Blair in a statement. This is an im-
portant step in building a more positive environment
for the diplomatic negotiations and in preparing the
ground for the more comprehensive and transforma-
tive economic initiative, which we have been working
on for the past few months.
Tabuk Cement proft up slightly
Saudi Arabia: Tabuk Cement Company has re-
ported a net proft of US$28.5m for the frst half
of 2013, a slight rise from US$28.2m in the same
period of 2012. Its operating proft fell by 3% year-
on-year to US$28.1m from US$29.0m.
Subscribe Contents Ad Index
Sinoma orders another Gebr. Pfeifer mill for Iraq
Iraq: Sinoma (Suzhou) Construction has placed an order for an MPS 5000 B vertical
roller mill for cement raw material grinding from Germanys Gebr. Pfeifer SE. The
grinding plant will be located near Sulaymaniya in northern Iraq and is the ffth
MPS 5000 B to be installed there.
The vertical roller mill sold is designed for a capacity of 500t/hr at a product
fneness of 10% R 80 m and will come equipped with a 4000kW gear unit.
In addition to the supply of the core components for the grinding plant, the
order includes engineering services to enable the local manufacture of mill com-
ponents and the supervision of manufacture at Chinese workshops.
NEWSMIDDLE EAST & AFRICA
56 globalcement MAGAZINE October 2013
Dangote orders new Loesche mill for Ibese
Nigeria: Dangote has ordered a new vertical roller mill from Loesche for a
new project, Ibese 7, at its Ibese cement plant. The mill is the 13th mill the
Nigerian cement producer has ordered from Loesche for Ibese.
The order is for a LM 63.3+3 vertical roller mill for grinding clinker with
components such as gypsum and limestone. The product rate of clinker
type CEM I will be 310t/hr at 3200 Blaine while the product rate of clinker
type CEM II will be 295t/hr at 4500 Blaine. The gearbox capacity for the LM
63.3+3 will be 6700kW.
In addition to the mill, Loesche will deliver an LF 20 (burner dual-fuel
HFO / NG) hot gas generator and all the mechanical equipment between
the mill pre-bins and the product bucket elevator. Loesche will also sup-
ply all electrical equipment and automation, the building steel structure
and the detail engineering of the civil works. A latest generation type LDC
classifer will also be delivered by Loesche. Commissioning is scheduled
for the end of April 2014.
EACPA denies Tanzanian cartel
Tanzania: Pascal Lesoinne, the chairman of the East
African Cement Producers Association (EACPA),
has denied that a cartel exists in the Tanzanian
cement market. His comments arose at a press
conference in Dar es Salaam following action by
the Tanzanian government to investigate cement
imports from Pakistan.
Repeated accusations of there being a cartel
are nonsense as competition is ferce in the mar-
ket and there are many players. Cement is a hot
cake of which everybody wants to have a share,
said Lesoinne in a presentation on the benefts
of the cement industry to Tanzanias economy.
Leading cement producers in Tanzania include
HeidelbergCement, Afrisam and Lafarge. Lesoinne
cited taxation and jobs as two principal benefts of
Tanzanias local cement industry.
Confederation of Tanzania Industry (CTI) fgures
indicate that in 2012 over 200,000t of cement
was imported from Pakistan to Tanzania. Industry
players say it is difcult for local manufacturers to
compete with imports, largely due to high costs of
production in the country, with electricity costs in
Tanzania being four times higher than in China and
Egypt, according to EACPA fgures. Lesoinne called
for the government to create a level playing feld
between locally produced and imported cement.
In late July 2013 the Tanzania government
formed a seven person team to investigate alleged
subsidies, tax evasion and the quality of cement
imported from Pakistan.
Pakistan defends quality of its cement exported to
South Africa
South Africa: Cement imports from Pakistan to South Africa will continue
and are expected to increase, says Qamar Zaman, commercial secretary at
the High Commission of Pakistan in South Africa.
In 2012, issues were raised about the quality of Pakistani cement but
Zaman said that lower prices gave his countrys imports a competitive
edge. South Africa consumes about 12Mt/yr of cement, with imports sit-
ting at 5%, according to Stanlib analyst Anashrin Pillay.
Multinational cement producer Lafarge complained publicly about
Pakistani imports of cement into South Africa in mid-2012, mentioning
poor quality and incorrectly packaged quantities. Zaman defended Paki-
stani cement, saying that, over the past decade, it had been refned and
the production processes were now of a high standard.
Iraq bans imports of white
cement from Iran
Iraq/Iran: Iraq has banned imports of
Iranian white cement from the Iranian
border towns of Shalamcheh and Chaza-
beh, according to Sadeq Savaedi, the
deputy head of Khuzestans Cement Ex-
porters Union. Iraq is still importing grey
cement and other construction materials.
Iran exports 8000t/day and 6000t/
day respectively of construction materi-
als from the Chazabeh and Shalamcheh
borders areas to Iraq, said Savaedi to the
ISNA news agency.
Previously Iraq banned imports of
cement of Iran completely in June 2013
but trade resumed shortly afterwards. In
January 2013 the Iran - Iraq Joint Cham-
ber of Commerce Secretary General
Jahanbakhsh Sanjabi said that the value
of trade between the two countries was
about US$10.7bn/yr. He added that
Iraq is Irans main trading partner for
non-oil goods.
Order from Ce]mentos Mozambique for American Air Filter
Mozambique: Cimentos Mozambique has signed a contract for the manufacture
and installation of a flter to reduce the emissions from its cement plant in the
southern city of Matola. The US$8m order has been placed with American Air Filter
for installation in 2014.
Protecting the environment and the health and well-being of the residents of
Matola and the surrounding area was one of the frst points on the agenda of the
new management of the factory. We are convinced that we will be in a much bet-
ter situation when the new flter is installed next year, said Cimentos Mozambique
spokesman Sergio Bandeira.
Cimentos Mozambique is Mozambiques largest cement producer. In late 2012
Brazilan cement producer InterCement took over the company from Cimpor.
AUCBM October 2013.indd 1 01/10/2013 13:06
North African nations have seen varying
amounts of political disruption in recent years,
with revolutions in Egypt, Libya and Tunisia and
disruption in Morocco and Algeria. Construction, and hence
cement production, has been a low priority as a result. In some
countries the cement industry is also battling higher fuel costs.
However, recent expansions may signal a brighter cement future for
Africas north coast.
Peter Edwards, Global Cement Magazine
North African cement focus
GDP US$174.0bn
GDP/capita US$5400
Population 32.6m
Area 446,550km
2
58 globalcement MAGAZINE October 2013
Morocco
N
ext to the vital trade routes that pass through
the Strait of Gibraltar, Morocco has developed a
mixed economy based on exports to its EU neighbours
across the Mediterranean. However, despite relatively
dynamic markets and ranking 13th out of 54 African
nations in terms of GDP/capita, Morocco is still poor
by international standards, with high food costs repre-
senting a particular burden.
Cement industry
Morocco has 13 cement plants and its total capac-
ity is 22.8Mt/yr.
Much of the cement industry is
today owned by Lafarge, Holcim, Italcementi and
Camargo Corra units. Cimentos de LAtlas (CIMAT)
is the only Moroccan-owned producer,
Lafarge Maroc is Moroccos largest cement pro-
ducer, with four plants. Its largest plant, a 4.5Mt/yr
facility at Bouskoura, is also Moroccos largest. Other
plants acquired by Lafarge over the years include the
1.2Mt/yr Mekns plant (built in 1945), its 2.5Mt/yr T-
touan plant (2000) and its 1Mt/yr Tangier plant (1954),
which give it a total Moroccan capacity of 9.2Mt/yr.
Holcim operates three
cement plants in Morocco,
at Fes (1.9Mt/yr), Settat
(1.8Mt/yr) and Oujda (1.2Mt/yr), which give it a total
capacity of 4.9Mt/yr. Te Settat plant was expanded
from 0.9Mt/yr in 2012. Holcim also operates a grind-
ing, bagging and distribution centre at Nador and a
bagging and distribution centre in Casablanca.
Italcementi Group operates in Morocco through
Ciments du Maroc. It has three cement plants,
which are located at Agadir At Baha (2.2Mt/yr),
Saf (1.0Mt/yr) and Marrakech (1.4Mt/yr), as well as
a grinding centre in Layoune (0.25Mt/yr), which is
expandable to 0.5Mt/yr in the future. Integrated capac-
ity is 4.6Mt/yr. Te bulk of Italcementis assets come
from its 1999 purchase of Moroccan group Asmar,
although it opened the Agadir Ait Baha plant, built by
Denmarks FLSmidth, in 2010.
Te only Moroccan player in the market is
Ciments de LAtlas (CIMAT), launched by businessman
Anas Sefrioui in 2007. It commissioned Germanys
Polysius to simultaneously construct two identical ce-
ment plants in the nationally strategic regions of Ben
Ahmed and Beni Mellal (both 1.6Mt/yr). CIMAT aims
to become a major player in Morocco.
Te fnal player in the market is Asment de
Tmara (1.3Mt/yr), located in Ain Attig and owned
by Camargo Corra of Brazil. Te plant was part of
a large-scale asset swap between the plants previous
owner, Portugals Cimpor and Camargo Corra in
mid-2012.
2
Current situation
Figure 1 shows Moroccan cement production and
GDP/capita for the past two decades. As with many
nations there is a strong correlation between these
parameters, although Morocco has historically used
relatively little cement compared to its neighbours.
In 2011 the country hit consumption in excess of
500kg/capita/yr, consuming around 16.1Mt, 11% up
on 2010.
1
However, in 2012 consumption fell by 1.6%
to 15.9Mt/yr.
1
16
14
12
10
8
6
4
2
0
2
0
1
1
2
0
0
9
2
0
0
7
2
0
0
5
2
0
0
3
2
0
0
1
1
9
9
9
1
9
9
7
1
9
9
5
1
9
9
3
Year
C
e
m
e
n
t
p
r
o
d
u
c
t
i
o
n
(
M
t
)
0
500
1000
1500
2000
2500
3000
3500
0
2000
4000
6000
8000
10000
12000
14000
16000
1
9
9
3
1
9
9
4
1
9
9
5
1
9
9
6
1
9
9
7
1
9
9
8
1
9
9
9
2
0
0
0
2
0
0
1
2
0
0
2
2
0
0
3
2
0
0
4
2
0
0
5
2
0
0
6
2
0
0
7
2
0
0
8
2
0
0
9
2
0
1
0
2
0
1
1
2
0
1
2
3500
3000
2500
2000
1500
1000
500
0
G
D
P
/
c
a
p
i
t
a
(
2
0
1
2
U
S
$
)
Below - Figure 1: Cement
production (red) and
GDP/capita (green) for
Morocco, 1993 - 2011/2012.
Above: Summary statistics
for Morocco in 2012.
Month Mt %
Jan 1.18 -25.4
Feb 1.21 -10.7
Mar 1.23 -25.0
Apr 1.38 -2.6
May 1.41 -3.2
Jun 1.37 -2.5
Jul 1.17 -5.5
Aug 0.89 +9.22
Jan-Aug 9.4 -10.2
Below right - Table 1:
Monthly Moroccan cement
consumption statistics for 2013
in Mt, with % year-on-year
changes relative to the same
month of 2012.
1
NORTH AFRICA
Subscribe Contents Ad Index
OMt/yr 15-20Mt/yr
0-10Mt/yr 20-40Mt/yr
10-15Mt/yr +40Mt/yr
1000km
globalcement MAGAZINE October 2013 59
GDP US$277.4bn
GDP/capita US$7600
Population 38.1m
Area 2,381,741km
2
R
e
d
S
e
a
SUDAN
C
H
A
D
N
I
G
E
R
M
A
L
I M
A
U
R
I
T
A
N
I
A
Mediterranean Sea
A
t
l
a
n
t
i
c
O
c
e
a
n
LIBYA - 9.7Mt/yr
1. Ahlia (Arab) Cement Co., 1Mt/yr.
2. Ahlia (Arab) Cement Co., 0.3Mt/yr.
3. Ahlia (Arab) Cement Co., 1Mt/yr.
4. Ahlia (Arab) Cement Co., 3Mt/yr.
5. The Libyan Cement Co. (Asamer), 0.9Mt/yr.
6. The Libyan Cement Co. (Asamer), 1.1Mt/yr.
7. The Libyan Cement Co., (Asamer), 1Mt/yr.
8. Arab Union Contracting Co., 1.4Mt/yr.
EGYPT - 43.7Mt/yr
1. Alexandria Portland Cement Co. (Titan), 2.2Mt/yr.
2. Ameriyah Cement Co. (Cimpor), 2.4Mt/yr.
3. ASEC Cement Co., 1.5Mt/yr.
4. Cemex Assiut Cement, 4.8Mt/yr.
5. Beni Suef Cement Co., (Titan), 3.2Mt/yr.
6. Lafarge Cement Egypt., 10.6Mt/yr.
7. Misr Egypt Cement Co., 1.4Mt/yr.
8. National Cement Co., 3.8Mt/yr.
9. National Cement Co., 0.2Mt/yr.
10. National Cement Co., 3.1Mt/yr.
11. Sinai Cement Co., 1.5Mt/yr (1 White kiln).
12. Suez Cement Co., 1.4Mt/yr.
13. Suez Cement Co., 2.4Mt/yr.
14. Tourah Portland Cement Co., 1.35Mt/yr.
15. Tourah Portland Cement Co., 1Mt/yr.
16. Tourah Portland Cement Co., 2.23Mt/yr.
17. Sinai Cement Co., 0.41Mt/yr.
18. Royal Cement Co., 0.18Mt/yr (White).
Ain Salah
W
e
s
t
e
r
n
S
a
h
a
r
a
N
ALGERIA
TUNISIA
MOROCCO
EGYPT
LIBYA
2
3
4
5 6
8
1
RABAT
Casablanca
9 10
A
LG
IER
S
26,34
12
Oran
13
14
TUNIS
1,2
TRIPOLI
3
4,8
6
5,7
1
Alexandria
2,3,5,6, 8-18 CAIRO
49
11
13
12
Between January 2013 and the end of August
2013 Morocco had consumed 9.4Mt/yr of cement,
with Grand Casablanca and Tangier-Ttouan con-
suming the most.
1
Te eight months to 1 September
2013 saw cement consumption down by 10.7%.
August 2013, saw a year-on-year improvement of
9.2%, possibly due to Ramadan moving backwards
relative to the Gregorian calendar into July 2013.
Te decrease in cement consumption mirrors a de-
cline in economic growth in 2012. It is likely that this
has been due, at least in part, to the continued slow-
down in Moroccos export partners like Spain (17% of
exports) and France (21%) in southern Europe. Te
Moroccan economy grew by 3.2% in 2012
3
compared
to estimates of 4.5%. GDP growth is now forecast as
3.9% for 2013, 5.6% for 2014 and 5.9% for 2015.
4
Algeria
T
he Peoples Democratic Republic of Algeria
endured a bloody separation from its former
colonial ruler France in the 1950s and has since
been a relatively unstable nation. Most recently it
experienced political disruption in 2011 following
revolutions in Tunisia and Libya. At present, the coun-
try relies to a great extent on its oil revenues, a resource
that the government is keen to exert control over. Oil
provides 95% of export earnings for the country. Since
the 2011 protests the government has made attempts
to generate additional revenue streams.
At the start of 2013 it was expected that the gov-
ernment of Abdelaziz Boutefica would present a new
constitution in 2013, although elections in 2014 may
be diverting attention from this task.
Below - Figure 2: North Africa with integrated cement plants, major settlements
and neighbouring territories / areas of water. Colour-coded by cement capacity.
Above: Summary statistics
for Algeria in 2012.
4
7
7
1 5 611
10
13
12
4
2 9
8
3
4
5
15
1 2
6-8
9
12
11
13
14
10
16
17
7
1,9 2 8
6
3
4
5
3
1,2
4,8
5,7
Benghazi
ALGERIA - 21.9t/yr
1. Entreprise de Ciments et Drives dEch-Chelif (EDCE), 2Mtyr.
2. ERCC, 0.5Mt/yr.
3. ERCC, 0.4Mt/yr.
4. ERCC, 1M/yr.
5. Group de Ciments et Drivs, 1Mt/yr.
6. Entreprise des Ciments et Drivs Est, 1.05Mt/yr.
7. Entreprise des Ciments et Drivs Est, 0.8Mtyr.
8. Entreprise des Ciments et Drivs Est, 0.8Mt/yr.
9. Entreprise des Ciments et Drivs Est, 0.94Mt/yr.
10. SCT Socit des Ciments de Tebessa, 1Mt/yr.
11. Socit des Ciments de Beni Saf (SCIBS), 1.6Mt/yr.
12. Lafarge, 2.5Mt/yr (White).
13. Lafarge, 5Mt/yr.
14. Cement Algeria Co SA, 3.3Mt/yr.
15. Sonatrech, 1Mt/yr.
16. Socit de Ciments de Zahana (ASEC), 1.2Mt/yr.
17. ASEC Ciment Algerie, 3.2Mt/yr. (Commissioning in 2015).
TUNISIA - 12.2Mt/yr
1. Ciments Artifciels Tunisiens (COLACEM), 1Mt/yr.
2. Ciments de Bizerte, 0.84Mt/yr.
3. La Cimenterie de Djebel El Oust (Camargo Corra), 1.2Mt/yr.
4. Les Ciments dOum El Klil, 0.87Mt/yr.
5. Socit des Ciments de Gabes (SECIL), 1.0Mt/yr.
6. Socit des Ciments dEnfda (88% CPV), 1.4Mt/yr.
7. Carthage Cement, 2.3Mt/yr (Commissioning now).
8. Ciment de Mditerrane Gafsa, 3Mt/yr.
9. Socit Tuniso-Andalouse de Ciment Blanc (Molins), 0.6Mt/yr.
MOROCCO - 23.3Mt/yr
1. Asment de Tmara (Cimpor), 1.25Mtyr.
2. Ciments du Maroc (Italcementi), 1.0Mt/yr.
3. Lafarge Maroc, 1.0Mt/yr.
4. Lafarge Maroc, 4.5M/yr.
5. Lafarge Maroc, 1.2Mt/yr.
6. Holcim Maroc, 1.9Mt/yr.
7. Holcim Maroc, 1.3Mtyr.
8. Ciments du Maroc (Italcementi), 1.4Mt/yr.
9. Holcim Maroc, 1.8Mt/yr.
10. Ciments du Maroc (Italcementi), 2.2Mt/yr.
11. Lafarge Maroc, 2.5Mt/yr.
12. Ciments de LAtlas (CIMAT), 1.6Mt/yr.
13. Ciments de LAtlas (CIMAT), 1.6Mt/yr.
NORTH AFRICA
NORTH AFRICA
60 globalcement MAGAZINE October 2013
Cement industry
Algeria has 16 integrated cement
plants with a combined capacity
of 21.9Mt/yr. Te Arab Union for
Cement and Building Materials
(AUCBM) states that in 2012 the
country had a capacity of 20Mt/
yr and that it produced 19Mt/yr.
5
Algerias cement industry
includes a number of older gov-
ernment-owned cement plants that, despite their age,
are currently capable of supplying the country. Tese
are operated by Entreprise des Ciments et Derivs
dEch-Chelif, ERCC, Entreprise des Ciments et D-
rivs Est and Socit des Ciments de Tebessa. Unlike
Tunisia and Morocco, foreign companies do not fea-
ture heavily in the Algerian cement industry, although
Lafarge has a 35% stake in plants at MSila (5.0Mt/yr)
and Oran City (2.5Mt/yr).
Egypts ASEC Cement also has interests in the
1.2Mt/yr Socit de Ciments de Zahana plant at
Zahana and is involved in the construction of a
3.2Mt/yr FLSmidth plant in Djelfa City, 300km due
south of Algiers, due to come online in 2015.
Current situation
Te Algerian government is currently implementing
a large capital spending programme, which points to
a steady increase in demand for cement in the future.
Oran City and Algiers ports will be redeveloped using
concrete (and hence cement)
6
and over 2200km of
major arterial motorway projects are planned. Numer-
ous other routes will be upgraded.
In light of this current and future demand, gradual
increases in cement capacity and GDP growth fore-
casts of 3.2% for 2013 and 4.0% for 2014,
7
the Algerian
cement industry could be in for an increase in demand
in the coming years. Some more interest may come
from outside the country, although the current capac-
ity is closely matched to demand.
However, with cement imports currently available
from southern EU countries, there are few drivers for
multinationals to increase their presence in Algeria
in the immediate future. A continued protectionist
stance by the Algerian government likely hampers the
countrys eforts to attract foreign investment in the
cement and other industries. Its rules dictate that only
49% of any given enterprise can be controlled by a for-
eign investor, with 51% remaining in Algerian hands.
Relatively high levels of corruption and high ad-
ministrative barriers to business are other factors that
may hinder general economic
development and hence may
dampen cement demand growth.
Tunisia
T
unisia was recognised as
independent by former ruler
France in 1956. A one party state
existed from that year until 1987,
when a bloodless coup gave power to Abidine Ben Ali
in 1987. Ben Ali ruled the country until the popular
uprising against his regime in January 2011, which
ended when he disbanded the government and fed.
Te country is now headed by Interim President
Moncef Marzouki, who is leading the preparation of
a new constitution. A free election will be held on 17
December 2013.
With greater agricultural prospects and well-
established tourism sectors, Tunisia is better placed
to deal with the efects of its revolution than other
north African countries. Tourists are returning and
neighbouring Libya and Algeria are becoming more
stable. However, the country has a large number of
unemployed workers, both skilled and unskilled, with
17% unemployment. Other fundamental grievances
that prompted the 2011 revolution (high food prices,
poverty and corruption), remain major obstacles.
Cement industry
Te frst cement plant to be established in Tunisia
was Ciments Artifciels Tunisiens (CAT), which was
founded in 1932. It was the only Tunisian cement
plant for over 20 years and was nationalised in 1977.
In 2000 it was taken over by Italys COLACEM, which
expanded the plant from 0.25Mt/yr to 1.0Mt/yr with
the installation of a new dry process cement line.
Over the years CAT was joined by several other
government cement plants, including Ciments de
Bizerte (1953), a 450t/day semi-wet plant. Te plant
was expanded by the government in 1978 with the
completion of a 2000t/day dry line. Today it operates
at 0.8Mt/yr.
Brazils Camargo Corra is another major inter-
national cement producer with a base in Tunisia. It
operates the 1.2Mt/yr Cimenterie de Djebel Oust plant,
a former government installation that it acquired from
Cimpor as part of an asset swap in 2012.
Other domestic, state-owned companies that have
been transferred to foreign hands include: Socit
des Ciments de Gabes, a 1.1Mt/yr plant sold to Por-
tugals SECIL; Socit des Ciments dEnfdha, now
88%-owned by Spains Cementos Portland Valderrivas
Group, and La Socit Tunisio-Andalouse de Ciment
Blanc (SOTACIB), a 0.6Mt/yr white cement plant that
is now 65%-owned by the Spains Cementos Molins.
Another player in the country is Carthage
Cement, which has constructed a 2.3Mt/yr cement
plant at Jbel Ressas, with consulting services from
Switzerlands PEG and equipment from FLSmidth. Te
plant is currently being commissioned, with the frst
fring of the kiln on 6 September 2013.
A new plant project, currently said to be a 3Mt/yr
US$300m project, is being carried out by Ciment de
la Mditerrane Gafsa. A plant at the site has been on
the cards for several decades. It is not clear whether or
not the plant will be commissioned in the immediate
future. Elsewhere, SOTACIB has plans to increase its
production with a new grey cement plant mooted at El
Baten Kairouan.
0
1000
2000
3000
4000
5000
6000
0
5000
10000
15000
20000
25000
30000
1
9
9
3
1
9
9
4
1
9
9
5
1
9
9
6
1
9
9
7
1
9
9
8
1
9
9
9
2
0
0
0
2
0
0
1
2
0
0
2
2
0
0
3
2
0
0
4
2
0
0
5
2
0
0
6
2
0
0
7
2
0
0
8
2
0
0
9
2
0
1
0
2
0
1
1
2
0
1
2
30
25
20
15
10
5
0
2
0
1
1
2
0
0
9
2
0
0
7
2
0
0
5
2
0
0
3
2
0
0
1
1
9
9
9
1
9
9
7
1
9
9
5
1
9
9
3
Year
C
e
m
e
n
t
p
r
o
d
u
c
t
i
o
n
(
M
t
)
6000
5000
4000
3000
2000
1000
0
G
D
P
/
c
a
p
i
t
a
(
2
0
1
2
U
S
$
)
Below - Figure 2: Cement
production (red) and
GDP/capita (green) for
Algeria, 1993 - 2011/2012.
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
1
9
9
3
1
9
9
4
1
9
9
5
1
9
9
6
1
9
9
7
1
9
9
8
1
9
9
9
2
0
0
0
2
0
0
1
2
0
0
2
2
0
0
3
2
0
0
4
2
0
0
5
2
0
0
6
2
0
0
7
2
0
0
8
2
0
0
9
2
0
1
0
2
0
1
1
2
0
1
2
6
5
4
3
2
1
0
2
0
1
1
2
0
0
9
2
0
0
7
2
0
0
5
2
0
0
3
2
0
0
1
1
9
9
9
1
9
9
7
1
9
9
5
1
9
9
3
Year
C
e
m
e
n
t
p
r
o
d
u
c
t
i
o
n
(
M
t
)
5000
4000
3000
2000
1000
0
G
D
P
/
c
a
p
i
t
a
(
2
0
1
2
U
S
$
)
9
8
7
1500
2500
4500
3500
500
GDP US$107.1bn
GDP/capita US$9900
Population 10.8m
Area 163,610km
2
Below - Figure 3: Cement
production (red) and
GDP/capita (green) for
Tunisia, 1993 - 2011/2012.
Below: Summary statistics
for Tunisia in 2012.
NORTH AFRICA
Current situation
As Figure 3 shows, Tunisias cement production grew
from 4.2Mt/yr in 1998 to 7.6Mt/yr in 2008. By 2010 it
had risen to 8.0Mt/yr, with a production capacity of
10Mt/yr. Despite its 2011 revolution, and a 1.1% fall
in GDP in that year, Tunisia had a cement consump-
tion rate of 564kg/capita/yr.
8
Cement consumption
increased by 12.3% year-on-year in 2012.
9
Tunisia has strong primary, secondary and tertiary
industries and is experiencing a resurgence in tourism.
Te economy is expected to grow by 3.4% across the
whole of 2013 and accelerate to 4.6% growth in 2014.
10
However, it is worth noting that similar fgures were
in the ofng for 2012 and 2013 respectively 12 months
ago. For now, slow-but-steady growth appears to be the
trend for Tunisia. Newly-commissioning Carthage Ce-
ment and the expanded SOTACIB are best positioned
to beneft from the resultant growing cement market.
Libya
S
ince the 2011 Libyan revolution and the end of
Colonel Gadafs reign, the country has endured
further political turmoil. Transfer to a National Tran-
sitional Council (NTC) in 2012 has gone some of the
way to stabilising the country, but fundamendal eco-
nomic and polical greivances remain.
Elections in July 2012 gave way to the formation
of the General National Congress (NTG) in August
2012 although further problems were encountered in
October 2012 when the prime-minister elect was sus-
pended for failing to gain approval for his government.
Troughout the turmoil, international business
dealings have become very difcult for Libya. Indeed,
on 3 September 2013 it was reported that oil produc-
tion was at a standstill as the government continued to
fre-fght against various groups of militia. Oil and gas
represents almost all of Libyas income. Without it, the
economy is in a perillous position.
Cement industry
Libya has eight cement plants with a total capacity of
9.7Mt/yr. Prior to the revolution, the cement industry
of Libya was looking at a stable future based on a steady
supply of large public works demanded by the Gadaf
regime. However, the country had approximately dou-
ble the cement capacity that it required. Large projects
were to be funded by oil revenues that had started to
fow back into the country following the lifing of UN
sactions in 2003.
Te efect on GDP/capita of the removal of the
sanctions can be seen in Figure 4, which also shows
cement production. In 2011 there was a steep decline
in production, with a 50% drop from 7.0Mt in 2010 to
3.5Mt in 2011. Tis was due to the revolution. Indeed
cement plants close to Benghazi were commandeered
by revolutionary forces during the uprising. With very
little cement demand due to ongoing confict, the
Libyan cement industry is currently badly afected.
Estimates of actual production are hard to come by
and production is almost certainly hampered by
current political and economic conditions. Capac-
ity utilisation is likely to be 15-25%.
A major player in the Libyan cement industry
since the Gadaf era is Libyan Cement Company
(LCC), which is 90% owned by the Austrian Group
Asamer and the Economic and Social Develop-
ment Fund.
LCC has a total of six production lines at three
sites in Benghazi, Hawari and Al-Fataiah, with a com-
bined capacity of 3Mt/yr. Tis is almost as much as
the USGSs estimated production for the whole of the
country for 2011.
Te other major player in the Libyan cement in-
dustry is Ahlia Cement Company, which has been in
operation since 1965. It has existed in various forms,
merging with Zliten Cement in 1988. It was transferred
from public to private hands as part of a major priva-
tisation drive in 2005. It has a total capacity of 8Mt/yr
across four sites. Arab Union Contracting Company
has a 1.4Mt/yr plant at Zliten.
Current situation
Te ageing Libyan cement industry, which even in
the relative boom of the pre-revolution era, was only
running at around 50% of installed capacity, currently
has little problem supporting the countrys cement
demand. In light of this and current problems with dis-
order and oil production, there will be no opportunity
(or indeed need) for Libyan cement plants to produce
more cement or expand in the immediate future.
Reports from 2012 that suggested cement con-
sumption rates as high as 0.8Mt/month (9.6Mt/yr)
11
due to reconstruction eforts are not being realised.
Tere is certainly no impetus for foreign multinational
producers to establish bases in the country until cur-
rent issues can be efectively resolved.
Egyptm
T
he 1952 Egyptian Revolution ended centuries
of occupation by Roman, Ottoman and fnally
British rule. One of the most populous African
nations, Egypt saw relative stability under the long
dictatorship of Hosni Mubarak. His removal from
power in the 2011 uprising and the subsequent re-
moval of his successor Mohamed Morsi by similar
means in 2013 has meant prolonged uncertainty.
Te interim President is Adly Mansour.
globalcement MAGAZINE October 2013 61
GDP US$78.7bn
GDP/capita US$12,300
Population 6.0m
Area 1,759,540km
2
GDP US$548.8bn
GDP/capita US$6700
Population 85.3m
Area 1,001,450km
2
6
5
4
3
2
1
0
2
0
1
1
2
0
0
9
2
0
0
7
2
0
0
5
2
0
0
3
2
0
0
1
1
9
9
9
1
9
9
7
1
9
9
5
1
9
9
3
Year
C
e
m
e
n
t
p
r
o
d
u
c
t
i
o
n
(
M
t
)
G
D
P
/
c
a
p
i
t
a
(
2
0
1
2
U
S
$
)
8
7
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
0
1000
2000
3000
4000
5000
6000
7000
8000
1
9
9
3
1
9
9
4
1
9
9
5
1
9
9
6
1
9
9
7
1
9
9
8
1
9
9
9
2
0
0
0
2
0
0
1
2
0
0
2
2
0
0
3
2
0
0
4
2
0
0
5
2
0
0
6
2
0
0
7
2
0
0
8
2
0
0
9
2
0
1
0
2
0
1
1
2
0
1
2
18,000
14,000
10,000
6000
2000
0
4000
8000
16,000
12,000
Left - Figure 4: Cement
production (red) and
GDP/capita (green) for
Libya, 1993 - 2009/2012.
Above: Summary statistics
for Libya in 2012.
Below: Summary statistics
for Egypt in 2012.
Cement industry
Egypts cement production infrastructure has a long
history, with the frst plants commissioned in the early
20th Century. Plants at Alexandria (0.1Mt/yr and
0.15Mt/yr), Torah (0.16Mt/yr) and Helwan (0.15Mt/
yr) were established under British colonial rule.
In 1956, the National Company for Cement in 1956
was formed to consolidate Egyptian cement assets. It
produced 0.3Mt/yr of cement onwards from 1960.
New companies commissioned further plants in
the 1980s but in the 1990s the Mubarak regime opted
to privatise the sector. Sales and partial sales of Helwan
Cement, Assiut Cement, Beni Suef Cement, Ameriya
Cement and Torah Cement were carried out between
1995 and 2000.
Today, the multinationals with interests in Egypt
include Mexicos Cemex, which owns Assiut Cement,
Portugals Cimpor, which operates Ameriya Cement,
and Greeces Titan, which has interests in Alexandria
Portland Cement and Beni Suef Cement.
Frances Lafarge acquired the entire cement portfo-
lio of the Egyptian group Orascom in December 2007
for a total of Euro8.8bn, with a further Euro1.55bn
of associated debts. In Egypt, this came to a total
of 10.2Mt/yr from Orascoms subsidiary Egyptian
Cement Company, which is now known as Lafarge
Cement Egypt (LCE).
Te 10.6Mt/yr El Ain El Sokhna plant operated by
LCE is the second largest in the world and has under-
gone major expansion in its short production life. It
was established in 1998 as the frst Egyptian-owned
private cement plant.
Production began in April 1999 with the com-
missioning of the frst kiln.
Tis was joined in September
1999 by a second kiln. Kilns
three and four were added in
November 2000 and November
2001 respectively, with kiln fve
beginning production in June
2006, 18 months prior to the
Lafarge deal. At the time of the
deal, the plant easily covered a
ffh of Egyptian demand.
Current situation
Egypts current social and political upheaval is caus-
ing large scale uncertainty. Tis has caused disruption
in the construction sector and lowered demand for
cement. Te realities of the post-Mubarak era increas-
ingly see cement producers paying far more for fuel
amid fat or de-
creasing demand,
with squeezed
margins as a result.
Tere was an 8%
drop in cement
demand between
2010 and 2011 to
45.2Mt/yr.
While a production fgure for 2012 is hard to come
by, Italcementi and Lafarge both alluded to problems
in their Egyptian operations in 2012.
12
Italcementi
reported a loss in sales in its frst half results for 2012
partly due to the Egyptian market, while Lafarge saw
volumes fall by 11% in its second quarter in Egypt due
to limited gas supplies.
In 2013 Titan, Italcementi and Lafarge have in-
sisted that their situations have marginally improved
in Egypt, whereas Cemex has reported a 10% decline
in sales for the frst half of the year.
Elsewhere, 2013 has so far brought a series of nega-
tive events to the Egyptian cement industry.
12
To date
2013 has been punctuated by: fuel shortages at Suez
Cement, a hostage drama at Alexandria Cement, Ara-
bian Cement calling for the government to assist with
the switch to non-traditional fuel sources, disruption
at Misr Beni Suef Cement and the kidnap and murder
of three cement plant workers in Sinai. Te price of
the heavy fuel oil mazut, commonly used in the pre-
revolution days, has increased by a factor of 2.5 in the
frst half of 2013. On top of this the sector was accused
of price-fxing by the former Morsi government in the
early part of the year. Any investigation into this ac-
cusation must surely be on ice for the time being.
Given that margins are under attack from low de-
mand and higher production costs, producers could
be excused if they had lost their appetite for Egypt.
However, ASEC Minya commissioned its 2Mt/yr
plant at Minya in May 2013, producing its frst ce-
ment in September 2013. Arabian Cement intends to
increase its capacity in the country by way of a con-
tract to operate and maintain two plants for Egyptian
National Cement.
Does this suggest a brighter future for cement
production in Egypt? Yes and no. Like in Libya, the
government is arguably more interested in maintain-
ing civil order than helping cement producers. Unless
the political situation improves so that meaningful
construction and development can resume, the situa-
tion is likely to remain stagnant.
In the event that cement demand does increase,
Egypt has more than enough capacity to satisfy its own
requirements. It is new plants like ASEC Minya, with
inherent efciency advantages, that will fare best in this
scenario. In the longer term Egypt has high potential
for those producers willing to take the risks involved.
Notes
i: GDP, population and area data from the CIA World Factbook web-
site. ii: GDP/capita data from World Bank Data Indicators website.
iii: Cement production data from USGS website. iv: Cement industry
details taken from Global Cement Directory 2013, PRo Publications
International Ltd., October 2012, and work conducted towards the
publication of Global Cement Directory 2014, Pro Global Media Ltd.,
in progress. v: Cement company history from company websites and
parent companies. vi: Sources 1-12 can be seen in the online version
of this article at www.globalcement.com/articles.
NORTH AFRICA
62 globalcement MAGAZINE October 2013
0
500
1000
1500
2000
2500
3000
3500
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
50000
1
9
9
3
1
9
9
4
1
9
9
5
1
9
9
6
1
9
9
7
1
9
9
8
1
9
9
9
2
0
0
0
2
0
0
1
2
0
0
2
2
0
0
3
2
0
0
4
2
0
0
5
2
0
0
6
2
0
0
7
2
0
0
8
2
0
0
9
2
0
1
0
2
0
1
1
2
0
1
2
40
35
30
25
20
15
10
5
0
2
0
1
1
2
0
0
9
2
0
0
7
2
0
0
5
2
0
0
3
2
0
0
1
1
9
9
9
1
9
9
7
1
9
9
5
1
9
9
3
Year
C
e
m
e
n
t
p
r
o
d
u
c
t
i
o
n
(
M
t
)
3500
3000
2500
2000
1500
1000
500
0
G
D
P
/
c
a
p
i
t
a
(
2
0
1
2
U
S
$
)
50
45
Alternative fuels workshop in Egypt
Fuel costs are rising rapidly for Egyptian cement manu-
facturers, making alternative fuels a hot new topic in the
country, be they fossil or otherwise. Indeed, in April 2013,
MVW Lechtenberg & Partner, the German alternative
fuel consultants, organised an Egyptian fuels workshop
due to the high demand for information from the sector.
GLOBAL CEMENT PRICES
China: According to Digital Cement and SCI99,
Anhui Conch raised its clinker price by US$2.37/t
on 15 September 2013. The move, if confrmed, is
earlier than projections and may indicate that the
company has seen accelerating cement demand in
the Chinese market.
Pakistan: At the start of September 2031 the members
of All Pakistan Cement Manufacturers Association (APCMA)
were divided over cement pricing, with most members
demanding a price increase of US$0.28-0.33/bag (50kg). This
demand was made following a government decision to increase
electricity and gas prices at the end of August 2013. At one point,
Lucky Cement threatened to pull out of the APCMA over the issue, saying
that it was opposed to price increases.
The proposed increase is due to government price rises that saw electricity tar-
ifs for industrial consumers rise by up to 55%. An increase to gas prices for captive
power plants, which feature at a number of Pakistani cement producers, was 17.5%.
Understandably, producers with captive power plants are complaining that they have
been unfairly hit.
Saudi Arabia: Cement prices are reported to have dropped by as much as 40% in some areas of Saudi
Arabia recently, with prices falling from US$6.67/bag to US$4.27/bag in the west, south and north
of the Kingdom.
Truck drivers and traders identifed recent large-scale imports from neighbouring coun-
tries as a major driver in the fall. It is predicted that prices could drop further, to as low
as US$3.33-3.40/bag, due to start of the Haj Pilgrimage. One said that Bahraini cement
had already fallen from US$8.40/bag to US3.67/bag, with Yamama and Riyadh ce-
ment faling from US$4.53/bag to US$3.40-3.47/bag.
India: Holcim has announced that its cement sales price in India increased
from US$3.21/bag at the start of 2013 to US$3.54/bag by the end of the frst
half of 2013.
Do you have your fnger on the cement
price pulse where you are?
If so, Global Cement Magazine needs you!
Send cement prices to
peter.edwards@propubs.com.
Regular contributors receive a free
subscription to Global Cement Magazine!
globalcement MAGAZINE October 2013 63
Prices are for cement in metric tonnes, unless stated otherwise. Where a source has given a range,
the published price is the minimum value.
FOB {+ the named port of origin} = Free On Board: The delivery of goods on board the vessel at
the named port of origin (loading), at sellers expense. Buyer is responsible for the main carriage/
freight, cargo insurance and other costs and risks.
CIF {+ the named port of destination} = Cost, Insurance and Freight: The cargo insurance and
delivery of goods to the named port of destination (discharge) at the sellers expense. Buyer is
responsible for the import customs clearance and other costs and risks.
ASWP = Any safe world port.
Conversions to US$ from local currencies are as at the time of original publication.
Here Global Cement Magazine presents its
monthly review of global cement prices, in
US$ for easy comparison. Much more price
information (including the latest information
on prices and market trends throughout the
global cement industry from our price cor-
respondents) is only available to subscribers
of Global Cement Magazine.
To get the latest prices, you should
subscribe - See page 64. In this issue sub-
scribers get more cement price information
from India as well as Kazakhstan, Kenya, the
Philippines, Indonesia, Malaysia, Malawi,
Vietnam and Zambia.
GLOBAL CEMENT PRICES
Subscribe Contents Ad Index
October 2013 globalcement MAGAZINE SUBSCRIPTION FORM
To subscribe to GC simply fll in this form and fax it to (+44) 1372 743838, email to subscriptions@propubs.com or
post it to Pro Global Media Ltd, First Floor, Adelphi Court, East Street, Epsom, Surrey, KT17 1BB, UK.
Your details:
First name:_____________________________________Family name:_________________________________________
Company:_________________________________________________Position:_________________________________
VAT No. including country prefx (required for all EU companies):_____________________________________________
Nature of business:__________________________________________________________________________________
Address:___________________________________________________________________________________________
__________________________________________________________________________________________________
Phone:____________________________________________________Fax:_____________________________________
Email:_____________________________________________________Internet:_________________________________
Date:____________________________Signature:_________________________________________________________
I wish to subscribe to Global Cement Magazine for:
3 years GC 382.5 (normally 450 - total discount 15%)
2 years GC 270 (Normally 300 - total discount 10%)
1 year GC 150 (11 issues per year) Ofer price: reduced to 150 from 250: Subscribe today!
__________________________________________________________________________________________________
Three payment options are available:
Send a cheque payable to Pro Global Media Ltd. to the address above with a completed copy of this form.
A paid invoice will be sent to the address you have specifed.
Pay by credit card*: Card No:____________________________________________
Expiry date mm/yy: _____/_____ Security code (last three fgures on signature strip) _______
Name on card (if diferent from the subscriber named above)___________________________________________________
A paid invoice will be sent to the address you have specifed.
*Please note, credit card payments will be taken in UK using www.XE.com exchange rates on the transaction date.
US$, Euro or other local currency amounts charged on your card will therefore vary depending on currency fuctuations.
Pay by bank transfer (direct payment). Send a copy of this form to Pro Global Media Ltd. at the address above
or to the fax number or email address above. An invoice including our bank details for payment will be sent
to the postal or email address that you have specifed. Please quote the invoice number with your payment.
You must pay ALL bank charges related to the transfer.
NB: Subscriptions are zero-rated for UK VAT but come under the reverse charge system for customers in other EU countries.
Independent thinking and analysis
Best for news, prices and trends
Global cement news
Country reports
Global cement technology
Your own copy, on time, every issue!
Free eGC registration (internet only) Paid GC subscription (this form)
your own print copy - every issue
low-res download (non-printable) LOW high-res download (printable)
HIGH
+ up-to-date cement prices
SUBSCRIPTION FORM
SUBSCRIBE TODAY!
gl bal
cement
MAGAZINE
gl bal
cement
MAGAZINE
globalcement.com
OCTOBER2013
Global Cement news Lime North Africa Alternative fuels VDZ Congress Pneumatic conveying Expansion joints
TM
C
M
J
CM
MJ
CJ
CMJ
N
C
M
J
CM
MJ
CJ
CMJ
N
TM
Contents Ad Index
T
he publication of the new report by the Intergov-
ernmental Panel on Climate Change is a landmark
moment. Te report states that the UN-backed body of
international scientists is 95% certain that half of the
global warming seen in the years covered by the report
is man-made. Te other 50% of the warming efect is
presumably perfectly natural and is therefore acceptable.
Tis natural warming is to be bourne with gritted teeth
and a sigh of weary acceptance. If sea level does eventu-
ally rise by a metre, then I shall curse the man-made half
of the rise, but I will try to enjoy the other half of the
sea level rise, like I might enjoy a lovely natural organic
hummus wholemeal baguette.
It might not come as a surprise to regular readers of
this column, but I must count myself among the scep-
tics about the new report. I wonder though, for a start,
about the 5% of doubt that remains about global warm-
ing. Does that mean that 5% of the scientists are 100%
sceptical about the theory, or that perhaps 15% are 33%
sceptical? Tis quantifcation of scepticality is a mystery
to me: I wonder what are the units used in measure-
ment? Was there an online survey? I must have missed
it. It sounds to me like they waived their hands around
and plucked that number from the air.
Although it seems that the planet has been warm-
ing slowly for the last few hundred years (since before
the Industrial Revolution - go fgure), we seem to have
arrived at a bit of a plateau. Te report largely glosses
over the increasingly lengthy pause (or hiatus as the
report prefers to call it) in global average temperatures,
which have remained within 0.1C - within the bounds
of measurement error - for the last 16 years. During the
same period, global average temperature were forecast
to rise by up to 0.9C (see the chart at the right, from the
Global Warming Policy Foundation). Please forgive my
naivety, but it seems to me that the models used to make
the forecasts are plainly wrong since they have failed to
correctly predict what would happen (as my childhood
anti-hero Molesworth might have written, As any fule
kno). My bewilderment at the wrongness of the models
leads me to ask, In what way are they wrong? Could it
be that the models have forgotten to include some im-
portant physical process that could hide the extra heat?
In fact, the IPCC suggests that the extra heat that their
models suggested would have shown up by now has
somehow been conveyed into the deep oceans, where
there are (in)conveniently few measurement probes to
prove or disprove the theory. Te physical means of mix-
ing the heat into the deep oceans has additionally yet to
be specifed.
Could it be that the models have understated other
important physical processes that might provide a nega-
tive feedback on global warming, or have overstated their
warming potential? Perhaps chief among these is the role
of water vapour in the atmosphere, which accounts for
between a third and two thirds of the greenhouse ef-
fect
1
. With more water vapour in the atmosphere due
to warming, we might expect to have more radiation-
refecting clouds,
reducing the overall
warming efect. Water
vapour is the elephant
in the room - its big,
but nobody is talking
about it.
And fnally, I
wondered if CO
2
, the
millstone that has
been hung around
the neck of the global
cement industry, is
quite the problem
that it has been made
out to be. I put this out there for discussion: what if the
global warming models are too sensitive to the concen-
tration of CO
2
in the atmosphere? Afer all, there has
been a steady increase in measured CO
2
concentrations
(Im not denying that - just look at the graph) but there
has been no corresponding increase in global average
temperature (at least not for the last 16 years). As one
Australian professor recently said to me, CO
2
is plant
food, afer all! What if the signifcance of CO
2
to climate
change has been overplayed? In that case, surely, the cost
of carbon emission credits for making a tonne of cement
should be even lower than it is today, making suggested
mitigation eforts like carbon capture and storage (CCS)
even less economic.
We all need to look afer the planet and conserve our
resources: by 2050 there will be 9 billion of us on the
planet. However, I have the feeling that when we look
back in 25 years time at the current decarbonisation
war on industry, we will all scratch our heads and ask
ourselves, What was all that about?
1: http://en.wikipedia.org/wiki/Greenhouse_gas#Role_of_water_vapor
Dr Robert McCarey Editor, Global Cement Magazine (rob@propubs.com)
globalcement MAGAZINE October 2013 65
The Last Word
When the facts dont ft the theory, change your theory...
THE LAST WORD
Subscribe Contents Ad Index
gl bal
cement
MAGAZINE
Advanced Cyclone Systems 5
aixergee Process Optimization 47
18th Arab-International Cement Conference 57
EMZ Elektromaschinenzentrale GmbH 35
Gebr. Pfeiffer SE 13
Global Boards Conference & Exhibition 17
Global Cement Asian Cement & Lime 50,51
Global Well Cem Conference & Exhibition 6
Global Slag Conference & Exhibition IBC
Hardtop Gieereitechnologie GmbH 31
Lechler GmbH 33
LUBRILOG SA 36
Maerz Ofenbau AG 7
MKS Anlasser-und-Elektrotechnik GmbH 35
MKS Engineering Inc. 35
Muller Beltex 53
Siemens IFC
Standard Industrie International FC
Tangshan Zhonghi Machinery Co., Ltd OBC
Ventilatorenfabrik Oelde GmbH 11
ADVERTISER INDEX & NEXT ISSUE PREVIEW
gl bal
cement
MAGAZINE
globalcement.com
OCTOBER2013
Global Cement news Lime North Africa Alternative fuels VDZ Congress Pneumatic conveying Expansion joints
TM
C
M
J
CM
MJ
CJ
CMJ
N
C
M
J
CM
MJ
CJ
CMJ
N
TM
Advertisers: October 2013
Next issue: November 2013
Advertising deadline: 31 October 2013
Following issue: December 2013
Advertising deadline: 22 November 2013
Top 50 Cement producers
East and West Africa regional focus
Filter media
White Cement
Alternative fuels
Roller mill advances
Preview: AUCBM Conference (Dead Sea, Jordan)
Review: TCMA Congress (Antalya, Turkey)
Middle Eastern cement review
Refractories
Alternative fuels
Slag
Preview: Global Well Cem Conference, Dubai
Preview: Global Slag Conference, Dubai
Review: AUCBM 2013
Review: UNITECR 2013
66 globalcement MAGAZINE October 2013
To advertise: Paul Brown - paul.brown@propubs.com, +44 (0) 1372 840 950
Sren Rothfahl - soeren.rothfahl@propubs.com +44 (0) 1372 840 857
Editorial contributions: editorial@propubs.com, +44 (0) 1372 743 837
Contents Subscribe
10-11 DECEMBER 2013 The Westin Dubai Mina Seyahi, Dubai, UAE
Organised by:
CONFERENCE
& EXHIBITION
gl bal
slag
gl bal gl bal
Improving slag
performance
New applications
for slag
Global slag markets
and trading
Who should attend?
Slag producers
Slag users
Cement producers
Cement users
Equipment vendors
Traders and shippers
Academics & researchers
gl bal
cement
MAGAZINE
The Global Slag Conference is recognised as the most international meeting place for slag industry
experts. The 9th annual conference in Dubai will look at developments in raw slag optimisation,
cooled-slag processing and benefciation, slag product applications and granulated slag use. As always,
the networking and business opportunities during the conference are plentiful.
Dubai ofers easy access for delegates from around the world and participants from over 30 countries
are expected to attend.
If your business is in slag, you must attend!
www.globalslag.com
g
TM
Slag October 2013.indd 1 01/10/2013 13:08
TANGSHAN ZHONGYI MACHINERY CO., LTD
Cement Packing Machine
Professional Manufacture
Tangshan Zhongyi Machinery Co. Ltd. is one of the largest manufacturers of cement packing machines in
China. The company with its microcomputer control system is regarded as one of the leading suppliers of
packing machines:
The features of the CNC BHYW8S series are
Servo system: change the quantity of lling by adjusting the discharging shutter at any angle or position
under normal operating condition
Integrated intelligent control of multi-platform and multisystem, manual control, manual/automatic control
and nearly/remote control are available for option
HMI monitor: remote monitoring and adjusting the packing and measuring system through human-computer
interface under normal operating condition
Nankai road, High-Tech district, Tangshan, Hebei, China zhongyi@vip.163.com
Ph: +86-0315-3855683 +86-3853580-8016 | Fax: +86-0315-3855683/3855782 | www.tszhongyi.cn
Tangshan October 2013.indd 1 01/10/2013 13:08
Você também pode gostar
- The Power of GodDocumento100 páginasThe Power of GodMathew CookAinda não há avaliações
- Qualified Written RequestDocumento9 páginasQualified Written Requestteachezi100% (3)
- Present MixerDocumento9 páginasPresent Mixerv53Ainda não há avaliações
- (Digest) Marcos II V CADocumento7 páginas(Digest) Marcos II V CAGuiller C. MagsumbolAinda não há avaliações
- 09 - en-KD CPT 001 F-Word PDFDocumento93 páginas09 - en-KD CPT 001 F-Word PDFShariq KhanAinda não há avaliações
- Grasim Greenfield and Capex MonitoringDocumento40 páginasGrasim Greenfield and Capex Monitoringgunju1Ainda não há avaliações
- Trilobite Pictorial GuideDocumento92 páginasTrilobite Pictorial Guidevae2797100% (4)
- Aeration - PadsDocumento2 páginasAeration - Padsrmahesh300% (1)
- 01.0 - 22146.002E - Hydraulic SystemDocumento126 páginas01.0 - 22146.002E - Hydraulic SystemShariq Khan100% (1)
- Table of Penalties For Crimes Committed Under The Revised Penal CodeDocumento6 páginasTable of Penalties For Crimes Committed Under The Revised Penal CodeElaine Grace R. AntenorAinda não há avaliações
- FullerKinyonKompactPumps PDFDocumento4 páginasFullerKinyonKompactPumps PDFAnoop Tiwari0% (1)
- Local Labor Complaint FormDocumento1 páginaLocal Labor Complaint FormYVONNE PACETEAinda não há avaliações
- End o Waste Criteria For Waste Plastic For ConversionDocumento241 páginasEnd o Waste Criteria For Waste Plastic For Conversionvae2797Ainda não há avaliações
- Electrical Motors DetailsDocumento195 páginasElectrical Motors Details243avinashAinda não há avaliações
- Cement MagazineDocumento31 páginasCement Magazinedexter1850Ainda não há avaliações
- Mvcp-4555-Pp Part Manual For BP - MaxmechDocumento51 páginasMvcp-4555-Pp Part Manual For BP - MaxmechKrm Chari100% (1)
- Design and Sizing of Screw FeedersDocumento8 páginasDesign and Sizing of Screw FeedersPooja PillaiAinda não há avaliações
- Amp LintecDocumento24 páginasAmp Lintecdk_moehammed100% (2)
- Chapter 1Documento56 páginasChapter 1Surbhi JainAinda não há avaliações
- Brochure 154 Loesche-Mills For Cement Raw Material EN PDFDocumento24 páginasBrochure 154 Loesche-Mills For Cement Raw Material EN PDFMohammed AbdoAinda não há avaliações
- AFM QuizDocumento47 páginasAFM QuizDhaya100% (1)
- Loesche Overview EN PDFDocumento34 páginasLoesche Overview EN PDFNguyễn Quang Hưng100% (1)
- ZKG IndiaDocumento36 páginasZKG Indiajoe_kudo0% (1)
- Windsichter CTC 4Documento12 páginasWindsichter CTC 4LuisFernándezAinda não há avaliações
- FivesFCB Brochure Horomill GBDocumento6 páginasFivesFCB Brochure Horomill GBpeymanAinda não há avaliações
- Roman Catholic Archbishop of Manila Vs CADocumento5 páginasRoman Catholic Archbishop of Manila Vs CALiaa AquinoAinda não há avaliações
- Fuller Airslide Conveying TechnologyDocumento6 páginasFuller Airslide Conveying TechnologyBruno100% (1)
- Anempirical Approach Tothe Design Oftrommel Screens Forfine Screening Ofdomestic RefuseDocumento13 páginasAnempirical Approach Tothe Design Oftrommel Screens Forfine Screening Ofdomestic RefuseNcls BMAinda não há avaliações
- Loesche Brochure LMDocumento24 páginasLoesche Brochure LMwatcharpAinda não há avaliações
- Nelson Machinery Int'l Equipment Highlights 2019-04Documento64 páginasNelson Machinery Int'l Equipment Highlights 2019-04Andy GAinda não há avaliações
- Simplex Infrastructures Limited: Grasim Cement Plant Project, KotputliDocumento82 páginasSimplex Infrastructures Limited: Grasim Cement Plant Project, KotputliSulabh TiwariAinda não há avaliações
- KyokutoDocumento39 páginasKyokutomuslimtelkompolsriAinda não há avaliações
- 2010 CatalogDocumento21 páginas2010 CatalogMar SolAinda não há avaliações
- Conexiones HokeDocumento59 páginasConexiones HokeRaul Guerra ヅAinda não há avaliações
- NQCC Ovent en PDFDocumento3 páginasNQCC Ovent en PDFShahnam GhasediAinda não há avaliações
- en-KN CPT 003 G-WordDocumento95 páginasen-KN CPT 003 G-WordRaúl Marcelo VelozAinda não há avaliações
- VCP A11-0507Documento32 páginasVCP A11-0507Dan PascaruAinda não há avaliações
- Main Equipment Critical Sparepart Recommendation With Risk Matrix 250305Documento61 páginasMain Equipment Critical Sparepart Recommendation With Risk Matrix 250305Ariawan HasnanAinda não há avaliações
- Screw Conveyor Manual ES - M A4 0511 enDocumento87 páginasScrew Conveyor Manual ES - M A4 0511 enPaul LauAinda não há avaliações
- Beumer Bulk MaterialDocumento20 páginasBeumer Bulk MaterialMahmoud NaelAinda não há avaliações
- Great Benefits of Using Bhs Econtors Single Diaphragm CouplingsDocumento6 páginasGreat Benefits of Using Bhs Econtors Single Diaphragm CouplingslubricacionAinda não há avaliações
- Production of Conveyor BeltsDocumento2 páginasProduction of Conveyor Beltssuraia100% (1)
- Factory of Tooling and Chucks Bison-Bial S.ADocumento6 páginasFactory of Tooling and Chucks Bison-Bial S.AMuhammadTaufikAliRahmanAinda não há avaliações
- Skirt and Dust Control BrochureDocumento8 páginasSkirt and Dust Control BrochureJacob MelendezAinda não há avaliações
- TB - T 2843-2007Documento21 páginasTB - T 2843-2007erdemAinda não há avaliações
- E12686-0000-9002-01-09 Consumer List PDFDocumento67 páginasE12686-0000-9002-01-09 Consumer List PDFthanh100% (1)
- Kakanj AirDocumento95 páginasKakanj AirAnonymous snYQBSUNdyAinda não há avaliações
- Silo Installation and Kiln Feed Control System For Raw Meal: Operating Manual en-D000091-3K-4E-ADocumento45 páginasSilo Installation and Kiln Feed Control System For Raw Meal: Operating Manual en-D000091-3K-4E-Anima mazaheriAinda não há avaliações
- Insert Able Jet Pulse FilterDocumento4 páginasInsert Able Jet Pulse FilterM.IBRAHEEMAinda não há avaliações
- AUMUND Bucket Elevators 180801Documento16 páginasAUMUND Bucket Elevators 180801Tino TorehAinda não há avaliações
- Lafarge Cement MainDocumento88 páginasLafarge Cement MainSagor AhmedAinda não há avaliações
- Air Slide Version 24 Sept 03Documento6 páginasAir Slide Version 24 Sept 03Ahmed Mostafa AL-AboudyAinda não há avaliações
- Combined Bearing/Freewheel - CSK - CSK..2RS - Stieber ClutchDocumento2 páginasCombined Bearing/Freewheel - CSK - CSK..2RS - Stieber ClutchborischechenkoAinda não há avaliações
- Blast FurnaceDocumento3 páginasBlast FurnaceNarendra Singh ShekhawatAinda não há avaliações
- VRM Daily Stoppage DetailsDocumento7 páginasVRM Daily Stoppage DetailsValipireddy NagarjunAinda não há avaliações
- "Blueprint" Your Pulverizer For Improved Performance: by Richard F. (Dick) Storm, PE, Storm Technologies IncDocumento4 páginas"Blueprint" Your Pulverizer For Improved Performance: by Richard F. (Dick) Storm, PE, Storm Technologies IncvnchromeAinda não há avaliações
- Cast Central Pipe For CyclonesDocumento2 páginasCast Central Pipe For CyclonesAnonymous Cxriyx9HIXAinda não há avaliações
- Test Report: No. AJHG1412004745FT Date: JAN.09, 2015 Page 1 of 4 Hangzhou China Arts Industrial Corp. LTDDocumento4 páginasTest Report: No. AJHG1412004745FT Date: JAN.09, 2015 Page 1 of 4 Hangzhou China Arts Industrial Corp. LTDKR123Ainda não há avaliações
- Wa0001 PDFDocumento25 páginasWa0001 PDFMuntandwe georgeAinda não há avaliações
- CFI Controlled Flow Inverted Cone SiloDocumento4 páginasCFI Controlled Flow Inverted Cone SiloTùng CCIDAinda não há avaliações
- WAM SILOTOP R03 Maintenance Manual JECDocumento64 páginasWAM SILOTOP R03 Maintenance Manual JECThomas Varghese100% (1)
- E0012 FLS L61 PM em MR01 01 - R1.0 PDFDocumento4 páginasE0012 FLS L61 PM em MR01 01 - R1.0 PDFVegaGonzalezAinda não há avaliações
- 1891 1Documento23 páginas1891 1Sanju MahaliAinda não há avaliações
- Test Report 10034-1 Raw Material Grasim Rawan IndiaDocumento6 páginasTest Report 10034-1 Raw Material Grasim Rawan IndiaKenny RuizAinda não há avaliações
- en-D000091-2D-3J-A Grinding Plan For Raw MealDocumento49 páginasen-D000091-2D-3J-A Grinding Plan For Raw Mealnima mazaheriAinda não há avaliações
- 2005 Cementing FutureDocumento64 páginas2005 Cementing FutureLê DũngAinda não há avaliações
- MarchDocumento70 páginasMarchdexter1850Ainda não há avaliações
- Utilization of Industrial Waste in The Construction IndustryDocumento6 páginasUtilization of Industrial Waste in The Construction IndustryInternational Journal of Research in Engineering and TechnologyAinda não há avaliações
- Cost of Living 2020 11Documento12 páginasCost of Living 2020 11vae2797Ainda não há avaliações
- The Pole in The Barn Paradox and Spacetime Diagram - CourseraDocumento2 páginasThe Pole in The Barn Paradox and Spacetime Diagram - Courseravae2797Ainda não há avaliações
- Innovation Your Solution For Weathering UncertaintyDocumento7 páginasInnovation Your Solution For Weathering Uncertaintyvae2797Ainda não há avaliações
- The Twin Paradox (Parts 1-4) - CourseraDocumento3 páginasThe Twin Paradox (Parts 1-4) - Courseravae2797Ainda não há avaliações
- Economic Outlook 2016 12Documento13 páginasEconomic Outlook 2016 12vae2797Ainda não há avaliações
- Advertising - in New Campaign, Pepsi Invites Public To Do Good - NYTimes PDFDocumento3 páginasAdvertising - in New Campaign, Pepsi Invites Public To Do Good - NYTimes PDFvae2797Ainda não há avaliações
- Ethical Dimensions in The Conduct of Business BestDocumento26 páginasEthical Dimensions in The Conduct of Business Bestvae2797100% (1)
- PepsiRefresh CaseStudy Kamischke PDFDocumento16 páginasPepsiRefresh CaseStudy Kamischke PDFvae27970% (2)
- Lvic-S Bref 0907Documento711 páginasLvic-S Bref 0907vae2797Ainda não há avaliações
- Tata Chemicals - Annual Report2010 11Documento147 páginasTata Chemicals - Annual Report2010 11Bijoy BabuAinda não há avaliações
- SahilDocumento4 páginasSahilayushpundri914Ainda não há avaliações
- Fachhochschule Südwestfalen: We Create MomentumDocumento45 páginasFachhochschule Südwestfalen: We Create MomentumSha EemAinda não há avaliações
- Descriptive Text TaskDocumento12 páginasDescriptive Text TaskM Rhaka FirdausAinda não há avaliações
- Grandparents 2Documento13 páginasGrandparents 2api-288503311Ainda não há avaliações
- Who Am I NowDocumento7 páginasWho Am I Nowapi-300966994Ainda não há avaliações
- Gyges RingDocumento1 páginaGyges RingCYRINE HALILIAinda não há avaliações
- ARI - Final 2Documento62 páginasARI - Final 2BinayaAinda não há avaliações
- Bromelia in Bolivia Key Chiquitania PDFDocumento10 páginasBromelia in Bolivia Key Chiquitania PDFthrashingoAinda não há avaliações
- S F R S (I) 1 - 2 1: Accounting For The Effects of Changes in Foreign Currency Exchange RatesDocumento40 páginasS F R S (I) 1 - 2 1: Accounting For The Effects of Changes in Foreign Currency Exchange RatesRilo WiloAinda não há avaliações
- 006 2014 Hans TjioDocumento17 páginas006 2014 Hans TjioarshadtabassumAinda não há avaliações
- MBA621-SYSTEM ANALYSIS and DESIGN PROPOSAL-Bryon-Gaskin-CO - 1Documento3 páginasMBA621-SYSTEM ANALYSIS and DESIGN PROPOSAL-Bryon-Gaskin-CO - 1Zvisina BasaAinda não há avaliações
- MINERVA-Handbook For Quality in Cultural Web Sites V1.2-2003 PDFDocumento195 páginasMINERVA-Handbook For Quality in Cultural Web Sites V1.2-2003 PDFGrypas SpAinda não há avaliações
- Company Profile 2018: However, The Cover Is ExcludedDocumento16 páginasCompany Profile 2018: However, The Cover Is ExcludedJimmy R. Mendoza LeguaAinda não há avaliações
- Project - 2-2Documento17 páginasProject - 2-2Fareeha KhanAinda não há avaliações
- Politics of BelgiumDocumento19 páginasPolitics of BelgiumSaksham AroraAinda não há avaliações
- Configuring Srewquid Proxy ServerDocumento4 páginasConfiguring Srewquid Proxy ServerPendekar BlankAinda não há avaliações
- Weird Tales PresentationDocumento11 páginasWeird Tales PresentationBogdan StanciuAinda não há avaliações
- 137684-1980-Serrano v. Central Bank of The PhilippinesDocumento5 páginas137684-1980-Serrano v. Central Bank of The Philippinespkdg1995Ainda não há avaliações
- Test Beca Week 6de8Documento3 páginasTest Beca Week 6de8Ninoshka EstradaAinda não há avaliações
- 04 Chapter 3Documento13 páginas04 Chapter 3Danica Marie Baquir PadillaAinda não há avaliações
- DomOrlando Corporate Resume000Documento3 páginasDomOrlando Corporate Resume000domorlando1Ainda não há avaliações
- CLAT UG Merit List - Rank 10001-15000Documento100 páginasCLAT UG Merit List - Rank 10001-15000Bar & BenchAinda não há avaliações
- Unit 14 Opinion Full EssayDocumento1 páginaUnit 14 Opinion Full EssayQuân Lê ĐàoAinda não há avaliações