Você também pode gostar
- Paut Vs RTDocumento4 páginasPaut Vs RTinvilink87Ainda não há avaliações
- Visual TestingDocumento6 páginasVisual TestingndttestingindiaAinda não há avaliações
- Slofec™: Fast Corrosion Screening TechniqueDocumento10 páginasSlofec™: Fast Corrosion Screening TechniqueshervinyAinda não há avaliações
- MX2 Training Program 14B Phased Array Analysis-AmplitudeDocumento15 páginasMX2 Training Program 14B Phased Array Analysis-AmplitudeVictor Antonio Diaz FaundezAinda não há avaliações
- Qualification Process For Phased Array UT Using DNV RP-F118Documento12 páginasQualification Process For Phased Array UT Using DNV RP-F118aztec20100% (1)
- 9 Data Processing of Tofd FilesDocumento6 páginas9 Data Processing of Tofd FilesPuneet Vikram SinghAinda não há avaliações
- Weld Discontinuity Evaluation Guide-Bolje SkeniranoDocumento19 páginasWeld Discontinuity Evaluation Guide-Bolje SkeniranoDinesh Radhakrishnan100% (1)
- 1.2 TOFD Digitization Principles 2010Documento35 páginas1.2 TOFD Digitization Principles 2010Hoang Diep PhanAinda não há avaliações
- 8.5 Curved Surface Correction (CSC) - Olympus IMSDocumento4 páginas8.5 Curved Surface Correction (CSC) - Olympus IMSTHIRU.SAinda não há avaliações
- Inspection Stainless Steel Heat Exchanger Tubes 01Documento18 páginasInspection Stainless Steel Heat Exchanger Tubes 01Blue HorizonAinda não há avaliações
- Code Case 181-2 Section 7 & 8 Flaw Evaluation Worksheet (Short)Documento81 páginasCode Case 181-2 Section 7 & 8 Flaw Evaluation Worksheet (Short)庄查理Ainda não há avaliações
- NDE TechniquesDocumento25 páginasNDE TechniquesaseAinda não há avaliações
- 03 How Phased Arrays WorkDocumento34 páginas03 How Phased Arrays WorkThiru RajaAinda não há avaliações
- Defect Characterization Using Time-of-Flight DiffractionDocumento27 páginasDefect Characterization Using Time-of-Flight DiffractionHoang Diep PhanAinda não há avaliações
- Lrut Background and History (P2) Rev 0.2Documento9 páginasLrut Background and History (P2) Rev 0.2Asish desaiAinda não há avaliações
- Small Diameter Tube and Pipe Inspection With Phased Array PDFDocumento7 páginasSmall Diameter Tube and Pipe Inspection With Phased Array PDFAlanka PrasadAinda não há avaliações
- Student Training Notes Floormap 3diDocumento86 páginasStudent Training Notes Floormap 3diTechnical A-Star Testing & Inspection MalaysiaAinda não há avaliações
- Purpose of Seminar: Phased Arrays: Codes and ApplicationsDocumento6 páginasPurpose of Seminar: Phased Arrays: Codes and ApplicationsLương Hồ VũAinda não há avaliações
- Multifilm Techinique PDFDocumento7 páginasMultifilm Techinique PDFamitAinda não há avaliações
- Radiography Exposure Time CalculatorDocumento7 páginasRadiography Exposure Time CalculatorngmthongAinda não há avaliações
- Teori Dasar UltrasonikDocumento59 páginasTeori Dasar Ultrasonikjar_2Ainda não há avaliações
- LRPDF-Applus RTD Catalogus Probe DepartmentDocumento28 páginasLRPDF-Applus RTD Catalogus Probe DepartmentDhanasekaran RAinda não há avaliações
- Phased Array Ultrasonic Steel Corrosion Mapping For Bridges and Ancillary StructuresDocumento110 páginasPhased Array Ultrasonic Steel Corrosion Mapping For Bridges and Ancillary StructuresTHIRU.SAinda não há avaliações
- Profile RadiogarphyDocumento24 páginasProfile RadiogarphySantosh Kumar100% (1)
- BPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Documento32 páginasBPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Agung Prastyo WibowoAinda não há avaliações
- 09a-Calibration StepsDocumento30 páginas09a-Calibration StepsLương Hồ Vũ100% (1)
- 1.1 TOFD Background Principles 2010Documento48 páginas1.1 TOFD Background Principles 2010Hoang Diep PhanAinda não há avaliações
- Ultrasonic Testing: NDT Training & CertificationDocumento21 páginasUltrasonic Testing: NDT Training & CertificationMidhun K ChandraboseAinda não há avaliações
- NDT Techniques: Pulsed Eddy Current (PEC) & Long Range Ultrasonic Test (LRUT)Documento10 páginasNDT Techniques: Pulsed Eddy Current (PEC) & Long Range Ultrasonic Test (LRUT)abhi9792Ainda não há avaliações
- Profile Radiography Article Estimationof CorrosionDocumento10 páginasProfile Radiography Article Estimationof Corrosioncoolguy12345Ainda não há avaliações
- API 510 Pressure Vessel Remaining Life Assessment: Pt. Kwalita Inspectindo DinamikaDocumento34 páginasAPI 510 Pressure Vessel Remaining Life Assessment: Pt. Kwalita Inspectindo Dinamikaazzamsiregareka100% (1)
- NDT Method SummaryDocumento3 páginasNDT Method SummaryNguyen Anh TungAinda não há avaliações
- TOFD Enhancement To Pipeline Girth Weld Inspection: Edward Ginzel, Henk Van Dijk, Merv Hoff March 1998Documento12 páginasTOFD Enhancement To Pipeline Girth Weld Inspection: Edward Ginzel, Henk Van Dijk, Merv Hoff March 1998Islam FawzyAinda não há avaliações
- PA in Lieu of RT - CurtisDocumento21 páginasPA in Lieu of RT - CurtisDennis ChaiAinda não há avaliações
- Course Notes RT Level 1 Rev 29 3a 07 2006Documento470 páginasCourse Notes RT Level 1 Rev 29 3a 07 2006ravi00098Ainda não há avaliações
- Product Technology ModifiedDocumento136 páginasProduct Technology ModifiedTamilarasanAinda não há avaliações
- 8c 3 Dao Caulder AOS TPAC Next Generation Phased Array UT Total Focusing MethodDocumento52 páginas8c 3 Dao Caulder AOS TPAC Next Generation Phased Array UT Total Focusing Methodmkjbkm,sbkjm,nAinda não há avaliações
- Lrut Special AplicationDocumento20 páginasLrut Special AplicationAbdur Rahim100% (1)
- 1.2a TOFD Formula 2010Documento18 páginas1.2a TOFD Formula 2010Hoang Diep Phan100% (1)
- Module 10 Visual Inspection and Other NDE Methods and SymbolsDocumento41 páginasModule 10 Visual Inspection and Other NDE Methods and SymbolsMiki JaksicAinda não há avaliações
- Non-Destructive Testing (NDT) : Nur Syahroni, ST., MT., PHDDocumento51 páginasNon-Destructive Testing (NDT) : Nur Syahroni, ST., MT., PHDLiya AmaliaAinda não há avaliações
- Radiographic Testing: Compiled For ASNT by Bahman Zoofan The Ohio State UniversityDocumento293 páginasRadiographic Testing: Compiled For ASNT by Bahman Zoofan The Ohio State UniversityTrajko GorgievskiAinda não há avaliações
- Visual Inspection PV FormDocumento2 páginasVisual Inspection PV FormGibson FisherAinda não há avaliações
- Form Report Lrut (Repaired)Documento7 páginasForm Report Lrut (Repaired)cozmoanandkAinda não há avaliações
- BLOQUEDocumento1 páginaBLOQUEAlvaro Alexis Mendoza Prada100% (1)
- Ewert WCNDT Standards 2012 04Documento38 páginasEwert WCNDT Standards 2012 04bladdeeAinda não há avaliações
- ACFM Applications1Documento12 páginasACFM Applications1naoufel1706Ainda não há avaliações
- Ut at High TemperatureDocumento11 páginasUt at High TemperatureaamirapiAinda não há avaliações
- Intro To Eddy Current (1) by Raj Deep GuptaDocumento51 páginasIntro To Eddy Current (1) by Raj Deep GuptaRajdeep Gupta50% (2)
- Shaft Inspection Using Phased-Array Compared To Other Techniques CINDEDocumento21 páginasShaft Inspection Using Phased-Array Compared To Other Techniques CINDEIvanRomanovićAinda não há avaliações
- FIELD HEATERS INSPECTION ProcedureDocumento24 páginasFIELD HEATERS INSPECTION Procedurejabir ahmad anarwalaAinda não há avaliações
- Lrut Teletest Focus - TwiDocumento6 páginasLrut Teletest Focus - TwiJaya DiAinda não há avaliações
- Omniscan Tip of The Month: Tip Diffraction or DB Drop For Sizing of Weld Flaws?Documento22 páginasOmniscan Tip of The Month: Tip Diffraction or DB Drop For Sizing of Weld Flaws?Anonymous afPplXbc100% (1)
- Ut TwiDocumento99 páginasUt TwiHao TranAinda não há avaliações
- COMPUTERIZED UT Inspection LPG Sphere Tank-Presentation PDFDocumento31 páginasCOMPUTERIZED UT Inspection LPG Sphere Tank-Presentation PDFRhama Wijaya100% (1)
- Section 6 Advanced NDT TechniquesDocumento48 páginasSection 6 Advanced NDT Techniquesariyamanjula2914100% (1)
- Srinivasan Chandran: Objective MatrixDocumento4 páginasSrinivasan Chandran: Objective MatrixPaul PhiliphsAinda não há avaliações
- Time of Flight Diffraction (Tofd) & Pulse Echo (Pe) Ultrasonic Inspection of LPG SpheresDocumento22 páginasTime of Flight Diffraction (Tofd) & Pulse Echo (Pe) Ultrasonic Inspection of LPG SpheresCarlos Martins100% (2)
- NDI EquipmentDocumento20 páginasNDI EquipmentswenthomasAinda não há avaliações
- Mdpe Tpi Questions AnswerDocumento29 páginasMdpe Tpi Questions AnswerShashi ChouhanAinda não há avaliações
- MSS SP 136 Ductile Iron Swing Check Valves 2007 PDFDocumento14 páginasMSS SP 136 Ductile Iron Swing Check Valves 2007 PDFJavierfox98100% (1)
- TransTech Energy - NFPA 58 - Free Information Kit - Rev1A-2!1!2017Documento26 páginasTransTech Energy - NFPA 58 - Free Information Kit - Rev1A-2!1!2017Javierfox98Ainda não há avaliações
- HMT Dome ConstructionDocumento20 páginasHMT Dome ConstructionJavierfox98Ainda não há avaliações
- API 650 FabricationDocumento143 páginasAPI 650 Fabricationahmad_koros100% (1)
- Factory Mutual Brochure - 2 PDFDocumento32 páginasFactory Mutual Brochure - 2 PDFJavierfox98Ainda não há avaliações
- Ateco Tank Geodesic Dome Drawings For Information PDFDocumento47 páginasAteco Tank Geodesic Dome Drawings For Information PDFJavierfox98100% (1)
- Bitumen Brochure 2015 PDFDocumento16 páginasBitumen Brochure 2015 PDFJavierfox98Ainda não há avaliações
- Detcon Produc GuideDocumento48 páginasDetcon Produc GuideJavierfox98Ainda não há avaliações
- VCF 500 Acople de VaporDocumento2 páginasVCF 500 Acople de VaporJavierfox98Ainda não há avaliações
- Tank Storage M - Selected Pages.1Documento49 páginasTank Storage M - Selected Pages.1Javierfox98100% (1)
- HE MMC 9 Manual 05 May 08Documento64 páginasHE MMC 9 Manual 05 May 08Javierfox9850% (2)
- The Mexico City Explosion of 1984 FinalDocumento18 páginasThe Mexico City Explosion of 1984 FinalJavierfox98Ainda não há avaliações
- DET TRONICS EagleQuantumPremierDocumento2 páginasDET TRONICS EagleQuantumPremierJavierfox98Ainda não há avaliações
- MultiLoad II SMP Installation Guide v1-2Documento56 páginasMultiLoad II SMP Installation Guide v1-2Javierfox98Ainda não há avaliações
- Det-Tronics - 92-1037-06Documento4 páginasDet-Tronics - 92-1037-06Javierfox98Ainda não há avaliações
- ML II Application Ethanol BlendingDocumento2 páginasML II Application Ethanol BlendingJavierfox98Ainda não há avaliações
- Catalogo GeneralDocumento21 páginasCatalogo GeneralJavierfox98Ainda não há avaliações
- MultiLoad II BrochureDocumento4 páginasMultiLoad II BrochureJavierfox98Ainda não há avaliações
- Catalogo PrincipalDocumento89 páginasCatalogo PrincipalJavierfox98100% (1)
- GP 103 y GP 104 Conector Gantry Plug para SobrellenadoDocumento5 páginasGP 103 y GP 104 Conector Gantry Plug para SobrellenadoJavierfox98Ainda não há avaliações
- LPG Safety Distance GuideDocumento53 páginasLPG Safety Distance GuideJavierfox98100% (7)
- MultiLoad II SMP Installation Guide v1-2Documento56 páginasMultiLoad II SMP Installation Guide v1-2Javierfox98Ainda não há avaliações
- API Bottom Loading Coupler J0451 - USADocumento2 páginasAPI Bottom Loading Coupler J0451 - USAJavierfox98Ainda não há avaliações
- (Valve, Control-Model 210, 2 Inch) P1034Documento4 páginas(Valve, Control-Model 210, 2 Inch) P1034Javierfox98Ainda não há avaliações
- Mil DTL 7700GDocumento162 páginasMil DTL 7700Gbykr aknAinda não há avaliações
- Unser Manual - Thor Broadcast H-1-4hdmi-Qam-ipll - H-1-4sdi-Qam-ipll 1-4 Hdmi & Sdi Encoder ModulatorDocumento53 páginasUnser Manual - Thor Broadcast H-1-4hdmi-Qam-ipll - H-1-4sdi-Qam-ipll 1-4 Hdmi & Sdi Encoder ModulatorthorbroadcastAinda não há avaliações
- Manitou Telehandlers Spec 26d46bDocumento3 páginasManitou Telehandlers Spec 26d46bYusuf JosephAinda não há avaliações
- Quality Risk Management: Ghada HaddadDocumento13 páginasQuality Risk Management: Ghada HaddadVijay KumarAinda não há avaliações
- As 3596-1992 Energy Management Programs - Guidelines For Definition and Analysis of Energy and Cost SavingsDocumento7 páginasAs 3596-1992 Energy Management Programs - Guidelines For Definition and Analysis of Energy and Cost SavingsSAI Global - APACAinda não há avaliações
- Kate WalkerDocumento4 páginasKate WalkerHouda SaoudiAinda não há avaliações
- New NSX Vmware-Nsx-DatasheetDocumento5 páginasNew NSX Vmware-Nsx-DatasheetCiscoCCIE9Ainda não há avaliações
- Script (Powerpoint)Documento7 páginasScript (Powerpoint)Laurence Niña X. OrtizAinda não há avaliações
- Climbing Wall Safety StandardsDocumento2 páginasClimbing Wall Safety StandardsMuh Fajar Eka PutraAinda não há avaliações
- Chapter 2 Input Output NewDocumento99 páginasChapter 2 Input Output NewAwins Oumer100% (1)
- Lyoprint PbaDocumento4 páginasLyoprint PbaLambo Sun100% (1)
- Regulations For Safety Inspection of Hazardous Machines and EquipmentDocumento132 páginasRegulations For Safety Inspection of Hazardous Machines and EquipmentclegenceAinda não há avaliações
- Presentation Coupler SystemDocumento21 páginasPresentation Coupler SystemPralhad Kore100% (1)
- Network Topology NoteDocumento12 páginasNetwork Topology NoteHaftamu HailuAinda não há avaliações
- Fisher 3570 d200137x012 PDFDocumento32 páginasFisher 3570 d200137x012 PDFadnane adnaneAinda não há avaliações
- Design of Welded Pressure EquipmentDocumento67 páginasDesign of Welded Pressure EquipmentpolysourceAinda não há avaliações
- IPTV PresentationDocumento21 páginasIPTV PresentationHiren ChawdaAinda não há avaliações
- Inspection and Test Plan For Piping FabricationDocumento14 páginasInspection and Test Plan For Piping Fabricationtomj9104Ainda não há avaliações
- 7 Dangerous55 CargoDocumento11 páginas7 Dangerous55 CargoKhairudyIzwanAinda não há avaliações
- High Gain Yagi Wi-Fi AntennaDocumento3 páginasHigh Gain Yagi Wi-Fi AntennaTrey OwenAinda não há avaliações
- CALCULO DE CORREAS PLANAS-MétodoDocumento22 páginasCALCULO DE CORREAS PLANAS-MétodoJeffer CabanaAinda não há avaliações
- Total Containment Trap Brochure 0216Documento7 páginasTotal Containment Trap Brochure 0216alsexeAinda não há avaliações
- SepamDocumento202 páginasSepammarioestradamaturanoAinda não há avaliações
- S7 Distributed Safety Configuring and Program Min en US en-USDocumento334 páginasS7 Distributed Safety Configuring and Program Min en US en-USPaulo SilvaAinda não há avaliações
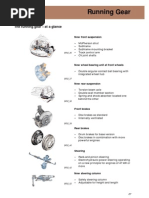
- Running Gear (Suspension, Steering, Brake System, Electrical System) For Skoda FabiaDocumento17 páginasRunning Gear (Suspension, Steering, Brake System, Electrical System) For Skoda FabiakikouchaaAinda não há avaliações
- Software Quality and Software Quality Assurance: (An Overview)Documento21 páginasSoftware Quality and Software Quality Assurance: (An Overview)Muhammad Naeem0% (1)
- E1 16Documento30 páginasE1 16mitualves100% (1)
- Power Line Specifications and GuidelinesDocumento333 páginasPower Line Specifications and GuidelinesSeptimiu Bota100% (1)
- Worldwide Engineering Standards: Procedures For High Humidity TestDocumento2 páginasWorldwide Engineering Standards: Procedures For High Humidity TestAkmal NizametdinovAinda não há avaliações
- c4g Motion ProgrammingDocumento322 páginasc4g Motion Programmingrodrigomachado507Ainda não há avaliações