Você também pode gostar
- Sonda de Reglaje de Herramientas TS27R ESDocumento30 páginasSonda de Reglaje de Herramientas TS27R EScarlosAinda não há avaliações
- Sensores Elite de MicrocmotionDocumento34 páginasSensores Elite de MicrocmotionEsteban Guerrero100% (1)
- Manual en Español de CodificadoresDocumento322 páginasManual en Español de CodificadoresGerencia NorverAinda não há avaliações
- IRW XPC XPS InstallationManual ESDocumento6 páginasIRW XPC XPS InstallationManual ESEdwin MartínezAinda não há avaliações
- Rele - Diferencial RGU-10A - ManualDocumento44 páginasRele - Diferencial RGU-10A - Manualjoselin gijonAinda não há avaliações
- Gua Del Usuario Sistema de Sonda TP20 PDFDocumento55 páginasGua Del Usuario Sistema de Sonda TP20 PDFJesus MedinaAinda não há avaliações
- Conectores y AdaptadoresDocumento20 páginasConectores y AdaptadoresMarcos Erazo100% (1)
- Kit de VibracionDocumento32 páginasKit de VibracionAlexVelasquezQAinda não há avaliações
- ENTAL X TraducidoDocumento36 páginasENTAL X TraducidoDaniel González50% (2)
- IntroducciónDocumento11 páginasIntroducciónEdU RECTIFICAAinda não há avaliações
- 3600 Serie Manualdelusario 571703006 Ver 0600 SPADocumento40 páginas3600 Serie Manualdelusario 571703006 Ver 0600 SPAJorge Luis Escalona ChavezAinda não há avaliações
- Microm - Procesador de Tejidos en Español PDFDocumento40 páginasMicrom - Procesador de Tejidos en Español PDFAlejandro Palomino AmaroAinda não há avaliações
- LG 42lc4r MDDocumento42 páginasLG 42lc4r MDJose Santana100% (2)
- Banda Prueba de EsfuerzoDocumento83 páginasBanda Prueba de EsfuerzoDanny Sharif80% (5)
- Manual VDD - VDD6 PDFDocumento27 páginasManual VDD - VDD6 PDFEstebanCortezAinda não há avaliações
- PH28 PH28PDocumento32 páginasPH28 PH28Ppedrojesus17hotmail.comAinda não há avaliações
- Manual de PreInstalacion - Parte1Documento1 páginaManual de PreInstalacion - Parte1hnochagoAinda não há avaliações
- Spanish Xhp1070awcat, Xhp1170wcat OpsDocumento54 páginasSpanish Xhp1070awcat, Xhp1170wcat OpsJuan Sebastián Montoya Salazar100% (1)
- Spanish Xhp1070awcat Xhp1170wcat Ops PDFDocumento54 páginasSpanish Xhp1070awcat Xhp1170wcat Ops PDFAndrei SalasAinda não há avaliações
- LG RH387H Combo DVD HDD Service ManualDocumento127 páginasLG RH387H Combo DVD HDD Service ManualTomasz Minster100% (1)
- Manual para Flujómetro Euromag Mc608aDocumento40 páginasManual para Flujómetro Euromag Mc608aJimmy John Sarmiento CondoriAinda não há avaliações
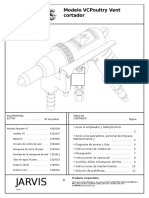
- Modelo VCPoultry Vent CortadorDocumento12 páginasModelo VCPoultry Vent CortadorCristian Camilo CuéllarAinda não há avaliações
- Manual AH-9-340-P-2Documento31 páginasManual AH-9-340-P-2Ovanio MolinaAinda não há avaliações
- 37,42LC3R MHDocumento47 páginas37,42LC3R MHquinquinoAinda não há avaliações
- (Info) Refrigeradora 2 Puertas NO FROST (44p)Documento44 páginas(Info) Refrigeradora 2 Puertas NO FROST (44p)JuanSantillanAinda não há avaliações
- Manual de Instalación Mecánica Eurus SteelDocumento7 páginasManual de Instalación Mecánica Eurus SteelJose Gregorio FerrerAinda não há avaliações
- Accionamientos ElectrohidraulicosDocumento11 páginasAccionamientos ElectrohidraulicosesmelleAinda não há avaliações
- Posicionador Samson 3730-1Documento44 páginasPosicionador Samson 3730-1Juanpa.r100% (2)
- TC 20g9aDocumento28 páginasTC 20g9aaeronauta2Ainda não há avaliações
- 32LC3R MJDocumento35 páginas32LC3R MJHoàng NguyễnAinda não há avaliações
- Ittc11-Os-100014144 Cilindro de Suspencion 730eDocumento5 páginasIttc11-Os-100014144 Cilindro de Suspencion 730ejosea627Ainda não há avaliações
- Selcoo Trabajo MDocumento17 páginasSelcoo Trabajo MSergio OrtizAinda não há avaliações
- FONA XDG Manual Del Usuario ESDocumento16 páginasFONA XDG Manual Del Usuario ESHARBYAinda não há avaliações
- Manual Del Usuario Fona USUARIODocumento16 páginasManual Del Usuario Fona USUARIOJcamilo03Ainda não há avaliações
- Monitor Automatizado de Presión Arterial para Pruebas de Esfuerzo Cardíaco y en EjercicioDocumento56 páginasMonitor Automatizado de Presión Arterial para Pruebas de Esfuerzo Cardíaco y en EjercicioAntonio GuGaAinda não há avaliações
- 3433e EsDocumento20 páginas3433e EsBV JdvAinda não há avaliações
- Catalogo Maquinas Electrosoldables Re00Documento12 páginasCatalogo Maquinas Electrosoldables Re00Akiba Calienes PeraltaAinda não há avaliações
- CEM-C31 Manual Contador WattsDocumento58 páginasCEM-C31 Manual Contador WattsSergio OrtizAinda não há avaliações
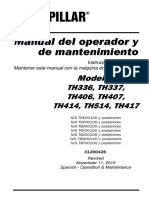
- K - TH336 337 406 407 414 514 417 - Spanish - OMMDocumento202 páginasK - TH336 337 406 407 414 514 417 - Spanish - OMMRoberto Juniior Mendoza DiazAinda não há avaliações
- SERRATRON 10iDocumento98 páginasSERRATRON 10imarazjoseAinda não há avaliações
- 6196 EsDocumento10 páginas6196 EsJulio GnzlzAinda não há avaliações
- OMHXE65375Documento806 páginasOMHXE65375gustavo floresAinda não há avaliações
- Mis11166 Cba1000 Manual AplicacionDocumento58 páginasMis11166 Cba1000 Manual AplicacionHamilton Gutierrez100% (2)
- Manipulador TelescopicoDocumento83 páginasManipulador TelescopicoNelson Rodriguez100% (2)
- RevL (UV2100 Manual Spanish)Documento79 páginasRevL (UV2100 Manual Spanish)Alfredo Flores100% (8)
- Manual Alimentador ISPDocumento53 páginasManual Alimentador ISPAntonio EspinozaAinda não há avaliações
- ABC SP Español - 05000734550101Documento155 páginasABC SP Español - 05000734550101Ricardodb82% (11)
- Manual MRQW15Documento11 páginasManual MRQW15Vladimir Laura DelgadoAinda não há avaliações
- Manual Usuario G500 CastellanoDocumento44 páginasManual Usuario G500 CastellanoJosé Antonio Fernández BretonesAinda não há avaliações
- Manual de Operacion y Mantenimiento de Generador StanfordDocumento48 páginasManual de Operacion y Mantenimiento de Generador StanfordAlex Pereira100% (1)
- Manual de Operador CH570Documento416 páginasManual de Operador CH570Oscar Itzol86% (7)
- ETC6000 ManualDocumento217 páginasETC6000 ManualMatias MancillaAinda não há avaliações
- Lenze Manuales Equipos Convertidores de Frecuencia Serie 8200 8210Documento95 páginasLenze Manuales Equipos Convertidores de Frecuencia Serie 8200 8210Marvin Barahona100% (1)
- 5150 SPDocumento42 páginas5150 SPgabriell_189Ainda não há avaliações
- Guía de instalación en locales de características especialesNo EverandGuía de instalación en locales de características especialesAinda não há avaliações
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208No EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Nota: 4 de 5 estrelas4/5 (1)
- Mantenimiento preventivo de sistemas de automatización industrial. ELEM0311No EverandMantenimiento preventivo de sistemas de automatización industrial. ELEM0311Nota: 4.5 de 5 estrelas4.5/5 (2)
- Mantenimiento y reparación de instalaciones de antenas en edificios. ELES0108No EverandMantenimiento y reparación de instalaciones de antenas en edificios. ELES0108Ainda não há avaliações
- Introducción Al Psoc5Lp: Teoría y aplicaciones prácticaNo EverandIntroducción Al Psoc5Lp: Teoría y aplicaciones prácticaAinda não há avaliações
- Dureflex 540 PDocumento3 páginasDureflex 540 PTania GómezAinda não há avaliações
- Medios de TrnasmisiónDocumento7 páginasMedios de TrnasmisiónCAPTAIN STRANGEAinda não há avaliações
- Informe de Climatizacion Automotriz, Luis Andres YanezDocumento13 páginasInforme de Climatizacion Automotriz, Luis Andres YanezLuis YanęzAinda não há avaliações
- Práctica de Laboratorio # 5-Estudio de Instrumentos Ópticos-2012505Documento4 páginasPráctica de Laboratorio # 5-Estudio de Instrumentos Ópticos-2012505RubenAinda não há avaliações
- PerforaciondemolicionDocumento9 páginasPerforaciondemolicionJESUS ARTURO SANTIAGO GERONIMOAinda não há avaliações
- Betun Ecologico 2222222222222222222222222Documento6 páginasBetun Ecologico 2222222222222222222222222Jose Luis Villaca Romero100% (1)
- 001 Informe de Adicional de Obra y Deductivo CuchosDocumento5 páginas001 Informe de Adicional de Obra y Deductivo CuchosLuis Angel Montes ChavezAinda não há avaliações
- Antonio Raimondi El Departamento de Ancash y Sus Riqueza Volumen 2 1873Documento5 páginasAntonio Raimondi El Departamento de Ancash y Sus Riqueza Volumen 2 1873manolo ximenezAinda não há avaliações
- Curso de Estabilidad de Sistemas Electricos de PotenciaDocumento204 páginasCurso de Estabilidad de Sistemas Electricos de PotenciaArmandoAguirreAinda não há avaliações
- EC 201 V.0.1empates Tuberia AcueductoDocumento4 páginasEC 201 V.0.1empates Tuberia AcueductoJessica BrownAinda não há avaliações
- Practico 1a-Estatica 2020 INDUSTRIALDocumento5 páginasPractico 1a-Estatica 2020 INDUSTRIALJuan Manuel BlancoAinda não há avaliações
- Norma PAS 220 2008Documento24 páginasNorma PAS 220 2008ANTONIOAinda não há avaliações
- Farmacopéa - Razonada - Ó - Tratado - de - Farmaneulagia QuimicaDocumento407 páginasFarmacopéa - Razonada - Ó - Tratado - de - Farmaneulagia Quimicapedro deazturiaAinda não há avaliações
- Controladores Programables TwidoDocumento246 páginasControladores Programables TwidoWilliam SalcedoAinda não há avaliações
- B50-Ultra PrimerDocumento2 páginasB50-Ultra PrimerIlse RodriguezAinda não há avaliações
- Diseño de Escaleras y VigasDocumento7 páginasDiseño de Escaleras y VigasJean VillanuevaAinda não há avaliações
- Lab 7 FisicaDocumento9 páginasLab 7 FisicaANAinda não há avaliações
- Ethernet Opera en Las Dos Capas Inferiores Del Modelo OSIDocumento4 páginasEthernet Opera en Las Dos Capas Inferiores Del Modelo OSIEduardo QuispeAinda não há avaliações
- Cronograma ActividadesDocumento4 páginasCronograma ActividadesLuis Fernando Duque100% (1)
- Curso 6822ADocumento512 páginasCurso 6822AJuan Miguel Mendoza PerezAinda não há avaliações
- 35 Trenes Eng Ran EsDocumento47 páginas35 Trenes Eng Ran EsEmmanuel Reyes50% (2)
- Alu 74181Documento9 páginasAlu 74181Franck JonhsonAinda não há avaliações
- Informe Nº4 (Transformaciones Estrella Triángulo y TriángulDocumento10 páginasInforme Nº4 (Transformaciones Estrella Triángulo y TriángulQuintanilla FidelAinda não há avaliações
- Manual Amd Construyequipos Sas 2019Documento60 páginasManual Amd Construyequipos Sas 2019Milena MontañezAinda não há avaliações
- Informe GantryDocumento7 páginasInforme GantryDaniel VaronAinda não há avaliações
- Lab 02 - Automatizacion SiloDocumento3 páginasLab 02 - Automatizacion SiloDennis Angel Ramos Arias0% (1)
- Guia Unidad 3Documento5 páginasGuia Unidad 3Miguel AndresAinda não há avaliações
- Panteón de Agripa ComentarioDocumento4 páginasPanteón de Agripa ComentarioCarlos GómezAinda não há avaliações
- Esfuerzos Cortantes en MaderaDocumento13 páginasEsfuerzos Cortantes en Maderapisquili50% (2)