Você também pode gostar
- Catalogo de AluminioDocumento24 páginasCatalogo de AluminioJorge Alberto PachecoAinda não há avaliações
- Marco Teórico Satisfaccion LaboralDocumento3 páginasMarco Teórico Satisfaccion LaboralClauAinda não há avaliações
- Ingeniería en Tecnologías de la Información y ComunicacionesDocumento5 páginasIngeniería en Tecnologías de la Información y ComunicacionesJonathan Cronque0% (2)
- Lenguaje de ProgramaciónDocumento5 páginasLenguaje de ProgramaciónRafael EspinozaAinda não há avaliações
- Lenguaje de ProgramaciónDocumento5 páginasLenguaje de ProgramaciónRafael EspinozaAinda não há avaliações
- Base y Dimension EjercicioDocumento2 páginasBase y Dimension EjercicioRafael EspinozaAinda não há avaliações
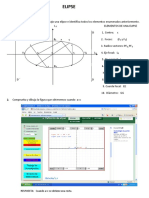
- La ElipseDocumento10 páginasLa ElipseRafael EspinozaAinda não há avaliações
- 1B-05 DiagonalizacionDocumento9 páginas1B-05 Diagonalizacion_GodfatherAinda não há avaliações
- Proyecto para Imprimir (Con Esquema Bien)Documento112 páginasProyecto para Imprimir (Con Esquema Bien)Rafael EspinozaAinda não há avaliações
- Definición y Notación de ConjuntosDocumento4 páginasDefinición y Notación de ConjuntosRafael EspinozaAinda não há avaliações
- Talleres AlumnosDocumento11 páginasTalleres AlumnosLupita Leòn CantorAinda não há avaliações
- Ante Proyecto..Documento7 páginasAnte Proyecto..Rafael EspinozaAinda não há avaliações
- Resolver Estas PreguntasDocumento4 páginasResolver Estas PreguntasRafael EspinozaAinda não há avaliações
- El Código de ComercioDocumento1 páginaEl Código de ComercioRafael EspinozaAinda não há avaliações
- Manual de Pasantia y Tesis de Grado - VfinalDocumento58 páginasManual de Pasantia y Tesis de Grado - VfinalRafael EspinozaAinda não há avaliações
- Capitulo IIIDocumento3 páginasCapitulo IIIRafael EspinozaAinda não há avaliações
- Taller de CapacitaciónDocumento1 páginaTaller de CapacitaciónRafael EspinozaAinda não há avaliações
- Capitulo IIDocumento9 páginasCapitulo IIRafael EspinozaAinda não há avaliações
- Proyecto para Imprimir (Con Esquema Bien)Documento112 páginasProyecto para Imprimir (Con Esquema Bien)Rafael EspinozaAinda não há avaliações
- MetrologíaDocumento6 páginasMetrologíaRafael EspinozaAinda não há avaliações
- Taller de CapacitaciónDocumento1 páginaTaller de CapacitaciónRafael EspinozaAinda não há avaliações
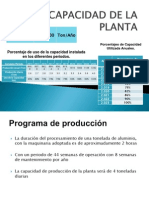
- Capacidad de La PlantaDocumento7 páginasCapacidad de La PlantaRafael EspinozaAinda não há avaliações
- Continuacion de La Pregunta 3Documento2 páginasContinuacion de La Pregunta 3Rafael EspinozaAinda não há avaliações
- Training IPADocumento21 páginasTraining IPAJosue Cruz AraujoAinda não há avaliações
- Lectura de ConcretoDocumento8 páginasLectura de ConcretoJco Sanchez MostaceroAinda não há avaliações
- Desarrollo Aca 1 CalculoDocumento15 páginasDesarrollo Aca 1 CalculoPrueba IngerAinda não há avaliações
- Criterio de Grashof: Inversión de MecanismosDocumento12 páginasCriterio de Grashof: Inversión de MecanismosYackelineGalvezRamosAinda não há avaliações
- Integral Definida-Area Bajo Una CurvaDocumento5 páginasIntegral Definida-Area Bajo Una CurvaDiana Marcela Tete OrozcoAinda não há avaliações
- Metodo de Toma de MuestrasDocumento26 páginasMetodo de Toma de MuestrasJuan Manuel MartinezAinda não há avaliações
- Cat Ripamonti General Es PTDocumento24 páginasCat Ripamonti General Es PTThaiss Aquino RodriguezAinda não há avaliações
- ElectromagnetismoDocumento7 páginasElectromagnetismoLuis Miguel BarrenoAinda não há avaliações
- OsciladoresDocumento4 páginasOsciladoresHector Cajilema100% (1)
- MototraillasDocumento41 páginasMototraillasMonteza Villanueva Arnold0% (2)
- VigasDocumento2 páginasVigasWillian SalazarAinda não há avaliações
- Modelo matemático del tiro parabólico en OctaveDocumento7 páginasModelo matemático del tiro parabólico en OctaveIsabel MuñozAinda não há avaliações
- Materiales de ConstruccionDocumento14 páginasMateriales de ConstruccionMirna Francisca Egoavil VilchezAinda não há avaliações
- Par de Arranque de Un Motor AsincronoDocumento5 páginasPar de Arranque de Un Motor Asincronojhac100% (1)
- Experimentando AprendoDocumento10 páginasExperimentando AprendoMarjoeri Esetefanit Saldaña CordovaAinda não há avaliações
- Máquina de entrenamiento de tenis de mesa controlada por FPGADocumento9 páginasMáquina de entrenamiento de tenis de mesa controlada por FPGASergio MachucaAinda não há avaliações
- Ecuacion de La RectaDocumento8 páginasEcuacion de La RectaNelson JopiaAinda não há avaliações
- An El Vazquez MartinezDocumento58 páginasAn El Vazquez MartinezvidriosAinda não há avaliações
- 1era Unidad 3er - 2016-CtaDocumento29 páginas1era Unidad 3er - 2016-CtaNel Pariona TAinda não há avaliações
- Magnetrol Interuptor UltrasonicoDocumento12 páginasMagnetrol Interuptor UltrasonicoJosé Luis De CastillaAinda não há avaliações
- Biosíntesis del peptidoglicano y lipopolisacáridoDocumento22 páginasBiosíntesis del peptidoglicano y lipopolisacáridoAndreaFonsecaAinda não há avaliações
- Preinforme de Medidas ElectricasDocumento6 páginasPreinforme de Medidas Electricasrakion2003Ainda não há avaliações
- HT Kurez Seal - 2019Documento2 páginasHT Kurez Seal - 2019carlosAinda não há avaliações
- Directorio de La Proveedores IndustrialesDocumento11 páginasDirectorio de La Proveedores Industrialespancholopez2014Ainda não há avaliações
- Ejercicios TrigonometricosDocumento19 páginasEjercicios TrigonometricosJosé Ariel PadillaAinda não há avaliações
- Determinacion de MineralesDocumento40 páginasDeterminacion de MineralesLuis Ignacio VillaneAinda não há avaliações