Você também pode gostar
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Bolt Grade Markings and Strength ChartDocumento2 páginasBolt Grade Markings and Strength ChartEldori1988Ainda não há avaliações
- SIROLL Furnace Optimization enDocumento0 páginaSIROLL Furnace Optimization enEldori1988Ainda não há avaliações
- Assembly in A BoxDocumento2 páginasAssembly in A BoxEldori1988Ainda não há avaliações
- SuspensiondfDocumento3 páginasSuspensiondfAhmad UsamaAinda não há avaliações
- Sports Pictionary Poster 1 Vocabulary Worksheet PDFDocumento2 páginasSports Pictionary Poster 1 Vocabulary Worksheet PDFSy Hafizah100% (1)
- ConfidenceDocumento4 páginasConfidenceEldori1988Ainda não há avaliações
- Demonstration For Certification (Participants Copy)Documento2 páginasDemonstration For Certification (Participants Copy)Eldori1988Ainda não há avaliações
- HUCK Hucktainer enDocumento8 páginasHUCK Hucktainer enEldori1988Ainda não há avaliações
- Toyota Business Practices and Academe - Industry Linkage - GasparDocumento7 páginasToyota Business Practices and Academe - Industry Linkage - GasparEldori1988Ainda não há avaliações
- Fishbone DiagramDocumento2 páginasFishbone DiagramEldori1988Ainda não há avaliações
- Onsert GB 0250 PDFDocumento12 páginasOnsert GB 0250 PDFmazacotesAinda não há avaliações
- Magna-Bulb Blind Fastener: Previous ScreenDocumento3 páginasMagna-Bulb Blind Fastener: Previous ScreenEldori1988Ainda não há avaliações
- Rivset Gen2 GB 6705Documento6 páginasRivset Gen2 GB 6705Eldori1988Ainda não há avaliações
- Huck Hucklok enDocumento4 páginasHuck Hucklok enEldori1988Ainda não há avaliações
- HUCK FloorTight enDocumento8 páginasHUCK FloorTight enEldori1988Ainda não há avaliações
- Bolt Depot - Metric Bolt Head, Wrench Size, and Diameter TableDocumento2 páginasBolt Depot - Metric Bolt Head, Wrench Size, and Diameter TableEldori1988Ainda não há avaliações
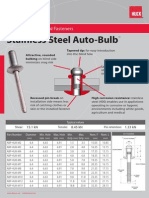
- HUCK Autobulb Stainless Steel enDocumento1 páginaHUCK Autobulb Stainless Steel enEldori1988Ainda não há avaliações
- Bolt Depot - Machinery Eye Bolt DimensionsDocumento2 páginasBolt Depot - Machinery Eye Bolt DimensionsEldori1988Ainda não há avaliações
- Huck BOM: The Highest Strength Blind Fasteners in The WorldDocumento5 páginasHuck BOM: The Highest Strength Blind Fasteners in The WorldEldori1988Ainda não há avaliações
- Böllhoff International With Companies In:: Partner of The Aerospace Industry Joining Together!Documento3 páginasBöllhoff International With Companies In:: Partner of The Aerospace Industry Joining Together!Eldori1988Ainda não há avaliações
- Bolt Depot - Metric Tap and Drill Size TableDocumento1 páginaBolt Depot - Metric Tap and Drill Size TableEldori1988Ainda não há avaliações
- Lean Counting: Jim Womack, Senior Advisor, Lean Enterprise InstituteDocumento20 páginasLean Counting: Jim Womack, Senior Advisor, Lean Enterprise InstituteEldori1988Ainda não há avaliações
- The Challenge of Lean Management: James P. Womack, Chairman, Lean Enterprise InstituteDocumento27 páginasThe Challenge of Lean Management: James P. Womack, Chairman, Lean Enterprise InstituteEldori1988Ainda não há avaliações
- Lean Thinking For Flight: The Long View: Jim Womack, Senior Advisor, Lean Enterprise InstituteDocumento18 páginasLean Thinking For Flight: The Long View: Jim Womack, Senior Advisor, Lean Enterprise InstituteEldori1988Ainda não há avaliações
- Lean For The Long Term: James P. Womack Chairman, Lean Enterprise InstituteDocumento20 páginasLean For The Long Term: James P. Womack Chairman, Lean Enterprise InstituteEldori1988Ainda não há avaliações
- German Presentation Feb 03Documento8 páginasGerman Presentation Feb 03Eldori1988Ainda não há avaliações
- 561Documento27 páginas561Eldori1988Ainda não há avaliações
- CPF PresentationDocumento13 páginasCPF PresentationEldori1988Ainda não há avaliações
- Simulation and Optimization of Metal Forming ProcessesDocumento27 páginasSimulation and Optimization of Metal Forming ProcessesTamer HagasAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- Unit 20: TroubleshootingDocumento12 páginasUnit 20: TroubleshootingDongjin LeeAinda não há avaliações
- RESEARCHDocumento5 páginasRESEARCHroseve cabalunaAinda não há avaliações
- 00022443the Application of A Continuous Leak Detection System To Pipelines and Associated EquipmentDocumento4 páginas00022443the Application of A Continuous Leak Detection System To Pipelines and Associated EquipmentFaizal AbdullahAinda não há avaliações
- On The Wings of EcstasyDocumento79 páginasOn The Wings of Ecstasygaya3mageshAinda não há avaliações
- Free ConvectionDocumento4 páginasFree ConvectionLuthfy AditiarAinda não há avaliações
- Aex-Kissan KeralaDocumento25 páginasAex-Kissan Keralabsh08070Ainda não há avaliações
- ASTR 323 Homework 4Documento2 páginasASTR 323 Homework 4Andrew IvanovAinda não há avaliações
- Sub-Wings of YuvanjaliDocumento2 páginasSub-Wings of Yuvanjalin_tapovan987100% (1)
- Big Brother Naija and Its Impact On Nigeria University Students 2 PDFDocumento30 páginasBig Brother Naija and Its Impact On Nigeria University Students 2 PDFIlufoye Tunde100% (1)
- RS-All Digital PET 2022 FlyerDocumento25 páginasRS-All Digital PET 2022 FlyerromanAinda não há avaliações
- 12 Logarithm Approximate FloatingDocumento6 páginas12 Logarithm Approximate FloatingPhilippe Englert VelhaAinda não há avaliações
- Hand Winches 122 Load Sheaves 126 Gear-And Worm Gear Winches 127 Electric Worm Gear Winches 131 Snatch Blocks 133Documento14 páginasHand Winches 122 Load Sheaves 126 Gear-And Worm Gear Winches 127 Electric Worm Gear Winches 131 Snatch Blocks 133Rajaram JayaramanAinda não há avaliações
- Chapter 6 Strategy Analysis and Choice: Strategic Management: A Competitive Advantage Approach, 16e (David)Documento27 páginasChapter 6 Strategy Analysis and Choice: Strategic Management: A Competitive Advantage Approach, 16e (David)Masum ZamanAinda não há avaliações
- 1.classification of Reciprocating PumpsDocumento8 páginas1.classification of Reciprocating Pumpsgonri lynnAinda não há avaliações
- Eng03 Module Co4Documento14 páginasEng03 Module Co4Karl Gabriel ValdezAinda não há avaliações
- 8 Adam AmuraroDocumento28 páginas8 Adam Amurarokmeena73Ainda não há avaliações
- Effective TeachingDocumento94 páginasEffective Teaching小曼Ainda não há avaliações
- Nursing Assessment in Family Nursing PracticeDocumento22 páginasNursing Assessment in Family Nursing PracticeHydra Olivar - PantilganAinda não há avaliações
- Unit 1 Building A Professional Relationship Across CulturesDocumento16 páginasUnit 1 Building A Professional Relationship Across CulturesAlex0% (1)
- Aircraft Flight Control SystemDocumento25 páginasAircraft Flight Control Systemthilina jayasooriyaAinda não há avaliações
- Chapter 5 IppDocumento24 páginasChapter 5 IppRoseann EnriquezAinda não há avaliações
- P6 - TT2 - Revision Test 2021-2022 Page 1 of 11Documento11 páginasP6 - TT2 - Revision Test 2021-2022 Page 1 of 11Nilkanth DesaiAinda não há avaliações
- M2252D PS PDFDocumento36 páginasM2252D PS PDFCarmen da SilvaAinda não há avaliações
- Academic Performance of Senior High School Students 4Ps Beneficiaries in VNHSDocumento19 páginasAcademic Performance of Senior High School Students 4Ps Beneficiaries in VNHSkathlen mae marollanoAinda não há avaliações
- Charles Zastrow, Karen K. Kirst-Ashman-Understanding Human Behavior and The Social Environment-Thomson Brooks - Cole (2007)Documento441 páginasCharles Zastrow, Karen K. Kirst-Ashman-Understanding Human Behavior and The Social Environment-Thomson Brooks - Cole (2007)joan82% (17)
- Buddha Mind PDFDocumento32 páginasBuddha Mind PDFVishal GadeAinda não há avaliações
- God Reproducing Himself in UsDocumento6 páginasGod Reproducing Himself in UsLisa100% (1)
- Chapter 9Documento28 páginasChapter 9Aniket BatraAinda não há avaliações
- Sousa2019 PDFDocumento38 páginasSousa2019 PDFWilly PurbaAinda não há avaliações
- Midterm ReviewerDocumento20 páginasMidterm ReviewerJonnafe IgnacioAinda não há avaliações