Você também pode gostar
- Top Questions Asked About SAFe ExamsDocumento2 páginasTop Questions Asked About SAFe ExamsdrustagiAinda não há avaliações
- SDC Course OutlineDocumento3 páginasSDC Course OutlinedrustagiAinda não há avaliações
- Storyboard 0Documento1 páginaStoryboard 0drustagiAinda não há avaliações
- Describe and Compare Below The Changes Requested To Current Product Features/requirementsDocumento1 páginaDescribe and Compare Below The Changes Requested To Current Product Features/requirementsdrustagiAinda não há avaliações
- Agile Scrum at Glance BaselineDocumento1 páginaAgile Scrum at Glance BaselinedrustagiAinda não há avaliações
- Change Log TemplateDocumento3 páginasChange Log TemplatedrustagiAinda não há avaliações
- Scrum Master Certification (SMC™) Course OutlineDocumento1 páginaScrum Master Certification (SMC™) Course OutlinedrustagiAinda não há avaliações
- MAW KitDocumento3 páginasMAW KitdrustagiAinda não há avaliações
- SMC Class ScheduleDocumento1 páginaSMC Class ScheduledrustagiAinda não há avaliações
- FBD, Fmea, ParetoDocumento5 páginasFBD, Fmea, ParetodrustagiAinda não há avaliações
- A Solution Template To Help in Hypothesis TestingDocumento3 páginasA Solution Template To Help in Hypothesis TestingdrustagiAinda não há avaliações
- Leanmap FREE Six Sigma DMAIC ProcessDocumento1 páginaLeanmap FREE Six Sigma DMAIC ProcessdrustagiAinda não há avaliações
- The Benefits of PDCADocumento2 páginasThe Benefits of PDCAdrustagiAinda não há avaliações
- The Effects of Application of Lean Concept in Retail StoreDocumento11 páginasThe Effects of Application of Lean Concept in Retail StoredrustagiAinda não há avaliações
- Choosing and Scoping ProjectsDocumento22 páginasChoosing and Scoping ProjectsdrustagiAinda não há avaliações
- Case Study: TRAVELEX: A Proactive Approach To Managing A Growing Payment Processing EnvironmentDocumento4 páginasCase Study: TRAVELEX: A Proactive Approach To Managing A Growing Payment Processing EnvironmentdrustagiAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Microsoft Security Intelligence Report Volume 21 EnglishDocumento180 páginasMicrosoft Security Intelligence Report Volume 21 EnglishAlejandro CadarsoAinda não há avaliações
- Complaint: Employment Sexual Harassment Discrimination Against Omnicom & DDB NYDocumento38 páginasComplaint: Employment Sexual Harassment Discrimination Against Omnicom & DDB NYscl1116953Ainda não há avaliações
- Acuson P10Documento2 páginasAcuson P10anon-259218Ainda não há avaliações
- A Review On Bioactive Compounds of Beet Beta Vulgaris L Subsp Vulgaris With Special Emphasis On Their Beneficial Effects On Gut Microbiota and Gastrointestinal HealthDocumento13 páginasA Review On Bioactive Compounds of Beet Beta Vulgaris L Subsp Vulgaris With Special Emphasis On Their Beneficial Effects On Gut Microbiota and Gastrointestinal HealthWinda KhosasiAinda não há avaliações
- Case Report 3 MukokelDocumento3 páginasCase Report 3 MukokelWidychii GadiestchhetyaAinda não há avaliações
- Faraz Chem ProjectDocumento13 páginasFaraz Chem ProjectFaraz AhmedAinda não há avaliações
- Catalogue CV. Traka Abadi UniversalDocumento15 páginasCatalogue CV. Traka Abadi UniversalHackers StevenAinda não há avaliações
- 2020 Q2 CushWake Jakarta IndustrialDocumento2 páginas2020 Q2 CushWake Jakarta IndustrialCookiesAinda não há avaliações
- Lecture 8 - ThermodynamicsDocumento65 páginasLecture 8 - ThermodynamicsHasmaye PintoAinda não há avaliações
- Facts About Concussion and Brain Injury: Where To Get HelpDocumento20 páginasFacts About Concussion and Brain Injury: Where To Get HelpJess GracaAinda não há avaliações
- MCQ Homework: PeriodonticsDocumento4 páginasMCQ Homework: Periodonticsفراس الموسويAinda não há avaliações
- Handout Module6Documento69 páginasHandout Module6Oana MirceaAinda não há avaliações
- Argumentative Essay Research PaperDocumento5 páginasArgumentative Essay Research PaperJadAinda não há avaliações
- Nfpa 502 Critical Velocity Vs Fffs EffectsDocumento5 páginasNfpa 502 Critical Velocity Vs Fffs Effectsamir shokrAinda não há avaliações
- Abfraction, Abrasion, Biocorrosion, and The Enigma of Noncarious Cervical Lesions: A 20-Year PerspectivejerdDocumento14 páginasAbfraction, Abrasion, Biocorrosion, and The Enigma of Noncarious Cervical Lesions: A 20-Year PerspectivejerdLucianoAinda não há avaliações
- Carolyn Green Release FinalDocumento3 páginasCarolyn Green Release FinalAlex MilesAinda não há avaliações
- Schedule NDocumento3 páginasSchedule Nmittal kelaAinda não há avaliações
- Intoduction To WeldingDocumento334 páginasIntoduction To WeldingAsad Bin Ala QatariAinda não há avaliações
- Debunking The Evergreening Patents MythDocumento3 páginasDebunking The Evergreening Patents Mythjns198Ainda não há avaliações
- B - Cracked Tooth SyndromeDocumento8 páginasB - Cracked Tooth SyndromeDavid TaylorAinda não há avaliações
- 99 AutomaticDocumento6 páginas99 AutomaticDustin BrownAinda não há avaliações
- Muscle and Fitness Hers Features Elite Lifestyle Chef Carlo FilipponeDocumento4 páginasMuscle and Fitness Hers Features Elite Lifestyle Chef Carlo FilipponeCarlo FilipponeAinda não há avaliações
- Hodgkin LymphomaDocumento44 páginasHodgkin LymphomaisnineAinda não há avaliações
- Probni Test 1. Godina - Ina KlipaDocumento4 páginasProbni Test 1. Godina - Ina KlipaMickoAinda não há avaliações
- Derivative Investment!Documento24 páginasDerivative Investment!Asif Riaz100% (2)
- Variance AnalysisDocumento22 páginasVariance AnalysisFrederick GbliAinda não há avaliações
- Sebaran Populasi Dan Klasifikasi Resistensi Eleusine Indica Terhadap Glifosat Pada Perkebunan Kelapa Sawit Di Kabupaten Deli SerdangDocumento7 páginasSebaran Populasi Dan Klasifikasi Resistensi Eleusine Indica Terhadap Glifosat Pada Perkebunan Kelapa Sawit Di Kabupaten Deli SerdangRiyo RiyoAinda não há avaliações
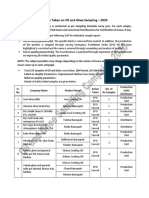
- Action Taken On Oil and Ghee Sampling - 2020Documento2 páginasAction Taken On Oil and Ghee Sampling - 2020Khalil BhattiAinda não há avaliações
- ECE R10 Certification Guide-Edition 1.3Documento33 páginasECE R10 Certification Guide-Edition 1.3Ôm Pŕâkẵsh PẵñdêýAinda não há avaliações
- Dissertation Topics Forensic BiologyDocumento7 páginasDissertation Topics Forensic BiologyHelpMeWriteMyPaperPortSaintLucie100% (1)