Escolar Documentos
Profissional Documentos
Cultura Documentos
Automatización Por PLC
Enviado por
Eugenio Hernan SastreTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Automatización Por PLC
Enviado por
Eugenio Hernan SastreDireitos autorais:
Formatos disponíveis
AUTOMATIZACIN POR PLC s (CONTROLADOR LOGICO PROGRAMABLE) ESQUIVEL RODRGUEZ ERICK DAMIAN. GARCA RODRIGUEZ ANGEL.
RAMIREZ EFIGENIO URIEL GABRIEL. REYES MEJIA GENARO FRANCISCO. PROYECTO FINAL PARA LA MATERIA: METODOLOGA DE LA INVESTIGACION PROF: SIMON JIMENEZ JIMENEZ MXICO, DF. 20 Octubre 2010 INDICE 1.INTRODUCCIN 1.1.- OBJETIVOS 1.2.- VENTAJAS Y DESVENTAJAS 2.CONCEPTO 3.- MPORTANCIA DE LA AUTOMATIZACION 3.3.- ASEGURAMIENTO DE LA PRODUCTIVIDAD 3.2.- ASEGURAMIENTO DE LA CALIDAD 3.1.- DESCARGA DEL TRABAJO 4.FUNCIONAMIENTO 4.1.- FUNCIONES BSICAS DE UN PLC 5.APLICACIONES . 5.1.- CAMPOS DE APLICACIN 6.- PLC TIPO FESTO FEC 20. 7.- PLC TIPO FESTO FEC 21
8.- FUNCIONES BSICAS. 8.1.- COMPUERTA AND 8.2.- COMPUERTA OR 8.3.- COMPUERTA NOT 8.4.- COMPUERTA IF 9.- FUNCIONES UNIVERSALES.. 9.1COMPUERTA NAND 9.2COMPUERTA NOR 9.3COMPUERTA XOR (O EXCLUSIVO) 9.4COMPUERTA NXOR 10.- CIRCUITOS COMBINATORIOS. 10.1.- PROGRAMACION DE FUNCIONES 11.- PROGRAMACION DE FUNCIONES. 12.- ELECCIN DE PROTOTIPO/REDISEO. 13.VIABILIDAD 14.DISEO 15.PROGRAMACIN . 16.- APLICACIN VIRTUAL. 1.- INTRODUCCIN Las maquinas y procesos controlados completamente por medios neumticos comenzaron a dar paso al control electrnico a mediados de los aos 80.Dicho paso comenz lentamente y se vea limitado principalmente a sistemas extremadamente complejos. Estos primeros sistemas solan ser diseados mediante microprocesadores. Configurados cada uno para una aplicacin concreta; los costos de software y de adquisicin de los sistemas eran muy elevados y estos sistemas no carecan de
problemas de rodaje inciales. Para los sistemas de menores dimensiones, la solucin 100% neumtica segua siendo la ms econmica, pero en esta rea poco apoco ganada en atractivo el control electrnico. Se precisaba un controlador programable a bajo costo que permitiera el paso de la programacin propiamente dicha a modos del ingeniero usuario. A este efecto, durante los 80 un nmero cada vez mayor de controladores de secuencias programables hizo acto de presencia en el mercado. Estos controladores proporcionaban un marco secuencial lineal sobre el cual el ingeniero poda programar la progresin de entrados y salidas con mucha facilidad. Varias mquinas alcanzaron un elevado nivel de desarrollo ofreciendo funciones como temporizadores, contadores, bucles, puentes y seleccin de entrada de lgica mltiple. Con la creciente complejidad de los procesos automatizados, los requisitos de control mecnico a menudo dan lugar a 2 flujos secuenciales de acciones llevadas a cabo en paralelo. Este tipo de programa no era apto para un controlador de secuencia lineal, puesto que el entorno era demasiado rgido. El PLC (Controlador Lgico Programable) es un dispositivo que permite mayor libertad de programacin. Puede controlar secuencias en paralelo y responder a informaciones con secuenciales para la toma de decisiones. Un PLC puede controlar los bucles de proceso e incluso controlar dos mquinas o ms al mismo tiempo, an cuando estas funcionen de forma independiente. 1.1.- OBJETIVOS * Mejorar la productividad de la empresa, reduciendo los costes de la produccin y mejorando la calidad de la misma. * Mejorar las condiciones de trabajo del personal, suprimiendo los trabajos penosos e incrementando la seguridad. * Realizar las operaciones imposibles de controlar intelectual o manualmente. * Mejorar la disponibilidad de los productos, pudiendo proveer las cantidades necesarias en el momento preciso. * Simplificar el mantenimiento de forma que el operario no requiera grandes conocimientos para la manipulacin del proceso productivo. * Integrar la gestin y produccin. 1.2.- VENTAJAS Y DESVENTAJAS VENTAJAS: * Menor tiempo empleado en la elaboracin de proyectos debido a que: | * No es necesario dibujar el esquema de contactos | * No es necesario simplificar las ecuaciones lgicas, ya que, por lo general la capacidad de almacenamiento del mdulo de memoria es lo suficientemente grande. | * La lista de materiales queda sensiblemente reducida, y al elaborar el presupuesto correspondiente eliminaremos parte del problema que supone el contar con diferentes proveedores, distintos plazos de entrega. | * Posibilidad de introducir modificaciones sin cambiar el cableado ni aadir aparatos. | * Mnimo espacio de ocupacin. |
* Menor coste de mano de obra de la instalacin. | * Economa de mantenimiento. Adems de aumentar la fiabilidad del sistema, al eliminar contactos mviles, los mismos autmatas pueden indicar y detectar averas. | * Posibilidad de gobernar varias mquinas con un mismo autmata. | * Menor tiempo para la puesta en funcionamiento del proceso al quedar reducido el tiempo cableado. | * Si por alguna razn la mquina queda fuera de servicio, el autmata sigue siendo til para otra mquina o sistema de produccin. | DESVENTAJAS: | * Como inconvenientes podramos hablar, en primer lugar, de que hace falta un programador, lo que obliga a adiestrar a uno de los tcnicos en tal sentido, pero hoy en da ese inconveniente esta solucionado porque las universidades ya se encargan de dicho adiestramiento. | | * El coste inicial tambin puede ser un inconveniente. | 2.- CONCEPTO Un controlador lgico programable es un dispositivo que controla una maquina o proceso y puede considerarse simplemente como una caja de control con dos fijas de terminales un para la salida y otra para la entrada.Los terminales de salida proporcionan comandos para conectar a dispositivos como vlvulas solenoides, motores, lmparas indicadoras, indicadores acsticos y otros dispositivos de salida. Los terminales de entrada residen seales de realimentacin para conexin a dispositivos como interruptores de laminas, disyuntores de seguridad, sensores foto elctricos pulsadores e interruptores. El circuito para producir las salidas deseadas en el momento adecuado o en la secuencia adecuada para la aplicacin, se dibuja en forma de diagrama de contactos y programa en la memoria del PLC como instrucciones lgicas. Un PLC es un equipo electrnico diseado para controlar en tiempo real, procesos secuenciales de cualquier tipo y volumen en la industria en general. Realiza funciones lgicas serie, paralelo, temporizaciones, contajes y otras mas potentes como clculos y regulaciones, etc. La lgica de operacin de un PLC es en base a un tipo de lenguaje que conozca el PLC y este va a depender del tipo y marca del controlador sin embargo para programar un autmata se basa en la analoga de la lgica tradicional de control electromagntico. 3.- MPORTANCIA DE LA AUTOMATIZACION La palabra automatizacin designa un desarrollo de la tcnica que ya no pude detenerse. Forzosamente seguir avanzando, dado que tres motivos abogan por la automatizacin. 3.1.- DESCARGA DEL TRABAJO La automatizacin proporciona las posibilidades para que el hombre se libere de trabajos forzados o peligrosos. Tambin nos ayuda all donde durante prologado tiempo ha de
realizarse constantemente el mismo trabajo ejemplo: La carga y descarga de piezas en una maquina. 3.2.- ASEGURAMIENTO DE LA CALIDAD La automatizacin hace posible productos mejores y ms uniformes. Con los medios tcnicos hoy en da disponibles estamos en condiciones de gobernar y regular con una precisin desarrollada de trabajos complicados. Las maquinas de control numrico empleadas cada vez ms hoy en da, son un ejemplo caracterstico de esta evolucin. 3.3.- ASEGURAMIENTO DE LA PRODUCTIVIDAD Llos productos fabricados en las empresa individuales deben mantenerse en le mercado luchando contra la competencia internacional, la cual frecuentemente cuenta con una estructura de costos mas favorables. Esto tan solo pude conseguirse si la calidad y le precio cuando menos son iguales a los productos de la competencia. 4.- FUNCIONAMIENTO El PLC es un computador, que ha de resolver problemas en el campo de aplicacin tcnica de mando. Por eso se pasa primero a explicar los procesamientos de datos. En el procesamiento de datos se denomina programa a la relacin de trabajos a efectuar por el computador. En esto consiste el proceso total de trabajo, en una seria de preceptos individuales que en funcin del tiempo deben ser ejecutados por el computador una tras otro. Definiciones ms corrientes para precepto individual son orden e instruccin. Como el programa se lo dice al computador. * Que datos de entrada ha de escoger. * Que ha de hacer con los datos, es decir como los ha de procesar. * Que datos ha de emitir. El programa es almacenado en una memoria de programa. Datos de entrada, su procesamiento y los datos de salida pueden ser: problema matemtico. Datos de entrada: 5, 10, 25,15. Procesamiento: operacin matemtica. p.ej. 5*10-25+15 Datos de salida: resultado de la operacin: 40 Problema matemtico: 4.1.- FUNCIONES BSICAS DE UN PLC | Deteccin: | Lectura de la seal de los captadores distribuidos por el sistema de fabricacin. | Mando: | Elaborar y enviar las acciones al sistema mediante los accionadores y preaccionadores. | Dilogo hombre mquina: |
Mantener un dilogo con los operarios de produccin, obedeciendo sus consignas e informando del estado del proceso. | Programacin: | Para introducir, elaborar y cambiar el programa de aplicacin del autmata. El dialogo de programacin debe permitir modificar el programa incluso con el autmata controlando la maquina. Nuevas Funciones: | * Redes de comunicacin: | Permiten establecer comunicacin con otras partes de control. Las redes industriales permiten la comunicacin y el intercambio de datos entre autmatas a tiempo real. En unos cuantos milisegundos pueden enviarse telegramas e intercambiar tablas de memoria compartida. | * Sistemas de supervisin: | Tambin los autmatas permiten comunicarse con ordenadores provistos de programas de supervisin industrial. Esta comunicacin se realiza por una red industrial o por medio de una simple conexin por el puerto serie del ordenador. | * Control de procesos continuos: | Adems de dedicarse al control de sistemas de eventos discretos los autmatas llevan incorporadas funciones que permiten el control de procesos continuos. Disponen de mdulos de entrada y salida analgicas y la posibilidad de ejecutar reguladores PID que estn programados en el autmata. | * Entradas- Salidas distribuidas: | Los mdulos de entrada salida no tienen porqu estar en el armario del autmata. Pueden estar distribuidos por la instalacin, se comunican con la unidad central del autmata mediante un cable de red. | * Buses de campo: | Mediante un solo cable de comunicacin se pueden conectar al bus captadores y accionadores, reemplazando al cableado tradicional. El autmata consulta cclicamente el estado de los captadores y actualiza el estado de los accionadores. 5.- APLICACIONES * Control de calderas. Los PLC se emplean en el control de calderas en plantas qumicas en el proceso de purga, seguridad de flama, seguridad de cerrado, control de temperatura y de vlvulas de encendido. * Secado de Etileno. El gas mojado se mezcla con sales para que se a secado. Posteriormente es bombeado por tuberas. Con el plc se controla calor de combustin, cierre, control de secado, secuencias y monitoreo de variables criticas del proceso * MONITOREO DE INSTALACIONES. Con el PLC se verifican condiciones como temperaturas, presiones, niveles, etc. Cuando en su comprobacin de control registra un exceso en los coeficientes mximos o mnimos puede actuar aplicando medidas correctivas para evitar desperfectos o emite seales de alarma hacia los operarios. * SOLDADURAS AUTOMATICAS. Los PLC se aplican en el control de maquinas de soldadura automtica en la industria automotriz.
* CONTROLDE PUESTAS A PUNTO DE MAQUINAS DE CNC. Las maquinas herramientas modernas tienen por lo regular un control numrico computarizado (CNC). El fresador ya no pone a punto su maquina moviendo manivelas y tornillos. En lugar de ello, programa un control, numrico computarizado. Este CNC realiza todos los ajustes para trabajar la pieza correspondiente. Sin embargo para que el CNC actu sobre la maquina es necesario entregar un PLC que se encarge de la comunicacin entre los primeros. * MANEJO DE LOS MATERIALES. En un proceso de almacenaje/recuperacin controlado por PLC, las piezas son cargadas y transportadas atraves de un sistema de lotes. Los PLC siguen la huella de los lotes, un teblero de manipulacin se opera para cargar uy descargar las piezas. Con una impresora se suministra el inventario 5.1.- CAMPOS DE APLICACION El PLC por sus especiales caractersticas de diseo tiene un campo de aplicacin muy extenso. La constante evolucin del hardware y software ampla constantemente este campo para poder satisfacer las necesidades que se detectan en el espectro de sus posibilidades reales. Su utilizacin se da fundamentalmente en aquellas instalaciones en donde es necesario un proceso de maniobra, control, sealizacin, etc. , por tanto, su aplicacin abarca desde procesos de fabricacin industriales de cualquier tipo a transformaciones industriales, control de instalaciones, etc. Sus reducidas dimensiones, la extremada facilidad de su montaje, la posibilidad de almacenar los programas para su posterior y rpida utilizacin, la modificacin o alteracin de los mismos, etc., hace que su eficacia se aprecie fundamentalmente en procesos en que se producen necesidades tales como: * Espacio reducido | * Procesos de produccin peridicamente cambiantes | * Procesos secuenciales | * Maquinaria de procesos variables | * Instalaciones de procesos complejos y amplios | * Chequeo de programacin centralizada de las partes del proceso | Ejemplos de aplicaciones generales: * Maniobra de mquinas | * Maquinaria industrial de plstico | * Mquinas transfer | * Maquinaria de embalajes | * Maniobra de instalaciones: | * Instalacin de aire acondicionado, calefaccin... | * Instalaciones de seguridad | * Sealizacin y control: | * Chequeo de programas | * Sealizacin del estado de procesos | 6.- PLC TIPO FESTO FEC 20
El PLC es un elemento muy importante para la automatizacin debido a que de el depende todas las funcionesa realizar. En la actualidad existen una gran variedad de PLC con diferentes funciones dependiendo de la marca y especificacin, nosotros en si nos enfocamos en este trabajo tesina al PLC: * FESTO FEC20 * FESTO FEC21 Cada uno tiene diferentes funciones y especificaciones pero en si sirven los 2 para automatizar cualquier proceso. Nosotros en este apartado describiremos la estructura, especificaciones y funcionamiento de cada uno de ellos. * FESTO FEC20: * CAMPO DE APLICACIN: Los PLC descritos en esta unidad pertenecen a FEC que se han diseado para cualquier proceso en donde tenga componentes o actividades que controlar. * COMPONENTES: Esta es una parte muy vital para puesta a servicio debido a que referente al proceso que se desee automatizar se buscaran los componentes necesarios en un PLC para lograrlos, a continuacin los componentes 7.- PLC TIPO FESTO FEC 21 FESTO FEC21: Este componentes en su estructura y funcionalidad no cambian en nada con la del FESTO FEC20 solo en el apartado de funciones especiales. CAMPO DE APLICACIN: Los PLC descritos en esta unidad pertenecen a FEC que se han diseado para cualquier proceso en donde tenga componentes o actividades que controlar. COMPONENTES: Esta es una parte muy vital para puesta a servicio debido a que referente al proceso que se desee automatizar se buscaran los componentes necesarios en un PLC para lograrlos, a continuacin los componentes: 8.- FUNCIONES BSICAS La construccin de las compuertas lgicas, est basada en componentes discretos (Transistores, Diodos, y Resistencias), pero con la enorme ventaja de que en un solo circuito integrado podemos encontrar 1, 2, 3 o 4 compuertas (dependiendo de su nmero de entradas y propiedades).Todos los circuitos internos de las compuertas estn conectados de manera que las entradas y salidas puedan manejar estados lgicos (1 o 0).Las operaciones lgicas bsicas son tres OR (suma), AND (multiplicacin) y NOT (negacin). Tomando como base la operacin que ejecutan, se le da a cada compuerta su nombre y smbolo en un diagrama. 8.1.- COMPUERTA AND Esta compuerta realiza la funcin booleana de la multiplicacin. Su salida ser un 1
cuando todas sus entradas tambin estn en nivel alto. En cualquier otro caso, la salida ser un 0. La tabla de verdad y el esquema de abajo corresponden a una AND de 2 entradas, pero tambin existen compuertas AND de 3, 4 o mas entradas. SMBOLO Y TABLA DE VERDAD DE LA COMPUERTA BSICA AND CIRCUITO ELCTRICO EQUIVALENTE DE LA COMPUERTA BSICA AND CIRCUITO INTEGRADO DE LA COMPUERTA BSICA AND 8.2.- COMPUERTA OR La funcin booleana OR es la asociada a la suma. Esta compuerta presenta un estado alto en su salida cuando al menos una de sus entradas tambin esta en alto. En los dems casos, la salida ser 0. El nmero de entradas puede ser mayor que dos SMBOLO Y TABLA DE VERDAD DE LA COMPUERTA BSICA OR CIRCUITO ELCTRICO EQUIVALENTE DE LA COMPUERTA BSICA OR CIRCUITO INTEGRADO DE LA COMPUERTA BSICA OR 8.3.- COMPUERTA NOT Esta compuerta presenta en su salida un valor que es el opuesto del que esta presente en su nica entrada. Su funcin es la negacin, al igual que la compuerta IF solo puede tener una entrada. Se utiliza cuando es necesario tener disponible un valor lgico opuesto a uno dado. Se simboliza en un esquema elctrico en el mismo smbolo que la compuerta IF, con un pequeo circulo agregado en su salida, que representa la negacin. SMBOLO Y TABLA DE VERDAD DE LA COMPUERTA BSICA NOT CIRCUITO ELCTRICO EQUIVALENTE DE LA COMPUERTA BSICA NOT CIRCUITO INTEGRADO DE LA COMPUERTA BSICA NOT 8.4.- COMPUERTA IF La puerta lgica IF, realiza la funcin booleana de la igualdad. Se simboliza mediante un triangulo, cuya base corresponde a la entrada, y su vrtice opuesto la salida. Su tabla de verdad, es tambin sencilla: la salida toma siempre el valor de la entrada. En electrnica, generalmente se utilizan compuertas IF como amplificadores de corriente, para permitir manejar dispositivos que tienen consumos de corriente elevados desde otros que solo pueden entregar corrientes dbiles. SMBOLO Y TABLA DE VERDAD DE LA COMPUERTA BSICA IF
CIRCUITO ELCTRICO EQUIVALENTE DE LA COMPUERTA BSICA IF 9.- FUNCIONES UNIVERSALES 9.1.- COMPUERTA NAND Esta compuerta es simplemente la negacin de la compuerta AND. Se puede pensar como una compuerta AND con una compuerta NOT a la salida. Esto modifica su tabla de verdad, quedando que la salida solo ser un 0 cuando todas sus entradas estn en 1. El pequeo crculo en su salida es el que simboliza la negacin. El numero de entradas debe ser como mnimo de dos, pero no es raro encontrar NAND de 3 o mas entradas. SMBOLO Y TABLA DE VERDAD DE LA COMPUERTA BSICA NAND CIRCUITO ELCTRICO EQUIVALENTE DE LA COMPUERTA BSICA NAND CIRCUITO INTEGRADO DE LA COMPUERTA BSICA NAND 9.2.- COMPUERTA NOR La compuerta NOR es la negacin de una compuerta OR, obtenida agregando una compuerta NOT en su salida. Como podemos ver en su tabla de verdad, la salida de una compuerta NOR es 1 cuando todas sus entradas son 0. Igual que en casos anteriores, la negacin se expresa en los esquemas mediante un crculo en la salida. El nmero de entradas puede ser mayor a dos. SMBOLO Y TABLA DE VERDAD DE LA COMPUERTA BSICA NOR CIRCUITO ELCTRICO EQUIVALENTE DE LA COMPUERTA BSICA NOR CIRCUITO INTEGRADO DE LA COMPUERTA BSICA NOR
9.3.- COMPUERTA XOR (O EXCLUSIVO) Se puede definir esta puerta como aquella que da por resultado uno, cuando los valores en las entradas son distintos (en una compuerta de dos entradas).Si la puerta tuviese tres o ms entradas, la XOR tomara la funcin de suma de paridad, cuenta el nmero de unos a la entrada y si son un nmero impar, pone un 1 a la salida, para que el nmero de unos pase a ser par. Esto es as porque la operacin XOR es asociativa, para tres entradas escribiramos: A + (B + C) o bien (A + B) + C. SMBOLO Y TABLA DE VERDAD DE LA COMPUERTA BSICA XOR
CIRCUITO ELCTRICO EQUIVALENTE DE LA COMPUERTA BSICA XOR
TABLA DE VERDAD PARA UNA COMPUERTA DE TRES ENTRADAS A|B|C|Y| 0|0|0|0| 0|0|1|1| 0|1|0|1| 0|1|1|0| 1|0|0|1| 1|0|1|0| 1|1|0|0| 1|1|1|1| 9.4.- COMPUERTA NXOR Una compuerta NXOR no es ms que una XOR con su salida negada. La tabla de verdad de una compuerta de este tipo con dos entradas, y su correspondiente esquema se pueden ver en la figura. SMBOLO Y TABLA DE VERDAD DE LA COMPUERTA BSICA NXOR CIRCUITO ELCTRICO EQUIVALENTE DE LA COMPUERTA BSICA NXOR 10.- CIRCUITOS COMBINATORIOS Un circuito combinatorio, como su nombre lo sugiere es un circuito cuya salida depende solamente de la "combinacin" de sus entradas en el momento que se est realizando la medida en la salida. Analizando el circuito, con compuertas digitales, que se muestra a continuacin, (ver el diagrama que se muestra ms abajo) se ve que la salida de cada una de las compuertas que se muestran, depende nicamente de sus entradas.La salida Y (salida final o total del circuito) variar si alguna de las entradas cambian. Los circuitos de lgica combinatoria son hechos a partir de las compuertas bsicas compuerta AND, compuerta OR, compuerta NOT. Tambin pueden ser construidos con compuertas NAND, compuertas NOR, compuerta XOR, que son una combinacin de las tres compuertas bsicas. La operacin de los circuitos combinatorios se entienden escribiendo las ecuaciones booleanas y sus tablas de verdad. TABLA DE VERDAD A|B|C|D|Y| 0|0|0|0|0| 0|0|0|1|0| 0|0|1|0|1| 0|0|1|1|0| 0|1|0|0|1| 0|1|0|1|1| 0|1|1|0|1| 0|1|1|1|1| 1|0|0|0|1| 1|0|0|1|1|
1|0|1|0|1| 1|0|1|1|1| 1|1|0|0|0| 1|1|0|1|0| 1|1|1|0|1| 1|1|1|1|0| 10.1.- PROGRAMACION DE FUNCIONES La programacin de funciones se puede hacer de dos maneras. En programacin LDR (Diagrama de contactos) y en programacin STL (Diagrama de listado de funciones). FUNCIN DE IDENTIDAD FUNCIN NEGACIN FUNCIN Y FUNCIN O 12.- ELECCIN DE PROTOTIPO/REDISEO Tomando en cuenta que la Automatizacin es un sistema de fabricacin diseado con el fin de usar la capacidad de las mquinas para llevar a cabo determinadas tareas anteriormente efectuadas por seres humanos, y para controlar la secuencia de las operaciones sin intervencin humana; podemos considerar que es una herramienta la cual nos permite realizar de una manera sistematizada el trabajo del hombre, de tal forma que mediante este simple hecho podemos manifestar cambios en nuestra vida (industria) ya que eficientazos recursos al no tener que estar esperando el momento preciso en el que debemos ejecutar un acto, ahorramos valiosos lapsos de tiempo al no estar observando una actividad (la cual no necesita forzosamente un operario) y dicho tiempo lo podemos ocupar Para realizar trabajos de oficina, toma de decisiones y llevar a cabo una planeacin ya que dichas actividades requieren de la racionalidad del hombre la cual nunca podr ser sustituida ni por el PLC mas sofisticado. La automatizacin ha contribuido en gran medida al incremento del tiempo libre y de los salarios reales de la mayora de los trabajadores de los pases industrializados. Tambin ha permitido incrementar la produccin y reducir las perdidas de las industrias, desde un punto de vista mas critico podemos argumentar que este proceso incrementa de forma impresionante la produccin pero a la vez a generado desempleo ya que una solo mquina puede sustituir a miles de empleados (los cuales tiene necesidades) y por lo tanto necesitan mas tiempo libre Para realizar sus actividades primarias, lo cual con un mquina no ocurrira, es decir que si tomamos la postura de dueos de una empresa un PLC nos conviene ya que resuelve algunos problemas que el hombre no puede resolver, no se le proporciona un sueldo, es mas productivo y contribuye al desarrollo industrial.
Algo Para llamar la atencin es el hecho de que la Automatizacin se ha convertido en una herramienta fundamental en la industria la cual ha servido de apoyo y motivacin Para el trabajador (ya que si no es productivo esta conciente de que puede ser sustituido por una mquina) es decir, se alinea; y por otro lado la automatizacin en compaa o en conjunto con el hombre completa y casi perfecciona el proceso de produccin adems de contribuir en el desarrollo del pas. Nuestro proyecto consiste en la automatizacin de un centro comercial, mediante la programacin de PLC . 13.- VIABILIDAD Primero que nada hay que definir nuestro plan de trabajo es decir llevar a cabo una planeacin Para establecer qu es lo que se quiere hacer, cules son nuestras variantes y definir un objetivo; esto se lograr mediante el trabajo y la comunicacin de equipo la cul nos llevar a organizarnos Para tomar dichas decisiones. Despus debemos definir y estudiar nuestro campo laboral y nuestro objeto de estudio o trabajo, esto lo podemos hacer mediante prototipos, levantamientos y elaboracin de planos ya que de esta manera podremos saber a que variantes nos presentamos y as predecir futuros problemas y saber resolverlos. Debemos Tomar en cuenta diversos factores es decir algo que no este en nuestras manos y que este extrarelacionado a la industria como es la relacin AutomatizacinSociedad. Hay que encontrar un equilibrio entre la Industria y la sociedad el cual nos permita llevar a cabo algn proyecto con la mayor calidad satisfaciendo las necesidades de la empresa y del cliente el cual determinar la calidad del producto. Determinaremos que tipos de actividades son las mas elocuentes Para cada caracterstica que posea cada uno de los empleados o determinar que actividades se necesitan realizar por cada mquina. Determinaremos perodos de produccin y etapas Para el mantenimiento correctivo y preventivo as como tener planes de trabajo, estructuras en la industria y algunas herramientas administrativas como son diagramas de flujo, diagramas de Ghann y elaboracin de minutas y memos Para tener bien organizado todo y as determinar y ejecutar bien los tiempos Para eficientar recursos. Elaboraremos presupuestos sobre actividades y materiales lo cual nos permitir marcar prioridades dentro del proyecto y as ejecutarlas mediante sus grado de importancia, buscando tener recursos disponibles Para emergencias. Una vez de tener todo bien estructurado es hora de ejecutar las mediante lo planeado procurando sea lo mas parecido posible a lo acordado, tomando alternativas y siendo firme a nuestras convicciones lo cual nos llevar a darle mayor temple, idea y seguridad a nuestro proyecto La automatizacin de dicho centro comercial, se puede considerar que es de manera sencilla, rpida y viable ya que nosotros tenemos los conocimientos necesarios para poder programar PLC por los diferentes tipos de programacin que existen, ya sea a travs de diagramas o tambin de forma computarizada
14.- DISEO 15.- PROGRAMACIN AUTOMATIZACION DE UN BANCO EN UN CENTRO COMERCIAL
AUTOMATIZACION DEL LOCAL 1 EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL 2 EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL 3 EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL 4 EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL 5 EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL HELADERIA EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL TIENDA DE ROPA PARA DAMA EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL JOYERIA EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL TIENDA DE REGALOS EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL SALON DE BELLEZA EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL PERFUMERIA EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL TIENDA DE ROPA PARA CABALLEROS EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL TIENDA DE MASCOTAS EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL TIENDA DE DISCOS EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL VIDEOJUEGOS EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL ZAPATERIAS EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL 1 EN UN CENTRO COMERCIAL
AUTOMATIZACION DE LOCAL LIBRERIA EN UN CENTRO COMERCIAL
AUTOMATIZACION DE BAOS EN UN CENTRO COMERCIAL
AUTOMATIZACION DE PASILLOS EN UN CENTRO COMERCIAL
AUTOMATIZACION DEL ALUMBRADO EXTERIOR
16.- APLICACIN VIRTUAL
Você também pode gostar
- Comunicaciones Conceptos BasicosDocumento38 páginasComunicaciones Conceptos BasicosEugenio Hernan SastreAinda não há avaliações
- Electrónica industrial dispositivos semiconductoresDocumento2 páginasElectrónica industrial dispositivos semiconductoresEugenio Hernan SastreAinda não há avaliações
- Sistemas de ComunicacionDocumento26 páginasSistemas de ComunicacionItzel Vázquez PavónAinda não há avaliações
- Orientaciones MMCCDocumento8 páginasOrientaciones MMCCEugenio Hernan SastreAinda não há avaliações
- Guia Elaboracion Diagramas Flujo 2009Documento21 páginasGuia Elaboracion Diagramas Flujo 2009sotocc0% (1)
- Servidor de Terminales LinuxDocumento4 páginasServidor de Terminales LinuxEugenio Hernan SastreAinda não há avaliações
- Informatica BasicaDocumento16 páginasInformatica BasicaEugenio Hernan SastreAinda não há avaliações
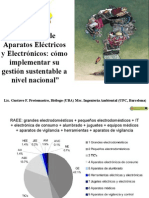
- RecicladoDocumento26 páginasRecicladoEugenio Hernan SastreAinda não há avaliações
- Automatización IndustrialDocumento3 páginasAutomatización IndustrialEugenio Hernan SastreAinda não há avaliações
- Circuitos Electricos IndustrialesDocumento263 páginasCircuitos Electricos IndustrialesJulio Vivar GonzalezAinda não há avaliações
- Curso Completo de Electronica de PotenciaDocumento155 páginasCurso Completo de Electronica de PotenciaAmenhotep ÜbermenschAinda não há avaliações
- Pro ToolsDocumento1 páginaPro ToolsEugenio Hernan SastreAinda não há avaliações
- Calculo de Riendas y Fuerzas Graficos v2Documento33 páginasCalculo de Riendas y Fuerzas Graficos v2Eugenio Hernan SastreAinda não há avaliações
- Taller Panel de ControlDocumento16 páginasTaller Panel de ControlAnonymous 9f9ODWYpAinda não há avaliações
- Comentarios Al Codigo Civil Español - t3Documento706 páginasComentarios Al Codigo Civil Español - t3daniel valderramaAinda não há avaliações
- Ejercicios y exámenes de números complejosDocumento15 páginasEjercicios y exámenes de números complejosNilo MoralesAinda não há avaliações
- Tesis UPV2910Documento660 páginasTesis UPV2910Edwin Saenz PeñalosaAinda não há avaliações
- Kia Rio 2013 1.4 Dohc Pin Out PDFDocumento18 páginasKia Rio 2013 1.4 Dohc Pin Out PDFScribdTranslations100% (1)
- Conformacion de Carpeta Asfaltica en CalienteDocumento22 páginasConformacion de Carpeta Asfaltica en CalienteWildo Jose Chacon ParedesAinda não há avaliações
- Foros virtuales aprendizajeDocumento2 páginasForos virtuales aprendizajeNora MarquezAinda não há avaliações
- Programa Educativo TelematicaDocumento4 páginasPrograma Educativo Telematicagrabe16Ainda não há avaliações
- Práctica 3 RobóticaDocumento34 páginasPráctica 3 Robóticacharleseli123Ainda não há avaliações
- El Poder de La Autoestima-1Documento8 páginasEl Poder de La Autoestima-1Nestor Cesar NievaAinda não há avaliações
- Flores secas miniatura taller clavelesDocumento2 páginasFlores secas miniatura taller clavelesPaola PereaAinda não há avaliações
- InfografíaDocumento1 páginaInfografíayeseniaAinda não há avaliações
- Responsables Siga MefDocumento1 páginaResponsables Siga MefPERCY DAVID QUISPE HUACLESAinda não há avaliações
- Sistema PQRS gestión calidad academia aviaciónDocumento10 páginasSistema PQRS gestión calidad academia aviaciónNatalia IsaacsAinda não há avaliações
- Tipos de Suelos en El EcuadorDocumento29 páginasTipos de Suelos en El EcuadorFreddy XavierAinda não há avaliações
- Las narrativas divergentes de la globalizaciónDocumento1 páginaLas narrativas divergentes de la globalizaciónKarolOchoaAinda não há avaliações
- AECOC Impresión - GS1 - 128Documento29 páginasAECOC Impresión - GS1 - 128Bender VigoAinda não há avaliações
- Entrevista de Etica Personal y ProfesionalDocumento2 páginasEntrevista de Etica Personal y ProfesionalJimmyAinda não há avaliações
- 4387-Texto Del Artículo-18690-1-10-20130830Documento8 páginas4387-Texto Del Artículo-18690-1-10-20130830EMANUEL ALEXANDER ESPINEL ROJASAinda não há avaliações
- Defecto Cristalino (Vacancia Intersticial)Documento3 páginasDefecto Cristalino (Vacancia Intersticial)Enrique CastilloAinda não há avaliações
- Resumen E. Proyectos-GestionDocumento4 páginasResumen E. Proyectos-GestionLiliana ChaconAinda não há avaliações
- Tarea 6 de Geografia Domincana IDocumento4 páginasTarea 6 de Geografia Domincana IGeovanny LoraAinda não há avaliações
- Las Tigras, Primera Unidad de Combate de Mujeres en La FAESDocumento16 páginasLas Tigras, Primera Unidad de Combate de Mujeres en La FAESHerard SantosAinda não há avaliações
- Modificadores Del PredicadoDocumento7 páginasModificadores Del PredicadoAlan EscobarAinda não há avaliações
- Pat 2024Documento20 páginasPat 2024Lliseli Zabaleta LopezAinda não há avaliações
- ProNest 8 Quick Start GuideDocumento34 páginasProNest 8 Quick Start Guidejpobando100% (1)
- Lixiviación Introducion MaderasDocumento5 páginasLixiviación Introducion MaderasCarlos LandaAinda não há avaliações
- Estabilizacion Con Galerias DrenantesDocumento2 páginasEstabilizacion Con Galerias DrenantesRonal Zumaeta PortocarreroAinda não há avaliações
- Ejercicios SecuenciaciónDocumento7 páginasEjercicios SecuenciaciónroalAinda não há avaliações
- U3 - Cuidados PaliativosDocumento5 páginasU3 - Cuidados Paliativosariana quiñonesAinda não há avaliações