Você também pode gostar
- Material and Stream ReportDocumento9 páginasMaterial and Stream Reportsimple_uuAinda não há avaliações
- Design Use of Nursery Systems With An Emphasis On Biofloc ManagementDocumento45 páginasDesign Use of Nursery Systems With An Emphasis On Biofloc Managementven kay100% (1)
- Simulation of Reactors and Heaters Coolers Using HYSYSDocumento21 páginasSimulation of Reactors and Heaters Coolers Using HYSYSVonbait100% (2)
- AquaDocumento297 páginasAquaTrafalgarSeieiAinda não há avaliações
- Chemical Dozing CalcDocumento11 páginasChemical Dozing CalcAishwaria KhanAinda não há avaliações
- JubilantDocumento25 páginasJubilantSagar Arora100% (1)
- Propane PropertiesDocumento4 páginasPropane Propertiestexwan_Ainda não há avaliações
- Styrene Production Plant Dwsim FlowsheetDocumento11 páginasStyrene Production Plant Dwsim FlowsheetmurtadaAinda não há avaliações
- Mole Fraction Molar Flows Mole Fraction Molar Flows Mole Fraction Kmol/h Kmol/hDocumento12 páginasMole Fraction Molar Flows Mole Fraction Molar Flows Mole Fraction Kmol/h Kmol/hcheekydawgAinda não há avaliações
- Complete List of Organic Acids and Their FunctionsDocumento5 páginasComplete List of Organic Acids and Their FunctionsAlejandro VargasAinda não há avaliações
- Beverages: Ffect of The Atmospheric Pressure Cold PlasmaDocumento12 páginasBeverages: Ffect of The Atmospheric Pressure Cold PlasmaPeriyasami GovindasamyAinda não há avaliações
- Acetone ProjectDocumento8 páginasAcetone ProjectYo MarhoonAinda não há avaliações
- ATP Recap:: ATP Labelled Diagram (Simple For Recall in Exam) What Are The Two Roles That ATP Performs?Documento35 páginasATP Recap:: ATP Labelled Diagram (Simple For Recall in Exam) What Are The Two Roles That ATP Performs?Adam KhanAinda não há avaliações
- Exp.7 Alkalinity TestDocumento12 páginasExp.7 Alkalinity Testhero100% (1)
- Acetone Project StatementDocumento7 páginasAcetone Project StatementAmr TarekAinda não há avaliações
- Natural Gas Steam Heated Natural GasDocumento10 páginasNatural Gas Steam Heated Natural GasgongweejieAinda não há avaliações
- Referentne Vrijednosti Za Vrste Papiga PDFDocumento56 páginasReferentne Vrijednosti Za Vrste Papiga PDFnejraAinda não há avaliações
- Boosting Metamorphosis of Pompano LarvaeDocumento297 páginasBoosting Metamorphosis of Pompano LarvaeergqAinda não há avaliações
- Problem 3.1 Nattanon 56010393Documento8 páginasProblem 3.1 Nattanon 56010393Nattanon SakulkhunsawattAinda não há avaliações
- H. Aerobic vs. Anaerobic Respiration LabDocumento4 páginasH. Aerobic vs. Anaerobic Respiration LaberikabeltranAinda não há avaliações
- Appendix A Conversion Factors and Weights & MeasuresDocumento32 páginasAppendix A Conversion Factors and Weights & MeasuresladreidAinda não há avaliações
- Simulation Sugarcane JuiceDocumento9 páginasSimulation Sugarcane JuiceYorman Zambrano SilvaAinda não há avaliações
- BP s25 Wwta-DataDocumento20 páginasBP s25 Wwta-DatajnmanivannanAinda não há avaliações
- Food As Wastewater IngredientDocumento2 páginasFood As Wastewater IngredientandreadeasAinda não há avaliações
- Body fluid compartments Functions and measurementDocumento9 páginasBody fluid compartments Functions and measurementTepo Edek PhetoloAinda não há avaliações
- 01aDocumento34 páginas01acemsavantAinda não há avaliações
- Precipitation CaCo3Documento6 páginasPrecipitation CaCo3marsulexAinda não há avaliações
- Flow SheetDocumento48 páginasFlow SheetRAVI1972Ainda não há avaliações
- Assignment 1 CarboxylicDocumento8 páginasAssignment 1 CarboxylicYu HuiAinda não há avaliações
- Trabaj Oxido D EtilenoDocumento3 páginasTrabaj Oxido D EtilenoJuan M LariosAinda não há avaliações
- Fluid Management FundamentalsDocumento64 páginasFluid Management FundamentalspaulaAinda não há avaliações
- Class 29: Monday, November 1 Enthalpy TablesDocumento18 páginasClass 29: Monday, November 1 Enthalpy TablesAman SinghAinda não há avaliações
- Process Design and Economics Assignment Development of PFD and Process Concept DiagramDocumento9 páginasProcess Design and Economics Assignment Development of PFD and Process Concept Diagramshailaja chowdhuryAinda não há avaliações
- 360exp10-02 EsterificationDocumento14 páginas360exp10-02 EsterificationlewisrahimiAinda não há avaliações
- Thermodynamics Refrigerant TableDocumento5 páginasThermodynamics Refrigerant TableworaritskulAinda não há avaliações
- C Purlins IIDocumento2 páginasC Purlins IIson_goukoAinda não há avaliações
- 4th Yr DSGN ProDocumento56 páginas4th Yr DSGN ProTarun Sama0% (1)
- Titan Media: Product Name Product NameDocumento3 páginasTitan Media: Product Name Product NameTitan BiotechAinda não há avaliações
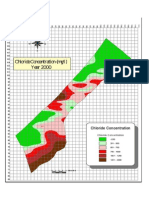
- Water Quality Gaza MapsDocumento10 páginasWater Quality Gaza MapsReemALMousawiAinda não há avaliações
- Body FluidDocumento10 páginasBody FluidNwaoha Chibuzor AnthonyAinda não há avaliações
- Materials & Streams Report: 1. Overall Process DataDocumento7 páginasMaterials & Streams Report: 1. Overall Process DatafaraaaalyaAinda não há avaliações
- Body Fluids: DR Sheetal C NDocumento34 páginasBody Fluids: DR Sheetal C Nmus zaharaAinda não há avaliações
- Esterification Oil of WintergreenDocumento8 páginasEsterification Oil of WintergreenMaria MahusayAinda não há avaliações
- Deposit Control Polymers For Stressed Phosphate-Based Cooling Water SystemsDocumento15 páginasDeposit Control Polymers For Stressed Phosphate-Based Cooling Water SystemsJohnAinda não há avaliações
- TK-315 CPI2 - 1 - NonReacting SystemsDocumento37 páginasTK-315 CPI2 - 1 - NonReacting SystemsIndahAinda não há avaliações
- Support - Information - RemovalofMultiple Contaminants From Water by PolyoxometalateSupportedIonicLiquid Phases (POM-SILPs) PDFDocumento11 páginasSupport - Information - RemovalofMultiple Contaminants From Water by PolyoxometalateSupportedIonicLiquid Phases (POM-SILPs) PDFLý Thành NamAinda não há avaliações
- Carboxylic Acids Reactions: Presented By: Mizgin Q.AbdullahDocumento10 páginasCarboxylic Acids Reactions: Presented By: Mizgin Q.AbdullahSafwan BakrmanyAinda não há avaliações
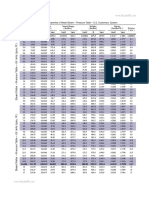
- Water-Steam Saturation Properties (By Pressure in US Units)Documento5 páginasWater-Steam Saturation Properties (By Pressure in US Units)Juan Carlos Ramirez DariasAinda não há avaliações
- Properties and substrate specificity of chitosanase from Bacillus cereus S1Documento4 páginasProperties and substrate specificity of chitosanase from Bacillus cereus S1vignesh9489Ainda não há avaliações
- Sorbitan Esters PlantDocumento9 páginasSorbitan Esters PlantHolman SanabriaAinda não há avaliações
- Probset3. MaterialbalancesDocumento8 páginasProbset3. MaterialbalancesAbi MukundAinda não há avaliações
- Biogas Plant: Biogas Digester Design, Gas Production and PurificationNo EverandBiogas Plant: Biogas Digester Design, Gas Production and PurificationAinda não há avaliações
- The Biology and Troubleshooting of Facultative LagoonsNo EverandThe Biology and Troubleshooting of Facultative LagoonsAinda não há avaliações
- Recovering Bioactive Compounds from Agricultural WastesNo EverandRecovering Bioactive Compounds from Agricultural WastesVan Tang NguyenAinda não há avaliações
- Emerging Technologies in Meat Processing: Production, Processing and TechnologyNo EverandEmerging Technologies in Meat Processing: Production, Processing and TechnologyEnda J. CumminsAinda não há avaliações
- O Level Biology Practice For Structured Questions Nutrition In HumansNo EverandO Level Biology Practice For Structured Questions Nutrition In HumansNota: 2 de 5 estrelas2/5 (1)
- Evaluation of Dissolved Air Flotation Unit For OilDocumento8 páginasEvaluation of Dissolved Air Flotation Unit For OilAhmed AliAinda não há avaliações
- Water Treatment Processes and Chemical CalculationsDocumento6 páginasWater Treatment Processes and Chemical CalculationsAhmed AliAinda não há avaliações
- Ijrerd A085 PDFDocumento4 páginasIjrerd A085 PDFAhmed AliAinda não há avaliações
- 04-Control of Volatile Organic Compounds (VOCs)Documento187 páginas04-Control of Volatile Organic Compounds (VOCs)Ahmed AliAinda não há avaliações
- Project 33Documento8 páginasProject 33Ahmed AliAinda não há avaliações
- Ms-09-Development of A Paper Recycling ProcessDocumento7 páginasMs-09-Development of A Paper Recycling ProcesshidaiAinda não há avaliações
- Airlift Bioreactors and Mechanically Stirred Tanks Are Widely Used in BioprocessingDocumento2 páginasAirlift Bioreactors and Mechanically Stirred Tanks Are Widely Used in BioprocessingAhmed AliAinda não há avaliações
- Applications of Egg Shell and Egg Shell Membrane As AdsorbentsDocumento13 páginasApplications of Egg Shell and Egg Shell Membrane As AdsorbentsAhmed AliAinda não há avaliações
- Problems: CHEM1020Documento45 páginasProblems: CHEM1020Ahmed AliAinda não há avaliações
- URUAE Full Proceeding Sept (1) - 12-14-110-114 PDFDocumento5 páginasURUAE Full Proceeding Sept (1) - 12-14-110-114 PDFAhmed AliAinda não há avaliações
- Investigation of Surfactant Effect On The Operational Characteristics PDFDocumento11 páginasInvestigation of Surfactant Effect On The Operational Characteristics PDFAhmed AliAinda não há avaliações
- Study On The Hydrodynamics of Stirred Vessels PDFDocumento6 páginasStudy On The Hydrodynamics of Stirred Vessels PDFAhmed AliAinda não há avaliações
- J. Basic. Appl. Sci. Res., 1 (11) 2314-2318, 2011Documento5 páginasJ. Basic. Appl. Sci. Res., 1 (11) 2314-2318, 2011Ahmed AliAinda não há avaliações
- Thermochemistry Problems CalculatorDocumento17 páginasThermochemistry Problems CalculatorAhmed AliAinda não há avaliações
- DF Manual of PulverizerDocumento3 páginasDF Manual of PulverizerAhmed AliAinda não há avaliações
- Cool Lab ManualDocumento12 páginasCool Lab Manualgiri_shwetaAinda não há avaliações
- Produce Food Grade Calcium Chloride from Limestone Using HClDocumento1 páginaProduce Food Grade Calcium Chloride from Limestone Using HClAhmed AliAinda não há avaliações
- Design and Construction of Waste Paper' Recycling PlantDocumento12 páginasDesign and Construction of Waste Paper' Recycling PlantAhmed Ali100% (1)
- Evap DesignDocumento16 páginasEvap DesignAhmed Ali100% (3)
- An Example of Sizing of A Heat Exchanger in Which A Stream Undergoes Both A Phase Change and Temperature Change in The Vapor And/or LiquidDocumento4 páginasAn Example of Sizing of A Heat Exchanger in Which A Stream Undergoes Both A Phase Change and Temperature Change in The Vapor And/or LiquidJoshua JohnsonAinda não há avaliações
- CH CW AmmoniaandureaDocumento12 páginasCH CW AmmoniaandureaAhmed AliAinda não há avaliações
- Progress of Styrene ProductionDocumento2 páginasProgress of Styrene ProductionAhmed AliAinda não há avaliações
- Xylenes Material 2520balanceDocumento8 páginasXylenes Material 2520balanceAhmed AliAinda não há avaliações
- 19890204Documento11 páginas19890204Ahmed AliAinda não há avaliações
- Hariom ReportDocumento60 páginasHariom Reportहरिओम हरी100% (2)
- Benzene Toluene EquilibriumDocumento2 páginasBenzene Toluene EquilibriumAhmed AliAinda não há avaliações
- Optimize The ProductionDocumento103 páginasOptimize The Productionferik2Ainda não há avaliações
- Urea Synthesis ProcessDocumento5 páginasUrea Synthesis ProcessrajmaneamitAinda não há avaliações
- Al Zoubi2015Documento9 páginasAl Zoubi2015Ahmed AliAinda não há avaliações
- 1992 Lazaridis Daf Metal IonsDocumento16 páginas1992 Lazaridis Daf Metal IonsAhmed AliAinda não há avaliações
- Amino Acids Production MethodsDocumento10 páginasAmino Acids Production MethodsWingki Ari Angga100% (1)
- Protein Composition and StructureDocumento39 páginasProtein Composition and StructureCat cuteAinda não há avaliações
- LYSOVITDocumento2 páginasLYSOVITomairAinda não há avaliações
- Friedman RDocumento12 páginasFriedman RMariaAinda não há avaliações
- Group AssignmentDocumento9 páginasGroup AssignmentRenee Dwi Permata MessakaraengAinda não há avaliações
- 2016 Nutrient Specifications Manual - Metric - 9-21-16 PDFDocumento62 páginas2016 Nutrient Specifications Manual - Metric - 9-21-16 PDFAnna Clarissa Concepcion Villanueva100% (1)
- Lysine: An Effective Adjunct Treatment For Herpes Simplex Virus OutbreaksDocumento3 páginasLysine: An Effective Adjunct Treatment For Herpes Simplex Virus OutbreaksHerpesSimplexVirus100% (9)
- Unesco - Eolss Sample Chapters: Quality Control of Raw MaterialsDocumento9 páginasUnesco - Eolss Sample Chapters: Quality Control of Raw MaterialsAchal BishtAinda não há avaliações
- PROTEINSDocumento77 páginasPROTEINSB01 Aquilo Jan Niel BernabeAinda não há avaliações
- SOW-Feeding Management During Sow LactationDocumento6 páginasSOW-Feeding Management During Sow Lactationtaner_soysuren100% (1)
- LysineDocumento18 páginasLysineYob YnnosAinda não há avaliações
- Introduction to Nutrient Requirements and Feeding of PigsDocumento22 páginasIntroduction to Nutrient Requirements and Feeding of PigsVetz clubAinda não há avaliações
- Biochem Protein Module 3.1Documento23 páginasBiochem Protein Module 3.1Jemina Rafanan RacadioAinda não há avaliações
- Diagnosis and Management of Glutaric Aciduria Type I - Revised RecommendationsDocumento18 páginasDiagnosis and Management of Glutaric Aciduria Type I - Revised RecommendationsMoroianu Irina-GabrielaAinda não há avaliações
- High Lysine Low Arginine Foods ChartDocumento8 páginasHigh Lysine Low Arginine Foods Chartben chord100% (1)
- Nutrient Composition of Main Poultry Feed Ingredients Used in Sudan and Their Variations From Local Standard Tables ValuesDocumento4 páginasNutrient Composition of Main Poultry Feed Ingredients Used in Sudan and Their Variations From Local Standard Tables ValuesanaAinda não há avaliações
- Sensory aroma from Maillard reaction of amino acidsDocumento8 páginasSensory aroma from Maillard reaction of amino acidsBoooooooseAinda não há avaliações
- R01 Revitalife Drip Protocol - UPDATED 9-19-2018Documento10 páginasR01 Revitalife Drip Protocol - UPDATED 9-19-2018Eking InAinda não há avaliações
- Heart Disease Course PDALongDocumento84 páginasHeart Disease Course PDALongArpanpatelAinda não há avaliações
- Preparation and Characterization of A Protein HydrolysateDocumento9 páginasPreparation and Characterization of A Protein HydrolysateAnisa TridiyaniAinda não há avaliações
- Optimize broiler feed formula profitsDocumento15 páginasOptimize broiler feed formula profitsGuesrim LallogoAinda não há avaliações
- Paper Presented On Fourth National Conference On Science and Technology, Organized by RoyalDocumento9 páginasPaper Presented On Fourth National Conference On Science and Technology, Organized by RoyalPaolo Paulino MetinAinda não há avaliações
- Abdominal Fat Deposition in PoultryDocumento12 páginasAbdominal Fat Deposition in PoultryCazim CrnkicAinda não há avaliações
- Food Composition PNG PlantsDocumento72 páginasFood Composition PNG PlantssallyAinda não há avaliações
- Collagen ShieldDocumento24 páginasCollagen ShieldDina WahyuAinda não há avaliações
- L-Lysine Decarboxylation Medium (LD Medium Lysine Decarboxylase Broth Without Peptone)Documento2 páginasL-Lysine Decarboxylation Medium (LD Medium Lysine Decarboxylase Broth Without Peptone)Sherly MardianaAinda não há avaliações
- Table of Standard Amino Acid Abbreviations and Side Chain PropertiesDocumento9 páginasTable of Standard Amino Acid Abbreviations and Side Chain PropertieschaitanyasakhAinda não há avaliações
- Protein Sources & Feeding Strategies for Optimal Pig GrowthDocumento21 páginasProtein Sources & Feeding Strategies for Optimal Pig Growthrupende12Ainda não há avaliações
- A Mi No AcidsDocumento61 páginasA Mi No AcidsWilder VargasAinda não há avaliações
- Amino Acid Metabolism: DR Max Efui Annani-AkollorDocumento27 páginasAmino Acid Metabolism: DR Max Efui Annani-AkollorPeter ThompsonAinda não há avaliações