Você também pode gostar
- Traduccion Aws b2.1Documento4 páginasTraduccion Aws b2.1Luis Collahua CuyaAinda não há avaliações
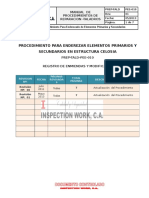
- Procedimiento de Enderezado - Rev.1Documento8 páginasProcedimiento de Enderezado - Rev.1san_lhim100% (2)
- Din 8077Documento33 páginasDin 8077Cesar GonzalesAinda não há avaliações
- Wps para Tuberia-Aws Wps-009Documento1 páginaWps para Tuberia-Aws Wps-009Gedalías MartínezAinda não há avaliações
- WPS GmawDocumento1 páginaWPS GmawRichardCamacho0% (1)
- Doblez Cematic d1.3Documento1 páginaDoblez Cematic d1.3Erick VazquezAinda não há avaliações
- Sesión 2 - AWS D1.1 - CAPITULO 7 - FABRICACIÓNDocumento32 páginasSesión 2 - AWS D1.1 - CAPITULO 7 - FABRICACIÓNYesid PinoAinda não há avaliações
- PE715 Proceso Reparación de Soldaduras Rev-1Documento8 páginasPE715 Proceso Reparación de Soldaduras Rev-1jorgeantonia3101Ainda não há avaliações
- Wps Calificado Sia Aws d1.2Documento3 páginasWps Calificado Sia Aws d1.2Janet Jacqueline Alvarez Chiara100% (1)
- Wps de SoldaduraDocumento1 páginaWps de SoldaduraDuberlis Ledesmas ArroyoAinda não há avaliações
- Procedimiento para Control DimensionalDocumento7 páginasProcedimiento para Control Dimensionalcarlosenrique21Ainda não há avaliações
- WPS para Soldeo Tuberia de 6Documento1 páginaWPS para Soldeo Tuberia de 6darkshadow_25847Ainda não há avaliações
- Elaboracion de Manjar BlancoDocumento22 páginasElaboracion de Manjar BlancoElmer Salvador Reyes67% (3)
- E 11018 MDocumento1 páginaE 11018 MMelvin Ramirez100% (1)
- Aws d1.1 Criterios para Inspeccion Parte CDocumento14 páginasAws d1.1 Criterios para Inspeccion Parte Cchrist2pher100% (1)
- Ejemplo WPS SAWDocumento3 páginasEjemplo WPS SAWChaulafanazoAea100% (1)
- Taller Codigo AWS D1.1 - 2010Documento6 páginasTaller Codigo AWS D1.1 - 2010Williy126Ainda não há avaliações
- Calificación de Soldadores Según Norma ASME Sección IXDocumento6 páginasCalificación de Soldadores Según Norma ASME Sección IXOmar Medina CalleAinda não há avaliações
- API 1104 Complementario 5Documento10 páginasAPI 1104 Complementario 5petreAinda não há avaliações
- Wps GTAWDocumento1 páginaWps GTAWStalin AriasAinda não há avaliações
- Abertura de La RaízDocumento7 páginasAbertura de La RaízHector ChavezAinda não há avaliações
- Calificación de Soldadura en Una Junta en Filete Bajo La Norma Aws d1 2Documento55 páginasCalificación de Soldadura en Una Junta en Filete Bajo La Norma Aws d1 2Jose Angulo T.100% (1)
- Registro ArenadoDocumento3 páginasRegistro ArenadoItalo JaureguiAinda não há avaliações
- PQR Certificado de Calificacion Del Procedimiento (PQR)Documento3 páginasPQR Certificado de Calificacion Del Procedimiento (PQR)H Rivera Oki Antonio100% (1)
- Avance Del Foro Plasma 2Documento2 páginasAvance Del Foro Plasma 2delhuXD xAinda não há avaliações
- Normas-Aws para ElectrodoDocumento19 páginasNormas-Aws para ElectrodoHusa GomezAinda não há avaliações
- WPS Precalificado - SMAW PDFDocumento1 páginaWPS Precalificado - SMAW PDFmonikitismonikitisAinda não há avaliações
- A36 - 14 NormaDocumento5 páginasA36 - 14 Normacarlos ivanAinda não há avaliações
- Aceros Inoxidables-WpsDocumento103 páginasAceros Inoxidables-WpsHoover Ortiz100% (1)
- BorradorDocumento10 páginasBorradorRodmi Torres PeraltaAinda não há avaliações
- Wps Aws FileteDocumento3 páginasWps Aws FileteJuan Carlos Parra Diaz100% (1)
- Listado de Normas de SoldaduraDocumento2 páginasListado de Normas de SoldaduraHerrera Jorge Agustín100% (1)
- Pruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFDocumento43 páginasPruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFlast1973Ainda não há avaliações
- Registro de Inspección Líquidos Penetrantes FluorescentesDocumento3 páginasRegistro de Inspección Líquidos Penetrantes FluorescentesLinis Maris DcfAinda não há avaliações
- Como Soldar Bridads SliponDocumento5 páginasComo Soldar Bridads SliponAlexandro Jaimes MoralesAinda não há avaliações
- Procedimiento de Enderezado de EstructuraDocumento7 páginasProcedimiento de Enderezado de EstructuraJesus CacharucoAinda não há avaliações
- Paper "Temper Bead Welding"Documento2 páginasPaper "Temper Bead Welding"Edgar BenavidesAinda não há avaliações
- Formato Registro de Inspeccion VisualDocumento1 páginaFormato Registro de Inspeccion VisualAnonymous 6LwW4qi6TiAinda não há avaliações
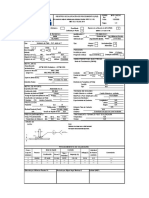
- Especificaciones Del Procedimiento de Soldadura - WPSDocumento6 páginasEspecificaciones Del Procedimiento de Soldadura - WPSByron Montejo0% (1)
- Ficha Técnica Aceros Grado Estructural A516Documento2 páginasFicha Técnica Aceros Grado Estructural A516Alejandro MartinezAinda não há avaliações
- WPS P&C Smaw 2F 1045-588Documento4 páginasWPS P&C Smaw 2F 1045-588Anonymous vU7CuPAinda não há avaliações
- Aplicación de RecubrimientosDocumento30 páginasAplicación de RecubrimientosCristhian Mamani RuizAinda não há avaliações
- Asme - Macroataque - TraduccionDocumento2 páginasAsme - Macroataque - TraduccionErikaAinda não há avaliações
- Cuándo Se Puede Realizar Un Examen Visual o No Destructivo de Las SoldadurasDocumento4 páginasCuándo Se Puede Realizar Un Examen Visual o No Destructivo de Las SoldadurasFrancisco SalazarAinda não há avaliações
- Electrodos para SoldaduraDocumento1 páginaElectrodos para Soldaduraalibuchy100% (1)
- Procedimiento Inspección Visual de Soldadura Segun AWS D1.5 PDFDocumento7 páginasProcedimiento Inspección Visual de Soldadura Segun AWS D1.5 PDFPer DCAinda não há avaliações
- Criterios de Aceptacion AWS D1.5 PDFDocumento2 páginasCriterios de Aceptacion AWS D1.5 PDFRonald GutierrezAinda não há avaliações
- WPQ w204 Gtaw SmawDocumento1 páginaWPQ w204 Gtaw SmawWilmer Rios Diaz100% (1)
- Formato WpsDocumento2 páginasFormato WpsDiego Yoel Pampa MamaniAinda não há avaliações
- Procedimiento de Soldadura Super EstructuraDocumento11 páginasProcedimiento de Soldadura Super EstructuraPULP123Ainda não há avaliações
- Metodo Seferian Expocision Sobre PrecalentamientoDocumento7 páginasMetodo Seferian Expocision Sobre PrecalentamientoGuillermoSolis50% (2)
- Ejemplo Formato WpsDocumento9 páginasEjemplo Formato WpsHEBER ARMANDO JARAMILLO SANCHEZAinda não há avaliações
- 29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDocumento9 páginas29 Procedimiento para El Armado y Soldadura de Tubería y Prueba Hidrostática PDFDelfin CastañosAinda não há avaliações
- WPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1Documento1 páginaWPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1antony bolivar100% (3)
- Tabla 6.1 Aws D1.1 2010Documento1 páginaTabla 6.1 Aws D1.1 2010Jona Gomz100% (3)
- WPQ QW484 B EspañolDocumento2 páginasWPQ QW484 B Españolgeny965809100% (1)
- Oxigas INDURADocumento7 páginasOxigas INDURAAnonymous FMzcBePZUAinda não há avaliações
- HT-027 Inox 309 ELC Ed. 07Documento1 páginaHT-027 Inox 309 ELC Ed. 07Julia Raquel Medina CedeñoAinda não há avaliações
- Electrodos Basicos OerlikonDocumento8 páginasElectrodos Basicos OerlikonElmer HuashuayoAinda não há avaliações
- 09 Soldadura OxigasDocumento5 páginas09 Soldadura OxigasErick Dimas Cirilo BerazainAinda não há avaliações
- Ficha Tecnica Cellocord APDocumento1 páginaFicha Tecnica Cellocord APAsesoria Gratuita Electronica100% (3)
- Cuestionario SoldaduraDocumento9 páginasCuestionario SoldadurawalterAinda não há avaliações
- 3 Manual de Mantenimiento y Reparación de UN POLIDUCTO PERUDocumento117 páginas3 Manual de Mantenimiento y Reparación de UN POLIDUCTO PERUVTICONAQAinda não há avaliações
- Importados 699 FinalDocumento9 páginasImportados 699 FinalIngridJanethPerillaArdilaAinda não há avaliações
- Especificación de Prueba Hidrostatica IP EP S 029 0Documento21 páginasEspecificación de Prueba Hidrostatica IP EP S 029 0Avimiled Manosalva RincónAinda não há avaliações
- Recubrimientos AmerisurDocumento1 páginaRecubrimientos AmerisurAvimiled Manosalva RincónAinda não há avaliações
- Especificación de Prueba Hidrostatica IP EP S 029 0Documento21 páginasEspecificación de Prueba Hidrostatica IP EP S 029 0Avimiled Manosalva RincónAinda não há avaliações
- Antic or Rosi VosDocumento13 páginasAntic or Rosi VosJosue Arcil Lima QAinda não há avaliações
- Numero P EjemplosDocumento9 páginasNumero P EjemplosAvimiled Manosalva RincónAinda não há avaliações
- Remuneración Laboral PDFDocumento8 páginasRemuneración Laboral PDFAndrea CastrillónAinda não há avaliações
- Ley 1236 de 2008 ColombiaDocumento6 páginasLey 1236 de 2008 ColombiaAvimiled Manosalva RincónAinda não há avaliações
- 4 Material Aporte SoldaduraDocumento18 páginas4 Material Aporte SoldaduraJoRge BaRrios100% (1)
- Cursos2014 PDFDocumento1 páginaCursos2014 PDFquiron2014Ainda não há avaliações
- Carbon EquivalenteDocumento74 páginasCarbon EquivalentecesarporrasninoAinda não há avaliações
- Soldadura de DuctosDocumento7 páginasSoldadura de DuctosAvimiled Manosalva RincónAinda não há avaliações
- Soldadura de DuctosDocumento7 páginasSoldadura de DuctosAvimiled Manosalva RincónAinda não há avaliações
- Doble Calzada Los Alpes VilletaDocumento47 páginasDoble Calzada Los Alpes VilletaAvimiled Manosalva RincónAinda não há avaliações
- Meei - Apuntes TRTDocumento13 páginasMeei - Apuntes TRTJulian LPLAinda não há avaliações
- Unidad 1 - Parte 1-Resistividad de Terreno Suelo IniformeDocumento33 páginasUnidad 1 - Parte 1-Resistividad de Terreno Suelo IniformeyoyocopAinda não há avaliações
- Lod BimDocumento3 páginasLod BimTatiana BecerraAinda não há avaliações
- Movimiento ParabolicoDocumento5 páginasMovimiento ParabolicoDafne Lázaro AquinoAinda não há avaliações
- Explicación Ejercicios Leyes de Gases 9°Documento12 páginasExplicación Ejercicios Leyes de Gases 9°JULIAN ANDRES CABANZO GUERREROAinda não há avaliações
- PRÁCTICA NO 3. Circuito Lógico de Conversión de Código Binario A GrayDocumento3 páginasPRÁCTICA NO 3. Circuito Lógico de Conversión de Código Binario A GrayMiguel Angel Arroyave PiedrahitaAinda não há avaliações
- Aplicaciones de Las Ecuaciones Diferenciales Parciales en La Formación de OndasDocumento4 páginasAplicaciones de Las Ecuaciones Diferenciales Parciales en La Formación de Ondasyaneli mariley mallqui briceñoAinda não há avaliações
- Estadística Ii: Lic. Jessica Elizabeth Chalco Suárez Lic. Wilbert Colque CandiaDocumento28 páginasEstadística Ii: Lic. Jessica Elizabeth Chalco Suárez Lic. Wilbert Colque CandiaDanitza D. OmarAinda não há avaliações
- SeminarioTallerInst EléctDocumento18 páginasSeminarioTallerInst Eléctshjk23Ainda não há avaliações
- Laboratorio 4 de Dinámica AplicadaDocumento14 páginasLaboratorio 4 de Dinámica AplicadaEdgardoEnriqueConteAinda não há avaliações
- HISTORIA DEL PENDULO y Pendulos AcopladosDocumento1 páginaHISTORIA DEL PENDULO y Pendulos AcopladosNitramSerrotAinda não há avaliações
- Operaciones Fundamentales en La Aritmética Del Ábaco Chino - Traducido Por Peter YangDocumento3 páginasOperaciones Fundamentales en La Aritmética Del Ábaco Chino - Traducido Por Peter YangmpasiegoAinda não há avaliações
- Unidad 2 - Recursividad.Documento8 páginasUnidad 2 - Recursividad.Adan DuranAinda não há avaliações
- Solucionario de Tarea de Derivadas de Orden SuperiorDocumento5 páginasSolucionario de Tarea de Derivadas de Orden SuperiorJottaa YsAinda não há avaliações
- Chicaiza Alejandro Práctica#2 InformeDocumento4 páginasChicaiza Alejandro Práctica#2 InformeAlejandro Sebastian Chicaiza TipanAinda não há avaliações
- Libro de TrabajoDocumento9 páginasLibro de TrabajoRonaldo Enrique Fernandez HuancaAinda não há avaliações
- Lab SCR Electrónica de PotenciaDocumento6 páginasLab SCR Electrónica de PotenciaFrancisco CentellaAinda não há avaliações
- CONDENSADORDocumento3 páginasCONDENSADORHuamani AnderAinda não há avaliações
- Materia ExcelDocumento8 páginasMateria ExcelKristian Rock AndreeAinda não há avaliações
- Memoria Descriptiva. AquilinaDocumento2 páginasMemoria Descriptiva. AquilinaRaul Espinoza VargasAinda não há avaliações
- Taller N 1 - Estabilidad en Los Sistemas Electricos de PotenciaDocumento6 páginasTaller N 1 - Estabilidad en Los Sistemas Electricos de PotenciaCarolCristinaGallegoLozanoAinda não há avaliações
- Examen Del Segurdo CorteDocumento3 páginasExamen Del Segurdo CorteGISSEL JIMENEZ PACHECOAinda não há avaliações
- Guia Numeros y Algebra 1Documento6 páginasGuia Numeros y Algebra 1HernanMoragaAinda não há avaliações
- UNIDAD 1 PASO 1 Planeacion Estrategica 2019Documento5 páginasUNIDAD 1 PASO 1 Planeacion Estrategica 2019Andrea MuñozAinda não há avaliações
- Prueba Hidraulica de Cañerias Enterradas 00Documento6 páginasPrueba Hidraulica de Cañerias Enterradas 00Marcelo AguileraAinda não há avaliações
- Tecnicas PureteDocumento20 páginasTecnicas PureteLeonel CataldoAinda não há avaliações
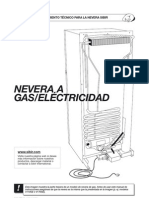
- Manual de Funcionamiento Técnico para La Nevera o HeladeraDocumento24 páginasManual de Funcionamiento Técnico para La Nevera o Heladeradavidash07Ainda não há avaliações
- Mediciones Físicas Aplicadas en Un Experimento de Dimensiones FractalesDocumento6 páginasMediciones Físicas Aplicadas en Un Experimento de Dimensiones FractalesAngie ArroyaveAinda não há avaliações