Você também pode gostar
- 14 r19Documento32 páginas14 r19Khaled AbdelbakiAinda não há avaliações
- Guidelines For Reviewing Concrete Mix DesignsDocumento60 páginasGuidelines For Reviewing Concrete Mix DesignsruwanpuraAinda não há avaliações
- Mix DesignDocumento10 páginasMix DesignMary Emalaine SerranoAinda não há avaliações
- Uk Calibration StandardDocumento29 páginasUk Calibration Standardgahsoon100% (1)
- Boring Log IntrepretationDocumento8 páginasBoring Log IntrepretationiploguAinda não há avaliações
- Primavera Risk Analysis v8.7: Installation ManualDocumento6 páginasPrimavera Risk Analysis v8.7: Installation ManualenfrspitAinda não há avaliações
- Devaux PDFDocumento7 páginasDevaux PDFajayikayodeAinda não há avaliações
- Sampleonly: 123 Example Avenue, North East Melbourne Alterations and Additions To Existing ResidenceDocumento31 páginasSampleonly: 123 Example Avenue, North East Melbourne Alterations and Additions To Existing ResidenceAtellier Architecture Review100% (1)
- Devaux PDFDocumento7 páginasDevaux PDFajayikayodeAinda não há avaliações
- Earned Value Management Tutorial Module 4: Budgeting: Prepared byDocumento48 páginasEarned Value Management Tutorial Module 4: Budgeting: Prepared byjoneybravoAinda não há avaliações
- Peresented by Medha Mittal XIC Roll 38Documento16 páginasPeresented by Medha Mittal XIC Roll 38Medha MittalAinda não há avaliações
- 002-130617-3-PTI EDC-130-Flexure-55-reducedDocumento50 páginas002-130617-3-PTI EDC-130-Flexure-55-reducedJimmy Villca SainzAinda não há avaliações
- PTI EDC-130 Analysis of Continuous Post-Tensioned SpansDocumento41 páginasPTI EDC-130 Analysis of Continuous Post-Tensioned SpansKhaled AbdelbakiAinda não há avaliações
- Bathymetric SurveyDocumento36 páginasBathymetric SurveyKhaled AbdelbakiAinda não há avaliações
- When Is The Critical Path Not The Critical PathDocumento9 páginasWhen Is The Critical Path Not The Critical PathDWG8383Ainda não há avaliações
- Post Tensioning in Building StructuresDocumento21 páginasPost Tensioning in Building StructuresLuan Truong VanAinda não há avaliações
- 10sep McCarthyDocumento71 páginas10sep McCarthyKhaled AbdelbakiAinda não há avaliações
- CSC - Inundation Mapping Guidebook (Marine Survey)Documento26 páginasCSC - Inundation Mapping Guidebook (Marine Survey)Khaled AbdelbakiAinda não há avaliações
- Introduction to Post-Tensioned Concrete DesignDocumento49 páginasIntroduction to Post-Tensioned Concrete DesignKhaled Abdelbaki100% (1)
- 101 6.0 Student GoldDocumento332 páginas101 6.0 Student Goldjmurzin100% (6)
- 167 Pipe Support FailureDocumento0 página167 Pipe Support FailureKhaled AbdelbakiAinda não há avaliações
- S-44 5eDocumento36 páginasS-44 5emangaceng100% (1)
- Section 2 PT Systems: Developed by The Pti Edc-130 Education CommitteeDocumento40 páginasSection 2 PT Systems: Developed by The Pti Edc-130 Education CommitteeKhaled AbdelbakiAinda não há avaliações
- RCDocumento26 páginasRCKhaled AbdelbakiAinda não há avaliações
- Primavera P6 ManualDocumento230 páginasPrimavera P6 ManualDionne Solito MonteloyolaAinda não há avaliações
- Post Tension BIJAN AALAMIDocumento14 páginasPost Tension BIJAN AALAMIKhaled Abdelbaki50% (6)
- Design Example 2-Way SlabDocumento41 páginasDesign Example 2-Way SlabjimmydomingojrAinda não há avaliações
- PT in Building Sector 839Documento10 páginasPT in Building Sector 839Rajesh KumarAinda não há avaliações
- Scheduling Practice Project Success - DR GriffithDocumento8 páginasScheduling Practice Project Success - DR GriffithKhaled AbdelbakiAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Customer Price List: Certified Code Compliant Steel Stud Manufacturer Manufacturer of Supreme Framing SystemsDocumento5 páginasCustomer Price List: Certified Code Compliant Steel Stud Manufacturer Manufacturer of Supreme Framing SystemsRamonAinda não há avaliações
- Rococo TGDocumento17 páginasRococo TGSnowAinda não há avaliações
- Case StudyDocumento1 páginaCase StudyShirya EvaAinda não há avaliações
- Interlocking Tile - Adm Particular SpecDocumento2 páginasInterlocking Tile - Adm Particular SpecRolando de GuzmanAinda não há avaliações
- Stair CaseDocumento14 páginasStair CaseSubhajyoti DasAinda não há avaliações
- Garis Panduan Penyenggaraan Berjadual Sivil and Struktur - 1Documento9 páginasGaris Panduan Penyenggaraan Berjadual Sivil and Struktur - 1Kavi MaranAinda não há avaliações
- Wellington Indoor Sports Community Centre, New ZealandDocumento27 páginasWellington Indoor Sports Community Centre, New ZealandSabita BasnetAinda não há avaliações
- Types of Brick BondsDocumento8 páginasTypes of Brick BondsDheeraj ChauhanAinda não há avaliações
- Bamboo Joints and Joinery TechniquesDocumento8 páginasBamboo Joints and Joinery TechniquesYadhu .msa17Ainda não há avaliações
- Gehry at MITDocumento5 páginasGehry at MITBrateteng TopewAinda não há avaliações
- London PDFDocumento42 páginasLondon PDFHuỳnh Lê Hương KiềuAinda não há avaliações
- Ground Floor DimensionsDocumento1 páginaGround Floor DimensionsMEMES HOUSEAinda não há avaliações
- Performative ArchitectureDocumento37 páginasPerformative ArchitectureSanjana CholkeAinda não há avaliações
- Ethical Consideration For A Better Collaboration Between Architect and Engineer - Design of Hospital BuildingsDocumento5 páginasEthical Consideration For A Better Collaboration Between Architect and Engineer - Design of Hospital BuildingsNURULAinda não há avaliações
- Sandwich 3D Panel System: Construction Practices and Experimental InvestigationsDocumento11 páginasSandwich 3D Panel System: Construction Practices and Experimental InvestigationsVirat DesaiAinda não há avaliações
- LKPD Descriptive Text: BY Muhaya Purnama Sari, S.PD SMK Penerbangan LampungDocumento5 páginasLKPD Descriptive Text: BY Muhaya Purnama Sari, S.PD SMK Penerbangan Lampungipin cungAinda não há avaliações
- Bill of Materials SampleDocumento31 páginasBill of Materials SampleOcsi YeahAinda não há avaliações
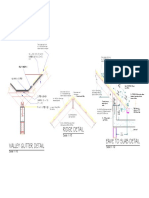
- Eave To Slab Detail Valley Gutter Detail Ridge Detail: Scale 1:10Documento1 páginaEave To Slab Detail Valley Gutter Detail Ridge Detail: Scale 1:10Jordan BrownAinda não há avaliações
- Hydro Building Systems Middle East: Fax: Tel: (+973) 17203878 (+973) 17229299Documento16 páginasHydro Building Systems Middle East: Fax: Tel: (+973) 17203878 (+973) 17229299atif_aman123Ainda não há avaliações
- Minor Works - Category - 15Documento1 páginaMinor Works - Category - 15Abraham ShumAinda não há avaliações
- Hunnarshala: Learning From The Past To Build FutureDocumento6 páginasHunnarshala: Learning From The Past To Build FutureGRD Journals50% (2)
- Beyond Modernist Masters - Contemporary Architecture in Latin America PDFDocumento150 páginasBeyond Modernist Masters - Contemporary Architecture in Latin America PDFCazacu Cosmin100% (3)
- Architectural Terms ExplainedDocumento8 páginasArchitectural Terms ExplainedVlad PopAinda não há avaliações
- Data Sheet - APE SEALKOTE - Waterproof - Latex Bitumen EmulsionDocumento2 páginasData Sheet - APE SEALKOTE - Waterproof - Latex Bitumen EmulsionMochamad BhadawiAinda não há avaliações
- Cemfair PF100Documento2 páginasCemfair PF100shakir69Ainda não há avaliações
- Propped Cantilever Retaining Wall-IsDocumento1 páginaPropped Cantilever Retaining Wall-Isscshekar0% (1)
- 2012 Shed TechartDocumento15 páginas2012 Shed TechartMujAinda não há avaliações
- Modern Architecture Since 1900 (Art Ebook) PDFDocumento420 páginasModern Architecture Since 1900 (Art Ebook) PDFMaria Rodica Stătescu100% (16)
- Mann, D.A. - Between Traditionalism and Modernism Approaches To A Vernacular Architecture (1985)Documento7 páginasMann, D.A. - Between Traditionalism and Modernism Approaches To A Vernacular Architecture (1985)tgr53434fafdAinda não há avaliações
- Essential (2019)Documento2 páginasEssential (2019)namita nagarAinda não há avaliações