Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Reframag AfDocumento1 páginaReframag Afmahreza189Ainda não há avaliações
- AXE400P User Manual With Centos6.0 Dahdi V2.0 D130603 enDocumento12 páginasAXE400P User Manual With Centos6.0 Dahdi V2.0 D130603 enCartimex S.A.Ainda não há avaliações
- 1-X Lift Liner CatalogueDocumento6 páginas1-X Lift Liner Cataloguemahreza189Ainda não há avaliações
- 6-SD Reference ListDocumento5 páginas6-SD Reference Listmahreza189Ainda não há avaliações
- 1-X Win CatalogueDocumento6 páginas1-X Win Cataloguemahreza189Ainda não há avaliações
- 1 - Grinding Media Catalogue PDFDocumento14 páginas1 - Grinding Media Catalogue PDFmahreza189Ainda não há avaliações
- Kiln StabilityDocumento6 páginasKiln Stabilityraobabar21Ainda não há avaliações
- Kiln Shell CoolingDocumento4 páginasKiln Shell CoolingjmpbarrosAinda não há avaliações
- Irjet V2i151 PDFDocumento9 páginasIrjet V2i151 PDFmahreza189Ainda não há avaliações
- General InformationDocumento1 páginaGeneral Informationmahreza189Ainda não há avaliações
- Energy and PowerDocumento69 páginasEnergy and PowerFahadullah Khan AfridiAinda não há avaliações
- Mcr-T1: Raw Material BasisDocumento1 páginaMcr-T1: Raw Material Basismahreza189Ainda não há avaliações
- Mcr-T1: Raw Material BasisDocumento1 páginaMcr-T1: Raw Material Basismahreza189Ainda não há avaliações
- New Developments in Monolithic ProductsDocumento59 páginasNew Developments in Monolithic Productsmahreza189100% (1)
- General InformationDocumento1 páginaGeneral Informationmahreza189Ainda não há avaliações
- Divasil: General InformationDocumento1 páginaDivasil: General Informationmahreza189Ainda não há avaliações
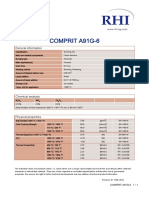
- Comprit A91g 6Documento1 páginaComprit A91g 6mahreza189Ainda não há avaliações
- Compac Sol FS98 3Documento1 páginaCompac Sol FS98 3mahreza189Ainda não há avaliações
- Compac Sol F53 6Documento1 páginaCompac Sol F53 6mahreza189Ainda não há avaliações
- Didomur B52V-03 M: General InformationDocumento1 páginaDidomur B52V-03 M: General Informationmahreza189Ainda não há avaliações
- Compac Sol F53G-6: General InformationDocumento1 páginaCompac Sol F53G-6: General Informationmahreza189Ainda não há avaliações
- Compac Sol FS98 3Documento1 páginaCompac Sol FS98 3mahreza189Ainda não há avaliações
- Compac Sol B82-6: General InformationDocumento1 páginaCompac Sol B82-6: General Informationmahreza189Ainda não há avaliações
- Compac Shot F49-6: General InformationDocumento1 páginaCompac Shot F49-6: General Informationmahreza189Ainda não há avaliações
- Compac Sol A100 15 PDFDocumento1 páginaCompac Sol A100 15 PDFmahreza189Ainda não há avaliações
- Carsit Sol A10mb 15 PDFDocumento1 páginaCarsit Sol A10mb 15 PDFmahreza189Ainda não há avaliações
- Compac Shot B84 3Documento1 páginaCompac Shot B84 3mahreza189Ainda não há avaliações
- Compac Shot B84 3Documento1 páginaCompac Shot B84 3mahreza189Ainda não há avaliações
- Compac Shot F49-6: General InformationDocumento1 páginaCompac Shot F49-6: General Informationmahreza189Ainda não há avaliações
- Compac Shot F49S-6: General InformationDocumento1 páginaCompac Shot F49S-6: General Informationmahreza189Ainda não há avaliações
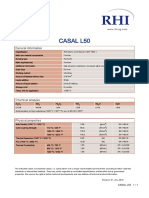
- Casal L50: General InformationDocumento1 páginaCasal L50: General Informationmahreza189Ainda não há avaliações
- Manual COMPRESOR DEWALT PDFDocumento56 páginasManual COMPRESOR DEWALT PDFJorgeBrambilaAinda não há avaliações
- Quick Reference Guide OptiPoint 500 FamilyDocumento92 páginasQuick Reference Guide OptiPoint 500 FamilyAlvaro ManjarresAinda não há avaliações
- As204-80, As204-80Lf: Gaas Ic Sp4T Nonreflective Switch With Driver 300 Khz-3.5 GHZDocumento4 páginasAs204-80, As204-80Lf: Gaas Ic Sp4T Nonreflective Switch With Driver 300 Khz-3.5 GHZnjesraAinda não há avaliações
- OGC-FIC-004-I-Cable Insulation Resistance-Field Installation ChecklistDocumento2 páginasOGC-FIC-004-I-Cable Insulation Resistance-Field Installation ChecklistTaylorAinda não há avaliações
- Wheelchair Lift Executive SummaryDocumento5 páginasWheelchair Lift Executive SummaryIsabelle HanafiahAinda não há avaliações
- Erpi Admin 11123510Documento416 páginasErpi Admin 11123510prakash9565Ainda não há avaliações
- Crane Operator Rigger TrainingDocumento55 páginasCrane Operator Rigger TrainingAli Jalil80% (5)
- Ce 506 Prestressed Concrete Design: M R M M MDocumento2 páginasCe 506 Prestressed Concrete Design: M R M M Mbadr amAinda não há avaliações
- Command Configure v41 Install Guide en UsDocumento26 páginasCommand Configure v41 Install Guide en Us733Ainda não há avaliações
- VAV CablingDocumento2 páginasVAV Cablingsripriya01Ainda não há avaliações
- Section 2 Airwothiness of Civil Aviation RequirementsDocumento21 páginasSection 2 Airwothiness of Civil Aviation Requirementssuryaame67% (3)
- Lincoln PowerMaster III 2011Documento10 páginasLincoln PowerMaster III 2011Manuel Aguirre PiconAinda não há avaliações
- Design and Optimization of An XYZ Parallel Micromanipulator With Flexure HingesDocumento26 páginasDesign and Optimization of An XYZ Parallel Micromanipulator With Flexure HingesVijay SakhareAinda não há avaliações
- Wabco GuideDocumento16 páginasWabco GuideMohd FairusAinda não há avaliações
- 2016 GME Steel ProductsDocumento16 páginas2016 GME Steel ProductsMarco Dos Santos NevesAinda não há avaliações
- Chemistry Lab 2 Flame TestsDocumento7 páginasChemistry Lab 2 Flame Testshpcoutinho36Ainda não há avaliações
- Optical Character Recognition Using MATLAB: J.Sashank Varma, G.V.N.S.Varma, K.Vikranth ReddyDocumento5 páginasOptical Character Recognition Using MATLAB: J.Sashank Varma, G.V.N.S.Varma, K.Vikranth Reddyvikky23791Ainda não há avaliações
- Features: Self Reset Auxiliary Flag Relay - Two ElementDocumento3 páginasFeatures: Self Reset Auxiliary Flag Relay - Two ElementbledmikifrAinda não há avaliações
- Cebo Ycc50 ManualDocumento16 páginasCebo Ycc50 ManualAngelevAinda não há avaliações
- AMZ PresenceDocumento6 páginasAMZ Presencemarginwalker77Ainda não há avaliações
- Free Body DiagramDocumento8 páginasFree Body Diagramabdullah hamba allahAinda não há avaliações
- Weidmuller HazLoc Catalog 2014 LIT1315EDocumento12 páginasWeidmuller HazLoc Catalog 2014 LIT1315Evaseem shaikAinda não há avaliações
- Bowmar MX55 Electronic Calculator ManualDocumento22 páginasBowmar MX55 Electronic Calculator ManualDjango RodAinda não há avaliações
- Inlet DuctDocumento14 páginasInlet DuctAhmad ArmanAinda não há avaliações
- Craftsman 82141 User ManualDocumento36 páginasCraftsman 82141 User ManualJoe100% (1)
- Introduction To Bounding Volume Hierarchies: Herman J. Haverkort 18 May 2004Documento9 páginasIntroduction To Bounding Volume Hierarchies: Herman J. Haverkort 18 May 2004Alessandro MeglioAinda não há avaliações
- SEPG and Consulting ProcessDocumento20 páginasSEPG and Consulting ProcesszafzAinda não há avaliações
- Thermozorb Heatless Regenerative Air Dryer: TZ22 - TZ142Documento2 páginasThermozorb Heatless Regenerative Air Dryer: TZ22 - TZ142Емил ГавриловAinda não há avaliações