Escolar Documentos
Profissional Documentos
Cultura Documentos
Concrete Technology
Enviado por
Courtney WardDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Concrete Technology
Enviado por
Courtney WardDireitos autorais:
Formatos disponíveis
CE 403/1
CONCRETE TECHNOLOGY UNIT 1 CEMENT Contents : 1.1 Aim 1.2 Introduction 1.3 Manufacture of Portland cement 1.4 Wet process of manufacture 1.5 Basic constituents of cement 1.6 Basic properties of cement compounds 1.7 Influence of compound composition on properties of cement 1.8 Hydration of cement 1.9 Structure of hydrated cement 1.10 Mechanical strength of cement gel 1.11 Heat of hydration 1.12 Physical properties of cement and tests 1.13 Indian Standard Specifications 1.14 Summary 1.1 AIM : To study Portland cement, its manufacturing process, chemical composition, hydration and structure of hydrated products, tests on physical properties of cements, the Indian Standards and different types of .cements. 1.2 INTRODUCTION The word cement is derived from the Latin caementum which was used by the Romans to denote the rough stone or chips of marble from which a mortar was made. The primary purpose of any cementing material is to bind together parts into a whole and use this material to cement small stones together into a solid mass. It was left to Joseph Aspdin, an obscure brick layer of Leeds, to coin the name Portland cement and to patent the process whereby it was made. On December 1824, a patent was granted to him for his invention of an improvement in the modes of producing an artificial stone. The first Portland cement factory to operate on a commercial basis was setup by Aspdin at Wakefield, England in 1825 and this was followed by a factory in Kent which was brought into operation by J.D. White, some twenty years later and marked the beginning of the greatest period of early expansion. The present manufacturing process is far from Aspdins method but Aspdins method of carefully proportioning lime-stone and clay, pulverising these materials and burning the admixture into a clinker, which is then ground into a fine powder, is equally applicable today. The term hydraulic-cement refers to a powdery material that reacts with water and as a result produces a strong as well as water -insoluble solid. Portland cement is most significant of the hydraulic cements because of the price, properties, quantity etc. 1.3 MANUFACTURE OF PORTLAND CEMENT : Two raw materials are basically used in the manufacture of Portland cement, namely calcareous material like lime stone, chalk etc., and argillaceous material like shale, clay etc. The
CE 403/1
manufacturing process includes grinding the raw materials into powder, mixing them in suitable proportions, and burning them in kilns at about 13000C -15000C where the material sinters, partially fuses to form nodular shaped clinker, cooling and grinding the clinkers into fine powder with the addition of 2 to 3 percent gypsum. There are three methods of manufacture of cement: Two of these methods are the wet and dry processes of manufacture, depending upon whether grinding and mixing of raw materials is done in wet or dry condition. The wet process was more popular for many years because of more accurate control on mixing of raw materials. The dry process requires compressors for mixing but requires less fuel for burning, thus saving some energy. The third method is the semi-dry process, where the raw materials are ground and mixed with 10-15 percent of water and then burnt in kilns. 1.4 THE WET PROCESS OF MANUFACTURE: Calcareous materialArgillaceous material Wash millCrusher(crushed to small fragments) Storage lin bins in wet state Storage bins
Wet grinding to make slurry to a fine consistency with water of 30-50 percent where particles are crushed to the fineness of I.S Sieve No.9 and are held in suspension. Blending of slurry to correct proportions storage in slurry tanks or bins keeping in agitated condition by rotating arms or blowing compressed air to prevent settling of particles. The slurry is tested for correct chemical composition and corrected if necessary periodically. Slurry is sprayed on the upper end of a rotary kiln which is a steel cylinder of 3-8 m diameter lined with refractory material mounted on bearings in inclined position and capable of rotating about its own axis at a specific speed. The lengths of kilns vary from 30-200 m. Kiln is fired from lower end by powdered coal or gas. By the time the materials rolls down to the lower end, it passes through different temparatures and undergoes series of chemical reactions untill finally it reaches the hottest part i.e., 15000C and clinker is formed. The clinker formed in the kiln drops into a rotary cooler where it is cooled under controlled conditions. The cooled clinker is ground in a ball-mill with the addtion of 2 to 3% gypsum to avoid flash-setting of the cement. Then the cement powder is transferred to silos and packed into bags. The controlled rate of cooling of clinker recommended is from 15000C to 5000 C in 15 minutes and from 5000C to normal temperature it is l0 minutes. 1.5 BASIC CONSTITUENTS OF CEMENTS: Since the raw materials consist mainly of lime, silica, alumina and iron oxide, these form and iron oxide, these form major constituents of cements: Lime : The common calcareous mineral that is available is calcite (CaCO3 or CaO CO2). The commercial material is lime, either quick lime or hydrated lime.
CE 403/1
Silica : Large number of earthy materials on earths surface contain silica as silicon dioxide (SiO2). Alumina : Clay minerals bear alumina, the example being kaolinite (A12O3, 2 SiO2, 2 H2O). Iron : Most of the natural materials contain iron and hence the cement contains iron compounds. Depending upon its valence or oxidation number, iron combines with oxygen to form ferrous oxide or ferric oxide. Gypsum : Gypsum is hydrated calcium sulphate (CaSO4, 2H20) and is a fairly common natural material. Depending upon the wide variety of raw materials used in the manufacture of cements, the oxide composition of ordinary portland cement can be expressed as follows : Table 1.1 Oxide Lime (CaO) Silica (SiO2) Alumina (A1203) Iron Oxide (Fe203) Magnesia (MgO) Sulphur trioxide (SO3) Na20, K20 Percentage 60-65 17-25 3-8 0.5-6 0.5-4 1-2 0.5-1 Average 63 20 6 3 2 1.5 1
These oxides interact with each other to form series of more complex products during fusion. R.H. Bogue has identified four major compounds namely Bogues compounds, which are as follows: Table 1.2 Name of the compound cement Tricalcium silicate Dicalcium silicate Tricalcium Aluminate formula 3 CaOSiO2 2 CaOSiO2 3 CaOA12O3 Abbreviated formulaPercentage by mass in C3S C2S C3A C4AF 30-50 20-45 8-12 6-10
Tetra calcium Alumino Ferrite 4 CaOA12O3Fe2O3
1.6 BASIC PROPERTIES OF CEMENT COMPOUNDS : The tricalcium silicate and dicalcium silicate which together formulate 70-80 percent of cement are responsible for the strength of cement. Tricalcium silicate gives faster rate of reaction upon hydration and gives early strength. On the other hand dicalcium silicate on hydration reacts slowly and is responsible for ultimate strength. The compound tricalcium alumiate reacts very fast on hydration and leads to immediate stiffening of paste called flash set. Gypsum is added during the manufacture of cement to avoid flash-setting. The amount of C3A in cement is very small and its role in the development of strength is vey less but it provides weak resistance against sulphate attack and is responsible for the highest heat evolution.
CE 403/1
Tetracalcium alumino ferrite also hydrates rapidly but its contribution to the overall strength of cement is insignificant. However it is more stable than C3A. 1.7 INFLUENCE OF COMPOUND COMPOSITION ON PROPERTIES OF CEMENT : It is interesting to observe large influence of change in the oxide composition on the compound composition of cement and its properties. Some data of Czerninss is given in table 1.3 Table 1.3 Oxide CaO SiO2 A1203 Fe2O3 Others Compound C3S C2S C3A C4AF 65 8 14 9 33 38 15 10 73 2 7 17 Percent in different cements 1 66.0 20.0 7.0 3.0 4.0 2 63.0 22.0 7.7 3.3 4.0 3 66.0 20.0 5.5 4.5 4.0
From the above table it can be seen that decrease in CaO by 3 percent with corresponding increase in other oxides in sample(2) has resulted in larger influence on silicate compounds, which will have effect on development of strength. Similarly change in A12O3 and Fe2O3 in sample (3) has larger influence on silicate and aluminate compounds which inturn will have influence on strength and setting prperties. Hence it can be seen that the control of oxide composition of cement has very important role on the properties of cement. 1.8 HYDRATION OF CEMENTS: Anhydrous cement compounds when mixed with water, react with each other to form hydrated compounds of very low solubility. At any stage of hydration, the cement paste consists of gel, reminant of unreacted cement, calcium hydroxide, and water besides some other minor compounds. The reaction of cement compounds and their products can be represented as follows. for C3S: The corresponding weights involved are for C2S: The corresponding weights are 2C3S +6H C3S2H3 + 3Ca (OH)2 100+24 75+49 2C2S+4H C3S2H3+Ca(OH)2 100+2199+22
The composition of silicate hydrates is approximately C3S2H3 and they are some times referred as C-S-H gel or tobermorite because of structural similarity of a naturally occurring mineral of this name. On weight basis both C3S and C2S require approximately the same amount of water for hydration, but C3S produces more than twice as much Ca(OH)2 as formed by the hydration of C2 S. This calcium hydroxide is responsible for leaching but maling porous. The hydrated product of C2S is more stable than that of C3 S.
CE 403/1
The amount of C3A present in most cements is compartively small but its behaviour and structural relationship with other phases of cement is very interesting. The reaction of C3A with water is very violent and leads to immediate stiffening of the paste known as 'Flash set'. To prevent this, gypsum, (CaSO4, 2H2 O ) is added to the cement clinker. Due to the hydration of C3A, a calcium aluminate system CaO, A12O3, H2O is formed. On hydration C4AF forms CaO-Fe2O3-H2O, a hydrated calcium ferrite which is comparatively more stable. The hydrated aluminates do not contribute any thing to the strength of paste. 1.9 STRUCTURE OF HYDRATED CEMENT: Many of the mechanical properties of hardend cement and concrete appear to depend on the physical structure of products of hydration. Fresh cement paste is a network of particles of cement in water, but once the paste has set its apparent or gross volume remains approximately constant. At any stage of hydration, the hardend paste consists of hydrates of various compounds (Gel), Crystals of Ca(OH)2, some minor compounds and unhydrated cement and residue of the waterfilled spaces in fresh paste. These voids are called capillary pores, but the voids inside are called as Gel pores. During hydration the surface area of solid phase increases enormously and large amount of free water becomes adsorbed on the surface. If no water movement to or from the cement paste is permitted the reactions of hydration use the water until too little is left to saturate the solid surfaces and the relative humidity with in the paste decreases called self desiccation, and this self desiccation leads to lower hydration. However when water/cement ratios are more than 0.5, the amount of mixing water is sufficient for hydration at the same rate as when moist-cured. 1.10 MECHANICAL STRENGTH OF CEMENT GEL : Two classical theories of gain of strength of cement were put forward by H.Le-chatelier in 1882 and by W.Michaelis in 1892. According to Lechatelier's theory the production of hydration of cement has a lower solubility than the original compounds, so that the hydrates precipitate from a super saturated solution and the precipitate is in the form of interlaced elongated crystals with high cohessive and adhesive properties. According to Michaelis, the crytalline aluminate, sulpho-aluminate and hydroxide of calcium give the initial stregth. The lime saturated water then attacks the silicates and forms a gelatinous mass. This mass hardens gradually due to the loss of water either by external drying or by hydration of inner unhydrated cement grains. With the knowledge available sofar, it can be said that both theories contain elements of truth. In case of Portland cement it has been found that, when mixed with large quantity of water, cement within few hours produces a solution supersaturated with Ca(OH)2 and contains concentrations of calcium silicate hydrate in megastable condition. This hydrate rapidly precipitates in accordance with the first theory and the subsequent hardening may be due to the withdrawal of water from hydrated material as given in the second theory. The actual source of strength of the gel is not fully understood but it probably arises from two kinds of cohessive bonds. The first type is the physicial attraction between solid surfaces separated by small gel pores; the attraction usually called as Vander-wall's forces. The second one is chemical bonds between gel particles, which are stronger than Vander wall's forces. Hence it can be stated that not only the high surface area of cement is responsible for strength but also the two types of cohessive bonds. 1.11 HEAT OF HYDRATION :
CE 403/1
The heat of hydration is the quantity of heat,in calories per gram of unhydrated cement, evolved upon at a given temperature. For ordinary portland cements, as per BOGUE, about one half of the total heat is liberated between 1 and 3 days, about three quarters in 7 days and 83-91 percent of the total heat in six months. The heat of hydration depends upon the chemical composition of cement, and the heat of hydration of cement is very nearly a sum of the heats of hydration of the individual compounds when hydrated seperately. Typical values of heat of hydration of pure compounds are given below: Compound C3S C2S C3A C4AF Table 1.4 Heat of hydration (cal/g) 120 62 207 100
Wood, Steinour and Strake, tested a number of commercial cements and calculated the contribution of individual compounds to the total heat of hydration of cement.The heat of hydration of one gram cement is given by 136(C3S)+62(C2S)+200(C3A)+30(C4AF) where the figures in brackets denote the percentge by weight of the individual compounds present in the cement. The factors affecting heat of hydration are the compound composition, the fineness of cement, the temparature, the water/cement ratio etc. However there is no relation between the heat of hydration and the cementing properties of the individual compounds. 1.12 PHYSICAL PROPERTIES AND TESTS FOR PHYSICAL PROPERTIES OF CEMENT : The cement used in construction must have certain qualities in oder to play its part effectively. A number of tests are performed in the laboratory to ensure that cement is of the desired quality and confirms to the requirements of relevant national standards. The tests for physical properties and the relevant Indian Standards are as follows: (1) (2) (3) (4) (5) Normal consistency Setting times Soundness test Compressive strength Fineness
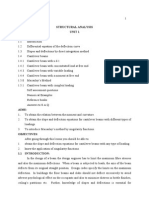
1.12.1 NORMAL CONSISTENCY TEST : The consistency of a cement paste is one that will allow the plunger of Vicat's apparatus to penetrate 33-35mm from the top of the mould. The apparatus called VICAT'S apparatus along with attachements is shown in fig.1.1. For conducting the normal consistency test, about 500 grams of cement is taken and a paste is prepared by adding about 25 percent of water. The paste is mixed well and filled in the Vicat's mould in such a way that there are no voids or lumps by shaking well the mould within 3-5 minutes, which is called the gauging time. The Vicat's apparatus is fixed with the plunger, keeping the mould with the paste under the plunger and the plunger is released allowing it to sink into the paste by its own weight. The reading of penetration of plunger is noted from the scale on the Vicat's apparatus. If the penetration is less
CE 403/1
thant 33-35mm, a second trial is conducted by adding more water to a fresh sample of cement. The trials are repeated till the penetration is between 33-35mm and that particular percentage of water at which the penetration is 33-35mm is reported as the normal consistency of cement.
Fig.1.1 Vicat Apparatus for determining the normal consistency and setting time for cement. 1.12.2 SETTING: The term setting is used to describe the stiffening of the cement paste. In actual concre concreting certain time is required for mixing, transporting and placing. The time interval for which the cement products remain in the plastic state is known as the setting time. Normally a minimum of 30 minutes is given for mixing and handling, and after placing and compacting it should loose its plasticity in the earliest possible time. The time required for setting is divided into two-namely the initial setting time and the final setting time. Initial Setting Time : 500 grams of cement is taken and a paste is prepared by adding water equivalent to 0.85 times the water required for preparing a cement paste of normal consistency. The Vicat's mould is filled with the paste within the gauging time. The initial setting time needle is fixed to the Vicat's apparatus and the needle is brought in contact with the surface of the paste and released, so that the needle penetrates into the paste. Initially the needle will completely pierce through the test block. But after some time when the paste loses its plasticity, the penetration reduces. The initial setting time is the period elapsed between the addition of water to the cement and the needle penetrates the test block to depth of 33-35mm from the top. Final setting time : The initial setting time needle is replaced with the final setting time needle and the experiment is continued. The cement is considered to have finally set when, upon, lowering the attachment with the final setting time needle on the surface, the central needle makes only an impression, the circular edge fails to do so. 1.12.3 SOUNDNESS : It is essential that a cement paste once it has set does not undergo large change in volume. The change in volume may take place due to the delayed or slow hydration or due to the
CE 403/1
reaction of some compounds present, namely free lime, magnesia and calcium sulphate. The chief tests for soundness are the Le-chatelier and Autoclave tests. Le-Chatelier test : The Le-chatelier apparatus consists of a cylinder of brass or other suitable metal of 30mm diameter and 30mm height with a split and two indicator arms of 165mm long with pointed ends attached on either side of the split as shown in fig. 1.2.
Fig.1.2 Le-chatelier apparatus Cement is mixed with 0.78 times of water required for normal consistency, and filled in the cylinder kept on a glass plate in the standard manner. The mould is covered with a glass plate on the top and kept in water for 24 hours at a temperature of 270-320C. After 24 hours the mould is removed from the water, and the distance between the pointers is measured. Then the mould is kept in a water-bath, brought to boiling temperature for three hours. After three hours the mould is removed from the water-bath, cooled and the distance between the pointers is measured again. The difference between two measurements represents expansion of cement. The Le-chatelier test detects unsoundness due to free lime only, and does not indicate the presence and effect of excess magnesia. The Autoclave test is sensitive to both the free lime and magnesia. In this test shrinkage bar moulds are cast and tested in the autoclave. The specimen is tested in the autoclave under a steam pressure of 21kg/cm2. This pressure should be reached in 1-11/4 hours and the same pressure is maintained for three hours. The specimen is then taken out, cooled and the length is measured. The expansion is reported as percentage change in length. 1.12.4 COMPRESSIVE STRENGTH : The strength of cement is not found on cement paste, because of the difficulties of excessive shrinkage. The compressive strength is found on cement sand mortar of 1:30 proportion. The sand used for this test should confirm to IS 650-1960. The cement sand mixture of 1:3 is mixed with water of (p/4+3.5) percent by weight of mixture for about 3 to 4 minutes. Standard cubes of 50 sq.cm. area are cast with this mortar by vibrating them on vibrating machines for proper compaction. These cubes are kept in moulds at a temperature of 270 20C at 90% relative humidity for 24 hours and afterwards they are removed from the moulds and cured in fresh water until they are taken out for testing.
1.12.5 FINENESS : The rate of hydration and hence the strength depends upon the fineness of cement. The finer the particle, the greater the surface area and the faster the rate of gain of strength. Fineness of the cement can tested in two ways.
CE 403/1
(a) By sieving (b) By determining the surface area by the air permeability method. (a) Sieving: 100 grams of cement is taken on I.S. sieve No.9 (90 microns). Air lumps if any are broken by fingers, and the sample is sieved continuously for 15 minutes. The residue left on the sieve is weighed. This should not exceed the limits given by the Indian Standards. (b) Air Permeability Methods: In this method, the specific surface area of cement is measured using either Lea Nurse permeability apparatus or Blaine's air permeability apparatus. The specific area determined should confirm to the Indian standard specifications. 1.13 INDIAN STANDARD SPECIFICATIONS : Table 1.5 Physical requirements for different Portland cements
Characteristic Ordinar y Portland Cement (IS:2691976) 2 225000 30 600 Rapid Hardening Portland Cement (IS:80411976) 3 325000 5 30 Low-heat Portland Cement (IS:2691976) 4 320000 160 50 High strength Portland Cement (IS:81121976) 5 350000 30 600 Portland Pozzolana Cement (IS:14891976) 6 300000 30 600 Portland Cement (IS:4551976)
1 Fineness Specific surface (mm2/g), min Setting times Initial setting time, (minutes), min Final setting time, (minutes), maximum Soundness Maximum expansion Le-chatelier method(mm) Autoclave method (percent) Heat of hydration (cal/g.) max. 7days 28days Compressive space strength, MPa 1day 3days 7days 28days Drying max. shrinkage (percent)
7 225000 30 600
10(5)* 0.8 ---16 22 ---
10(5) 0.8 --16 27.5 ----
10(5) 0.8 65 75 -10 16 35 --
10(5) 0.8 ---23 33 43 --
10(5) 0.8 ----22 31 0.15
10(5) 0.8 ---16 22 22 --
Table 1.6 Chemical requirements for different Portland cements
Characteristic Ordinary Portland Rapid Hardening Low-heat Portland High strength Portland Portland Pozzolana Portlan d Cement
CE 403/1 Cement (IS: 26919760 Maximum percentage of Magnesia Sulphur anhydrite SO3 6.0 2.75 (3.0)* Insoluble residue Loss on ignition Permitted Additives (Other than gypsum) Content of slag, (perecent) Content of pozzolana Lime saturation factor Ratio of percentage of alumina to that of iron oxide, min. --0.66 to 1.02 0.66 --0.66 to 1.02 0.66 ---0.66 --0.66 to 1.02 0.66 -10.25 --2.0 5.0 1.0 6.0 2.75 (3.0) 2.0 5.0 1.0 6.0 2.75 (3.0) 2.0 5.0 1.0 6.0 2.75 (3.0) 2.0 4.0 1.0 6.0 2.75 (3.0) ** 5.0 1.0 Portland Cement: (IS:80411976) Cement (IS:2691976) Cement (IS:81121976) Cement (IS:14841976)
10 (IS:4551976)
8.0 3.0
2.5 4.0 1.0
25.65 ----
1.14 SUMMARY : 'Cement' is derived from the Latin 'Caementum', the primary purpose of which is to bind together parts into whole and use this material to cement small stones together into a solid mass. The raw materials basically used in the manufacture of portland cement are calcareous and argillaceous materials which are mixed and burnt in rotary kilns at about 13000C-15000C . There are three methods of manufacture of cement namely wet proces, dry process and semi-dry process. The oxides of basic constituent materials interact with each other to form series of more complex products called Bogie's compounds namely, Tricalcium Silicate (C3S), Dicalcium Silicate (C2S), Tricalciujm Aluminate (C3A), and Tetracalcium Alumino Ferrite (C4AF). These compounds when mixed with water react with each other to form hydrated compounds of very low solubility. On hydration, silicates form a gel called C-S-H gel or tobe-morite which are responsible for strength where as the hydrated compounds of aluminates are responsible for setting. The heat liberated during hydration iscalled heat of hydration. The heat of hydration liberated for different compounds are 207,100,120,62 cal/g for C3A, C3S, C4AF, and C2S respectively. The physical properties include Normal consistency, Setting times, Soundness, Compressive strength, and Fineness and tests for physical properties as per Indian standards are discussed. 1.14.1 SELF ASSESMENT QUESTIONS :
CE 403/1
11
1. Discuss about manufacture of portland cement. 2. Discuss about basic constituents of cement, the oxide composition and properties of cement compounds. 3. Discuss about influence of compound composition on the properties of cement. 4. Discuss about hydration of different compounds of cement. 5. Discuss about structure of hydrated cement and mechanical strength of Gel. 6. What is heat of hydration? Discuss about heat of hydration of various cement compounds. 7. What are the various tests for physical properties of cement? Explain each test giving their requirements as per Indian Standards?
CONCRETE TECHNOLOGY UNIT : 2 TYPES OF CEMENTS CONTENTS 2.1 2.2 2.3 2.4 2.5 2.1 Aim Introduction Types of Cements Summary Self Assessment Questions AIM : To study different types of cement, and their properties. 2.2 INTRODUCTION
Only one particular type of cement cannot be effectively used under widely varying conditions. It has been observed from the previous unit that cements exhibit different properties depending upon their composition. By changing the fineness and oxide composition, cements of different properties can be made. But , with the wide usage of cement under varied conditions, it is found that cements manufactured by just varying the oxide composition are not just sufficient to meet the requirements, necessiating the use of additives, changing chemical composition and use of different raw materials to manufacture different types of cements to cater to the needs of the construction industry. 2.3 TYPES OF CEMENTS :
Some of the widely used types of cements are as follows: a) b) c) d) e) f) g) Ordinary Portland Cement Rapid hardening cement Sulphate resisting cement Low-heat cement Portland Slag cement Portland Pozzolona cement High Alumina cement
CE 403/1
12
h) i) j)
High strength cement Hydrophobic cement Quick setting cement Detailed explanation is given about OPC in Unit1 .
2.3.1. ORDINARY PORTLAND CEMENT:
2.3.2. RAPID HARDENING CEMENT This is similar to ordinary portland cement but develops strength rapidly which is due to finer grinding and higher C3S and lower C2S contents. The one day strength of rapid hardening cement is equal to the 3 days strength of ordinary portland cement. Higher fineness of cement particles give more surface area for hydration and the higher C3S results in quicker hydration. This rapid gain of strength results in higher heat of hydration at an early age, and hence this can be used in cold-weather conditions but not in mass-concrete works. 2.3.3. SULPHATE-RESISTING CEMENT: Ordinary portland cement is susceptible to sulphate attack. Sulphates react with the free calcium hydroxide and the hydrate of calcium aluminate, to form calcium sulphate and calcium alumino-sulphate. This results in expansion and disruption. The sulphate attack is further accelerated in alternate wetting and drying conditions. Cement with low C3A and C4AF are less susceptible for sulphate attack and are known as sulphate resisting cements. The limit for C3A is generally 5 percent. These cements are useful for concretes used in marine conditions, foundations and basements with soil infested with sulphates, sewage treatment works. 2.3.4. LOW HEAT CEMENT : This type of cement produces less heat or same amount of heat at a low rate during the hydration process. Low heat evolution can be achieved by reducing C3S and C3A and increasing C2S. This results in the slow development of strength but ultimate strength will be the same. 2.3.5 PORTLAND SLAG CEMENT : This cement is obtained by mixing not less than 35 percent of ordinary portland cement clinker, gypsum and granulated blast furnace slag in suitable proportions and grinding the mixture, or grinding the clinker, slag, gypsum separately and later mixing them intimately. This cement is less reactive than the OPC, and the rate of gain of strength is somewhat slower in the first 28 days but thereafter it increases. The heat of hydration of this type of cement is less than that of the ordinary portland cement, and can be used in mass concrete works. This cannot be used in cold weather conditions but fairly highly resistant to sulphates and alkali metals. 2.3.6. PORTLAND - POZZOLANA CEMENT : This type of cement can be produced either by grinding together Portland cement clinker, gypsum and pozzolana or uniformly blending Portland cement and fine Pozzolana. A pozzolana is a silicious material which, by itself doesn't posses cementitious properties but in finely powdered form in the presence of water reacts with calcium hydroxide at ordinary temperature to form compounds possessing cementitious properties.
CE 403/1
13
Pozzolanas may often be cheaper than portland cement that they replace but their chief advantage lies in slow hydration and therefore low rate of heat development. This type of cement also shows good resistance to sulphte attack and some other destructive agents and reduces the leaching of calcium hydroxide, when used in hydraulic structures. The portland-pozzolana cement can generally be used wherever ordinary portland cement is usable under normal conditions. The compressive strength of portland pozzolana cements are specified at 28 days to enable pozzolana cements to be used as substitute for ordinary portland cement in plain and reinforced concretes. 2.3.7. HIGH ALUMINA CEMENT : This cement is basically different from the ordinary portland cement and is obtained by fusing or sintering, in suitable proportions of Alumina and Calcareous materials and grinding the resultant product to a fine powder. The raw materials, lime stone or chalk and bauxite are crushed into lumps not larger than 100mm, heated to the fusiion point at about 16000C and solidified material is ground to fine powder. Becasue of the high hardness of aluminous cement clinker, the powder consumption is large apart from high prime cost of baxite and high fusion temperature. All these lead to a high price of aluminous cement, compared with ordinary portland cement. However the price is compensated by some valuable properties of High Alumina Cement. The high alumina cement is resistant to sulphate attack. Aluminous cement is not attacked by CO2 dissolved in pure water and therefore suitable for manufacture of pipes. This cement is not acid-resisting but it can withstand tolerably well, very dilute solutions of acids of pH greater than 3.5. to 4. However caustic alkalis, even in dilute state, attack the aluminous cement with great vigour. This cement is resistant to sea water. 2.3.8. HIGH STRENGTH CEMENT : Some works, like prestressed concrete works requires consistently high strength concrete. To meet this requirement, special concretes with the strengths higher than those given for ordinary portland cement are necessary. Such cement known as high strength portland cement is produced from the same materials as in the case of ordinary portland cement. This high strength portland cement is different from the rapid hardening cement and the higher strenghts are achieved by increasing C3S content and the fineness. The use of this cement in 1:2:4 nominal mix with a water-cement ratio of 0.60 to 0.65 easily gives M25 concrete. 2.3.9 HYDROPHOBIC CEMENT : This type of cement is obtained by grinding ordinary portland cement with substances like stearic acid, oelic acid, boric acid which are water-repellant film-forming agents. Due to this a water repellent, film is formed around the grains of cement which will prevent the entry of atmospheric moisture into the grains of cement during transport and long storage and the film breaks when cement is mixed with aggregates and water and the normal hydration takes place. There will be some air entrainment due to the film forming repelling-material which improves the workability of the concrete. The properties of this type of cement are almost the same as that of the ordinary portland cement except air entrainment. The advantage with this cement is that deterioration doesn't takes place in high humidity areas due to transportation and storage.
CE 403/1
14
2.3.10. QUICK SETTING CEMENT : This type of cement is useful in under-water construction. This cement sets very early and this property of quick-setting can be achieved by reducing the gypsum content at the time of griding the clinker. The other types of cements include extra rapid hardening cement, super sulphate cement, coloured cement, expansive cement white portland cement, coloured portland cement, etc. The physical and chemical requirements as per Indian Standards of some of the cements are given in table 1.5 of unit l. 2.4 SUMMARY :
Only one particular type of cement cannot be effectively used under widely varying conditions. By changing the fineness and oxide composition, cements of different properties can be made. But this may not be just sufficient to meet all requirements which necessiatates manufacture of different types of cements to cater to the needs of the construction industry. Different types can be manufactured by changing chemical composition, using different raw materials etc. Some of the types of cements include Ordinary Portland cement, Rapid hardening cement, Sulphate resisting cement, Low-heat cement, Portland, Slag cement, Portland Pozzolana cement, High Alumina cement , High strength cement, Hydrophobic cement, Quick setting cement etc. 2.5 (1) (2) SELF ASSESSMENT QUESTIONS : What is the necessity for going for different types of cements? Explain. Discuss about different varieties of cements?
REFERENCES FOR UNITS 1,2,3: (1) (2) (3) (4) (5) (6) (7) Gambhir, M.L., Concrete Technology, Tata Mograw-Hill Publishing company. Kulkarni, P.D., Ghosh, R.K., Phull, V.R.J- Text Book of Concrete technology; Oxford & IBH Publishing Co. Pvt.Ltd., Neville, A.M., "Properties of Concrete" - The English Language Book Society and Pitman Publishing Co: Shetty, M.S., Concrete Technology: Theory and Practice; S.Chand & Co.(Pvt) Ltd., Troxell; G.E. Davis,H.E. Kelly, J.W., "Composotion and properties of Concrete"; Mc Graw-Hill Book Co., 1968. Varshney, R.S., - Concrete Technology - Oxford & IBH Publishing Co., Pvt., Ltd. Relavant IS Codes. CONCRETE TECHNOLOGY UNIT : 3 ADMIXTURES : Contents : 3.1 Aim
CE 403/1
15
3.2 3.3 3.4 3.5 3.6 3.1
Introduction Accelerators Retarders Water-reducing Admixtures Summary AIM :
To study different types of admixtures like accelerators, retarders and water-reducing admixtures and their properties. 3.2 INTRODUCTION :
Often, instead of using special cements, it is possible to modify some of the properties of the cement by using suitable additives. These additives other than the basic ingredients of concrete - cement, aggregate and water - added to the concrete immediately before or during the mixing are called as 'Admixtures`. Admixtures ranging from chemicals to waste materials are used to modify properties like setting times, rate of hydration, workability, dispersion, air entrainment etc. According to the effects proceed by them, the admixtures are broadly classified into different categories out of which Accelerators, Retarders and Water-reducing admixtures are discussed here. 3.3 ACCELERATORS :
These admixtures are used to speed up the initial set of cement/concrete either to increase the rate of hydration of cement or to reduce the setting time. The most widely used accelerator is calcium-chloride (CaCl2). The addition of calcium chloride to the mix increases the rate of development of strength. The addition of 2 percent of calcium chloride by mass of cement reduces the setting time by one third and raises the one to seven day strengths by 3 to 7 N/mm2. Addition of 1 percent calcium chloride raises the temperature by 600c. A calcium chloride content of 1 - 2 percent is sufficient. However IS : 7861 - 1981 (Part II) recommends a maxium of 1.5 percent of calcium chloride both for plain and reinforced concrete works at low temperatures. Large dose of calcium chloride result in flash-set of concrete and increases shrinkage. Calcium chloride should not be used for concretes subjected to alkali - aggregate reaction or exposed to soils or water sulphate attack. This cannot be used for prestressed concrete to avoid the possibility of stress corrosion. It is important that the calcium chloride be uniformly distributed throughout the mix and this is best achieved by dissolving the additive in the mixing water before it enters the mixers. The action of sodium chloride (NaCl) is similar to that of calcium chloride but of lower intensity. Its effects are more varible and a depression in the heat of hydration with consequent loss of strength at 7 days and later is observed and hence the use of sodium chloride is undesirable. 3.4 RETARDERS :
Delaying or prolonging the setting of the cement-paste can be achieved by using retarding admixtures. These are useful in concreting in hot weather as the normal setting time is shortened due to high temperature and in preventing the cold joints or discontinuties in the
CE 403/1
16
structural unit by keeping the concrete workable so that the succeeding lifts can be placed. Retarding action is exhibited by sugar, carbohydrate derivatives, soluble zinc salts, soluble borates etc. Great care is necessary while using retarders as incorrect quantities may totally inhibit the setting and hardening. Small quantity of sugar (about 0.05 percent by weight of cement) will act as an acceptable retarder. Whereas large quantities of sugar i.e., o.2 to 1 percent by weight will virtually prevent the setting of cement. The effectiveness of an admixture depends on the time when it is added to the mix, a delay of even 2 minutes after water comes in contact with cement increases retardation. 3.5 WATER-REDUCING ADMIXTURES :
Water reducing agents are those which will help in reducing the water/cement ratio without effecting the workability and strength. There are some admixtures which act as water reducing agents only, whereas there are some others which will act as both water reducing and setcontrolling admixtures. They are as follows: (a) (b) (c) (d) Lignosulphonic acids and their salts Modifications and derivatives of lignosulphonic acids and their salts. Hydroxylated carboxylic acids and their salts Modifications and derivatives of hydroxylated carboxylic acids and their salts.
The modifications and derivatives of lignosulphonic acids and hydroxylated carboxylic acids are water-reducing and set-retarding admixtures. Setting times can be reduced by two to four hours and water requirement by five to ten percent by using these admixtures. 3.6 SUMMARY :
One way of catering to the needs of construction industry is, as already discussed, going for different types of cements. On the other hand, instead of going for special cements, some times it is possible to modify some of the properties of the cement by using suitable additives, which are other than the basic consitutents of concrete i.e, cement, aggregate and water, and are called as 'Admixtures`. These admixtures include 'Accelarators', to speed up the initial set of cement. 'Retarders`, to prolong the setting of cement, and 'Water-reducing Admixtures`, which will help in reducing water/cement ratio without effecting the workability and strength. 3.7 (1) (2) SELF ASSESMENT QUESTIONS : What is the necessisity of going in for various admixtures? Explain about 'Accelerators`, 'Retarders`, and 'Water-reducing Admixtures` ? CONCRETE TECHNOLOGY UNIT : 4 AGGREGATES Contents : 4.1 4.2 Aim Introduction
CE 403/1
17
4.3 4.4 4.5 4.6 4.7 4.8 4.9 4.10 4.11 4.1
Classification of Aggregates Bond of Aggregates Strength of Aggregates Specific gravity Bulk Density Porosity and Absorption of Aggregates Moisture content of Aggregates Bulking of Fine Aggregates Summary AIM :
To study about the aggregates which give solid mass to concrete. The study includes classification , the effect of certain properties on bond and strength of aggregate, tests for some properties of aggregates, grading of aggregates and standard specifications. 4.2 INTRODUCTION :
As aggregates occupy 70-80 percent of the volume of concrete, it is very essential to know more about the aggregates which constitute major volume of concrete and contribute a lot to the strength and durability of concrete. Aggregates are cheaper than cement and it is therefore, economical to put into the mix as much of the aggregates and little of the cement paste. However, economy is not the only consideration but also as already discussed it confers considerable advantages like higher volume, stability, durability than cement paste. To have this, the aggregates must be of proper shape, clean, strong, hard, properly graded and have chemical stability. The articles that follow will discuss about the properties given above. Aggregates can be broadly divided into two categories, namely natural aggregates and artificial aggregates. The most widely used natural aggregates are sand, gravel, crushed rocks such as Granites, Quartzite etc.; cheapest among them are sand and gravel which have been reduced to their shape and size naturally. The artificial aggregates include broken bricks, air cooled blast furnace etc. 4.3 CLASSIFICATION OF AGGREGATES :
Aggregated can be classified based on their geological origin, weight, size, shape texture, etc. 4.3.1. GEOLOGICAL ORIGIN : According to origin, all the natural aggregates can be classified into three types, namely Igneous, Sedimentary and Metamorphic. The igneous rocks are formed by the cooling of the molten magma at the surface of the crest, example being basalt or deep beneath the crest, example being granite. The sedimentary rocks are formed due to the sedimentation. Metamorphic rocks are formed due to the metamorphic action on igneous and Sedimentary rocks. 4.3.2 WEIGHT :
CE 403/1
18
Based on the weight, the aggregates are classified as Normal weight aggregates, heavy weight aggregates and Light weight aggregates. Normal weight aggregates are those whose specific gravities are between 2.5 and 2.7 and the unit weight of concrete produced with them ranges in between 23 to 26 kN/m3. Commonly used aggregates like sand, gravel, crushed stones like granite, basalt, quartz, limestone etc., come under this category. The specific gravities of heavy weight aggregates range from 2.8 to 2.9 and unit weights of concretes are above 29 kN/m3. The heavy weight aggregates include magnetite, byrates, scrap iron etc. Light weight aggregates having unit weight upto 12 kN/m3 are used in the manufacture of light weight concretes. These aggregates may be natural like diotomile, pumice, volcanic cinder etc. or manufactured like bloated clay, foamed blast furnace slag, sintered fly ash, thermocole etc. 4.3.3. SIZE : The size of aggregates used in concrete, range from few centimeters to few microns. The largest size of aggregate to be used will depend upon the factors like thickness of section, spacing of reinforcement, clear cover, mixing, handling and placing etc. The aggregate sample must consist of particles of different sizes in appropriate proportions. The particle size distrubution is called as the grading of the aggregate. Depending upon the size of aggregates, aggregates are devided into two categories namely (1) coarse aggregate and (2) fine aggregate. The aggregate which passes through 4.75mm I.S. Sieve is called as fine aggregate. The aggregate retained on 4.75mm I.S. Sieve is called as coarse aggregate. The fine aggregate may be natural sand, crushed gravel or crushed stone. The fine aggregate is further devided as fine, medium and coarse sand. IS 3831970 has divided the fine aggregate into four grading zones which become progressively finer form Zone I to Zone IV. The coarse aggregate may be crushed stone or gravel, uncrushed stone or gravel or partially crushed stone or gravel. The graded coarse aggregartes are designated by its nominal size i.e., 20 mm, 16mm etc.
4.3.4
SHAPE AND TEXTURE :
The shape and texture of aggregate particles influence the properties of concretes, in particular fresh concrete, like workability etc. Depending upon the shape, the aggregates are classified as rounded, irregular, angular, flaty, elongated, flaky and elongated. From the point of economy, the rounded aggregates requires lesser amount of cement-paste as it gives minimum ratio of surface area to the volume, and gives minimum voids. However, the interlocking between the particles is poor in round aggregates making it unsuitable for higher strength and greater durability. The examples being river or seashore gravels, wind blown sands, gravel etc. The irregular particles requires more cement paste, have more percentage of voids and better interlocking between particles. Pit sands and gravel are examples
CE 403/1
19
for irregular aggregate. The angular aggregate will have sharp, angular and rough particles with maxium void ratio. This type of aggregate requires more cement paste for given work ability and gives good interlocking between particles, thereby giving good bond strength and can be used for high strength concrete. The example for angular aggregate is crushed rocks of all types. The flaky particles are those whose thickness is small relative to the width and length or its least dimension is less than three fifths mean dimension. Laminated rocks are example for flaky particles. The elongated particles are those whose greatest dimension is more than ninefifths of average dimension. The flat and elongated particles are objectionable as they will adversly influence workability, cement requirement, strength, durability and more voids. The presence of these particles should be less than fifteen percent. The angularity of the aggregate can be estimated from the angularity index, as described in IS:2386 (Part I) - 1963. In this method, the percentage voids are found out. The angularity index is termed as zero when the voids content is 33 percent and termed as eleven when the void content is 44 percent. The normal range of angularity index for preparing ordinary concretes is 0-11. The percentage of flaky particles and elongated particles in a given sample are given by flakiness index and elongation index. Some particles are both flaky and elongated and are, therefore counted in both categories. The surface texture is the property, the measure of which depends upon relative degrees to which the surfaces are polished, smooth, rough etc. The surface texture depends on the hardness, grain size, structure and pore characteristics of parent rock. IS:383 - 1970 has classified the aggregates as glassy, smooth, granular, crystalline, honeycombed and porus. The shape and texture of aggregate will influence the characteristics like workability and strength largely. The particles with smooth surface require less water/cement ratio with higher compressive strength and lesser flexural strength whereas particles with rough surface will require more water/cement ratios and the flexural strengths are higher due to better interlocking between particles. 4.4 BOND OF AGGREGATES :
The bond of aggregate is an important factor in the strength of concrete, especially, the flexural strength. As already discussed above, the bond depends upon the roughness of the surface. Better bond can also be obtained using softer, porous and mineralogically heterogeneous particles. The texture which permits penetration give s better bond. Bond is also influenced by chemical composition of aggregates related to mineralogical and chemical composition and to the electrostatic condition of the particle surface. Determination of the quality of bond of aggregate is rather difficult and no accepted tests exist. 4.5 STRENGTH OF AGGREGATE :
The strength of concrete depends upon the strength of the bulk of aggregate. Generally naturally available mineral aggregates are strong enough for making normal strength concrete. However in the cases of high strength concretes and ultra high strength concretes, the localized stresses may be higher than overall strength of concrete; making the strength of aggregate critical. The strength of the
CE 403/1
20
rock can be found out by taking a sample from the parent rock and subjecting it to compressive stress. However, the comprehensive strength of parent rock doesn't indicate the strength of aggregate in concrete. The assessment of strength of aggregate is to be made by using a sample of bulk of aggregate in standardised manner. The tests prescribed for this purpose include the aggregate crushing value, aggregate impact value, aggregate abrasion value and ten percent fine value. These tests can be performed in accordence with IS:2386 (Part IV - 1963). 4.5.1 In aggregate crushing value determination, a sample of aggregate passing 12.5 mm sieve and retained on 10mm sieve is placed in a cylindrical mould and a load of 40 tonnes is applied through a plunger for specific time and the material crushed to finer than 2.36 mm is seperated and expressed as percentage of original weight taken. The crushing value of aggregate is rather insensitive to strength of weaker aggregates. The ten percent fines value test which gives the load required to produce ten percent fines from 12.5mm to 10 mm particles is more reliable. Load required for producing 10 percent fines i.e., particles finer than 2.36 mm is found by observing the penetration of plunger. IS 383-1970 gives a 45 percent limit for the aggregate crushing value and IS : 882 - 1965 gives a minimum value of ten tonnes in the 10 percent fines test for aggregates to be used in wearing surface and five tonnes when used in other concretes. 4.5.2 The toughness of aggregate is measured by the aggregate impact test in which aggregate sample of 12.5mm to 10mm size placed in a cylindrical mould and is subjected to 15 blows with a metal hammer weighing 14 kg falling from a hight of 38 cm. The crushed sample is sieved through a 2.36mm sieve and aggregate impact value is given as a percentage weight of material passing though 2.36 mm sieve to the total weight of sample taken. IS 283 - 1970 specifies the aggregate impact value shall not exceed 45 percent by weight for aggregates used for concrete other than those used for wearing surfaces and 30 percent for concrete for wearing surfaces. 4.5.3 The hardness of the aggregate is defined as its resistance to wearing and this is obtained interms of aggregate abrasion value. There are three tests for determining abrasion resistance, namely Deval attrition test, Dorry abrasion test and Los Angeles test, out of which the second test is not covered by Indian Standard Specifications and it is pointed out that wherever possible Los Angeles test should be used. 4.5.3.1 In Devals attrition test, the particles of known weight are subjected to wear in an iron cylinder rotated 1000 revolutions at standard speed. The percentage materials finer than 1.7 mm size to the original material taken is expressed as attrition value. 4.5.3.2
CE 403/1
21
The Los Angeles Abrasion Test combines abrasion and attrition. The test includes taking specific quantity of standard size material along with specific number of abrasive charge in a standard cylinder and testing it for certain revolutions. The particles smaller than 1.7mm are seperated and percentage loss in weight is expressed as abrasion value. A satisfactory aggregate should have an abarasion value of not more than 30 percent for aggregates used for wearing surfaces and 50 percent for aggregates used for non-wearing surfaces. 4.5.3.3 The strength of an aggregate measured for its resistance to freezing and thawing is important for concretes exposed to severe weather conditions. The porosity, absorption, pore structure are responsible for freezing and thawing. 4.5.3.4 The modulus of elasticity of aggregate depends upon composition, texture and structure and this property affects the magnitudes of shrinkage, elastic behaviour and creep. The stress in concrete during its volume change is reduced by compressibility of aggregates while strong and rigid aggregates will result in cracking of surrounding cement paste. The aggregate of moderate to low strength and modulus of elasticity will preserve durability of concrete more. The relation of modulus of elasticity of aggregate to that of concrete is not linear. 4.6 SPECIFIC GRAVITY :
There are several types of specific gravity. The absolute specific gravity refers to the volume of the solid material excluding pores. It is the ratio of the weight of the solid to the weight of an equal volume of gas-free distilled water, at a specific temperature. If the volume of the solid includes the impermeable pores, but no capillary ones, the specific gravity is called the apparent specific gravity, and is the ratio of the weight of the aggregate oven derived at 100-1100C for 24 hours to the weight of water occupying a volume equal to that of the solid including the impermeable pores. This specific gravity is most frequently and easily determined and is necessary to find the yield of concrete or the quantity of aggregate needed for a volume of concrete. The majority of the natural aggregates have a specific gravity between 2.6 and 2.7. 4.7 BULK DENSITY :
When aggregate is batched by volume, it is necessary to know the weight of aggregate filling a container of unit volume. This is the bulk density of aggregate, and is used to convert quantities by weight to quantities by volume. Bulk density depends on the density of packing of the aggregate, on the size distribution, and shape of particles for a coarse aggregate of given specific gravity. A higher value of bulk density indicates fewer voids to be filled up by fine aggregate and cement. The actual bulk denisity also depends on the degree of compaction. The bulk density is determined as described in IS: 2386 (Part III) - 1963. Void ratio = 1bulk density x unit weight of water
CE 403/1
22
= apparent specific gravity for the saturated dry condition. 4.8 POROSITY AND ABSORPTION OF AGGREGATE :
The porosity of aggregate, its permeability and absorption affect the bond between the aggregate and the cement paste, the resistance of concrete to freezing and thawing, chemical stability, resistance to abrasion. The apparent specific gravity depends on porosity, and the yield of concrete depends on this. The pores in aggregate vary in size over a wide range. Pores smaller than 4 m effect the durability of the aggregate subjected to alternate freezing and thawing. Since the aggregate constitutes about 75 percent of the concrete, the porosity of the aggregate contributes to the overall porosity of concrete. The percentage of water absorbed by an aggregate when immersed in water is termed as absorption of aggregate. The aggregate which is saturated with water but contains no surface free moisture is called as saturated surface dry aggregate. The knowledge of the absorption of aggregate is important for concrete mix design as it affects the workability. The absorption of water by aggregate can be determined as per IS:2386 (part III) - 1963. 4.9 MOISTURE CONTENT OF AGGREGATE :
The surface moisture expressed as a percentage of the weight of the saturated surface dry aggregate is termed as moisture content. As the moisture content of aggregate changes with weather and changes from stock pile to stock pile, the moisture content has to be determined frequently. The determination of moisture content of an aggregate is necessary in order to determine the net water-cement ratio for a batch of concrete. The IS 2386 (Part - VI) 1963 gives methods for determination of moisture content. These methods are drying method and displacement method. In drying method, the drying of aggregate sample is carried out in an oven and percentage loss of weight before and after drying gives moisture content. In the displacement method moisture content of aggregates can be determined by finding out the specific gravities of dry and wet aggregates. 4.10 BULKING OF FINE AGGREGATE :
Free moisture content in the fine aggregate results in increase of volume known as bulking. The extent of bulking depends upon the percentage of moisture in the fine aggregate and its fineness. The bulking phenomenon can be explained as follows. Free moisture content forms thin film around each particle and this exerts surface tension and the forces exerted by surface tensions around different particles keeps away one from the other resulting in increase of volume. The bulking of aggregate will depend upon the moisture content and fineness of aggregate. The bulking increases gradually with moisture content upto a certain point and then begins to decrease with the further addition of water due to the merging of films until when the fine aggregate is saturated and at this stage the bulking is practically nil. The bulking of ordinary sands varies between 15 and 30 percent. The bulking of sand increases with finesss as shown in fig 4.1. For
CE 403/1
23
extremely fine sand the bulking may be of the order of 40 percent. In the case of coarse aggregate, the increase in volume is negligible.
Due to the bulking, the fine aggregate shows completely unrealistic volume when measured by volume batching, in the manufacture of concrete and no allowance is made for bulking, the mix will be richer than the designed one because for a given mass, moist sand occupies a considerabley larger volume than the same mass of dry sand, increasing chances of segregation and honey-combing. The percentage bulking can be obtained in accordance with IS: 2386 (Part III) 1963. 4.11 SUMMARY :
Aggregates occupy 70-80 percent of volume of concrete and contribute to strength and durability and hence it is essential to know more about the origin and properties of aggregates. The aggregates can be classified according to : (a) (b) (c) (d) (e) (f) (g) Geological origin such as igneous, sedimentary, and metamorphic rocks. Weight Size Shape and texture Bond Strength Modulus of elasticity
It is also very important to know about specific gravity, bulk density, porosity and water absorption, moisture content and bulking of aggregates, as these properties are very essential in design of concrete mixes of various grades. All the above are discussed in this unit. CONCRETE TECHNOLOGY UNIT : 5
CE 403/1
24
GRADING OF AGGREGATES CONTENTS : 5.1 5.2 5.3 5.4 5.5 5.6 5.7 5.8 5.9 5.10 5.11 5.1 Aim Introduction Sieve Analysis Fineness Modulus Grading Curves Grading Requirements Practical Gradings Gap Graded Aggregates Alkali Aggregate Reaction Summary Self Assesment Questions AIM :
To study about the gradation of aggregates which includes conducting sieve analysis, determining fineness modulus and drawing grading curves. This unit also includes the study of grading requirements to determine the suitability of any particular grading and practical gradings. Brief discussion is also carried out on gap graded aggregates and alkali aggregate reaction. 5.2 INTRODUCTION : The particle size distribution which is given by sieve analysis is called grading of the aggregate. The sieve analysis data when plotted will give the grading curves. Grading of aggregates is very much important for strength and durability requirements and hence some grading requirements are prescribed by different codes. Sometimes omitting of some intermediate size may result in good concrete, which is called gap-grading. The alkali aggregate reaction is one in which silica in aggregates reacts with alkalies in cement resulting in adverse effects. 5.3 SIEVE ANALYSIS : This name is given to the simple operation of dividing a sample of aggregate into fractions, each consisting of particles of the same size. In practice each fraction contains particles between specific limits, these being the openings of standard test sieves. The test sieves have square openings, the sieve sizes being designated by nominal aperture size in millimetres or microns. The sieve analysis is conducted to determines the particle size distribution in a sample of aggregate, known as grading. The sieves used for sieve analysis consist of a series in which the opening of any sieve is approximately one half of the opening of the next larger size. The IS sieve sizes are 80mm, 40mm, 20mm, 10mm, 4.75mm, 2.36mm, 1.18mm, 600 micron, 300 micron and 150 micron. The aggregate fraction from 80mm to 4.75mm are termed as coarse aggregate and those fractions from 4.75 to 150 micron are termed as fine aggregate. For obtaining grading pattern of a sample of aggregate, the sample of aggregate is sieved successively through all the seives keeping them one over the other in the order of sizes, the larger sieve on the top, either mechanically or by hand. The material retained on each sieve
CE 403/1
25
represents the fraction of aggregate coarser than the sieve on which it is retained and finer than the sieve above. Before sieve analysis is performed, the aggregate sample has to be air-dried in order to avoid lumps of fine particles being classified as larger particles and also to prevent clogging of the finer sieves. The minimum weights of sample for sieving as recommended by IS : 2386 (Part I - 1963) are as follows. Table 5.1 Minimum weight of sample for sieve analysis Maximum size present in substantial proportions (mm) 63 50 40 or 31.5 25 20 or 16 12.5 10 6.3 4.75 2.36 5.4 FINENESS MODULUS : minimum weight of sample to be taken for sieving (kg) 50 35 15 5 2 1 0.5 0.2 0.2 0.1
A single factor computed from the sieve analysis is some times used, called as "Fineness Modulus" which is an index of coarseness or fineness of the material, giving some idea of the mean size of particles present in the entire body of the aggregate. It is defined as the number that is obtained by dividing the sum of the cumulative percentages retained on the sieves of standard series ranging from 80mm to 150 micron by an arbitrary number 100. The fineness modulus can be regarded as a weighted average size of sieve on which the material is retained, and the sieves being counted from the finest, for example the fineness modulus of 4 can be interpreted to fourth sieve i.e. 1.18mm. An example of calculating fineness modulus is illustrated below.
Example: Sieve Analysis & Fineness Modulus Calculation Sample : Coarse aggregate Weight: 5000 grams.
CE 403/1
26
Table 5.2 IS Sieve Size 80 mm 40 mm 20 mm 10 mm 4.75 mm 2.36 mm 1.18 mm 600 micron 300 micron 150 micron 5.5 Weight retained (grams) 0 0 3000 1500 500 0 0 0 0 0 Percentage weight retained 0 0 60 30 10 0 0 0 0 0 Cumulative percentage retained 0 0 60 90 100 100 100 100 100 100 Cumulative percentage passing 100 100 40 10 0 0 0 0 0 0
Sum of cumulative percentage weight retained : 750. Fineness Modulus : 750/100 = 7.5 GRADING CURVE : The results of a sieve analysis can be understood more easily if represented graphically. By using a grading chart, it is possible to see at a glance whether grading of a given sample confirms to that specified or is too coarse or too fine, or deficient in particular size. The curve showing the cumulative percentage of the materials passing the sieves represented on the ordinate with the sieve opening to the logarithmic scale represented on the abscissa is termed the 'Grading Curve'. 5.6 GRADING REQUIREMENTS : The suitability of any particular grading has to be determined. The coarse and fine aggregate need be combined to produce a desired grading. In the first instance grading is of importance as it affects the workability of concrete, as the strength of fully compacted concrete with a given water/cement ratio is independent of grading. The development of strength corresponding to a given water/cement ratio requires full compaction and this can be achieved only with a sufficiently workable mix; it is necessary to produce a mix that can be compacted to a maximum density with a reasonable amount of work. The grading of aggregate has to be considered from the following points of view. a. The surface area which determines the water content needed to wet all solids. b. Cement requirement should be reduced to a minimum. c. The concrete should be workable without tendency to segregate and harshness and be compactable. It is easier for the particles of different sizes to pack, while it is equally easier for the smaller particles to segregate in the dry state. Actually it is the mortar, that should be prevented from freely passing out of the voids in the coarse aggregate. The voids in the combined aggregate should be sufficiently small to prevent the cement paste from passing through and separating out. Segregation should be avoided for the concrete to be satisfactory. Satisfactory workable mixes must contain sufficient material smaller than 300 microns. As cement particles are included in this material, a richer mix requires a lower content of fine sand
CE 403/1
27
than a lean mix. If the sand grading is deficient in finer particles, increasing the ratio of (fine/coarse) aggregate may lead to an excess of middle sizes and possibly harshness. In harsh mixes, one size fraction is present in excess, indicated by a steep step in the middle of grading curve with resulting particle interference. For this reason, minimum contents of particles passing 300 microns and some times 150 microns are needed. Aggregate graded to maximum density makes a harsh and unworkable mix. The workability is improved when there is an excess of paste above that required to fill the voids in the sand and also a paste above that required to fill the voids in the coarse aggregate. The water/cement ratio of a mix is generally fixed from considerations of strength. The cement paste must be sufficient to cover the surface of all the particles, so that the lower the surface area of the aggregate, the less the paste and hence less water is required. In graded aggregates, the grading and the overall specific surface are related to one another; there are many grading curves corresponding to the same specific surface. For grading of larger maximum aggregate size, the overall specific surface is reduced and the water requirement decreases. Having chosen the maximum size of aggregate and its grading, the total surface area of the particles can be expressed using the specific surface as parameter and the total surface area of the aggregate determines the water requirement/workability of the mix. Specific surface can be determined using the water permeability method. The application of the surface area calculations breaks down for particles smaller than 150 microns and for cement. These particles, and some larger sand particles act as lubricant and do not require wetting similar to that of coarse aggregate particles. An increase in the specific surface of the aggregate for a constant water/cement ratio leads to lower concrete strength which may be due to the reduction in the density of the concrete consequent upon increase in the fineness of the aggregate. In practice, when approximating type grading, the properties of the mix will remain largely unaltered when compensation of small deficiency of fines by a somewhat larger excess of coarser particles is applied, but the departure must not be great. The deficiency and excess are mutually interchangeable. The important characteristics of fresh concrete affect also its properties in the hardend state such as strength, shrinkage and durability. If grading is not kept constant, variable workability results and hence variable strength concrete. 5.7 PRACTICAL GRADING : In practice, the aggregate available locally within an economical distance can be used to produce satisfactory concrete. Grading curves are available for different sizes of aggregate, but due to the presence of over and under size aggregate, and also of variation within any fraction size, practical gradings are more likely to lie in the vicinity of these curves than to follow them exactly. For convenience, grading zones are marked on all diagrams. Some specifications define limits of grading.See Fig.5.1 to 5.6. Curve number 1 represents the coarsest grading in each of the figures. Such grading is comparatively workable and can be used for mixes with a low water/cement ratio, or for rich mixes. It must be ensured that segregation does not take place. Curve number 4 represents a fine grading. It is cohesive but not workable. In particular an excess of material between 1.20 and 5.00 mm will produce a harsh concrete, though suitable for compaction by vibration, and is difficult to place by hand. For the same workability using
CE 403/1
28
aggregates with grading curves No.1 to 4, the latter requires a higher water content, meaning lower strength if both the aggregates are to have the same aggregate cement ratio or if the same strength is required, the concrete with the fine aggregate would have to be considerably richer i.e., more cement than when the coarser grading is used. The change between the extreme gradings is progressive. In gradings lying partly in one zone and partly in another; there is a danger of segregation when too many intermediate sizes are missing. If there is an excess of middle sized aggregate, the mix will be harsh and difficult to compact by hand, and possibly even by vibration. For this reason it is preferable to use aggregate with gradings similar to type rather than totally dissimilar ones. In practice, the use of seperate fine and coarse aggregate means that a grading can be made up to confirm exactly with a type grading at one intermediate point, generally the 5.00mm size. Good agreement can usually also be obtained at the ends of the curve (150 microns and the maximum size used). If coarse aggregate is available in single size fractions, agreement at additional points above 5.00 mm can be obtained, but for sizes below 5 mm, blending two or more sands is necessary. 5.8 GAP GRADING : So far we have discussed about the grading of aggregates, in which all size fractions are present in certain proportion in a sample which is called as continuous grading. Gap grading is one in which one or more intermediate size fractions are absent. The gap grading is represented by a horizontal line over the range of size ommited in a grading curve. Generally, it is assumed that the voids present in higher size of aggregate are filled up by the next lower size and so on. But the voids created by one size of aggregates may be too small to accommodate the very next lower size and which will result in creation of more voids. By skipping to next lower size, i.e. by omitting some sizes of aggregate, it may be possible to produce a dense concrete resulting in least voids requiring least matrix. Some important features of gap graded aggregate are: (a) For a given aggregate-cement and water-cement ratios, higher workability can be obtained with lower sand content, in gap graded aggregate than continuously graded aggregate. The sand requirement is assumed to be 14 percent less than continously graded aggregate. Specific surface area of gap graded aggregate is low in gap graded aggregate resulting in less cement and lower water/cement ratio. Because of the lower matrix content and point contact between coarse aggregates, the drying shrinkage is reduced. Gap grading will not affect compressive and tensile strengths. ALKALI AGGREGATE REACTION :
(b) (c) (d) 5.9
For a long time aggregates have been considered as inert but it is not actually so. Some of the aggregates containing active silica will react with the alkalies present in cement. The reactive forms of silica will be occur in opaline or chalcedonic cherts, silicious limestones, rhoyolites and rhylotic turffs andestite and andesitetuffs, phyllites etc. The reaction starts with the attack on the siliceous minerals in the aggregate by alkaline hydroxides derived from the alkalis(Na2O and K2O) in the cement. As a result of this an alkali-silicate gel is formed and alteration of the borders of the aggregates takes place. The gel is of ultimate swelling type. Since the gel is confined by the surrounding cement paste, internal pressure is developed which leads to expansion, cracking and disruption of cement paste. This expansion appears to be due to
CE 403/1
29
hydraulic pressure generated through osmosis, but expansion can also be due to the swelling pressure of the still solid products of the alkali-silica reaction. The factors that promote alkali aggregate reaction are reactive type of aggregate, high alkali content in cement, availability of moisture and optimum temperature conditions. This reaction is accelerated under the conditions of alternating wetting and drying. The temperature in the range of 100C to 400C accelerates the reaction. The alkali aggregate reaction can be controlled by use of corrective admixtures such as pozzolanas, selection of non-reactive aggregates, use of low alkali cement, by controlling moisture condition and temperature etc. It is generally recomened that 20grams of reactive silica be added for each gram of alkali in excess of 0.5 percent of the mass of the cement. IS 2386 (Part VII) - 1963 describes methods for determination of reactivity of aggregates. 5.10 TABLES AND CURVES FOR GRADING ZONES : Tables and curves for different grading zones of aggregates TABLE 5.1 GRADING LIMITS OF FINE AGGREGATS IS: 383-1970 I.S. Sieve Designation 10 mm 4.75 mm 2.36 mm 1.18 mm 600 micron 300 micron 150 micron Grading Zone I 100 90-100 60-95 30-70 15-34 5-20 0-10 Grading Zone II 100 90-100 75-100 55-90 35-59 8-30 0-10 Percentage passing by weight for Grading Grading Zone III Zone IV 100 90-100 85-100 75-100 60-79 12-40 0-10 100 95-100 95-100 90-100 80-100 15-50 0-15
TABLE 5.2 GRADING LIMITS FOR COARSE AGGREGATES IS: 383-1970
I.S. Sieve Percentage passing for single-sized aggregate Percentage passing for Graded aggregate Designation of nominal size (by weight) of nominal size (by weight) 63 mm 40 m 20 mm 16 mm 12.5 mm 10 mm 40 mm 20 mm 16 mm 12.5 mm
80 mm 100 63 mm 85-100 100 40 mm 0-30 85-100 100 20 mm 0-5 0-20 85-100 100 16 mm 85-100 100
100 95-100 100 30-70 95-100 100 100 90-100
CE 403/1
30
12.5 mm 10 mm 4.75 mm 2.36 mm
0. 5
0-20 0-5
0-30 0-5
85-100 100 0-45 85-100 10-35 25-55 30-70 0-10 0-20 0-5 0-10 0-10 0-5
90-100 40-85 0-10
CE 403/1
31
CE 403/1
32
5.11
SUMMARY :
The particle size distribution can be found by sieve analysis and the distribution of varios sizes of particles in a sample of aggregate is called gradation. Fineness modulus is a factor computed from sieve analysis which is an index of coarseness or fineness of the material, giving
CE 403/1
33
some idea about the mean size of the particle. The fineness modulus can be found out by dividing the sum of cumulative percentage of weights retained on various sieves of standard set by an arbitrary number 100. Grading curve is the graphical representation of grading of aggregates. The suitability of any particular grading has to be determined keeping in view of water content, cement requirement, workability, strength, durability etc. For deciding this, some grading zones are specified by Indian Standard Code. Gap grading is the type of grading in which one or some intermediate sizes of particles are omitted to suit the requirements. Alakali aggregate reaction is the reaction between silica present in aggregates and alkalies present in cement which will result in expansion.
5.12. SELF ASSESMENT QUESTIONS : (1) (2) (3) (4) (5) (6) (7) (8) (1) (2) (3) (4) (5) Discuss about classification of aggregates. Discuss about specific gravity, bulk density, porosity and absorption, and moisture content of aggregates? What is bulking of fine aggregate ? How does bulking take place ? How is it taken care of in the field.? Discuss about grading of aggregates, grading curves and grading zones ? Explain how fineness modulus of an aggregate sample is determined. modulus of an aggregate sample is 7. What is the size of the particle . Discuss about grading requirements and practical grading. What is a gap graded aggregate ? What are the advantages for going for gap graded aggregates ? Discuss about alkali aggregate reaction and how it is encountered. Gambhir, M.L., Concrete Technology, Tata Mcgraw-Hill, Publishing Company. Kulkarni, P.D, Ghosh, R.K. Phull, V.R.J. - Text Book of Concrete Technology; Oxford & IBH Publishing Co., Pvt. Ltd., Nevilee, A.M., Properties of Concrete - The English Language Book Society and Pitman Publishing;Co. METTY, M.S., Concrete Technology; Theory and Practice; S. Chand & Co. (Pvt.) Ltd., Troxell; G.E., Davis, H.E., Kelly, J.W., Composition and Properties of Concrete; McGraw-Hill Book Co., 1968. The fineness
References for Units 4, 5 :
CE 403/1
34
(6) (7)
Varshney, R.S., - Concrete Technology - Oxford & IBH Publishing Co., Pvt. Ltd., Relevent IS Codes. CONCRETE TECHNOLOGY UNIT : 6 FRESH CONCRETE
6.1 6.2 6.3 6.4 6.4.1 6.4.2 6.4.3. 6.4.4. 6.4.5 6.5 6.5.1 6.5.2 6.5.3 6.5.4 6.6 6.8 6.9 6.10 6.1 AIM :
Aim Introduction Workability FactoRs affecting workability Water content Grading and Mixing proportions Size, shape and surface texture of aggregates Time Temperature Measurement of workability Slump test Compaction factor test Flow test Vee-Bee test Segregation Bleeding Summary Self Assessment Questions
To study the mixing of concrete, its workability, different methods of measurement of workability, effect of time and temperature on workability, segregation and bleeding. 6.2 INTRODUCTION :
The term fresh concrete refers to the freshly mixed material i.e. cement, fine aggregate, coarse aggregate and water which is in the plastic state and can be moulded into any shape. The basic requirements for the constituent materials for making a good concrete are studied in the earlier units. The fresh concrete, in addition to having a suitable composition of the constituent materials should satisfy a number of requirements right from the mixing stage till it is transported, placed in the form work and compacted. These requirements include proper mixability, stability, flowability, compactibility and finishability. All these requirements can be referred to as workability, which is a deciding factor for the water /cement ratio. 6.3 WORKABILITY :
The consistency of the concrete mix should be such that the concrete can be transported, placed and finished easily without segregation. Further, workability depends on the means of compaction available and the type of job. It is difficult to define precisely all the aspects of
CE 403/1
35
workability in a single definition. IS: 6461 (Part VII)-1973 defines workability as that property of freshly mixed concrete or mortar which determines the ease and homogenity with which it can be mixed, transported, placed, compacted determines the ease and homogenity with which it can be mixed, transported, placed, compacted and finished. The workability of fresh concrete changes from situation to situation such as use of reinforcement, mode of compaction, i.e., hand or machine etc., The word 'Workability' conveys the meaning discussed above. A concrete mix with high consistency need not be of right workability for a particular job. The factors that affect the workability are as follows. 6.4 FACTORS AFFECTING WORKABILITY : The factors helping concrete to have a good workability are as follows. 6.4.1 WATER CONTENT : Water content added to concrete, will have significant influence on workability. Fluidity of concrete increases with increase in water content but it may affect other factors. Increase in water content is the last resource to be used to improve workability and the cement content has to be changed to meet the strength requirement. 6.4.2 GRADING AND MIX PROPORTIONS : Concrete contains 70-75 percent of aggregates, and economy demands that the volume of aggregates should be as large as possible. For a given volume, the smaller the surface area of the aggregates, less amount of water and paste are required for wetting and lubricating and this can be achieved by proper choice of the size, shape and grading of fine and coarse aggregates. The grading and the water/cement ratio have to be considered together, as a grading producing the most workable mix for one water/cement ratio may not be the best for another value of the ratio. In fact, for a given value of water/cement ratio, for the given material, there is one value of coarse/fine aggregate ratio that gives highest workability. In practice, prediciting the influence of mix proportions on workability requires care since, of the three factors, water/cement ratio, aggregate/cement ratio and water content, only two are independent. For instance, if aggregate cement ratio is reduced, but the water cement ratio is kept constant, the water content increases and consequently the workability. If on other hand the water content is kept constant when the aggregate/cement ratio is reduced,thewater/cement ratio decreases but the workability is not seriously affected. 6.4.3 SIZE, SHAPE AND SURFACE TEXTURE OF AGGREGATES : If the size of the aggregates is big, its surface area is less and hence it requires less water and paste for wetting and lubricating the surface. Angular, elongated and flaky aggregate gives a harsh concrete mix when compared with the concrete with rounded aggregates. For a given volume or weight, the rounded aggregates will have less surface area and less frictional resistance than angular aggregates. Similarly a rough textured aggregates will give less workability than smooth or glassy texture aggregates because of more surface area and more interparticle friction. 6.4.4 TIME : With time, the workability of fresh concrete decreases because of loss of moisture due to evaporation, absorption by aggregates and due to the hydration of cement. The workability in terms of compacting factor decreases by about 0.10 during the first hour after mixing, and the loss of workability with time is more pronounced in concretes with admixtures like plasticizers. The effect of time on workability is show in fig 6.1.
CE 403/1
36
Fig.6.1 Effect of placing time on the workability 6.4.4.1 MIXING TIME :
For proper mixing, the mixer has to run at a speed of 25 to 30 revoluations per minute. In the field, generally the mixing time is shortened to increase the output of concrete resulting in poor quality of concrete. On the other hand if the concrete is mixed for a long time it becomes uneconomical interms of the energy consumed and output and also mixing over long periods results in the reduction of water/cement ratio due to the absorption of water by aggregate and evaporation. Some times the improvement in strength and workability may be observed due to excess of fines resulting from the abrasion and attrition of coarse aggregate in the mix and the coarse aggregate becoming round shaped. But this may not be true for all cases and all conditions. The excess fines formation may lead to greater shrinkage. The effect of mixing time on strength of concrete is shown in Fig.6.2
I.S:457-1957 has stipulated minimum mixing time for different capacities of mixes as given below in table 6.1.
CE 403/1
37
Table 6.1 Time of Mixing Capacity of mixer Natural Aggregates (minutes) 3 cum or larger 2 cum 1 cum or smaller 2 11/2 11/4 Minimum time of mixing Manufactured Aggregates (minutes) 21/2 2 11/2
From Fig 6.2 it can be seen that the compressive strength increases with increase in the time of mixing and beyond two minutes, the improvement is not much. 6.4.5 TEMPERATURE : Workability of concrete mix is affected by the ambient temperature of concrete. Fig.6.3 gives the effect of temperature on the slump of laboratory mixed concrete. It is apparent that on a hot day water content of the mix would have to be increased for a constant workability to be maintained.
Fig6.4 shows that as the concrete temperature increases, the percentage increase in water required to effect a 25mm change in slump also increases. However according to Shalon, upto a temperature of 400C and with a relative humidity within the range 20 to 70 percent, no affect of temperature has been observed on slump. Only above 500C or with humidities lower than 20 percent the slump falls rapidly. The opinion that higher temperature and reduction on slump affects the water requirement has not been fully verified. The findings hold good upto 400C within 20 minutes of mixing. For longer periods loss of slump is observed. However there is some form of interaction between the entrained air, the cement and the climate and it is recommended that actual site tests have to be conducted for the new conditions.
CE 403/1
38
6.5
MEASUREMENT OF WORKABILITY :
Even though number of different empirical tests are available for the measurement of workability, no fully satisfactory test is known that will measure the workability as defined, although, they may provide useful information within a range of variation in workability. The tests that are commonly employed to measure workability are the (a) (b) (c) (d) Slump test Compaction factor test Flow test Vee-bee consistometer test
6.5.1. SLUMP TEST : This test is simple, most widely used and can be employed either in the laboratory or at the site of work. It is not suitable for measuring workability of very wet or very dry mixes and also does not measure all the aspects of workability. The apparatus for conducting slump test is a slump cone in the form of a frustum of a cone with botton diameter as 200mm, top diameter of 100 mm and a height of 300mm as shown in Fig.6.5. For tamping the concrete, a steel tamping rod of 16mm diameter and 600mm long with bullet end is used.
CE 403/1
39
Fig 6.5 Typical mould for slump test The internal surface of the mould should be thoroughly cleaned. The mould is placed on a smooth horizontal, rigid and non absorbent surface and is filled with concrete in four equal layers, tamping each layer 25 times by the tamping rod evenly over the cross section. After the top layer is rodded, the concrete is struck off and surface is made level with a trowel or the tamping rod. The mould is removed slowly vertically. This allows the concrete to subside which is referred as 'Slump' of concrete. The difference in heights of the slump cone and the highest point of the subsided concrete is measured as slump in mm.
Fig .6.6 shows different types of slumps. If the concrete slumps evenly it is s called true slump. If one half of the cone slides it is called shear slump and in this case the slump is measured as the difference on the heights of slump cone and the average height of subsidence. Shear slump shows that the concrete is non cohesive and with characteristics of segregation. Collapse indicates higher water/cement ratio. 6.5.2 COMPACTION FACTOR TEST : This test can be used both in the field and in the laboratory. This is developed by the Road Research laboratory UK. The compaction factor test measures the inherent characteristics of the concrete which relates very close to the requirements of workability. This test is more precise than the slump test and can be used for concrete mixes of low and medium workability when
CE 403/1
40
concrete is compacted by vibration. The sketch of the compaction factor apparatus for use with aggregate not exceeding 40mm nominal size is shown below.
Fig.6.7 Compaction Factor Apparatus The dimensions of the apparatus are as follow. Upper hopper A: Dimension in mm Top internal diameter 254 Bottom internal diameter 127 Internal height 279 Lower hopper B: Top internal diameter 229 Bottom internal diater 127 Internal height 229 Cylinder C: Internal diameter 152 Internal height 305 Clear distances between hoppers and cylinder 203 The sample of concrete to be tested is placed in the upper hopper completely filling it. Then the clamp of the upper hopper trap door is released so that concrete falls into hopper B whose door is closed. If the concrete is dry and some of the sample does not fall through the door and slight poking by a rod may be necessary. After the concrete is completely filled up in hopper B, the trap door of hopper B is released such that concrete falls into the cylinder. The excess concrete remaining above the surface of the cylinder is cut off with the help of a plane blade to maintain a horizontal surface. The outside surface of the cylinder is cleaned and weighed to the nearest 10 grams. This is the weight of partially compacted concrete. The cylinder is then emptied and refilled with concrete from the same sample in different layers heavily ramming or vibrating to obtain full compaction. the surface of the fully compacted concrete is struck off and made horizontal and weighed to the nearest 10 grams. This is the weight of fully compacted concrete.
CE 403/1
41
compacting factor(CF) =
Weight of partially compact concrete Weight of fully compacted concrete
The compaction factor requirements for different works as per the Indian Standards are given in table 6.2 6.5.3. FLOW TEST : This is a laboratory test in which flow spread of the concrete is measured in terms of flow percent which is related to workability. This test gives an indication of the quality of concrete with respect to its consistency, cohesivenes and proneness to segregation.
Fig.6.8. Flow table apparatus The flow test apparatus is as shown in Fig 6.8. It consists of a flow table, about 760 mm in diameter. A mould in the form of frustum of cone as shown in the figure is used for conducting the test. The table top is cleaned of gritty material and wetted. The mould is kept at the centre of the table and the concrete is filled in the mould in two layers, rodding each layer 25 times with a tamping rod rounded at the lower end. After rodding, excess concrete above the surface of the mould is removed and the mould is lifted vertically upward. The table is then given 15 jolts in about 15 seconds, each jolt being 12.5mm. Then the average spread diameter of the concrete is noted and the flow percent is calculated as follows. Flow percent: =
Speed dia meter in cm 25 x100 25
The range of flow per cent may be anything from 0 to 150 percent. A careful observation of concrete on the table gives indication of the characteristics of concrete such as tendency for segregation etc.
6.5.4. VEE-BEE CONSISTOMETER TEST :
CE 403/1
42
This is a laboraty test to measure the workability of stiff concrete mixes. Here the workability is measured in terms of time i.e. in seconds. The apparatus consists of a vibrating table, cylinder, cone, standard iron rod as shown in Fig6.9.
Fig 6.9 Vee -Bee apparatus: The metal cone is kept inside the cylinder on the table and the cone is filled with concrete as in the slump test. The cone is lifted vertically and the glass disc attached to the swivel arm is turned and placed on the top of concrete in cylinder and the vibrating table is operated. The vibration is continued till such time as the conical shape of the concrete disappears and the concrete assumes a cylindrical shape. The time required for the shape of the concrete to change from conical shape to cylindrical shape in seconds is known as Vee-Bee time. The Vee -Bee time for different works as per IS specification is given in table:6.2.
Table 6.2. Suggested ranges of values of workability of concrete for different placing conditions(SP:23 of BIS) Placing conditiion Workability 1) Concreting of shallow sections with Degree of Workability Very low Values of 20-10 sec; Vee-Bee time: or 0.75-0.85 Compacting Factor
CE 403/1
43
vibration 2) Concreting for lightly reinforced sections with vibration.
3) Concreting for lightly
Low
Medium
10-5 sec; Vee-Bee time: or 8.80 to 8.85 Compacting factor 5-2 sec; Vee-Bee time or 0.85-0.92; Compacting factor or
reinforced section without vibration; or heavily reinforced 4) Concreting of heavily reinforced sections
25-75 mm Slump for 20mm aggregate High Above 0.92 Compacting factor or 75-125mm slump for for 20mm* aggregate
* for smaller aggregate the values will be lower 6.6 SEGREGATION : A workable concrete is one that should not easily segregate i.e. it ought to be cohesive. Segregation can be defined as separating out of the ingredients of the concrete mix so that the mix is no longer in a homogeneous condition. In the case of concrete, it is the differences in the size of particles and in the specific gravity of the mix constituents that are the primary causes of segregation, but this can be controlled by suitable gradation of aggregates and careful handling. There are two types of segregation. a) The coarser particles tend to separate since they tend to travel further along the slope or to settle more than the finer particles. This is more in the case when the gravity of coarse aggregate differs appreciable to that of the fine aggregates. This occurs in wet mixes where separations of cement paste from the mix takes place using air entrained concrete. reducing the height of drop of concrete. not using vibration as a means of spreading heap of concrete over a larger area reducing the continued usage of vibrator for longer times as the coarser particles try to settle at bottom.
b) (a) (b) (c) (d)
The tendency to segregate can be minimised by
Segregation is difficult to mesure quantitavely, but easily determined when concrete is handled on the site in any of the undersirable ways listed above. As over vibration generally results in segregation, it is advisable to vibrate a concrete cube for about 10 minutes and then to strip it and observe the distribution of aggregate so that any segregation will be easily observed. 6.7 BLEEDING : Bleeding, also known as water gain, is a form of segregation in which some of the water in the mix tends to rise to the surface of freshly placed concrete. This is due to the inability of the solid constituents of the mix to hold all of the mixing water when they settle downwards.
CE 403/1
44
Bleeding causes formation of a porous, weak and nondurable concrete layer at the top of the placed concrete. In the case of lean mixes bleeding may create capillary channels increasing the permeability of concrete. When concrete is placed in different layers, the top of every lift may become too wet and if the water is trapped by superimposed concrete, porous, weak and nondurable concrete will result. If bleeding water is mixed during finishing of the top surface, a weak wearing surface will be formed. This can be avoided by delaying the finishing operations until the bleeding water has evaporated, and also by the use of wood floats and avoiding overworking of surface. On the other hand, if evaporation of water from the surface of the concrete is faster than the bleeding rate, plastic shrinkage cracking may result. When concrete is placed in different layers and each layer is compacted after allowing certain time to lapse before the next layer is laid, bleeding may also result in a plane of weakness between two layers. Any laitance, (which is a layer formed by the particles raising along with waterformed) should be removed by brushing and washing before a new layer is laid. Bleeding need not necessarily be harmful. If it is undisturbed and the water evaporates the effective water/cement ratio may be lowered with resulting increase in the strength. The tendency of bleeding depends largely on the properties of cement. Bleeding is decreased by increasing the fineness of cement, using cements with high alkali content, high C3A, adding calcium chloride, pozzolanas, aluminim powder and by air entrainment. Physical propertiesof fine aggregate and temperature may also affect bleeding. 6.8 SUMMARY : The term fresh concrete, means the freshly mixed material i.e. cement, fine aggregate, coarse aggregate and water which is in the plastic state and can be moulded into any shape. Workability is the important factor on which the final properties of the hardned concrete depends. Workability is a complicated term to define precisely but can be said as the property of fresh concrete which determines the ease and the homogenity with which it can be mixed, transported, placed, compacted and finished. The factors that affect workability are water content, mix proportions, size, shape, surface, texture of aggregate, time of mixing and placing and temperature. Different tests are available for the measurement of workability which include the slump test, compaction factor test, flow test, and Vee-Bee consistometer test. Slump test is a very simple and field test whereas compaction factor test is more precise and can be done in the field and in the laboratory. The flowtest is useful for observing segregation whereas the Vee-Bee test is used for stiffer mixes. "Segregation" can be defined as separating out of the ingredients of concrete mix so that the mix is no longer homogenous whereas 'Bleeding', also known as ' Water-gain' is a form of segregation in which some of the water in the mix tends to rise to the surface along with finer particles of the freshly placed concrete. Both these properties are undesirable. 6.9 1. 2. 3. SELF ASSESSMENT QUESTIONS : What do you understand by the term 'Workability' of fresh concrete? What are the factors affecting workability? Discuss. What are the different tests available for determining workability? Explain each of them?
CE 403/1
45
4. 5.
What do you understand by 'segregation' and 'bleeding' ? What are the reasons for the two factors to take place? What are the effects of 'Segregation' and 'Bleeding ' on concrete? What are the remedial measures? *** UNIT : 7 HARDENED CONCRETE
7.1 7.2 7.3 7.4 7.5 7.6 7.7 7.8 7.9 7.10 7.11 7.12 7.13 7.14 7.15 7.1 AIM :
Aim Introduction Water/Cement ratio Gel/space ratio Griffths hypothesis Effective water in the mix Influence of coarse aggregate on strength Relation between compressive and tensile strength Curing of concrete Influence of temperature on strength of concrete Creep Shrinkage Durability Summary Self Assessment Questions
To study the empirical relations between strength and water/cement ratio, gel/space ratio, and the effective water in the mix. The study also includes Griffths hypothesis, influence of aggregate on strength of concrete, strengths in compression and tension and their relationship, curing of concrete, creep, shrinkage and durability of concrete. 7.2 INTRODUCTION : Strength of concrete is the most important property as the strength is related to the structure of hardened cement paste and gives an overall picture of concrete. The strength of a concrete at a given age under given curing conditions depend mainly on water cement ratio and degree of compaction. Abrams water/cement ratio law gives this but it may be more appropriate to relate gel/space ratio to strength. The actual strength of concrete differs from theoretical strengths calculated from the above laws which may be due to the flaws present in the concrete. The strength of the concrete is influenced by aggregate properties, concrete specimen shape and size, methods and period of curing, creep, shrinkage etc., Even though there is no direct relationship between tensile and compressive strengths, attempts have been made to establish certain relationships. Durability is another important factor to be considered as not only the strength but durability of concrete is necessary for its serviceability. 7.3 WATER/CEMENT RATIO :
CE 403/1
46
The strength of the concrete depends upon the strength of cement paste and degree of compaction at a given age. The strength of the pate depends upon the water and air content present. If we consider fully compacted concrete, which means that hardened concrete contains about 1 percent of air voids, its taken that its strength is inversely proportional to the water/cement ratio. Accordingly a 'law' was presented by Duff Abrams in 1919. According to him strength of concrete is equal to K1
x K2
S=
where x = water/cement ratio of the mix by volume, and for 28days results K1 and K2 are 14000 lb/sq in and 7 respectively. According to Abrams, the strength of concrete is dependent on the water/cement ratio provided the mix is workable. A typical strength versus water/cement ratio curve is shown in fig.7.1
Abrams law although established independently, it was Feret who in 1896 formulated a general rule of finding the strength of concrete by the equation. S=K [
c ]2 c+e+a
where S = Strength of concrete c, e and a are the absolute volumes of cement, water and air respectively. Actually the water/cement ratio and the degree of compaction, both affect the volume of the voids in the concrete and that is why the volume of air in concrete is included by Feret in his expression. The relationship between the strength and the water/cement ratio shown in Fig.7.1 is hyperbolic and as it is difficult to interpolate the intermediate values, If a linear relationship is
CE 403/1
47
drawn, it is more convenient to use. Fig.7.2. shows the linear relationship between strength and water/cement ratio
7.3
GEL SPACE RATIO :
The influence of water/cement ratio on strength does not truly constitute a law and it does not take into consideration many factors. In fact the strength at any time depends upon the degree of hydration of cement, its properties, temperature at which the hydration is taking place, air content of the concrete and also the change in the effective water/cement ratio and the formation of fissures due to bleeding. Hence, it is more correct to relate the strength of solid products of hydration of cement to the space available for formation of this product. Powers and Brownyard have established a relation between strength development and the gel/space ratio. This ratio is defined as the ratio of the volume of the hydrated cement-paste to the sum of the volumes of hydrated cement and of the capillary pores. As the cement hydrates, it occupies space more than twice the original volume and on the calculations that follow it is assumed that 1 ml of cement will occupy 2.06ml on hydration, even though not all the material hydrated is gel; but as an approximation it is considered as such. Let c = Volume of the cement vc = Specific volume of cement=0.319 ml/g wo = Volume of mixing water = Fraction of cement that was hydrated then volume of gel= 2.06 cvc = 2.06 x0.319 x c x + wo
Total space available to the gel:cvc + wo = 0.319 x c x Gel space ratio x =
0.657c 0.319c + w o
CE 403/1
48
If complete hydration takes place, the above equation can be written as x =
0.657c 0.319c + w o
Powers' experiment showed that the strength of concrete bears a specific relationship with the gel/space ratio and the relationship is given as: = 234x3 MN/m2 The figure 234 MN/m2 represents the intrinsic strength of gel for the type of cement and the specimen used. Fig.7.3. shows the relation between the strength and Gel space ratio.
Actually a lot of difference is observed between the theoretical strength calculated and the actual strength. Actual strength is much lower than the theoretical strength. The reduction in strength is due to flaws present. Griffth has postulated a theory on the flaws. 7.4 STRENGTH IN TENSION - GRIFFTH'S HYPOTHESIS : According to Griffth, the presence of flaws lead to high stress concentrations in the material under load so that a very high stress is reached in very small volumes of the specimen with consequent microscopic fractures, while the average stress in the whole specimen is comparatively low. The flaws vary in size and it is only the few largest ones that cause failure. This situation leads to failure of the material at a much lower stress intensity considering the whole process. The cement paste in concrete contains many discontinuities such as voids, fissures, bleeding channel, rupture of bond due to drying shrinkage and temperature etc. It is difficult to explain how exactly the flaws contribute to the reduction on the actual strength of concrete. However Griffth's hypothesis has been accepted to satisfactorily explain the failure of brittle materials such as concrete.
CE 403/1
49
7.5
CRACKING AND FAILURE IN COMPRESSION :
Griffth's hypothesis applies to failure under the action of a tensile force but it can be extended to the fracture under bi-and tri-axial stresses and also under uniaxial compression. Even when the two principal stresses are compressive the stress along the edge of the flaw is tensile at some points so that fracture can take place. Orowan calculated the maximum tensile stress at the top of the flaw of the most dangerous orientation relative to the principal stress axes as a function of two principal stresses P and Q. The fracture criteria is as shown in the fig7.4. Fracture occurs under a combination of P and Q such that the point representing the state of stress crosses the curve outwards on the shaded side.
It can be seen that fracture may occur under uniaxial compression, the nominal compressive strength being 8 K. i.e. 8 times the tensile strenth determined on the direct tension test. Even though a good agreement is observed with the values of the ratio of the compressive to tensile strengths of concrete, there are some difficulties with respect to certain aspects of Griffths hypothesis with the observed direction of cracks in the compression specimen, that the failure is governed by the lateral strain induced by the Poisson's ratio. The Poission's ration can be observed as = tensile stress at cracking in flexure compresssive stress at cracking in a compression specimen
The Poission's ratio varies generally between about 0.11 for high strength concrete mixes and 0.21 for weak mixes. The ultimate failure under the action of uniaxial compression is either tensile failure of cement crystals or bond in a direction perpendicular to the applied load or a collapse caused by the development of inclined shear planes under triaxial compression, the failure is by crushing. In practice it is likely that failure of concrete takes place over a range of stress rather than as an instantaneous phenomenon, so that the ultimate failure is a function of the type of loading. This condition is met when repeated loading is applied.
CE 403/1
50
7.6
EFFECTIVE WATER IN THE MIX:
The water/cement ratio discussed so far involves the quantity of water in the mix which needs a more careful definition. The effective water is one which occupies space outside the particles when the gross volume of the concrete becomes stabilized approximately at the time of setting and the water/cement ratio is called the effective water/ cement ratio. When the concrete enters a mixer, the concrete consists of water that is added to the mix and that held by aggregate. A part of the water held by the aggregate is absorbed within the pore structure of the aggregate while some exists as free-water on the surface of the aggregate. When the aggregate is not saturated and some of its pores are air-filled, a part of the water added to the mix will be absorbed by the aggregate during the first half an hour or so after mixing and under these circumstances the discrimination between absorbed and free-water is little difficult, In the field, the aggregate as a rule is wet and the water in excess of that required to bring it to a saturated surface-dry condition is included in the effective water of the mix. This condition of aggregate is frequently met in the Laboratory and care is necessary in translating the laboratory results into mix proportions to be used on the site. 7.7 INFLUENCE OF COARSE-AGGREGATE ON STRENGTH : When a member is subjected to uniaxial compression, the vertical cracking starts under a load equal to 50 to 75 percent of the ultimate load. The stress at which cracks form depends largely on the properties of the coarse aggregate such as smoothness, roughness, angularity etc. The properties of the aggregate affect the cracking, as distinct from the ultimate load on compression and the flexural strength in the same manner, so that the relation between the quantities is independent of the type of the aggregate used. On the other hand the relation between the flexural and compressive strengths depends on the type of the coarse aggregate used, since the properties of aggregate, especially its surface texture affect the ultimate strength in compression very much less than the strength in tension or the cracking load in compression. The influence of the type of coarse aggregate on strength of concrete depends upon the water/cement ratio of the mix. With the increase water cement ratio, the influence of the aggregate falls. Not only that , the moisture condition of the concrete affects the influence of the aggregate on the flexural strength. The shape and surface texture of the coarse aggregate also, affect impact strength. The larger maximum size of the aggregate gives lower surface area for development of gel bonds which is responsible for the lower strength of the concrete. Also the bigger aggregate size causes a more heterogeneity in the concrete which will prevent the uniform distribution of load when stressed. It is interesting to note that in lean mixes the larger aggregate gives the highest strength while in rich mixes it is the smaller aggregate which yields higher strength. 7.8 RELATION BETWEEN THE COMPRESSIVE AND TENSILE STRENGTHS :
While in the design of reinforced concrete sections, the compressive strength of the concrete alone is taken into consideration, the design of concrete pavements, etc., requires the flexural strength also which necessitates finding out the tensile strength. The compressive strength and tensile strengths are expected to be closely related. But there is no direct proportionality, but the ratio of the two strengths depends on the general level of the strength of concrete i.e. when compressive strength increases, tensile strength also increases but at a decreasing rate. A number of factors affect the relation between the two strengths. Some of them include.
CE 403/1
51
(a) (b) (c) (d) (e) (f)
the properties of the coarse aggregate and fine aggregate. the grading of the aggregate the age of concrete curing air entrainment the use of pozzoalanic material
A number of emperical formulae connecting the compresssive and tensile strengths have been suggested, many of them of the type
t
= K ( c)n Where K and n are constants
Comite Europian du Biton has assumed that the modulus of rupture is related to the compressive strength of cylinders by
r
= 9.5 ( c)1/2
the strengths being expressed in pounds per square inch. University of Illinois has suggested the relation as
t
= 3,000/4+12,000/
c
where
t,
are in pounds per square inch determined on standard test cylinders.
The Central Road Research Laboratory (CRRL) has carried out extensive studies and the following statistical relationship between tensile strength and compressive strength were established. (1) (2) (3) (4) -y=15.3x-90.8 for 20mm maximum size aggregate y=14.1x-104.6 for 20mm maximum size natural gravel y=9.9x-5.5 for 40mm maximum sized crushed aggregate y=9.8x-25.2 for 40mm maximum size natural gravel
where y is the compressive strength of concrete (kg/cm2) and x is the flexural strength of concrete (kg/cm2) . Considering all the data, a general relationship has been established by the CRRL between the flexural and compressive strengths of the concrete, which is as follows. y=11x- 34 In general the flexural strength of concrete was found to be 8 to 11 percent of compressive strength for concretes with strength greater than 25N/mm2 and 9 to 12.8 for other concretes. The effect of the size and the type of aggregate on the relationship between the flexural and compressive strengths of concrete is given in table7.1 The relation between the compressive and tensile strengths is given in table 7.2. Table 7.1 Flexural strength expressed as percentages of compressive strengths of concrete using gravel and crushed stone aggregate. Flexural strength as a percentage of compressive Strength Compressive
Gravel aggregate with maximum size Crushed stone Aggregate with max. size
CE 403/1
52
Strength N/mm2 20mm 49 42 35 28 21 14 average
40mm 8.7 9.0 9.3 9.9 10.8 12.5 10.0
20mm 10.8 10.9 11.1 11.3 12.0 11.2
40mm 7.7 7.9 8.2 8.6 9.3 10.8 8.8 10.2 10.3 10.2 10.3 10.5 10.3
Table7.2 Relation between the compressive and tensile strength of concrete Compressive Strength of Cylinders (N/mm2) 7 14 21 28 35 42 49 56 63 7.9 Strength ratio Modulus of rupture to Compressive Strength 0.23 0.19 0.16 0.15 0.14 0.13 0.12 0.12 0.11 CURING OF CONCRETE : Direct tensile strength to Compressive Strength 0.11 0.10 0.09 0.09 0.08 0.08 0.07 0.07 0.07 Direct compressive Strength to modulus of rupture 0.48 0.53 0.57 0.59 0.59 0.60 0.61 0.62 0.63
Curing is the name given to the procedure used to promoting hydration of cement under controlled temperature and moisture conditions in concrete. In order to obtain a good concrete, the placement of concrete in form work must be followed by curing in a suitable environment during the early stages of hardening, so that hydration of cement may continue until the desired properties are developed to a sufficient degree to meet the service requirement. The object of curing is to keep concrete saturated or as nearly saturated as possible, until originally filled space in the cement paste has been filled to the desired extent by the products of hydration of cement. This also helps in reducing movement of moisture from the interior to the surface and reducing the adverse effect of heat of hydration. Curing is given a place of increasing importance as the demand for high quality concrete increases. It has been recognised that the quality of concrete shows allround improvement with efficient uninterrupted curing 7.9.1 CURING METHODS: (1) Water curing (2) Membrane curing (3) Application of heat by steam-curing (4) Other methods. 7.9.1.1. WATER CURING :
CE 403/1
53
This is the best method of curing satisfying all requirements like promotion of hydration, elimination of shrinkage and absorption of the heat of hydration. Water curing can be done by (a) (b) (c) (d) Immersion, where the specimens are completely immersed in water for the required period. Ponding, where large surfaces exposed like slabs, pavements etc are cured by this method by making ponds on the surface. Spraying on the vertical surfaces of retaining walls, columns etc. Wet-covering with gunny bags, hessian cloth, jute matting, straw etc. done on the surface of the concrete to keep the surface wet.
7.9.1.2. MEMBRANE CURING : This method of curing is applied in places where there is acute shortage of water. The process of applying a membrane forming compound on the concrete surface is termed as membrane curing. The curing membrane serves as a physical barrier to prevent loss of moisture from the concrete. A curing liquid-membrane has to dry within 3 to 4 hours to form a continuous coherent adhesive film and have no deleterious effect on the concrete. Membrane curing may not assure full hydration as obtained in moist curing. To achieve best results, membrane can be applied after one or two days of actual wet curing. Two or three coats may be required for effective sealing of the surface to prevent the evaporation of water. Large number of sealing compounds have been developed in recent years. Some of them are (1) (2) (3) (4) Bituminous and asphaltic emulsion or cutbacks. Rubber latex emulsions Emulsions of rexins, varnishes, waxes, drying oils and water-repellent substances. Emulsions of paraffin or boiled linseed oil in water with stabilizer.
Membrane curing can also be done on places which are inaccessible, difficult or far off and curing cannot be properly supervised. Membrane curing should not be adopted if the water/cement ratio is less than 0.5.0 otherwise self-dessication will weaken the concrete. 7.9.1.3 APPLICATION OF HEAT : The development of strength is not only a function of time but also temperature. When concrete is subjected to high temperatures, the hydration process is accelerated resulting in faster development of strength. However, if the application of heat is associated with moisture, it is an added advantage and this can be achieve by steam curing. For concrete mixes with water/cement ratio from 0.3 to 0.7, the increased rate of strength development can be achieved by steam curing. The mixes with low water/cement ratio respond more favourably to steam curing than mixes with higher water/cement ratio. In steam-curing, the heating can be caused by steam either at low pressure or high pressure. In most cases steam curing is employed only for achieving50 to 70 per cent of the specified strength in a short period instead of full treatment for 2 to 3 days required to obtain specified strength, which will result in economy in the reuse of moulds and equipment by achieving stripping strength which is normally 50 per cent of the specified strength, which is sufficient to take care of any impacts during demoulding and transportation to stackyard. Low pressure steam-curing is curing at atmospheric pressure and can be continuous or intermittent. Generally a delay of curing process by two to six hours called presetting or presteaming period is advisable which helps to achieve a15 to 30 per cent higher 24 hour strength
CE 403/1
54
than that obtained when steam curing is started immediately. The rate of initial temperature rise after, pre steaming period is of the order of 100C to 200C per hour to a maximum of 85 to 900C. The product after steam-curing and after cooling to 300C should be kept in a warm room at temperature of about 250C before being exposed to the atmosphere. In normal steam curing at atmospheric pressure the strength of the concrete will be adversely affected if the temperature is raised rapidly. This problem can be overcome by going in for high pressure steam curing. Here high pressure steam-curing is done in steel chambers called autoclaves. The concrete products after a suitable pre steaming period, are cured in autoclaves at the required temperature and pressure. The period of treatment depends upon strength requirements. The steam is cut off and the pressure is released after completion of curing and the products are left over in autoclaves for two hours for cooling. In high pressure steam curing, the concrete is subjected to a temperature of 1850C which corresponds to a pressure of 1 Mpa. The advantages with high pressure steam curing are: (a) (b) development of a strength equivalent to the 28 day strength in 24 hours. increased resistance to sulphate attack, freezing, thawing and chemical action and less efflorescence; lower drying shrinkage and moisture movement.
When concrete is subjected to high pressure steam-curing, admixing of 20 to 30 per cent of pozzolonic material is advised as during the hydration of cement at higher temperatures, calcium hydroxide is liberated in a very short time and this reacts with silica in an accelerated manner forming strong and fairly unstable compound resulting in higher concrete strength and thereby reducing leaching effect. However, high pressure steam curing reduces bond strength by about 50 per cent with normally cured concrete and hence not recommended for reinforced concrete members.
7.9.1.4 OTHER METHODS : Other methods of curing include infrared radiation, electrical curing, use of chemicals etc. The curing of concrete by infrared radiation has been used in very cold climatic condition in Russia. It is claimed that a much more rapid gain of strength can be obtained than even with steam-curing. The rapid initial rise of temperature does not result in the decrease in ultimate strength and this method is particularly applied in the manufacture of hollow concrete blocks where heaters are placed in the hollow spaces of the product. The normal operative temperature is kept at 900C. Another method of curing concrete, applicable in very cold climatic conditions is by passing alternating current through concrete between two electrodes. Care must be taken to prevent the moisture from going out completely leaving the concrete dry. Calcium chloride can be used as a surface cooling or an admixture as a curing medium. This salt not only absorbs moisture from atmosphere but also retains it at the surface preventing mixing water from evaporation. Keeping form-work intact in the case of beams and columns and sealing the joints prevents the evaporation of moisture from concrete and there by promotes hydration. 7.10 INFLUENCE OF TEMPERATURTE ON THE STRENGTH OF CONCRETE.
CE 403/1
55
It is seen that rise in the curing temperature speeds up the hydration and thus helps to gain the early strength of concrete. However, a higher temperature during placing and setting may adversely affect the strength from about 7 days onwards. The rapid initial hydration appears to form products of poorer physical structure with more pores which remain unfilled and this will lead to lower strengths when compared to the slowly hydrating paste in which a high gel/space ratio will be reached. Verback and Helmath suggested that the rapid initial rate of hydration at higher temperatures retards subsequent hydration and reduces a non-uniform distribution of products of hydration within the paste resulting in building up high concentration of the products of hydration in the vicinity of the hydrating grains and the retards subsequent hydration adversely affecting the long term strength. In addition, the non uniform distribution of products of hydration adversely affects the strength because the gel/space ratio in the interstices is lower than would be otherwise in case for an equal degree of hydration, the local weaker areas lower the strength of the paste as a whole. From Fig 7.5 it can be seen that concrete subjected to higher temperature at an early age, no doubt attains higher strength in a shorter time but suffers considerable retrogression of strength. On the contrary, concrete cured at a comparatively lower temperature takes longer time to develop strength and the strength attained will not be lost at later ages.
Fig.7.5 Effect of temperature during first 28 days in the strength of concrete (water/cement ratio=0.41: air content 4.5% OPC) When calcium chloride is added to the mix, the adverse effects of high temperatures during setting are attenuated. The increase in strength caused by the addition of calcium chloride depends upon the temperature of the concrete and is proportionately greater at lower temperatures. Tests indicate that there is an optimum temperature during the early life of the concrete, that will lead to the highest strength at a desired age. For ordinary Portland cement it is approximately 130C and for rapid hardening Portland cement it is about 40C. However beyond the initial period of setting and hardening, the influence of temperature accords with the maturity rule: a higher temperature accelerates the development of strength.
CE 403/1
56
All the above discussions made are for laboratory mode studies and the behaviour in the site on a hot day may not be the same but depends upon some additional factors; ambient humidity, direct radiation of the sun, wind velocity and methods of curing. Tests have shown that under hot dry conditions the strength decreases with an increase in the temperature down to a critical value at about 300C but between 300C and 450C there may be slight recovery or no loss. This behaviour is for air-entrained concrete at a relative humidity of between 20 and 70 per cent. In general terms concrete cast in summer can be expected to have a lower strength than a similar mix cast in winter. 7.11 CREEP : Creep can be defined as the increase in strain under sustained stress. Since this increase can be several times as large as the strain on loading, creep has considerable importance. All materials undergo creep under some conditions of loading to a greater or smaller extent. But concrete creeps significants at all stresses for a long time. Creep of concrete is approximately a linear function upto about 40 to 50 percent of stress. Under normal conditions of loading the instantaneous strain recorded depends upon the speed of application of the load and includes not only the elastic strain but also some creep but this is not of practical importance as it is the total strain induced that matters. Since the modulus of elasticity of concrete increase with age, the elastic deformation gradually decreases and strictly speaking creep should be taken as strain in excess of elastic strain at the time creep is determined. Further, if a specimen is drying while under load, it is assumed that creep and shrinkage are additive; creep is thus calculated as the difference between the total time deformation of the loaded specimen and shrinkage of a similar unloaded specimen stored under the same conditions for the same period. However this is a convenient simplification and shrinkage and creep are not independent phenomena to which this principle of superposition can be applied. The terms and definitions involved are illustrated in fig.7.6.
CE 403/1
57
If the sustained load is removed, the strain decreases immediately by an amount equal to the elastic strain at the given age, generally lower than the elastic strain on loading. This instantaneous recovery is followed by a gradual decrease in strain called creep recovery. The reversal of creep is not complete and creep is not a simply reversible phenomenon as shown in Fig.7.7.
It is generally assumed that creep continues to assume a limiting value after infinite time under loading. It is estimated that 26 per cent of 20 years creep occurs in 2 weeks, 55 percent in 3 months and 76 percent in one year. If creep after one year load is taken as unity, then the average values of creep at later ages are
CE 403/1
58
1.14 1.20 1.26 1.33 1.36
after 2 years after 5 years after 10 years after 20 years after 30 years
Number of mathematical expressions relating creep and time have been suggested. Ross has suggested creep, c after time, t, as c = t/a+bt where a and b are constants. If a graph is drawn with t on the x-axis and t/c on the y axis, it shows a straight line of slope 'b' with the intercept t/c equal to 'a' The US Bureau of Reclamation has given an expression c = F(K) loge(t+1) where K is the age at which the load is applied. f(c) is a function representing creep deformation with time; t is time under load in days The factors that affect creep are age, aggregate and mix proportions. 7.12 SHRINKGE : The term 'shrinkage' refers to the volume change in concrete due to different reasons. This shrinkage contributes to the most objectionable defects in concrete like cracks etc. It is difficult to make concrete which does not shrink as it is the inherent property of concrete to shrink but if an engineer understands the factors affecting the shrinkage, he will be in a better position to limit the shrinkage. Shrinkage can be classified in the following ways. (1) (2) (3) (4) Plastic shrinkage Drying shrinkage Autogenous shrinkage Carbonation shrinkage
7.12.1 PLASTIC SHRINKAGE : This type of shrinkage takes place soon after the concrete is placed in form work which is still in the green stage due to evaporation of water from the surface or absorption by the aggregate. The aggregate fraction and the reinforcement abstructs this shrinkage resulting in formation of cracks. The reasons for this type of shrinkage is high water/ cement ratio, badly proportioned concrete, bleeding, larger number of vibrations, rapid drying etc. Plastic shrinkage can be reduced mainly by preventing the rapid loss of water from the surface by covering the surface immediately after finishing by polyethylene sheeting, coating, etc. Use of small quantity of aluminium powder will offset the effect of plastic shrinkage. Usage of expensive cement, shrinkage compensating cement is recommended. 7.12.2 DRYING SHRINKAGE : This occurs when concrete is allowed to dry in air at a lower relative humidity. The phenomenon of drying shrinkage is not a fully reversible one eventhough it is stored in water after the initial drying shrinkage. For the usual range of concrete the irreversible part of shrinkage ranges from 0.3 and 0.6 of drying shrinkage. The aggregate (such as quantity, size, modulus of elasticity) plays an important role in the shrinkage properties of concrete. Grading of aggregate indirectly influences the drying shrinkage. As the drying shrinkage takes place at the
CE 403/1
59
surface of the concrete, the magnitude of shrinkage varies considerably with the size and thickness of specimen. The effect of this shrinkage is to cause cracks in the concrete. 7.12.3 AUTOGENOUS SHRINKAGE : When no moisture movement to or from the paste is permitted at constant temperature some shrinkage may take place which is called autogenous shrinkage. This is of minor importance and generally not considered except in mass concrete works. 7.12.4 CARBONATION SHRINKAGE : The carbondioxide present in the atmosphere reacts with the hydrated cement in the presence of water. The calcium hydroxide gets converted to calcium carbonate and some other compounds are decomposed. This phenomenon is called as carbonation and carbonation is accompanied by an increase in the weight of concrete and shrinkge. Carbonation shrinkage may be due to dissolution of crystals of calcium hydroxide and deposition of calcium carbonate crystals which are less in volume than the product replaced and hence shrinkage takes place. The magnitude of carbonation shrinkage is very small and is not of much significance. 7.13 DURABILITY : Apart from the strength of the concrete, the durability of concrete is very important as it has effect on economy, serviceability and maintenance. The lack of durability may be due to external reasons or causes with in the concrete itself, one of the things being the volume change. The volume change may be due to many factors. The progress of hydration results in the volume change of gel, shrinkage of concrete, permeability, leaching of calcium hydrioxide, unsoundness of constituent materials. Action of aggressive chemicals, freezing and thawing, thermal aspects, creep, rusting of reinforcement, will all come under the purview of durability and therefore probing into all these reasons will give an interesting study of concrete. One of the important aspects to be considered is the permeability characteristics of concrete. Aggressive chemicals attack concrete in solution form and penetration of solutions depend upon the degree of permeability of the concrete. The extent of frost action and steel corrosion also depend upon the permeability of concrete. It can be observed that even with as high water cement ratio as0.7, the cement paste is impervious with a coefficient of permeability of about 5.35x10-11m/sec. However in practice it is observed that mortar and concrete exhibit appreciable permeability much higher than the above. The higher permeability may be due to the formation of microcracks and rupture of interface bond between aggregate and paste phase, cracks due to structural stresses, existence of entrapped air due to insufficient compaction. However the use of pozzolanic materials in optimum proportions reduces the permeability of concrete. Though air entrainment makes concrete porous, when used upto six percent makes concrete impervious. High pressure steam curing conjuction with pozzolana reduces permeability. Another factor to be considered is sulphate attack which is due to the chemical action between the products of hydration of cement and the solution containing sulphates. When hardened concrete comes in contact with solutions containing sulphate compounds, they react with hydrated C3A in the hardened paste to form ettring, which causes expansion of concrete. Ofcourse, this sulphate attack depends upon the permeability as chemicals in solution state find their entry into porous concrete and react with the hydrated cement products. A characteristic whitish appearance is the indication of sulphate attack and this starts at the surface and the corners and progressively enters into the concrete by causing scaling and spalling and finally
CE 403/1
60
reducing the concrete to a friable mass. The sulphate attack can be controlled by the use of sulphate resisting cement, improving the quality of concrete, use of air entrainment, using pozzolana, adopting high-pressure steam-curing and use of high alumina cement. Apart from the above the concrete must be resistant to abrasion, erosion, cavitation, and construction joints be paid proper attention. The durability of concrete can also be improved by surface treatment with different materials like chlorinated rubber paints, dryingoils, Expoxy paints, impregnation of concrete member with silico flouride under pressure and by using polymner impregnation. 7.14 SUMMARY : Strength of concrete is the most important factor as it gives an overall picture of the concrete. The strength of the concrete depends mainly upon the water/cement ratio and a law was proposed by Duff Abrams which states that the strength of the concrete is dependent on the
water/cement ratio provided the mix is workable. However it is more correct to relate the strength of solid products of hydration of cement to the space available for formation of this product. Accordingly Powers and Brownyard have established a relation between strength developed and the gel/space ratio. Differences have been observed between the theoretically calculated strength and the actually observed strength. Griffth has proposed a hypothesis saying that this reduction in strength his due to the presence off laws. Griffths hypothesis can be extended to the fracture under bi-and tri-axial stresses and also under uniaxial compression. Even though the principal stresses are compressive, the stress along the edge and of tensile nature so that fracture takes place. The stress at which cracks form also depends in the properties of aggregate such as smoothness, roughness, angularity etc. Attempts have been made to establish a relationship between the tensile and compressive strengths of concrete and different organisations have evolved different equations relating the compressive and tensile strengths of concrete. The water/cement ratio so far discussed involves the quality of water in the mix which needs a more careful definition and hence the concept of effective water in the mix has come. The effective water is one which occupies space outside the particles when the gross volume of the concrete becomes stabilized. Another important factor in the process of producing hardened concrete is curing, which is the name given to the procedure used for promoting hydration of cement under controlled temperature and moisture conditions. There are various curing methods which include water curing, membrane curing, steam curing and other methods such as infrared radiation, electrical curing, using chemicals etc. It can be observed that rise in the curing temperature speeds up the hydration and thus helps early development of strength. However a higher temperature during placing and setting adversely affects the strength from 7 days onwards and some times it is observed that the final strengths are much lower. The other factors to be considered include creep which is the deformation under sustained loading, shrinkage which is the reduction in volume. The other very important factor to be considered is the durability of concrete as the serviceability of a concrete structure not only depends upon the strength but also durability. 7.15 (1) (2) (3) (4) (5) SELF ASSESSMENT QUESTIONS : Briefly discuss the strength of concrete in relation to the water/cement ratios and the gel/space ratio? Explain Griffths hypothesis. What do you understand by 'effective water in a mix' ? Discuss the influence of coarse aggregate and temperature on the strength. Explain the relation between compressive and tensile strengths of concrete.
CE 403/1 What are the different methods of curing? Discuss their merits and demerits. (6) (7) (8) Discuss the creep and shrinkage of concrete?
61
What is the necessity for considering the durability of concrete? What are the factors affecting durability? How are they taken care of?
UNIT : 8 TESTING OF HARDENED CONCRETE 8.1 8.2 8.3 8.4 8.5 8.6 8.7 8.1 Aim Introduction Tests for strength Factors affecting strength Stress- Strain curve for Concrete Summary Self assessment questions. AIM :
To study the compression and tension tests on concrete, factors affecting the strength and the stress-strain behavior of hardened concrete. 8.2 INTRODUCTION : We have already seen that the principal properties of concrete which are of practical importance are, its strength, stress-strain characteristics, shrinkage, creep, permeability and durability. Of the above, strength of the concrete and stress-strain behavior of concrete assumes greater significance because these characteristics give an overall picture of the concrete. One of the purposes of testing of hardened concrete is to confirm that the concrete used at site has developed the required strength. This unit deals with the tests for the strength of concrete, factors affecting the strength and stress-strain behavior of concrete. 8.3 TESTS FOR STRENGTH : The tests for strength include those for the compressive strength and for the tensile strength in terms of flexural strength and splitting tensile strength. 8.3.1 COMPRESSIVE STRENGTH : Determination of compressive strength is very important because concrete is primarily meant for with standing compressive stresses. The compression tests can be done on cubes of size 150 x 150 x 150 mm and cylinders of size 150mm diameter and 300 mm height. The test specimens must be cast in metal moulds, preferably of steel or cast-iron, stout enough to prevent any distortion. They must be made in such a manner as to facilitate the removal of the moulded specimen without damage and when assembled for use, the internal dimensions are required to be accurate within the tolerable limits. A steel bar16mm diameter, 0.60m long and bullet pointed at the lower end is used as a tamping bar for compacting the concrete in the moulds. The concrete has to be filled in three equal layers approximately, with neither segregation nor excessive laitance. Each layer has to be compacted by hand or by mechanical vibration. After the top layer has been compacted, the surface of the concrete has to be brought to the
CE 403/1
62
finished level at top of the mould using a trowel. Capping is done in the case of cylindrical specimens, if the surfaces are not plane within 0.05mm. Capping can be done on completion of casting and a few hours prior to testing of the specimen. Capping can be done with a neat cement paste, cement mortar, sulphur or hard-plaster having a compressive strength of atleast 42N/mm2 within one hour. The test specimens cast are stored in a place free from vibration, in moist-air of atleast 90 percent relative humidity and at a temperature of 27020C for 241/2 hours from the time of addition of water to the dry ingredients. After this period, the specimens are removed from the moulds and cured in water till they are tested. Then the specimens are removed from water and tested for compression till failure. 8.3.2 TENSILE STRENGTH : Eventhough the primary object of concrete is to resist compression, tensile stresses are likely to develop in concrete due to drying shrinkage, temperature stresses and many other reasons and a knowledge of the tensile strength of concrete is essential. As it is difficult to find the tensile strength of concrete by conducting a direct tension test, it is computed by the flexure test or the splitting tension test. 8.3.2.1 FLEXURE TEST : The value of the modulus of rupture depends on the dimension of the beam and the type of loading. IS 516-1959 specifies two-point loading. The standard size of the specimens used are 15 x15 x70 cm and 10 x10x50 cm if the aggregate size does not exceed 20mm. A mould of the standard size made preferably with steel or cast-iron with sufficient thickness to prevent spreading or warping and which allows easy demoulding of the specimen cast is used. The test specimens are cast in the standard manner, and cured till the testing period. The specimens are tested upto failure immediately after removal from water while they are still in the wet condition, after noting the dimensions under the two point loading. The rate of loading is 4000N/min for 15 cm specimens and 1800 N/min for 10cm specimens. The loading arrangement is shown in fig.8.1.
The flexural strength is then calculated using the following expressions.
b
= P*L/b*d2
When the line of fracture from the nearest support is greater than 20cm for the 15 cm specimen or greater than 13.3 cm for the 10 cm specimen
CE 403/1
63
OR
b
= 3P*a/b*d2
when the line of fracture from the nearest support is less than 20 cm and more than 17 cm for the 15cm specimens or less than 13.3 cm and greater than 11 cm for the 10 cm specimen. where P* = the maximum load applied L = the span of the specimen b* = the breadth of specimen d = the depth of specimen a = distance of the line of fracture from the nearest support. If a<17 or 11 cm the results are discarded. 8.3.2.2 SPLITTING TENSIION TEST : This test was developed in Brazil and hence some times referred as the Brazilian test. In this test a cylindrical specimen is kept horizontal between the loading surfaces with its axis perpendicular to the axis of loading until failure of the cylinder takes place. Due to the applied line-loading a fairly uniform tensile stress is induced over nearly the thirds of the loaded diameter. Fig.8.2. gives the test specimen and the stress pattern in cylinder.
CE 403/1
64
Fig.8.2(b) Distribution of horizontal stress in a cylinder The magnitude of the tensile stress is given by 2P/ DL Where P is the applied load and D and L are the diameter and length of the cylinder respectively. The test also can be performed on cubes by splitting either (i) along its middle, parallel to the edges by applying two opposite compressive forces through 15 mm square bars of sufficient length or(2) along one of the diagonal planes by applying compressive forces along two opposite edges as shown in fig 8.3.
CE 403/1
65
In the case of side splitting of the cubes, the tensile stress is given as 0.642P/S2 and in diagonal splitting it is given as 0.5187P/S2 where P is the load at failure and S is the side of the cube. The advantages of splitting test for determining the tensile strength are (1) (2) (3) 8.4 The test is simple to perform and gives more uniform results than tension test. Strength determined in the splitting test is believed to be more closer to the true tensile strength of concrete, than that given by the modulus of rupture test. The same type of moulds and the same testing machine can be used for both compression and tension tests. FACTORS AFFECTING STRENGTH :
8.4.1 END RESTRAINT : Due to the compressive load applied, the concrete undergoes a lateral expansion and the steel plates (between which the specimen is tested) do not undergo lateral expansion to the same extent as that of concrete as the lateral strain in steel platens is about 40 per cent of that of concrete. This restrains the lateral expansion of the concrete at ends which depends upon the friction between the specimen and platens. If friction is eliminated by applying wax, grease etc., the specimen exhibits a larger lateral expansion and splits along its full length. Due to the restraint, it is observed that there will be a relatively undamaged cone of height equal to 3/2 times the lateral dimension of the specimen. If specimens are longer than 1.7 times of the least lateral dimension, they will be free from the restraining effect, otherwise they show a higher strength as shown in Fig 8.4. 8.4.2. HEIGHT/DIAMETER RATIO : Generally, keeping the end-restrainment, the height to the diameter ratio is kept as 2. But in practice it is not possible to always maintain the height to the diameter ratio as 2, and if it is less than two a correction factor can be applied depending upon the height to the diameter ratio as per IS:516-1959 and as shown in Fig. 8.5. However Murdock and Keslar stated that the
CE 403/1
66
correction factor is not constant but depends upon the strength of concrete and have given curves for correction factor for different strengths of concrete.
8.4.3 RATE OF APPLICATION OF LOAD : The rate of application of load has a considerable effect on the strength of concrete; the lower the rate of application of the load, the lower will be the strength recorded. This is probably due to the increase in the strain with time due to creep and when the limiting strain is reached, failure takes place largely independent of the value of the stress applied. The increase in the strength with more rapid loading is proportionately greater in leaner mixes. For test results to be comparable, stress has to be applied at a standardized rate.
8.4.4 SIZE OF THE SPECIMEN :
CE 403/1
67
Since concrete is composed of elements of variable strength, the larger the volume of concrete subjected to stress the more likely it is to fail at a lower strength. Since the influence of the size on strength depends on the standard deviation of strength, it follows that the size effects are smaller, the greater the homogeneity of concrete. However the size effect disappears beyond a certain size of the specimen. According to the Bureau of Reclamation, the strength curve becomes parallel to the size axis at 457 mm diameter of cylinder as shown in Fig.8.6.. Investigations have shown that decrease in strength with an increase in the size of the specimen is less pronounced in lean mixes than in rich ones with the range of sizes of specimens normally used, the effect of size on strength is not large, but is significant and should not be ignored in work of high accuracy or research.
8.4.5 SPECIMEN SIZE AND AGGREGATE SIZE : It is clear that the test specimen has to be appreciably larger than the size of the aggregate particles in the concrete. Different recommendations are given for the ratio of minimum dimension of the test specimen to the maximum size of aggregate; for instance, IS :1881-1970 prescribes a test cube not smaller than 100mm when 25mm aggregate is used in a ratio of 4. The ASTM standards limit the diameter of cylinder to the maximum aggregate size to 3 and the US Bureau of Reclamation to 4. A value between 3 and 4 is generally accepted as satisfactory. The other factors that influence the strength include moisture conditions during the test, planeness of surface etc. 8.5 STRESS STRAIN CURVE FOR CONCRETE : The concrete exhibits very peculiar rheological behavior because of being heterogeneous multi-phase material whose behavior is influenced by the elastic properties and morphology of the gel structure. Fig. 8.7 shows a typical stress diagram for a concrete specimen loaded and unloaded in compression or tension
CE 403/1
68
Fig.8.7 Stress strain curve for concrete The modulus of elasticity determined from the actual loading is called the static modulus of elasticity. Even under short term loading concrete does not exhibit an elastic behavior. However upto10-15% of the ultimate strength of concrete, the stress - strain graph is not very much curved., for higher stresses the stress-strain relation is curved. In view of this behavior the stress-strain relationship and the modulus of elasticity of concrete is defined in a some what arbitrary manner. The modulus of elasticity is designated in various ways as illustrated in the stress-strain curve in Fig.8.7 (a) (b) (c) (d) Initial Tangent Modulus: The modulus computed from the tangent drawn at the origin of the curve. Tangent Modulus: The modulus computed from the tangent drawn at any point on the curve . Chord Modulus: The modulus computed from a line drawn joining two points on the curve. Secant Modulus: Modulus found from a line joining the origin and any point on the curve.
The modulus of elasticity most commonly used in practice is the secant modulus. There is no standard method of determining the secant modulus. Some times it is measured from stresses ranging from 3 to 14N/mm2 and some times the secant is drawn to points representing stress levels of15, 25,33 or 50 percent of the ultimate strength. Since the value of the secant modulus decreases with an increase in the stress, the stress at which the secant modulus has been found should always be mentioned. 8.6 SUMMARY : The strength of concrete and stress-strain behavior assumes a greater importance as they give overall picture of concrete. The compressive strength can be found on 150x150x150 mm cubes and 150mm diameter x 300 mm long cylinders, testing them upto failure. The tensile strength of concrete can be found by conducting flexure test by applying two-point loading on beam specimens or by splitting-tension tests. The strength of concrete is influenced by some factors like the end restraint of the specimen, height to diameter ratio, rate of application of loading, size of specimen, aggregate size, moisture content at the time of test, planeness of surface under test etc. The stress-strain curve is curved and even at 10-15 per cent stress level is
CE 403/1
69
not perfectly straight. This is because of concrete being heterogeneous and multi-phase material. There are four static modulus of elasticity called the initial-tangent moidului, tangent modulus, chord modulus and secant modulus of which the secant modulus of elasticity is commonly used. 8.7 (1) (2) (3) SELF ASSESSMENT QUESTIONS : Expalain how are the compressive and tensile strengths of concrete are determined? What are the various factors influencing the strength of concrete? Explain. Draw the stress strain curve and describe how the static modulus of elasticity of concrete is determined. UNIT : 9 VARIATION OF TEST RESULTS 9.1 9.2 9.3 9.4 9.5 9.6 9.7 9.8 9.9 9.10 9.1 Aim Introduction Distribution of test-results Mean strength Standard deviation Coefficient of variation Application of standard deviation and coefficient of variation Acceptance criteria Summary Self-assessment questions AIM :
To discuss the variation and distribution of test results, standard deviation coefficient of variation and acceptance criteria as per the Indian Standards. 9.2 INTRODUCTION : Concrete is generally produced in batches at site with the locally available materials of variable characteristics. This results in variation of strength from batch to batch and also with in the batch. The magnitude of variation depends on several factors, such as variation in the quality of the constituent material, variation in the mix proportions due to batching process, variation in the mixing time, mixing equipment available, quality of workmanship and supervision in the field etc. It is very difficult to assess the strength of the final product, unless we adopt some sample tests. Probability based guidelines or specifications are laid down to ensure that concrete attains its desired properties. The specifications allow certain limits of variability between the individual samples. The aim of quality control is to limit the variability as much as practicable. The acceptance criteria are based on the statistical evaluation of the test result of samples taken at random during execution. By devising a proper sampling plan, it is possible to ensure a certain quality at a specified risk. The sampling criteria is specified in IS: 456-1978. This provides a scientific basic of acceptance as required by the design requirements for construction. 9.3 DISTRIBUTION OF TEST RESULTS : The compressive-strength test results of cubes from random sampling of mix, exhibit variation, which are inherent. If a number of cube test results are plotted on a histogram, the results are found to follow a bell-shaped curve known as "Normal or Gaussian distribution curve". The results are said to follow a normal distribution curve if they are equally spaced
CE 403/1
70
about the mean value. The normal distribution curve can be used to ascertain the variation of strength from the mean. The area beneath the curve represents the total number of test-results. However some divergence from the smooth curve can be expected, if the number of results are small. Fig 9.1 gives the normal distribution of compressive strength results. Curve A gives better quality control than curve B, although the mixes have the same average strength since the distribution of strengths from mean values is small in the curve A. The normal distribution curve can be defined by two parameters namely the mean strength, and the standard deviation. The mean strength means the arithmetic average of results available and the standard deviation measure the spread of result.
9.4
MEAN STRENGTH : This is the average strength obtained by dividing the sum of the strengths of all specimens.
x n x = mean strength x = Sum of the strengths of cubes n = number of cubes x=
STANDARD DEVIATION : The root mean square of deviation of the whole consignment from the mean is termed as the standard deviation. IS: 456-1978 stipulates the following for determination of the standard deviation. 9.5.1 STANDARD DEVIATION BASED ON TEST RESULTS :
9.5
CE 403/1
71
a)
Number of test results: The total number of test results required to constitute an acceptance record for calculation of standard deviation shall not be less than 30. Attempts should be made to obtain the 30 test results, as early as possible when a mix is used for the first time. b) Standard deviation brought upto date: The calculation of standard deviation shall be brought up to date after every change of mix design and atleast once a month. 9.5.2 DETERMINATION OF THE STANDARD DEVIATION : a) Concrete of each grade shall be analysed seporately to determine its standard deviation.
2
b)
The standard deviation of concrete of a given grade shall be calculated as S = where
n 1
= Deviatioin of the individual test results from the average strength of n samples.
n = number of sample test results c) When significant changes are made in the production of concrete batches ( for example changes in the materials used, mixdesign, equipment or technical control), the standard deviation value shall be separately calculated for such batches of concrete.
Where sufficient test results for a particular grade are not available, the values of standard deviation given in table 9.2. may be assumed 9.6 COEFFICIENT OF VARIATION :
This is an alternate way of expressing variation of results. The non dimensional measure of variation is obtained by dividing the standard deviation by the mean and can be expressed as V = S/ x x 100 where V = coefficient of variation. With constant coefficient of variation, the standard deviation increases with strength and is larger for high strength concrete. The standard deviations and the different coefficients of variations for different types of controls, according to Himsworth, is given in the table 9.1 Table 9.1 Type of control Standard deviation Coefficient of variation Excellent 2.8 5 very good 3.5 12 good 4.2 15 fair 5.6 18 poor uncontrolled 7.0 20 8.4 25
Table 9.2 Standard deviation for different grades of concrete (IS: 456-1978)
CE 403/1
72
Grade of Concrete
M10 M15 3.5
M20 4.6
M25 5.3
M30 6.0
M35 6.3
M40 6.6
Assumed standard deviation 2.3
Table 9.3 probability factor for various tolerances: Percentage of values below the characteristic strength Probability factory(k) 0 16 10 5 2.5 1.0 0.5 0
1.0
1.28
1.65
1.96
2.33
2.58
0 OF
9.7 APPLICATION OIF STANDARD VARIATION
DEVIATION AND COEFFICIENT
The standard deviation and coefficient of variation are useful in the design of a concrete mix. There is always a possibility that some results may fall below the specified strength. Recognising this, IS: 456-1978 has brought in, the concept of characteristic mean strength, which indicates the value of strength of material below which not more than 5 per cent of test results are expected to fall. In concrete mix design, the target mean strength which is more than the characteristic mean strength is to be aimed to maintain the quality of concrete by complying with the requirements of specifications. Target mean strength can be calculated as follows.
t
ck +
kS
where t = target mean strength
ck
= characteristic mean strength
k = probability factor from table 9.3 S = standard deviation from table 9.1 If a concrete of 20N/mm2has to be designed assuming 5 percent of values fall below characteristic mean strength, from tables 9.2 and 9.3 the value of k and S are 1.65 and 4.6. Then the target mean strength for which the mix has to be designed is t = 20 + 1.65x4.6 = 27.59 N/mm2 9.8 ACCEPTANCE CRITERIA : After sampling and testing, IS:456-1978 stipulates the acceptancecriteria, and the concretre shall be deememd to satisfy the strength requirements provided the following specifications are satisfied.
9.8.1 THE CONCRETE SHALL BE DEEMED TO COMPLY WITH THE STRENGTH REQUIREMENTS IF : a) every sample has a test-strength not less than then characteristic value; or
CE 403/1
73
b) (1) (2)
the strength of one or more samples though less than the characteristic value ,is in each case not less than the greater of: The characteristic strength minus1.35 times the standard deviation; and 0.80 times the characteristic strength; and the average strength of all the samples is not less than the characteristic strength plus [1.65 -
165 . ] times the standard deviation. number of samples
9.8.2 THE CONCRETE SHALL BE DEEMED NOT TO COMPLY WITH THE STRENGTH REQUIREMENTS IF :
(a) (1) (2) (b)
the strengthiof any sample is less than the greater of : the characteristic strength minus 1.35 times the standard deviation; and 0.8 times the characteristic strength; or the average strength of all the sample is less than the characteristic strength plus times line standard deviation. [1.65 3 ] times the standard deviation number of samples
9.8.3 Concrete which does not meet the strength requirements as specified in 9.8.1 but has a strength greater than that required by 9.8.2 may, at the discretion of the designer, be accepted as being structurally adequate without further testing 9.8.4 If the concrete is deemed not to comply pursuant to 9.8.2, the structural adequacy of the parts affected shall be investigated and any consequential action shall be taken.
9.9 SUMMARY
Concrete is generally produced in batches at site with locally available materials of variable characteristics. The magnitude of variation depends upon several factors such as quality of materials, variation in mix proportions, mixing time, available equipment etc. Probability based guide-lines are laid down to ensure that the variation is within certain limits. The test samples are collected at random from the site as per the sampling criteria as given in IS:4561978 and tested for strength. If the distribution test results are plotted on a histogram, a bell shapes curve known as normal distribution curve results. The normal distribution curve can be defined by the parameters, mean strength and standard deviation. Mean strength is the average strength of available samples and the root mean square of deviation of the whole consignment from mean is termed as standard deviation. The variation of test result can also be expressed by the coefficient of variation. The standard deviation and coefficient of variation are useful in concrete mix design. There is always the possibility of some results falling below the specified strength. IS:4561978 has brought the concept of characteristic mean strength which means the strength below which not more than 5 per cent of results are expected to fall and target mean strength which is given as (Characteristic mean strength + probability factor x standard deviation) The mixes are designed for the target mean strength. After sampling and testing IS:456-1978 stipulates acceptance criteria that the concrete has to satisfy.
CE 403/1
74
9.10 SELF ASSESSMENT QUESTIONS : (1) (2) (3) Briefly discuss distribution of test results; mean strength; standard deviation, and the coefficient of variation. Discuss how the standard deviation is useful in the design of concrete mixes. In a construction work concrete with characteristic mean strength of 20N/mm2 is to be used. When concrete cubes were tested after sampling, at 28days the following results were obtained, (N/mm2). Each result is average of three specimens. 25,26.7, 29, 28.6 26.5 18.2, 20.2, 17.6 Discuss the acceptance of the results.
Você também pode gostar
- Research Project Proposal FormatDocumento5 páginasResearch Project Proposal FormatshoaibAinda não há avaliações
- Structural AnalysisDocumento256 páginasStructural AnalysisDong-Yong KimAinda não há avaliações
- Transportation EngineeringDocumento312 páginasTransportation EngineeringCourtney Ward75% (4)
- Fluid Mechanics and Hydraulic MachineryDocumento260 páginasFluid Mechanics and Hydraulic MachineryCourtney Ward100% (4)
- SurveyingDocumento215 páginasSurveyingCourtney Ward50% (2)
- Telugu Mp3 Lyrics Vande Mataram The National Song of IndiaDocumento1 páginaTelugu Mp3 Lyrics Vande Mataram The National Song of IndiaCourtney WardAinda não há avaliações
- Geotechnical Engineering LabDocumento56 páginasGeotechnical Engineering LabCourtney Ward100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- L-Arginine HCL - Kyowa Shangai MSDSDocumento3 páginasL-Arginine HCL - Kyowa Shangai MSDSМарина ПостернакAinda não há avaliações
- Marine Engine Brochure 4.4TGMDocumento2 páginasMarine Engine Brochure 4.4TGMinfraAinda não há avaliações
- Industrial Explosion Protection InstituteDocumento4 páginasIndustrial Explosion Protection InstituteKhoirul WaladAinda não há avaliações
- Auto DockDocumento13 páginasAuto DockKarthick YuvrajAinda não há avaliações
- Proteins Amino Acids: Frederick A. Bettelheim William H. Brown Mary K. Campbell Shawn O. FarrellDocumento12 páginasProteins Amino Acids: Frederick A. Bettelheim William H. Brown Mary K. Campbell Shawn O. FarrellAdelaTeresaAinda não há avaliações
- Oms 420 User Manual Analizor OxigenDocumento81 páginasOms 420 User Manual Analizor OxigenMunteanu Simona100% (1)
- Osaka 2018 PDFDocumento148 páginasOsaka 2018 PDFcmc261185Ainda não há avaliações
- COLORBONDUltra ACTIVATETDS200706Documento4 páginasCOLORBONDUltra ACTIVATETDS200706Ramiro RivasAinda não há avaliações
- BeautyCare Maintain ToolsDocumento11 páginasBeautyCare Maintain Toolsmichelle layugAinda não há avaliações
- Phytochemical Analysis of WeedsDocumento4 páginasPhytochemical Analysis of WeedsvishcrimeAinda não há avaliações
- Lab09 Catechol OxidaseDocumento9 páginasLab09 Catechol Oxidaseastromaze10Ainda não há avaliações
- Ball ValvesDocumento112 páginasBall ValvesAlexjohn2009Ainda não há avaliações
- BKC Sigma Phr1681 SdsDocumento6 páginasBKC Sigma Phr1681 SdsNitinPrachiJainAinda não há avaliações
- Real-Time Cure Monitoring of Unsaturated Polyester Resin From Ultra-Violet CuringDocumento11 páginasReal-Time Cure Monitoring of Unsaturated Polyester Resin From Ultra-Violet CuringDanielApazaAinda não há avaliações
- Acceptance of Materials in Contact With Drinking Water: Belgian Federation For The Water SectorDocumento24 páginasAcceptance of Materials in Contact With Drinking Water: Belgian Federation For The Water SectorJagdish PatelAinda não há avaliações
- Corrugated Single Wall PCPP BrochureDocumento1 páginaCorrugated Single Wall PCPP BrochurebcsmurthyAinda não há avaliações
- Oil Analysis Report: Test DetailsDocumento1 páginaOil Analysis Report: Test DetailsAhmad HisyamAinda não há avaliações
- Vjet Sprey NozzleDocumento9 páginasVjet Sprey Nozzleleosac6Ainda não há avaliações
- Construction Site Safety Inspection Checklist FormDocumento6 páginasConstruction Site Safety Inspection Checklist FormDarryl VeranoAinda não há avaliações
- OPerating MANUALDocumento149 páginasOPerating MANUALnobodymagdesignAinda não há avaliações
- PDS Uracron CS113 S1G-60 Vs 1.1Documento1 páginaPDS Uracron CS113 S1G-60 Vs 1.1DJOUHRIAinda não há avaliações
- The Ultimate Guide To 3D Printed JewelryDocumento69 páginasThe Ultimate Guide To 3D Printed JewelryjpAinda não há avaliações
- 20141008131049chapter 7cDocumento52 páginas20141008131049chapter 7cbatraz79Ainda não há avaliações
- Colonial ZF SeriesDocumento2 páginasColonial ZF SeriesmndmattAinda não há avaliações
- Biology B2 QDocumento292 páginasBiology B2 Qadil_hgsAinda não há avaliações
- A Presentation On: Presented byDocumento67 páginasA Presentation On: Presented byOlufemi KolawoleAinda não há avaliações
- Learning From The Past? Fatigue Failures in Engineered SystemsDocumento79 páginasLearning From The Past? Fatigue Failures in Engineered SystemsSabino LaraAinda não há avaliações
- Phase Test Paper FiitjeeDocumento34 páginasPhase Test Paper FiitjeeAshwani Pandey100% (2)
- Solution Jeemain - GuruDocumento29 páginasSolution Jeemain - GuruPankaj SharmaAinda não há avaliações
- Density Meter For The DMA 4200 M Petroleum IndustryDocumento8 páginasDensity Meter For The DMA 4200 M Petroleum IndustrymodsimcaAinda não há avaliações