Escolar Documentos
Profissional Documentos
Cultura Documentos
Pam Ec 50 SP 001 4
Enviado por
Claudio TapiaDescrição original:
Título original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Pam Ec 50 SP 001 4
Enviado por
Claudio TapiaDireitos autorais:
Formatos disponíveis
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 2 de 45
ESPECIF FICACION N DE RECU UBRIMIEN NTOS
ODUCCION... ..................... ..................... ..................... ..................... ..............................................3 1. INTRO 2. ALCA ANCE,TRMIN NOSYDEFINIC CIONES .......... ..................... ..................... ..............................................3 2.1. 2.2. 2.3. A ALCANCE............................ ...................... ............................................................................................3 T TRMINOSYDEFINICIONES D S..................... ............................................................................................3 N NORMASDEREFERENCIA R ... ...................... ............................................................................................5
3. MATE ERIALESDERE ECUBRIMIENT TO................ ..................... ..................... ..............................................7 4. PREPARACIONDESUPERFICIEYAPLICACION NDELRECUBR RIMIENTO...... ..............................................7 4.1. 4.2. 4.3. 4.4. 4.5. 4.6. 4.7. 4.8. P PREPARACION NDESUPERFIC CIE................. ............................................................................................7 A APLICACIONDE D RECUBRIMIENTOS......... ..........................................................................................11 R RESPONSABIL LIDADES......... ...................... ..........................................................................................14 R REQUERIMIEN NTOSADICION NALESENLAA APLICACIONEN NFBRICA...................................................15 C CONSIDERACI IONESADICIONALESENLAA APLICACINEN E CAMPO...................................................18 R REPARACIONDERECUBRIM MIENTOSPRO OBLEMASDE APLICACION................................................20 G GALVANIZADO O................... ...................... ..........................................................................................21 C CDIGODECO OLORES......... ...................... ..........................................................................................21
5. INSPE ECCIONYPRU UEBAS........... ..................... ..................... ..................... ............................................22 5.1. 5.2. I INSPECCION........................ ...................... ..........................................................................................22 P PRUEBAS............................ ...................... ..........................................................................................22
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 3 de 45
ESPECIF FICACION N DE RECU UBRIMIEN NTOS
1. INTRO ODUCCION Esta e especificacin de Petroam mazonas EP P incluye los sistemas s par ra proteccin n de sustrato os de reas internas y externas, aprobados para aplicacin en tub beras, tanq ques y equipos, estruc cturas metlic cas, tapas de e pull box, b bend box y miscelneos. m Esta e especificaci n incluye: a) Referencia as de la es specificacin n del material de recub brimiento lq quido acepta able, incluyendo o los rangos de temperat tura. b) Guas y lim mitaciones en la selecci n y aplicaci n de los recubrimientos. . c) Requerimi ientos de exa aminacin, in nspeccin y pruebas de los recubrim ientos. d) Proteccin n para superf ficies interna as y externas s de recipientes a presin n. e) Proteccin n para oleodu uctos y tuber ra de PVC. Esta e especificacin ha sido ela aborada bajo o las recome endaciones de d NACE In ternational - The Corros sion Society , SSPC Ste eel Structure es Painting Council C y A ASTM Interna ational, y de e los repres sentantes de los fabricantes de los re ecubrimientos s aceptados por PAM.
2. ALCA ANCE, TRM MINOS Y DEF FINICIONES S 2.1. ALCAN NCE a) Se aplica en todas la as tuberas d de transport te, lneas de e flujo, tuber ras de proc ceso, tanques y equipos, es structuras me etlicas y ta apas, tanto nuevas n como o usadas, en n los que sea necesario colocar recubrim mientos internos y/o exte ernos, para p proporcionar r una proteccin n contra la co orrosin. Esta espec cificacin no se aplica a: a) Tubera au uxiliar de los sistemas de e agua potab ble, agua de e utilidad, aire e, vapor o ac ceite lubricante y combustib ble. b) Intercambiadores de calor, bom mbas, medid dores, y cualquier otro o equipo sim milar incluyendo o la tubera in nterna y las c conexiones a la tubera. c) Camisas, tubos o tubi ing utilizado en los pozo os y en las conexiones c d de la cabeza a del pozo.
2.2.
TRMIN NOS Y DEFI INICIONES A Algunos de lo os trminos ms comun nes relaciona ados con el recubrimien nto, se indica an a continuacin: 2.2.1. Ap plicador: Pers sona respon nsable de la aplicacin a de el recubrimie ento.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS 2.2.2.
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 4 de 45
C digo Aplica able: El c digo, secci in del cd digo u otro o reconocid do y ge eneralmente aceptado, estndar o prctica de e ingeniera bajo la cua al se co onstruy la tu ubera o el c ual es considerado por el e propietario o o usuario o por el ingeniero de d diseo. Incluye pe ero no limita a los es stndares NACE Int ternacional y ASME B31 . AS SME B31. Cdigo, C pub blicado por la Sociedad d Americana a de Ingeni ieros Me ecnicos (A ASME) escrit ta para el diseo d y co onstruccin de sistemas s de tub bera. Es stndar ASTM M: Abreviatu ura de American Standar rd Testing M Materials Ins spector de recubrimien nto NCI (NA ACE COATIN NG INSPEC CTOR: Pers sonal ca alificado y ce ertificado par ra realizar las funciones indicadas en n los estnd dares NA ACE. Donde e se utilice e el trmino Ins spector en esta especific cacin, se re efiere sie empre a un in nspector de revestimient to certificado o NCI. Ins spector de Calidad: C Insp pector design nado por PAM M EP para re realizar el tra abajo de e fiscalizacin n de la aplica acin del rec cubrimiento. Lo ote: Es la cantidad c de material de e recubrimie ento fabrica ado cada ve ez e ide entificado con un nmero o de lote nic co. De efecto: Una imperfeccin n de magnitud d suficiente para p garantiz zar un rechazo. Im mperfeccin: Una discon ntinuidad o una u irregularidad que s se detecta en e la ins speccin. Es stndar ISO O: Abreviatu ura de La Organizac cin Interna acional para a la Es standarizaci n. NA ACE Standar rd: Una abre eviatura del estndar e NA ACE, emitido por la Socie edad Int ternacional de d Corrosin , usada en la a industria de e petrleo y g gas. Pr ropietario: Pe etroamazona as EP (PAM EP). Co ontratista: Em mpresa respo onsable del recubrimient r o. SS SPC: Steel Structures S Pa ainting Coun ncil Su uministrador: Representa ante del Fabr ricante del material m de re ecubrimiento. . Ho oja de dato os del mate erial: (Data sheet) De escripcin de etallada de las ca aractersticas s y especifica aciones del material, m aplic cacin y rang gos de uso. MS SDS: Material Safety Da ata Sheet, que es la hoja a de segurida ad del produ ucto. BR RC:BATCH RECORD CA CARD, Hoja de d control de calidad del producto. Co oating Syst tem Tempe erature: Te emperatura mxima q que resiste e el rec cubrimiento aplicado sin llegar a dete eriorarse dur rante la oper racin del eq quipo o tubera. t Su urface Temperature (for application): : Temperatur ra mxima d de la superfic cie a la cual se pued de aplicar el recubrimient to.
2.2.3.
2.2.4. 2.2.5.
2.2.6.
2.2.7.
2.2.8.
2.2.9.
2.2.10.
2.2.11.
2.2.12. 2.2.13. 2.2.14. 2.2.15. 2.2.16.
2.2.17. 2.2.18. 2.2.19.
2.2.20.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS 2.2.21.
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 5 de 45
RA AL: Definicin de color d ado por RAL L Deuches In nstitut fur G tesicherung und Ke ennzeichnung e.V
2.3.
NORMA AS DE REFE ERENCIA ASTM TM A 123 (20 002): Especiificacin para a recubrimientos de zinc c (galvanizad do en AST calie ente por inm mersin) en pr roductos de hierro y acer ro. AST TM A 153 (2 2001): Espec cificacin par ra recubrimie entos de zin nc (inmersin n) en acce esorios de hierro y acero o. AST TM B 633 (2 2000): Espec cificacin pa ara recubrimi ientos de zin nc aplicados s por elec ctrodepsito en hierro y a acero. AST TM D 3925 (1991) Muest treo de pintura liquidas y recubrimien ntos pigmenta ados rela acionados. AST TM D 4285 (1993) Indica cin de acei ite o agua en n aire comprim imido. AST TM A-120 Especificac cin para recubrimientos s de Zinc p por inmersin n de tube era de acero o soldada y s sin costura para p usos con nvencionales s. AST TM D3363 Mtodo M estn ndar para de eterminar la dureza de p pelcula medi iante la prueba de lp piz. TM D1474 (2008) ( Mto odo estnda ar para dete erminar la d dureza medi iante AST inde entacin de recubrimiento r os orgnicos s. AST TM D 3359 (2009) Mto odos de pru ueba para la medicin d de la adhere encia med diante el uso o de cinta de prueba AST TM D4138-0 07a Prctica estndar pa ara medicin n destructiva a del espeso or de capa en seco de e recubrimien ntos protecto ores mediant te mtodo. TM D7091-05 Prctica e stndar para a medicin no n destructiv va de espeso or de AST pel cula seca de recubrimie entos no ma agnticos y no n conductiv vos aplicados en mat teriales no fe errosos. AST TM D1293 99(2005) Es stndar de medicin m de ph p del agua. AST TM D4417,S Standard test t methods fo or field measurement of s surface profi ile of blas st cleaned ste eel AST TM D2240, im mpressor Ha ardness, Duro rometer Hard dness AST TM D4414 (w wet film thickn kness measurement) AST TM D4541 Pu ull-Off Streng gth of Coatin ngs Using Po ortable Adhes sion Testers s. AST TM D4752, Solvent S Resis stance Solv vent Rubs fo or ethyl silica ate inorganic zinc prim mer AST TM D5162/D4787 (holida ay/pinhole de etection) AST TM E337 Tes st Method for r Measuring Humidity wit th a Psychro ometer.
NACE CE No. 1/SS SPC-SP 5 (20 006): Limpiez za abrasiva a metal blanc co. NAC NAC CE No. 2/SS SPC-SP 10 (2 2006): Limpie eza abrasiva a a metal cas si blanco. NAC CE No. 3/SS SPC-SP 6 (20 006): Limpiez za abrasiva comercial. c NAC CE No. 4/SS SPC-SP 7 (20 006): Limpiez za abrasiva por p barrido. NAC CE RP0287 (2002): Pr ctica recomendada para a la medici n en campo o del perf fil de anclaje de superficiies de acero o preparadas s mediante liimpieza abra asiva usando una cint ta rplica. CE SP0178 (2007): Prc cticas para diseo, d fabric cacin y aca abado super rficial NAC para a tanques y recipientes r re recubiertos para p servicio en inmersin n. NAC CE SP0181 (2006): Rec cubrimientos protectores internos apllicados en fo orma lquida para equ uipos de prod duccin petro olera.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 6 de 45
NAC CE SP0188 (2006): Pru ueba de disc continuidad (Holiday) de e recubrimie entos prot tectores nuevos en sustra ratos conductivos. NAC CE TM0384 4 (2002): M Mtodo de prueba es stndar para a deteccin n de disc continuidades s de recubriimientos inte ernos de tub bera de esp pesor de pelcula en seco s menor a 250 um (10 0 mils). NAC CE TM0186 6 (2002): M Mtodo de prueba es stndar para a deteccin n de disc continuidades s de recubriimientos inte ernos de tub bera de esp pesor de pelcula en seco s desde 250 2 a 760 um m (10 a 30 mils) m
SSPC SSP PC-AB 1 (2000): Abrasivo os minerales s y de escoria a. SSP PC-AB 2 (2004): Uso de A Abrasivo fer rroso metlico reciclado. SSP PC-AB 3 (2004): Especifiicacin abras sivos ferroso os metlicos SSP PC Gua al VIS V 1 (2002) ): Gua para la inspecci n visual de acero prepa arado med diante limpieza abrasiva. SSP PC- VIS 1 (2 2002): Estn ndar visual para p la insp peccin del a acero prepa arado med diante limpieza abrasiva (Fotografas s de Referenc cia Estndar) r). SSP PC-VIS 2 (2 2000): Mtod do Estndar para evalua ar el grado de oxidacin n de superficies de acero pintada as. PC-VIS 3 (1 1993): Estn ndar visual para p la inspeccin del a acero preparado SSP med diante limpieza manual y mecnica (F Fotografas de d Referenciia Estndar). . SSP PC- SP COM M (2000): Com mentario sob bre la prepar racin de sup perficie. SSP PC-SP 1 (2000): Limpiez za con solven nte. SSP PC-SP 2 200 00): Limpieza a mecnica manual. m SSP PC-SP 3 200 00): Limpieza a mecnica con c herramie entas. SSP PC-Guide 14 (1999): Gua para la reparac cin de imp perfecciones s en galv vanizado o acero a recubiierto con ino orgnico de zinc usando o recubrimie entos ricos en zinc org gnico. PC-SP 8: Lim mpieza con q qumicos. SSP SSP PC-SP 11 20 000): Limpiez za mecnica a metal des snudo. SSP PC-PA 1 (2000): Pintura de acero en taller, campo y mantenim miento. SSP PC-PA 2 (1996): Medici n del espeso or de pelcul la seca de piinturas utiliza ando calib bres magnt ticos. SSP PC-TU4 Mt todos de cam mpo para re ecuperacin y anlisis de sales solu ubles sobre sustratos.
ISO ISO O 8502-3 (19 993): Evalua acin de pol lvo en superficies de ac cero prepara adas para a aplicacin de pintura. ISO O 8501-3 (20 001): Grados s de prepara acin de sold dadura, arista tas y otras reas con imperfecciones superfic ciales. O 8502-6 (2006): Extracciin de conta aminantes so olubles para anlisis (M todo ISO Bres sle). ISO O 8502-5 (20 004): Medici n de clorur ros en supe erficies de ac cero prepara adas para a pintura (M todo del tub bo para detec ccin de ione es). ISO O 12944-2 Paint P and va arnishes cor rrosion prote ection of ste eel structures by prot tective paint systems. Pa art 2, Classifi ication of env vironments. ISO O 12944-5 Paint P and va arnishes cor rrosion prote ection of ste eel structures by prot tective paint systems. Pa art 5, Protecti ive Paint Sys stems ISO O 12944-6 Paint P and va arnishes cor rrosion prote ection of ste eel structures by prot tective paint systems. Pa art 6, Laborat tory Performance Test M Methods
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 7 de 45
Las con ndiciones ambientales a s y requeri rimientos de d diseo caracterizan n el ambi iente atmosfr rico corrosi ivo en toda as las insta alaciones de PAM (atm msfera ind dustrial) baj jo la catagora a C5-I very y high (ind dustrial) y a acorde a lo o expuesto o en la ISO O 12944-2. Son externam mente reas s industriale es con alta humedad y atmsfera a agresiva e internamente ambiente es con esca asa permanencia de co ondensacin n y alta pol lucin. Por tanto todos s los recubrim mientos debe en cumplir con c la categ gorizacin C5-I. C
ERIALES DE E RECUBRIM MIENTO 3. MATE Lis sta de mate eriales: Los materiales a utilizarse deben esta ar en la lista a de to de esta especificaci n. Sistemas de Recubrimient R e Ma ateriales no listados: Ex xcepto en lo o dispuesto por esta es specificacin, los ma ateriales que e no cumple en con los estndares e o especificac ciones indica adas de eben ser cal lificados me diante una peticin de aprobacin al propietar rio o us suario. Ma ateriales des sconocidos: No se deb ben usar ma ateriales de los que no o se co onozcan sus especificacio ones para el recubrimiento interno o e externo.
3.1.1.
3.1.2.
3.1.3.
4. PREPARACION DE D SUPERFICIE Y APLI CACION DE EL RECUBR RIMIENTO recubrimient P Para poder in niciar los trab bajos de prep paracin sup perficial y aplicacin del r to, el A Aplicador debe preparar r un proced dimiento escrito, el mismo que d deber estar r en co oncordancia con lo estab blecido en es sta especific cacin y apro obado por el QA/QC de PAM P E EP de la locac cin en dond de se realice en los trabajo os. E El Aplicador debe d disponer en todo m momento de e los cdigos s y estndar res aplicables en lo os trabajos a realizarse, adems de be disponer de las hojas tcnicas (T TDS - Technical and Safety Data D Data Sheet), de las hojas s de segurid dad del prod ducto (MSDS S - Material a S Sheet) y de la as hojas de control c de ca alidad del pro oducto BRC . 4.1. PREPA ARACION DE E SUPERFIC CIE E El objetivo de e realizar una a preparaci n de superficie es crear una adhesi n apropiada a del re evestimiento sobre el su ustrato. El 7 70% de falla as que ocurren en los re ecubrimiento os se deben a que e no se prep pararon ade ecuadamente e las superficies. El tiem mpo transcurrido entre la prepa aracin de la superficie y la aplicac cin del recu ubrimiento no o superar las 4 horas como mximo m o si se presenta aran zonas de oxidacin durante este e lapso, se debe d vo olver a prepa arar la super rficie hasta lo ograr la limpieza requerid da. 4.1.1. Tip pos de prep paracin de superficie La a Tabla 1, indica las especificaciones de pr reparacin d de superficie e de ac cuerdo a SSP PC, NACE, S SIS, e ISO en e orden descendente c con relacin a su efe ectividad. Cada grado m ms bajo en la lista, perm mite dejar una a mayor cant tidad de e contaminac cin en la sup perficie antes de recubrir rla.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 8 de 45
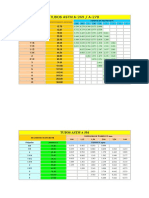
TABLA 1: Comparaci n de estnd dares de pr reparacin d de superficie e (en orden desce endente de e efectividad).
NACE #1 Metal blanco #2 Casi blanc co #3 Comercia al #4 Barrido SSPC SP 5 Metal Blanco SP 1 10 Casi blanco SP 6 Comercial Decapado cido o SP 8 D SP 11 C Con herramienta aa me etal desnudo S P 7 Barrido SP 3 Herramientas m mecnicas SP 2 Herramientas m manuales SP 1 Limpieza con solvente SIS Sa3 Sa2 S Sa2 Sa1 St3 St2 ISO 850 01 Sa3 Sa2 Sa2 Sa1 St3 St2 -
4.1.2.
ondiciones iniciales i del l acero Co La a cantidad de e tiempo, trab bajo y esfuer rzo requerido o para lograr r un determin nado gra ado de pre eparacin d de superficie depende en gran medida de las co ondiciones iniciales de la superficie a ser tratada. Au unque las co ondiciones iiniciales pue eden ser mu uy diferentes s, SSPC las s ha div vidido en cu uatro condic ciones para construcciones nuevas s basadas en e la cla asificacin por p grado de e oxidacin de SSPC-V Vis-1 y tres condiciones s de ma antenimiento o basadas e en el estnd dar grfico SSPC-Vis-3 S para superf ficies pin ntadas previa amente. Ver Tabla 2.
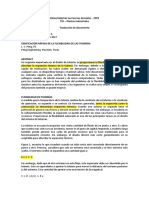
TA ABLA 2: Ins speccin de l a preparaci n de superficie
Est tndar visual pa ara acero con lim mpieza por chorro abrasivo M todo estndar de d evaluacin d del grado de ox xidacin en supe erficies de acero pintadas. Gu ua y referencias s fotogrficas p para superficies s de acero preparadas con n herramientas mecnicas y m anuales. SSPC C-VIS 1 SSPC C-VIS 2 SSPC C-VIS 3
La a condicin inicial en la q que se encu uentra la sup perficie a ser r recubierta ser reportada en ev valuada de acuerdo a a los s estndares s de la tabla a #2 y ser r n los co orrespondientes registros s de preparac cin superficial de la cont tratista.
4.1.3.
Lim mpieza con solvente La a limpieza co on solvente S SSPC-SP1 es e un mtodo o para remov ver todo el ac ceite vis sible, grasa, , tierra, ma arcas del tra azado, compuestos dell corte, y otros o co ontaminantes s solubles de e las superf ficies de ace ero. Cuando o se realiza una lim mpieza hmeda con d etergentes, se debe realizar r inm mediatamente e un en njuague sufic ciente con ag gua limpia y remover r todo os los residu uos peligroso os de cu ualquier agen nte de limpiez za o deterge entes.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 9 de 45
Se e pueden us sar limpiador res en emuls siones alcalinos aprobad dos por PAM M EP en n lugar de so olventes, siem mpre que lue ego del lavado se propor rcione un lav vado de e la superficie e con agua d dulce o vapor para retirar r los residuos s perjudiciale es. La a remocin del d agua pue ede acelerarse mediante e la aplicaci n de calor, pero adversos en en n ningn cas so este cale entamiento debe d provoc car efectos a n las pro opiedades metalrgicas m del acero o depositar d contaminantes s en la superficie. La a superficie a ser pinta ada debe estar e comple etamente se eca antes de la ap plicacin del material de r recubrimient to. Lu uego de term minar la lim mpieza con solvente s SS SPC-SP1, la a superficie ser ins speccionada a mediante el uso de una lmpara de luz u ultravioleta para de eterminar la presencia p de e restos de grasas o aceite. Ca ada una de las especif ficaciones de d limpieza con chorro abrasivo o con he erramientas requiere r rea lizar una lim mpieza con so olventes com mo una activ vidad pre eliminar. 4.1.4. Lim mpieza con chorro abra asivo (Granallado)
4.1 1.4.1. Mate erial abrasiv vo El material tipo o mineral a s ser utilizado para la limp pieza con ch horro abrasiv vo de su uperficies de e acero deb e cumplir con los siguientes reque erimientos de d la es specificacin SSPC-AB 1 : aturales) - Clase B - Grad do 2 3 Tipo I (Abrasivos m minerales na de escoria) - Clase B - Grado G 23 Tipo II (Abrasivos d
Se e permite el uso u de grana alla metlica as tipo angula ar (grit) o tipo o esfrica (shot), o una combin nacin de e llas hasta lo ograr el per rfil de ancla aje requerido o de ac cuerdo a la especificacin n SSPC-AB3 3. ajo ninguna a circunstan ncia se permitir el uso u de aren na (slice) para Ba realizar la limpieza abras siva. Lo os requerimie entos de salu ud y segurida ad sern los requeridos e en SSPC-AB B 1. 4.1 1.4.2. Perfi il de anclaje e El perfil de an nclaje obteniido despus s de la limpieza abrasiva a debe esta ar de ac cuerdo a lo in ndicado en c cada sistema de recubrim miento de est ta especificac cin. La a medicin del d perfil de anclaje se realiza mediante el uso de cinta rplica RP0287 o mediante se egn el estn ndar NACE R m el uso u de un M edidor Digita al de Pe erfil o Profilm metro de acu uerdo a la no orma ASTM D4417-B Para tanques t y re ecipientes se e realizarn tres t medicio ones del perf fil de anclaje e cada 20 m 2. En el caso de tub bera se reali izarn tres mediciones m e en no menos s del 50% de d los tubos p preparados.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 10 de 45 5
En el l caso de vlvulas no n se utiliz zar limpie eza por chorro abrasivo. Sin emb bargo, la lim mpieza y el perfil p de ancllaje obtenido o por lijado deber ser e evaluado de e manera vis sual o por ca arta compara ativa de acu uerdo a SSP PC- VIS3 . Se pedir medicin m de p perfil de manera referen ncial de la s siguiente man nera: Vlvulas menores o iguales a 4: Se realizarn tres m mediciones en e el 20% de d vlvulas p preparadas. Vlvulas mayores a 4: Se re ealizarn tres s mediciones s en cada un na de las vl lvulas prepar radas.
1.4.3. Limp pieza abrasi va a Metal Blanco B 4.1 La a limpieza abrasiva a a m metal blanco de una superficie s se er efectuad da y ev valuada seg n lo indicado o en la ltima a revisin de e la especific cacin NACE E No. 1/S SSPC-SP 5. Pa ara la evalua acin de la s superficie pre eparada a metal blanco t tambin se debe d uti ilizar el es stndar visu ual SSPC-V VIS 1. Sin embargo, ante cualq quier div vergencia, el l estndar es scrito prevale ece sobre el estndar vis sual.
4.1 1.4.4. Limp pieza abrasi va a Metal Casi C Blanco La a limpieza ab brasiva a me etal casi blanco de una superficie se efecta y ev vala se egn lo indica ado en la lt ima revisin de la especificacin NAC ACE No. 2/SS SPCSP P 10. Pa ara la evaluacin de la a superficie preparada a metal bla anco tambin n se de eber utilizar r el estnda ar visual SSP PC-VIS 1. Sin S embargo o, ante cualq quier div vergencia, el l estndar es scrito prevale ecer sobre el e estndar v visual.
4.1 1.4.5. Limp pieza abrasi va Comercial La a limpieza ab brasiva come ercial de una a superficie se s efecta y evala seg n lo ind dicado en la ltima revisi n de la esp pecificacin NACE N No. 3/S /SSPC-SP 6. . Pa ara la evalua acin de la s superficie pre eparada a lim mpieza come ercial tambi n se de ebe utilizar el e estndar visual SSP PC-VIS 1. Sin embargo , ante cualq quier div vergencia, el l estndar es scrito prevale ece sobre el estndar vis sual. 4.1 1.4.6. Barrido La a limpieza ab brasiva de ba arrido de una a superficie se s efecta y evala seg n lo ind dicado en la ltima revisi n de la esp pecificacin NACE N No. 4/S /SSPC-SP 7. . Pa ara la evaluacin de la su uperficie preparada a limpieza por ba arrido tambi n se de ebe utilizar el e estndar visual SSP PC-VIS 1. Sin embargo , ante cualq quier div vergencia, el l estndar es scrito prevale ece sobre el estndar vis sual.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS 4.1.5. Lim mpieza qum mica
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 11 de 45 5
La a limpieza qu umica de una a superficie se efecta y evala seg n lo indicad do en la ltima revisin de la esp pecificacin SSPC-SP S 8. El agente de decapado a s ser utilizado es e cido fosf frico al 10% % en peso. debe realiza An ntes de real lizar la limp pieza qumic ca de la superficie se d ar la lim mpieza media ante las espe ecificaciones s SSPC-SP 1 y SSPC-S SP 2, SP 3, SP S 6 SP S 7, segn aplique. 4.1.6. Lim mpieza con herramient tas 4.1 1.6.1. Limp pieza con he erramientas mecnicas La a limpieza co on herramien ntas mecnic cas se realiza a y evala s segn lo indic cado en n la ltima re evisin de la especificacin SSPC-SP P 3. Esta lim mpieza se realiza pre eferentemen nte luego de t terminada la a limpieza SS SPC-SP 6. Pa ara la evalua acin de la superficie preparada p con herramie entas mecn nicas tam mbin se de ebe utilizar e el estndar visual SSPC C-VIS 3. Sin n embargo, ante cu ualquier diver rgencia, el es stndar escr rito prevalece e sobre el es stndar visua al.
4.1 1.6.2. Limp pieza con he erramientas manuales La a limpieza co on herramien ntas manuale es se realiza a y evala se egn lo indic cado en n la ltima re evisin de la especificacin SSPC-SP P 2. Esta lim mpieza se realiza pre eferentemen nte luego de t terminada la a limpieza SS SPC-SP 6. Pa ara la evalua acin de la superficie preparada p con herramie entas mecn nicas tam mbin se de ebe utilizar e el estndar visual SSPC C-VIS 3. Sin n embargo, ante cu ualquier diver rgencia, el es stndar escr rito prevalece e sobre el es stndar visua al. 4.2. APLICA ACION DE RECUBRIMIE R ENTOS 4.2.1. ENERALIDA ADES GE 4.2 2.1.1. Tipo de recubrim miento Ca ada tipo de recubrimient r to tiene sus propias cara actersticas d de aplicacin n; de he echo, muchos de los recubrimien ntos tiene caracterstic cas nicas, los ma ateriales bajo esta espec cificacin es stn enumera ados en la liista de Siste emas de e Recubrimie entos. La in nformacin que q debe pr roporcionar e el fabricante e del ma aterial de rec cubrimiento a al aplicador es e la siguiente: T TABLA 3: HOJA H DE DA ATOS DEL PRODUCTO P
Nombre genrico N o del recubrimie ento U Usos y aplicaciones M Manipulacin T Temperatura de trabajo E Espesor de pelc cula por capa R Rendimiento T Tiempo de secad do C Contenido VOC V (Com puestos o orgnicos voltile es) T Tiempo de vida ecificacin de la as propiedades fsicas Espe Resi istencia qumica a Diluy yentes Tiem mpo de curado Prep paracin requerida de la superfficie Mto odos de aplicacin Inspeccin uridad Segu
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 12 de 45 5
4.2 2.1.2. Rece epcin y alm macenamien nto de mater riales Du urante la rec cepcin de lo os materiales s se debe ve erificar que lo os materiale es de rec cubrimiento se encuentr ren identifica ados por su nombre com mercial y nm mero de e lote. Se debe d registra ar la siguien nte informac cin: Nombr re del Produ ucto, Vo olumen/Peso o de cada en nvase, Canti idad de enva ases, Nmer ro de lote, Color C de el recubrimie ento y Estad do de los en nvases. En ningn n caso se debe utilizar en nvases de pl lstico para almacenar los materiale es lquidos d del recubrimi iento tal les como sus s component tes y los solv ventes de dilucin y de lim mpieza. Lo os materiales s deben alm macenarse bajo b techo, no asentad as directam mente so obre el piso o .y proteg gidos de la a humedad; ; los recip pientes de los co omponentes s lquidos d del recubrim miento debe en ser volte eados cada tres me eses para evitar la sepa aracin de sus s element tos por sedi imentacin. La en ntrega y uso o del recubr rimiento deb be realizarse e de acuerdo o al ingreso o del ma aterial, considerando que e lo primero que ingresa a a bodega e es lo primero o que se e usa. To odos los ma ateriales deb ben contar con los cer rtificados de e calidad B BRC em mitidos por el fabricant te del recubrimiento pa ara cada lo ote del mat terial rec cibido. Este certificado d debe ser recibido y aprob bado por un r representant te de PA AM EP antes s de que sea a aplicado en n una superfic cie. A Adems debe d co ontener la fec cha de elabo oracin del pr roducto 4.2 2.1.3. Com mposicin de e la partes La a mezcla del d recubrim miento se realiza r utiliz zando la to otalidad de los co omponentes que se in ncluyen en el kit. Cuando se re requiera rea alizar pre eparaciones parciales d del recubrimiento, la pro oporcin y la a medida de e los co omponentes deben hac cerse con un u lmite de medida de e 3% de e las ca antidades en volumen in ndicadas por r el Fabrican nte. Para es sto, el Aplic cador de ebe demostra ar que posee e la tcnica, herramienta as y equipos necesarios para rea alizar el cont trol de la me ezcla, por eje emplo pipetas s, medidas, b balanza, etc. 2.1.4. Agita acin de los s componen ntes 4.2 Pa ara pre mez zclar cada u no de los componentes c s del recubriimiento se debe d utilizar un me ezclador me ecnico, de preferencia accionado n neumticame ente, ha asta obtener r una mezc cla completa amente homognea ant tes de retira ar el ma aterial del co ontenedor. 4.2 2.1.5. Agita acin de la m mezcla El Aplicador debe d manipu ular, mezclar r y diluir el material m de r recubrimiento de ac cuerdo a las especificac iones del Fa abricante o directamente d e con un tc cnico ca alificado del Fabricante. La mezcla de los comp ponentes de ebe hacerse con nte, que pue eq quipos mecnicos, de pr referencia ac ccionados ne eumticamen edan ag gitar el contenido comple to del conten nedor y no permitan el in ngreso de air re en el material. Despus d e mezclar el material, ste deb be ser agi itado pe ermanenteme ente a veloc cidades baja as hasta un estado hom mogneo libre e de na atas y grumos y otras irre egularidades.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 13 de 45 5
4.2 2.1.6. Tiem mpo de induc ccin de la mezcla Se e debe revis sar la hoja t tcnica del producto p par ra determina ar si el prod ducto tie ene un tiempo o de inducci n de la mez zcla. Este tie empo debe s ser registrado o por el Aplicador. 4.2 2.1.7. Rech hazo El material de e recubrimie ento debe re echazarse cu uando se ha aya excedid do el tie empo de vid da (shelf lif fe) indicado en la hoja a tcnica de el recubrimi iento (m material caducado). Tamb bin se recha aza el mater rial del recub brimiento cua ando ex xistan daos s en el cont tenedor que e den indicio os de que el material est co ontaminado.
4.2.2.
AC CTIVIDADES S DURANTE E LA APLICA ACIN 4.2 2.2.1. Espe esor de pelc cula de recu ubrimiento a) E Espesor en hmedo: Dura ante toda la aplicacin, el e Aplicador d debe controlar el es spesor de pe elcula en h medo, para lo cual se ut tiliza el medid dor tipo peine. El co se calcula a partir de es spesor en hmedo teric el espesor en n seco dese eado, el porcentaje de slidos del recubrim miento y el porcentaje p d de dilucin de d la m mezcla. b) Espesor E en seco s : La me edicin se realiza r de acuerdo a a lo o indicado en e el numeral 5.2.4 4 de esta esp pecificacin.
4.2 2.2.2. Mto odos de Apl icacin Lo os tres mtod dos principa les son med diante: brocha, rodillo, ro ociado con aire o roc ciado sin aire e. a eleccin de el mtodo de e aplicacin depende d de las especific caciones de cada c La rec cubrimiento que est e en la Lista de Sistema as de Recu ubrimiento. Esta es specificacin recomienda a el mtodo de aplicacin n y el Aplicad dor debe hac cerlo co on la prctica a recomenda ada en la hoja a de datos del producto.
2.2.3. Cura ado 4.2 El curado de e un recub brimiento luego de su u aplicacin n, debe cum mplir es strictamente las recomen ndaciones del fabricante e. Las prue ebas destructivas se e realizan n nicamente c cuando se haya h alcanza ado el curad do completo o del rec cubrimiento. 4.2 2.2.4. Prote eccin del r recubrimiento no curad do Cu uando no se haya cons siderado pro otecciones adecuadas du urante el curado de el recubrimie ento, es re esponsabilida ad del cont tratista volv ver a aplica ar el rec cubrimiento sin costo pa ra PAM EP.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 14 de 45 5
4.2 2.2.5. Aceleracin del curado inic cial Se e puede usa ar calor para a acelerar el e curado, te eniendo cuid dado de que e no afe ecte adversa amente al su ustrato o al recubrimiento r o. El calenta amiento utiliz zado pa ara acelerar el curado no o debe exced der los 140F (60C), o llo que indiqu ue el fab bricante. La as hojas de e datos de cada material de los sistemas d de recubrimi iento de secado y curado; el Aplicador de escriben las condiciones c A de ebe cumplir estas e co ondiciones de e acuerdo co on esta especificacin. 4.2 2.2.6. Cond diciones Cli imticas La a aplicacin del recubrim miento y prep paracin sup perficial con granallado debe d rea alizarse sin la l presencia de lluvia, vie ento o neblin na; la humed dad relativa debe d se er mximo de e 80% y la diferencia entre la temp peratura de lla superficie y la tem mperatura del d punto de e roco debe e ser de al menos m 3C. En caso de e no cu umplirse esto os requerimie entos los tra abajos de aplicacin debe en suspende erse. Sin embargo o, para c ciertos recu ubrimientos deben co onsiderarse las rec comendaciones del fabri cante.
4.3.
RESPO ONSABILIDA ADES 4.3.1. Co ontratista
El inspector r representan nte del propi etario, debe disponer de e ingreso libr re todo el tie empo mientras se e trabaja en el contrato que est realizando el Aplicador, A d urante todos s los procesos de d aplicaci n referidos s a prepa aracin de superficie, aplicacin del recubrimiento y pruebas s de control d de calidad. Se debe re ealizar una reunin pre evia al inicio del trabajo de recub brimiento. Esta conferencia debe incluir r a represent tantes del pr ropietario, re epresentantes tista, s del contrat inspector NC CI (si es solicitado por ell propietario) ), fabricante del d recubrim miento y aplic cador del recubrim miento. Entr re los repres sentantes de el aplicador del d recubrim iento debe estar e su supervis sor de cont trol de calid dad y personal del taller que es st directam mente relacionado con la aplica acin del rec cubrimiento. Esta especificacin se debe d revisar r junto con lo os dems es stndares y especificacio ones relacionadas Cualqu s en la reu unin previa a al inicio de trabajos. uier diferenc cia o malentendid do sobre cua alquier punto pertinente a los estnda ares se debe resolver en esta reunin. El Control y Aseguram miento de Ca alidad (QA) es respons sabilidad de PAM EP y las empresas contratistas. c Deben aseg gurar que esta e especificacin se c cumpla y qu ue el recubrimiento cumpla co on los Data S Sheet respec ctivos. 4.3.2. plicador del recubrimie nto Ap
Bajo todas las l regulacio ones aplicab les, el aplica ador del recu ubrimiento es s el respons sable por la seguridad del personal duran nte el manejo, aplicacin n y eliminaciin de desec chos del recubrim ctualizados de cada co miento. Lo os MSDS ac omponente del sistema a de es para todo recubrimiento deben est tar disponible o el personal que utiliza e estos materia ales, y se debe te ener una cop pia en el arch hivo.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 15 de 45 5
El aplicador del recubr rimiento deb be enviar lo os formatos de inspecciin llenos a las autoridades contratantes s y tener una a copia en el e archivo por un ao o p por el perodo de garanta, cualquiera que e sea mayor. El aplicador r debe solicit tar asistenciia tcnica al fabricante del d recubrim miento cuando no tenga exper riencia o no est e familiari zado con el sistema de recubrimiento r o. El aplicador r debe inform mar tanto a llos represen ntantes del contratista c y al fabricante e del recubrimiento cuando se s presente un problem ma de aplica acin que p pueda afecta ar la calidad del acabado a del sistema de r recubrimient to. Antes de la reparacin del recubrim miento, el co ontratista deb be solicitar la a aprobacin de los procedim mientos de re eparacin al propietario.
4.3.3.
Su uministrador
solicitada po Proveer asistencia tcn nica cuando existan pro oblemas de aplicacin, s or el propietario, contratista y/o y por el apliicador del recubrimiento. Enviar los MSDS M (cons sistentes con n las regulac ciones actua ales) para ca ada compon nente del sistema de recubrim miento y las iinstrucciones s de aplicacin actualiza adas al aplic cador antes de inic ciar los traba ajos de aplica acin. El fabricant te del recub brimiento de ebe informa ar a las aut toridades co ontratantes y al aplicador sobre cualqu uier cambio significativo o en el rec cubrimiento, tales como la formulacin, control de calidad c y sum ministro. Los represe entantes tc cnicos del fa abricante de el recubrimie ento deben participar en e la reunin prev via al inicio de d trabajaos cuando se le es haya comunicado opo ortunamente. .
4.3.4.
Mu uestreo de lote
Es un derec cho del Aplicador y/o Pro opietario obte ener una muestra del lote e del materia al de recubrimiento antes o durante la ap plicacin, con n el propsito o de verifica ar la conform midad con la espe ecificacin de el material m mediante la aplicacin de pruebas d destructivas y no destructivas s.
4.4.
RICA REQUE ERIMIENTOS S ADICIONA ALES EN LA A APLICACIO ON EN FBR
El sist tema de recu ubrimiento y las superfic cies que ser n recubierta as debern e estar claram mente especificados en los docum mentos cont tractuales (orden de compra c o documentos s de ingeniera).
4.4.1.
Ev valuacin de e la limpieza a
brasiva, la su Despus de e completar la a limpieza ab uperficie deb be quedar lim mpia sin resid duos de material de limpieza o de mater riales extrao os. La evalu uacin se rea alizar medi iante ISO 8502-3. .
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS 4.4.2. Da aos a la pin ntura de fb brica
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 16 de 45 5
Los daos provocados a la pintura a aplicada en e fbrica, re esultantes d e la fabricac cin, manipuleo y almacenam miento sern reparados antes a de que e el equipo d deje la planta. Si el recubrim miento aplica ado en fbr rica es da ado durant te el transp porte, desca arga, manipuleo en campo o fabricaci n, deber ser s reparado o antes de que inicien n las operaciones s de pintura en e campo. 4.4.3. Su uperficies si in aplicacin n de recubr rimiento
Se debe de eterminar, en n la reunin d de arranque e, las superficies o los co omponentes que s de inspecc no sern re ecubiertas (in ncluidos, per ro no limitad dos a: tapas de boquillas cin, vlvulas de salida, venteos, tuerca as recubierta as, esprragos recubiert tos, etc.), de eben removerse o protegerse previamente e a la limpiez za abrasiva, qumica o po or herramien ntas. 4.4.4. Re equerimientos para sold dadura
Si el recubrimiento es perjudicial p pa ara los soldadores o puede afectar a las operacio ones de soldadur ra de los ltim mos pases, s se dejar sin n pintar 100 mm m alrededo or de las re eas a ser soldada as, excepto cuando se u use inorgnico de zinc, el cual pue ede ser aplic cado hasta 25 mm m alrededor. La preparac cin superfic cial y la aplic cacin del re ecubrimiento o de la solda adura y del rea dentro de lo os 100 mm se ern las mism mas que par ra el resto de e la superficie e. 4.4.1. Soldadura interi ior 4.4 a. Todas las soldaduras iinteriores deben ser cont tinuas. b. Todas las soldaduras interiores deben ser lisas, pero no necesariam mente sin el refuerzo. Cuand do sea necesario, el mtodo de corr reccin prefe erido es por esm merilado. Se e deben repa arar todas la as puntas afiiladas, esquinas, rebabas y superficies irregulares que q por su ta amao podr ran interferir r con miento. No o se acepta otro materia al de la aplicacin continua del recubrim relleno que e no sea el m metal de sold dadura. c. Cualquier laminacin, soldaduras con falta de fusin, caviidades, crte eres, o defectos de fabric cacin en la l superficie e encontrad dos durante las operacione es de limpiieza se deb ben reparar r y volver a limpiar si s es necesario.
d. Grado de preparacin p P3 segn IS SO 8501-3.
4.4 4.4.2. Soldadura exter rior a. Todas las soldaduras e externas deb ben ser continuas. b. Todas las soldaduras externas de eben ser lisa as, pero no necesariam mente sin refuerz zo de la so ldadura. Si es necesario, el mtod do de correc ccin recomenda ado es el esmerilado. Aristas viv vas, rebaba as y superf ficies irregulares s significante es que pue edan afectar la aplicaci n continua a del recubrimie ento deben s ser removida as. No se ac ceptan relleno os, que no sean s del metal de d soldadura a.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS c.
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 17 de 45 5
Toda gras sa, sucieda ad, xido y recubrimientos existen ntes deben ser removidos s mediante la a limpieza SSPCS SP1, SP-2 o SP-3, de acuerdo a los proced dimientos rec comendados s de los fabr ricantes de llos accesorios o vlvulas. Se S debe te ener cuidado os en la op peracin de limpieza de e tal manera qu ue materiale es extraos no n ingresen al interior d de las vlvulas o instrument tos.
d. Cualquier laminaci n, refuerzo de soldadura, picadu uras, crtere es o defectos de d laminaci n en la pla aca que aparezcan por la operacin n de limpieza de eben ser rep parados. e. Grado de preparacin P2 segn IS p SO 8501-3.
4.4.5.
S Shop primer rs
Estas pintur ras pueden ser s utilizadas s. La marca y el tipo genrico deber rn ser envia ados al propietario para su aprobacin a p previa. Los shop primer rs se usan especficam mente para proteg ger la prepa aracin del sustrato de e la oxidac cin tempran na y as poder transportar los l elemento os a otros sit ios. Al final deben d remov verse con m todos abras sivos para la aplic cacin final del d sistema d definitivo a no n ser que el e shop prim er sea parte e del sistema de recubrimien nto. Se deb e tomar en cuenta que e los shop primers, en n su mayora, tienen tiempos s de repinte m muy cortos.
4.4.6.
V lvulas y Ac ccesorios La as pruebas de d producci n aplicables e identificad das en la tab bla 4 pueden n ser he echas en los s accesorios y vlvulas con c el reves stimiento cur rado, solo co on el pro opsito de Control C de C Calidad. Toda as las prueba as que estn n descritas en e la se eccin 5 no deben empe ezar hasta que q las supe erficies sean n preparadas de ac cuerdo al sist tema de recu ubrimiento # 14. oda grasa o aceite deb be ser remo ovido. Limpiadores de tipo emulsi n o To lim mpiadores de e vapor pue eden tambin ser usado os. Despus s de la limpieza, tod das las sup perficies deb ben ser enju uagadas con n agua limpiia para rem mover tod dos los resid duos perjud iciales. Mto odos alterna ativos para r remover grasa o ac ceite son pe ermitidos de acuerdo co on el fabrica ante del rec cubrimiento y el ins spector de PAM P asignado o
4.4.7.
Ap plicacin de el recubrimie ento , espesor y color La a capa de rec cubrimiento aplicada deb be ser unifor rme en brillo, c y debe d estar li ibre de irreg ularidades, tales t como corrimientos, c , piel de nara anja, pin n-holes, arrugamiento y a ampollas. Pr ruebas en pr roduccin La as pruebas de producc cin se recomiendan para p un con ntrol de calidad ap propiado del sistema de r recubrimiento o de la tuber ra. La as pruebas de producciin aplicable es identificadas en la T Tabla 4 pue eden ha acerse sobre e tubera o componentes con el recubrimien nto curado para pro opsitos de control de c calidad. Esta as pruebas estn e descrit tas en la sec ccin 5.
4.4.8.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 18 de 45 5
T TABLA 4: Pruebas de re ecubrimiento os
-P Prueba de picad duras (pinhole) -Prueba a de adherencia
-M Medicin de esp pesores en seco o
-Prueba a de dureza
-M Medicin de esp pesores (mtod do destructivo)
-Examin nacin visual
4.5.
CONSID DERACIONE ES ADICION NALES EN LA L APLICAC CIN EN CA AMPO 4.5.1. Ev valuacin de e la limpieza a
Ver numeral 4.4.1. 4.5.2. Lim mpieza abra asiva
No debe tra anscurrir un tiempo t mayo or a 4 horas entre la prep paracin sup perficial abrasiva, o mediante herramientas s, y la aplica acin del recu ubrimiento. La limpieza a abrasiva se permite solamente durante el da. La lim mpieza abra asiva preliminar se s permite durante la noc che, y debe ser retocada a durante el da a no ser r que se cambio la as condiciones ambienta ales del medio Se debe verificar diariam mente que e el abrasivo a ser utilizado o (nuevo o re reutilizado) no n se encuentre contaminado con aceite. El Aplicador r es el responsable de prevenir que e restos de abrasivo lle evado por el aire ingrese en equipos mec cnicos, equ uipos elctric cos, instrumentacin o e en el sistema de drenaje de la locacin en donde se r realicen los trabajos. t
4.5.3.
s sin recubr rimiento Superficies
Ver numeral 4.4.3. 4.5.4. Re equerimientos para sold dadura
Ver numera al 4.4.4. 4.5.5. Su uperficies in naccesibles
Las superfic cies o comp ponentes que e deben ser r recubiertos s y que no s sern accesibles luego del montaje m debe en ser pintad dos con el sistema de re ecubrimiento o completo antes a de realizar su s ensamble final. Las superficies de contacto debe en ser limpiadas y rec cubiertas se egn el sist tema especificado o.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS 4.5.6.
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 19 de 45 5
Re etoque de pintura aplica ada en fbri ica.
Las superficies que han sido pin ntadas en fbrica f y qu ue presente en daos en el recubrimiento deben ser r retocadas c con el mismo sistema de e pintura apl icado en fb brica. Este retoque e incluye la preparacin , limpieza y recubrimient to de conexiiones de cam mpo, soldadura, recubrimiento r o defectuoso o o daado y las reas co orrodas. 4.5.7. plicacin de el recubrimie ento. Ap
Dependiend do del sistem ma de recubriimiento a ser aplicado, antes de la ap plicacin gen neral de la capa de d pintura se debe aplic car con brocha una capa a de pintura diluida (capa de duras, arista refuerzo o fr ranja) en todas las soldad as y reas po oco accesible es. El recubrimiento recin aplicado d ebe ser pro otegido del polvo p o de otros eleme entos contaminant tes tanto com mo sea posib ble. 4.5.8. ento de elem mentos recubiertos Almacenamie
El acero que se encuen ntre almacen nado antes del d montaje se debe ma antener fuera a del contacto con n el suelo y colocado c de tal manera que q se minim mice la acum mulacin de agua, a suciedad, co ontaminacin y deterioro o del recubr rimiento. Las s superficies s recubiertas con os UV del so epxicos se e debern cubrir para evit tar su deterio oro por acci n de los rayo ol. 4.5.9. uberas emb bebidas Tu
Las tuberas s que sern embebidas e en hormign debern ser recubiertas s en una long gitud de 30 cm de d la interfac ce hormign aire con la primera cap pa de pintura a del sistema de recubrimiento especifica ado. 4.5.10. Ma anipulacin de tubera y colectores s
La tubera debe ser manipulada m d de tal mane era que se prevengan llos daos a las paredes de la tubera, a los extrem mos biselados s y al recubr rimiento. La a tubera da ada por las ope eraciones de e movimiento o debe repa ararse de acuerdo al p procedimiento o de reparacin del d revestimiento aplicad o, recomend dado por el fa abricante. 4.5.11. Se ecado
Se puede acelerar el secado de el agua med diante calor r, pero en ningn caso el calentamien nto debe afe ectar negativ vamente las s propiedade es metalrgic cas del ace ero o depositar co ontaminantes en la sup perficie. La superficie de d la tuber a debe sec carse totalmente antes a de aplicar el materiial de recubr rimiento.
4.5.12.
Ca alidad del aire comprim mido
El aire com mprimido utiliz zado durante e la limpieza a y el recubrimiento deb be estar libre e de agua condensada y de aceite. a La ve erificacin se e realizar al a iniciar la jo ornada de tra abajo mediante el uso de una tela limpia d de color blanco o una hoj ja de papel b blanco. El tes stigo de esta limp pieza deber ser incluido en el dossie er de calidad..
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS 4.5.13. Ca aras de la br ridas
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 20 de 45 5
Se deben utilizar u medio os apropiado os para evit tar que el material m de r recubrimiento o se deposite sobre las caras de las brid das (caras en contacto con c el empaq que), sean stas RF (raised face), f FF (flat face) o RTJ J (ring type joint). El material que se haya deposi itado en las caras s de las bridas en los ex xtremos de la a tubera se debe retirar inmediatam mente despus de el recubrimiento usand o un pao limpio, hum medecido c con un solv vente compatible.
4.6.
REPAR RACION DE RECUBRIM MIENTOS PROBLEMA P AS DE APLIC CACION 4.6.1. Lm mites de rep paracin El Aplicador debe d reparar r el recubrim miento defect tuoso o da ado. Si el rea tot tal a reparar r excede el 1% del total l de la superficie interna a, todo el eq quipo de ebe ser rec cubierto nue evamente. Las L pequeas reas d deben repar rarse pu untualmente de acuerdo a las recome endaciones emitidas e por NACE SP01 188. Es spesor de pe elcula El mnimo es spesor del r recubrimiento o aplicado durante d la r reparacin debe d cu umplir con la las recomen ndaciones em mitidas por NACE N SP018 88.
4.6.2.
4.6.3.
eparacin de reas peq queas Re El traslape de las repar raciones de ebe ser de 25 mm. La as reparacio ones pu untuales se pueden p hace er utilizando una u pistola de d atomizaci n manual o con bro ocha. Hu uellas y Hun ndimientos La as huellas o hundimiento os grandes en el recubrim miento deben n ser suaviza ados s de recubrir me ediante un ra aspado antes r nuevamente. El revest timiento en reas qu ue fueron inadecuadame ente prepara adas se deb be retirar po or completo y la su uperficie se debe d limpiar en forma apropiada ante es de aplicar r el recubrimi iento nu uevamente. rimiento que no est adherido s se debe re etirar El recubr co ompletamente. Ru ugosidad de e la superfic cie Se e debe dism minuir la rugo osidad del recubrimiento r o y todas la as aristas o filos vamente. viv vos del mate erial adherido o se deben alisar a antes de pintar nuev eparacin y Recubrimi ento Re Cu ualquier ope eracin como o reparacin n de recubrim miento, repa aracin de pared de e tubera, etc, e no de ebe realizarse hasta que q el rec cubrimiento este co ompletamente curado y endurecid do, de tal forma de prevenir da aos ad dicionales. Antes A de ap plicar nuevam mente el rec cubrimiento, la tubera debe d lim mpiarse comp pletamente p para retirar el e polvo y los residuos acu umulados. Pr ruebas de re eparacin Se e recomienda realizar las s pruebas in ndicadas en la tabla #4 para obtene er un ap propiado control de calida ad del sistem ma de recubrimiento del e equipo.
4.6.4.
4.6.5.
4.6.6.
4.6.7.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS 4.7. GALVA ANIZADO 4.7.1.
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 21 de 45 5
cero Estruct tural y Rejil llas (Grating g) Ac
El revestimiento por galv vanizado en caliente de estos eleme entos ser re ealizado seg n la especificaci n ASTM A-123. 4.7.2. ubera Tu
El revestimiento por gal lvanizado de e tubera se realizada se egn la espe ecificacin AS STM A-120.
4.7.3.
Ele ementos rocados
El galvaniza ado profundo o de pernos s, tuercas y arandelas y miscelneo os debe esta ar de acuerdo con n la especific cacin ASTM M A-153. El electro depsito de zinc z se usa para revest tir solo pequ ueos eleme entos de hier rro y acero roscado segn AS STM B-633. 4.7.4. Es structuras metlicas m
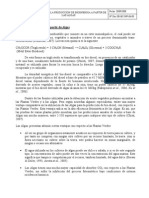
Todos los cortes, defo ormaciones por conform mado, perfor raciones de los agujero os y soldaduras deben ser r corregidos s antes de e realizar el e galvaniza ado. Todos los componente es deben ser r galvanizado os separadamente. de soldadura Los daos de d las superf ficies galvaniizadas ocasionados en la a operacin d a y/o por el manip puleo deben ser reparado os segn el mtodo desc crito en la gu ua SSPC- Guide G 14 (1999). 7.4.1. Espe esores mnim mos de galv vanizado 4.7 Sern acord de a la siguie ente tabla:
Mate erial Formas estruc cturales Lminas, herra aje, varillas Tubera Alambre Espesor de el material en mm. m < 1.6 45 micras 45 45 35 1.6 a 3.2 65 65 45 50 3.2 3 a 4.8 75 75 75 60 4.8 a 6.4 85 85 75 65 > 6.4 100 100 75 80
4.8.
CDIGO DE COLO ORES E En el procedimiento PAM M-EC-20-PRC C-018 se ha an incluido lo os colores d del recubrimi iento de acabado a ser utilizado os en los equ uipos y tubera, as como o tambin los s requerimie entos para la identif ficacin de ta anques.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS 5. INSPE ECCION Y PRUEBAS P
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 22 de 45 5
5.1.
INSPEC CCION La inspecci n aplica a las funcione es realizadas s por el prop pietario o por r el inspecto or de Calidad del propietario.
5.1.1.
Re esponsabilid dades de Ins speccin Es s responsabilidad del pro opietario, ejercida a travs de su Insp pector de Calidad ve erificar que se han com mpletado todas las exa aminaciones s y las prue ebas req queridas para asegurar que el recu ubrimiento est e de acue erdo a todos s los req querimientos s de examina acin aplicab bles de sta especificaci n y el dise o de ing geniera. erechos del Inspector De El Inspector de d Calidad d del propietar rio debe tener acceso a cualquier lugar do onde se est n realizand do trabajos relacionados r con el siste tema de tubera. Es sto incluye la manufa actura, fabri icacin, exa aminacin, y pruebas del rec cubrimiento. Tiene dere echo a audita ar cualquier examinacin n, a inspeccionar el equipo usan ndo cualquie er mtodo de e examinaci n especifica ado por el dis seo de e ingeniera, y para reviisar todas la as certificaciones y regis stros necesa arios pa ara satisface er las respo onsabilidades s del propie etario escrita as en el prrafo 5.1.1. Ca alificaciones s del Inspec ctor del fabr ricante El propietario debe desig gnar a su In nspector, y debe ser e l propietario o, un em mpleado del propietario, un empleado de la orga anizacin de ingeniera, o de un na compaa a de seguro os reconocid da o de un na compaa a autorizada a de ins speccin ac ctuando com mo agente del propieta ario. El Ins spector no ser representado por ningn e empleado de el fabricante, vendedor o comprador del rec cubrimiento. xperiencia en El Inspector del d fabricante e debe tene er mnimo 5 aos de ex e la ins speccin de e recubrimien ntos. El In nspector del fabricante debe tener una ac creditacin co omo Inspecto or de Recubrimiento NAC CE nivel 2. Cu uando se delega d la r realizacin de d la inspe eccin, el iinspector es el res sponsable por determina ar que la per rsona a quien se delega las funcione es de ins speccin est calificada p para realizar r dicha funci n.
5.1.2.
5.1.3.
5.2.
PRUEB BAS 5.2.1. Pr rueba de pH H sobre tube era desnud da para limp pieza por ch horro, decap pado o limpieza l en hmedo El agua que ti iene un pH inicial de 6.0 0 a 8.5 dete erminado con n un medido or de pH H, se vierte e en la mues stra del lote e y se recoge en una ta aza. Los lm mites ac ceptables de el pH: dentro o del 0,5 del valor inicia al del pH, y entre 6,0 y 8,5; inm mediatament te antes de l a aplicacin. Es sta prueba de el PH no es aceptable en la superficie desnuda d de la tubera a que ha a sido limpiad da mecnica amente. Refe erirse al ASTM D1293 9 99(2005).
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 23 de 45 5
La a cantidad de d medicione es a realizarse ser determinada e en la reunin n de inicio de los tra abajos.
5.2.2.
Pr rueba de eva aluacin de la limpieza de la super rficie En n la placa de prueba de ebe examina arse la conta aminacin de e solubles de d la su uperficie de acuerdo a a la s recomenda aciones del estndar ISO O 8502 ante es de la aplicacin de la pintura y los product tos relaciona ados con el re recubrimiento o. El Aplicador debe cumplir con el estn ndar ISO 8502-6:2006 P Parte 6. Desc cribir un n mtodo pa ara la extracc cin y anlis sis de los co ontaminante es solubles de d la su uperficie mediante el u uso de elem mentos flexib bles en for rma de parc ches ad dhesivos que e pueden uni rse a cualquier superficie e. La a medicin de d los conta aminantes de d la superficie debe re ealizarse baj jo el es stndar ISO 8502-5:2004 8 4 Parte 5. Es stas prueba as verifican la condici n de la superficie s e en cuanto a la co ontaminacin n de las s sales solub bles y clor ruros de a acuerdo con n la es specificacin del recubrim miento indic cada en la Lista L de Esp pecificaciones de Re ecubrimiento o. La a cantidad de d medicione es a realizarse ser determinada e en la reunin n de inicio de los tra abajos.
5.2.3.
Pr rueba de Pic caduras (Pin nhole) Se e debe aplica ar las prctic cas recomend dadas de los s estndares s NACE TM0 0384, NA ACE TM018 86 y NACE SP0188 y de acuerdo o con la hojja de datos s del pro oducto. e presin se deber in nspeccionar el 100% de d la En recipientes de ficie interna. superf En tan nques de alm macenamient to con capac cidad menor res o igual a 500 bbls se e debe inspe eccionar al 100% el reves stimiento inte erno. En tan nques de alm macenamiento con capac cidad superio ls se or a 500 bbl deber inspeccion nar el 100% % del fondo, los acceso orios y el pr rimer anillo y adiciona l todas las s juntas de soldadura de los an nillos superiores inmedia atamente al primero. bera se debe e inspeccionar el 100% de d la superfic cie interna. En tub
5.2.4.
Pr rueba de esp pesores El espesor en seco del rec cubrimiento debe d medirse e de acuerdo o con el estndar SS SPC-PA 2. Usando U un m medidor de es spesor de re ecubrimiento electrnico DFT tip po 2, se mide el recubrim miento aplica ado en toda la superficie e de la placa de a en una o ms prueba. Se re ecomienda q que la super rficie recubie erta se divida re eas grandes s. Se e debe toma ar un mnim mo de 15 medidas m indiv viduales en grupos de tres me edidas, marc car las med didas (el pro omedio de cada c grupo) y el clculo o del pro omedio de la as medicione es marcadas s.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 24 de 45 5
En n trminos simples, PA 2 recomienda usar la me edia de una serie de val lores pro omedio usad dos para det terminar si se ha alcanza ado el espes sor deseado. La dif ferencia de los dos es e el espesor del recubrimiento y debe e ser al menos 5 mi icrones (0.2 mils) mayor al espesor en e seco espe ecificado por el Comprador. Si no se puede e aplicar SSP PC-PA 2, ref ferirse al est ndar ASTM M D7091-05. 5.2.5. Pr rueba de esp pesores (En nsayo destru uctivo) Mu uchas propie edades fsica as y la aparie encia del rec cubrimiento s se ven afecta adas po or el espesor r de la pelcu ula. El espes sor puede af fectar el colo or, brillo, perf fil de la superficie, adherencia, , flexibilidad d, resistencia a al impact to y dureza a del rec cubrimiento. El ajuste de la as piezas en nsambladas despus del recubrimie nto puede verse v afe or del recub ectado cuando el espeso brimiento no est dentro de la tolerancia. Po or lo tanto, los recubrim mientos deb ben aplicarse e dentro de e cierto esp pesor m nimo y mxi imo para opt timizar su us so. Es sta prctica describe el estndar pa ara la medicin del espe esor en seco o de rec cubrimientos s en polvo a plicados a una u variedad de sustrato os. El objetivo de es sta prctica es comple ementar la medicin de e espesores s por parte del ap plicador y no es su intenc cin reemplazar a las pru uebas no des structivas. El espesor en seco del rec cubrimiento debe d medirse e de acuerdo o con el estndar AS STM D4138-07a. Medic cin de la ca apa aplicada en la super rficie de la placa p de e prueba: se e recomiend da un mnim mo de 2 mediciones m y el clculo o del pro omedio de la as medicion es marcadas. En trminos simples, , el promedio de los s valores se s utiliza pa ara determinar s se ha consegu uido el esp pesor es specificado. La diferenci a de los dos s es el espes sor del recub brimiento y debe d se er de al me enos 5 mic crones (0,2 mils) mayo or que el m mnimo esp pesor es specificado por p el compra ador. 5.2.6. Pr rueba de Ad dherencia De espus de la aplicaci n de cada a una de las l capas d del sistema a de rec cubrimiento se efectuar rn pruebas de adheren ncia segn llos mtodos s del es stndar AST TM D 3359 9. La capa de recubrimiento insp peccionada ser rec chazada cua ando se obte engan resulta ados en la es scala 0A/B 2A/B. La a prueba de Pull-Off deb be realizarse e al sistema a de recubrim miento comp pleto un na vez que la ltima cap pa haya com mpletado el curado c de ac cuerdo a la hoja tc cnica el prod ducto o seg n recomendaciones de el fabricante. La prueba ser rea alizada de acuerdo al pro ocedimiento PAM-EC-20 0-PRC-016.
5.2.7.
Pr rueba de dureza (2 das s despus de el curado) Es sta prueba debe realizars se 2 das de espus del curado solam mente en la placa p de e prueba, el resultado de e la dureza debe ser mayor al mniimo especific cado po or el comprad dor. La prue eba se realiza a de acuerdo o al estndar r ASTM D33 363 y AS STM D1474, de acuerdo o con los dat tos del produ ucto. Se deb ben realizar otros o m todos de prueba si el c comprador lo o recomiend da de acuerd do con los datos d de el producto.
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 25 de 45 5
COATIN NG SYSTEM NO 1: Pipelines & Stor rage Termin nals (Extern nal).
Storage e Tank, Com mpressor St tations, Equ uipment and d Associated Piping, W Water Skids/P Plants, Comp pressed Air r Skids.
Located in n a coastal or oth her area of seve ere atmospheric c corrosion. Stor rage tank shells s, fixed cone roo ofs, buildings, above ground pip ping, pipe racks s, com mpressors equip pment, process vessel exteriors s, structural stee el, stairs, ladder rs and handrails. 250 F (120 C) con ntinuous 125 5 F (52 C) max x.
o o o o
Applicati ions Coating System Tempera ature Surface Temperature e (for napplica ation)
302 F (15 50 C) continuou us 122 F (50 0 C) max.
o o
Substrat tes & Surface e Preparation: New (Sev vere) Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
8.0 12 mils; (200 0-300 m) 7.5 11.9 9 mils; (188 - 29 98 m) Emp ploy adequate m methods to remove dirt, dust, oil o and other con ntaminants that could interference w with adhesion of o coating, in acc cordance with S SSPC-SP1. SSP PC-SP 10 1.0 2.0 mils; (25-5 50 m) SSP PC-VIS 1 & VIS 3 SSPC-SP P10 1.0-3.0 mils; (25-75 m) SSPC-VIS S 1 & VIS 3
Carbozinc 11 & 11 FG
Inor rganic Zinc 2.0 3.0 mils; (50-75 m) Grey 0700 Thin nner #33 Con nventional Spray y, Airless Spray y& Brus sh
Sigmafa ast 302
Silicate zinc epoxy prime er 2.5 3.5 mils; (63-88 m m) Greenish Blue Sigma Thinner 21-06 Conventio onal Spray, Airle ess Spray & Bru ush
Carboguard 89 90
Ami ine Epoxy 4.0 6.0 mils; (100 0-150 m) Whi ite 5800 Spra ay #2; Brush #3 33 Con nventional Spray y, Airless Spray y& Brus sh and Roller
Sigmaco over 435
Polyamida a cured epoxy 3.0 - 6.0 mils m (76 - 150 m m) Grey gree en Sigma Thinner 91-92 Conventio onal Spray, Airle ess Spray & Bru ush and Roller
Carbothane 134 4 HG
Alip phatic Acrylic Po olyurethane 2.0 3.0 mils; (50-75 m) Green RAL 6028 (I ILYP&EDY) Spra ay and brush #2 25 Con nventional Spray y, Airless Spray y& Brus sh / Roller
Sigmadur 550/520
Aliphatic Acrylic A Polyureth hane 2.0 2.4 mils; m (50-60 m m) Sigma 550 Green RAL 60 028 (ILYP & ED DY) / Sigma 52 20 ALUMINIUM M RAL 9006 ON NLY TANKS EDY) Sigma Thinner 21-06 Conventio onal Spray, Airle ess Spray & Bru ush / Roller
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 26 de 45 5
COATIN NG SYSTEM M NO 2: Pipe elines & Sto orage Termi inals (Exter rnal).
Storage e Tank, Com mpressor St tations, Equ uipment and d Associated Piping
Located in n a coastal or oth her area of seve ere atmospheric c corrosion (les ss severe than Coating C System m N 1). Stora age tank shells, fixed cone roof fs, buildings, above ground pipiing, pipe racks, comp pressors equipm ment, process ve essel exteriors, structural steel , stairs, ladders s and handrails. h Carboline: Maintena ance of existing coatings, repair r of inorganic zin nc coatings. 302 F (150 C) conttinuous 122 F (50 C) max.
o o o o
Applicati ions
Coating System o o 250 F (120 C) cont tinuous Tempera ature Surface Temperature e (for o o 125 F (52 C) max. application) Substrat tes & Surface e Preparation: New (Sev vere) Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
Empl loy adequate m ethods to remove dirt, dust, oil and other conta aminants that could d interference w with adhesion of coating, in acco ordance with SS SPC-SP1. SSPC C-SP 10. 1.0 3.0 mils; (25-75 5 m) SSPC C-VIS 1 & VIS 3 SSPC-SP10 1.0-3 3.0 mils; (25-75 m) SSPC-VIS 1 & VIS 3
Carb bozinc 859
Organic Zinc Rich E poxy 3.0 5.0 mils; (75 - 125 m) Green 0300 Thinn ner # 2 or # 76 Conv ventional Spray, , Airless Spray & Brush h /Roller.
Sigm mafast 302
Silica ate zinc epoxy p primer 2.5 3.5 mils; (63-88 m) Gree enish Blue Sigm ma Thinner 21-06 6 Conv ventional Spray,, Airless Spray & Brush
Carb boguard 890 0
Amin ne Epoxy 4.0 6.0 mils; (100-150 m) White e 0908 Spray y #2; Brush and d roller #33 Conv ventional Spray, , Airless Spray & Brush h and Roller
Sigm macover 435 5
Polya amida cured ep poxy 3.0 - 6.0 mils (76 - 1 50 m) Grey y green Sigm ma Thinner 91-92 2 Conv ventional Spray,, Airless Spray & Brush and Roller
Carb bothane 134 4 HG
Aliphatic Acrylic Poly yurethane 2.0 2.5 mils; (50-6 62.5 m) Green RAL 6028 (IL LYP&EDY) / ALUM MINIUM RAL 90 006 (ONLY TAN NKS EDY) ) Spray y #25 or #214; B Brush and roller #215 Conv ventional Spray, , Airless Spray & Brush h / Roller
Sigm madur 550/5 520
Aliph hatic Acrylic Poly yurethane 2.0 2.4 mils; (50-6 60 m) Sigm ma 550 Green RA RAL 6028 (ILYP & EDY) / Sigma 520 A ALUMINIUM RA AL 9006 6 ONLY TANKS S EDY) Sigm ma Thinner 21-06 6 Conv ventional Spray,, Airless Spray & Brush / Roller
9.0 13.5 mils; (225 5-337.5 m)
7.5 11.9 mils; (188 8 - 298 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 27 de 45 5
COATIN NG SYSTEM NO 3: Pipelines & Stor rage Termin nals (Extern nal).
Storage e Tank, Com mpressor St tations, Equ uipment and d Associated Piping
Located in n a coastal or oth her area of seve ere atmospheric c corrosion Storage S tank she ells, fixed cone roofs, buildings, above ground piping, pipe rac cks, compressors equ uipment, proces ss vessel exterio ors, structural s steel, stairs, la adders and hand drails. When W abrasive c cleaning is not applicable. a
Applicati ions
Coating System o o o o 250 2 F (120 C) c continuous 302 F (150 C) con ntinuous Tempera ature Surface Temperature e (for o o o o 130 F (54 C) m max. 122 F (50 C) max x. application) Substrat tes & Surface e Preparation: Maintenan nce (Exceptio onal Protection) Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness Carbothane C 1 134 HG
Aliphatic A Acrylic Polyurethane 2.0 2 3.0 mils; (5 50-75 m) Green G RAL 6028 8 (ILYP&EDY) Spray, S brush and d roller #25; Conventional C Sp pray, Airless Spr ray & Brush B / Roller 7.0 7 10.0 mils; (175-250 m) Employ E adequat te methods to re emove dirt, dust t, oil and other c contaminants th hat could interferenc ce with adhesion n of coating, in accordance a with h SSPC-SP1. SSPC-SP S 6, SSP PC-SP2, SP3, SP7 S or SP 12-W WJ-2L (Water Je etting only for Sigma) S are also acceptable met thods. 2.0 2 3.0 mils; (5 50-75 m) SSPC-VIS S 1, VIS S 2 & VIS 3.
Carbomastic C 90
Cycloaliphatic C Am mine Epoxy 5.0 5 7.0 mils; ( 125 - 175 m) on o rusted steel. Aluminium A Thinner T #2 Conventional C Sp pray, Airless Spr ray, Brush B & Roller.
Si igmacover 28 80
Po olyamida cured epoxy 2.0 0 4.0 mils; (50 0-100 m) Gr reenish Yellow, Pink Red Sig gma Thinner 91 1 92 Co onventional Spra ray, Airless Spra ay, Br rush & Roller.
Si igmacover 43 35
Po olyamida cured epoxy 3.0 0 - 6.0 mils (75 - 150 m) Gr rey green Sig gma Thinner 91 1-92 Co onventional Spra ray, Airless Spra ay & Brush and Rolle er
Si igmadur 550 0/520
Aliphatic Acrylic P Polyurethane 2.0 0 2.4 mils; (5 50-60 m) Sig gma 550 Green n RAL 6028 (ILY YP & EDY) / Sigma 5 520 ALUMINIUM RA AL 9006 ONLY TANKS EDY) Sig gma Thinner 21 1-06 Co onventional Spra ray, Airless Spra ay & Brush / Roller 10 0.0 16.4 mils; (250 - 410 m) )
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 28 de 45 5
COATIN NG SYSTEM NO 4: Pipelines & Stor rage Termin nals (Extern nal).
Storage e Tank, Com mpressor St tations, Equ uipment and d Associated Piping
Located in n a coastal or oth her area of mod derate atmosphe eric corrosion
Applicati ions
Stora age tank shells, fixed cone roof fs, buildings, above ground pipiing, pipe racks, comp pressors equipm ment, process ve essel exteriors, structural steel , stairs, ladders s and handrails. h Electr rical transforme ers are included. 302 F (150 C) contin nuous 122 F (50 C) max.
o o o o
Coating System o o 250 F (120 C) cont tinuous Tempera ature Surface Temperature e (for o o 125 F (52 C) max. application) Substrat tes & Surface e Preparation: New or Ma aintenance Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
6.0 9.0 mils; (150-225 m)
Empl loy adequate m ethods to remove dirt, dust, oil and other conta aminants that could d interference w with adhesion of coating, in acco ordance with SS SPC-SP1. SSPC C-SP 10. 1.5 3.0 mils; (38-75 5 m) SSPC C-VIS 1, VIS 2 & VIS 3.
Carb boguard 890 0
Amin ne Epoxy 4.0 6.0 mils; (100-150 m) White e 0908 Spray y, brush and rolller #2. Conv ventional Spray, , Airless Spray & Brush h and Roller.
Sigm macover 380
High-B Built polyamida cured epoxy 5.0 8.0 8 mils; (125-2 200 m) Grey Sigma a Thinner 91 9 92 Conve entional Spray, A Airless Spray, Brush & Roller.
Carb bothane 134 4 HG
Aliphatic Acrylic Poly yurethane 2.0 3.0 mils; (50-7 75 m) Green RAL 6028 (IL LYP&EDY) Spray y, brush and rolller #25; Conv ventional Spray, , Airless Spray & Brush h / Roller
Sigm madur 550/52 20
Alipha atic Acrylic Polyu urethane 2.0 2.4 2 mils; (50-60 0 m) Sigma a 550 Green RA AL 6028 (ILYP & EDY) / Sigma 520 AL LUMINIUM RAL L 9006 ONLY O TANKS E EDY) Sigma a Thinner 21-06 Conve entional Spray, A Airless Spray & Brush / Roller
7.0 10.4 1 mils; (175-260 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 29 de 45 5
COATIN NG SYSTEM NO 5: Pipelines & Stor rage Termin nals (Extern nal).
Over Coating Ga alvanized St teel.
Applicati ions
Ove er coating galva anized steel or other o surfaces to o provide color c coordination and UV protection. May y be used on sta ainless steel, bronze, brass, fib berglass, etc. 302 F (150 C) con ntinuous 122 F (50 C) max..
o o o o
Coating System o o 175 5 F (80 C) cont tinuous Tempera ature Surface Temperature e (for o o 120 F (49 C) max x. application) Substrat tes & Surface e Preparation: New or Ma aintenance Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
3.0 5.0 mils; (75-125 m)
Emp ploy adequate m methods to remove dirt, dust, oil o and other con ntaminants that could interference w with adhesion of o coating, in acc cordance with S SSPC-SP1. SSP PC-SP 2, SSPC C-SP 3 or SSPC C-SP7 (for tanks). For previously pain nted surfaces test patch is recommended to ve erify compatibilit ty with h existing coatin ng. Existing coat ting must attain a minimum 3A rating in accordance with AS STM D3359 X-Scribe adhesio on test. SSP PC-VIS 1, VIS 2 & VIS 3.
Rustbond & Ru ustbond FC
Poly ymeric epoxy am mine 1.0 2.0 mils; (25-50 m) Tran nslucent green 0300 Thin nning not norma ally required, bu ut may be thinned t with tinn ner # 2 Con nventional Spray y & Brush and Roller R
Sig gmacover 28 80
Poly yamide epoxy p primer 2.0 - 4.0 mils (50 - 100 m) Gre eenish yellow Sigma thinner 91 92 Con nventional Spray ay, Airless Spray y& Brush / Roller
Carbothane 134 4 HG
Alip phatic Acrylic Po olyurethane 2.0 3 mils; (50-75 5 m) Green RAL 6028 (I ILYP&EDY) / ALU UMINIUM RAL 9 9006 (ONLY TA ANKS EDY Y) Spra ay , Brush and roller #25 Con nventional Spray y, Airless Spray y& Brus sh / Roller
Sig gmadur 550/5 520
Alip phatic Acrylic Po olyurethane 2.0 2.4 mils; (50-60 m) Sigma 550 Green R RAL 6028 (ILYP P& EDY Y) / Sigma 520 ALUMINIUM RAL R 900 06 ONLY TANKS S EDY) Sigma Thinner 21-0 -06 Con nventional Spray ay, Airless Spray y& Brush / Roller
4.0 6.4 mils; (100 0 - 160 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 30 de 45 5
COATIN NG SYSTEM NO 6: Pipelines & Stor rage Termin nals (Extern nal).
Covered d Floating Roofs R Abo oveground S Storage Tan nks
Applicati ions
Extern nal surface of co overed floating roofs r on aboveg ground storage ttanks and other r roofs designs d that cre eate standing wa ater. 302 F (150 C) con ntinuous 122 F (50 C) max..
o o o o
Coating System o o 250 F (120 C) contin nuous Tempera ature Surface Temperature e o o 125 F (52 C) max. (for application) Substrat tes & Surface e Preparation: New Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
Emplo oy adequate me thods to remove e dirt, dust, oil and a other contam minants that could interference with adhe esion of coating g, in accordance e with SSPC-SP P1. SSPC-SP 10. 1.0 2.0 2 mils; (25-50 m) SSPC-VIS 1 & VIS 3 SSPC C-SP 10. 1.6-2.8 mils; (40-70 m) SSPC C-VIS 1 & VIS 3
Carbozinc 11 & 1 1 FG
Inorga anic Zinc 2.0 3.0 3 mils; (50-75 5 m) Grey 0700 0 Thinne er #33 Conve entional Spray, A Airless Spray & Brush
Sigm mafast 302
Silicate zinc epoxy pr rimer 2.5 3.5 mils; (63-8 88 m) Green nish Blue Sigma a Thinner 21-06 Conve entional Spray, A Airless Spray & Brush
Carboguard 890
Amine e Epoxy 4.0 6.0 6 mils; (100-1 150 m) White 0908 Spray #2; Brush and r roller #33 Conve entional Spray, A Airless Spray & Brush and Roller
Sigm macover 380
High-B Built Polyamida cured epoxy 5.0 8.0 8 mils; (125-2 200 m) Grey Sigma a Thinner 91 9 92 Conve entional Spray, A Airless Spray, Brush & Roller, Plura l Component
Carboguard 890
Amine e Epoxy 4.0 6.0 6 mils; (100-1 150 m) White 0908 Spray #2; Brush and r roller #33 Conve entional Spray, A Airless Spray & Brush and Roller
Sigm macover 380
Poliam mida cured epox xy 5.0 8.0 8 mils; (125-2 200 m) Grey Sigma a Thinner 91 9 92 Conve entional Spray, A Airless Spray, Brush & Roller, Plura l Component
10.0 15.0 mils; (250 0-375 m)
12.5 19.5 mils; (313 3 - 488 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 31 de 45 5
COATIN NG SYSTEM NO 7: Pipelines & Stor rage Termin nals (Extern nal).
Piping a and Equipm ment to 450 oF / 232 oC Steel
o o Piping and Equipme ent operating to 450 F (232 C) ) max Applicati ions Coating System o o o o 450 F (232 C) max x. 45 50 F (232 C) c continuous Tempera ature Surface Temperature e (for o o o o 300 F (149 C) max x. 12 22 F (50 C) ma ax. application) Substrat tes & Surface e Preparation: New or Ma aintenance
Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
Empl loy adequate m ethods to remove dirt, dust, oil and other conta aminants that could d interference w with adhesion of coating, in acco ordance with SS SPC-SP1. SSPC C-SP 10. 1.0 2.0 mils; (25-50 0 m) SSPC C-VIS 1 & VIS 3
Carb bozinc 11 & 11 FG
Inorg ganic Zinc 2.0 3.0 mils; (50-7 75 m) Grey 0700 Thinn ner #33 Conv ventional Spray, , Airless Spray & Brush
Sig gmazinc 158
Inor rganic Zinc 2.3 - 3.9 mils (58 -100 m) Gre eenish grey Sigma Thinner 90 53 Con nventional Spray ay, Airless Spray y& Brush
Thermaline 4900 0R
Silico one Acrylic 1.5 2.0 mils; (37.5 5 - 50 m) Alum minum Norm mally not require ed. Conv ventional Spray, , Airless Spray & Brush.
Sig gmatherm 35 50
Silic cone Acrylic 1.0 1.3 mils; (25 5 - 33 m) Aluminium No thinner should b be added Con nventional Spray ay, Airless Spray y. Brush and Roller.
3.5 5.0 mils; (87. .5 - 125 m)
3.3 5.2 mils; ( (83 -130 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 32 de 45 5
COATIN NG SYSTEM NO 8: Pipelines & Stor rage Termin nals (Extern nal)
Piping a and Equipm ment to 1000 0 oF / 538 oC Steel
o o Exhaust E stacks, piping and Equipment operatin ng to 1000 F (5 538 C) max Applicati ions Coating System o o o o 1000 F (538 C) ) max. 1000 F (538 C C) max. Tempera ature Surface Temperature e (for o o o o 300 F (149 C) m max. 122 F (50 C) m max. application) Substrat tes & Surface e Preparation: New or Ma aintenance
Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
Employ E adequat te methods to re emove dirt, dust t, oil and other c contaminants that could interferenc ce with adhesion n of coating, in accordance a with h SSPC-SP1. SSPC-SP S 10. 1.0 2.0 mils; (2 25-50 m) SSPC-VIS S 1&V VIS 3 SSPC-SP 10. 1.0 3.0 mils; ( (25-75 m) SSPC-VIS 1 & V VIS 3
Carbozinc C 11 & 11 FG
In norganic Zinc 2.0 3.0 mils; (5 50-75 m) Grey G 0700 Thinner T #33 Conventional C Sp pray, Airless Spr ray & Brush
Sigmazinc 1 58
Inorganic Zinc 2.3 - 3.9 mils (5 58 -100 m) Greenish grey Sigma Thinner 90 53 Conventional S Spray, Airless Spray & Brush
Thermaline T 4 4700
Silicone S 1.5 2.0 mils; (3 37.5 - 50 m) Aluminum A Normally N not req quired. Conventional C Sp pray, Airless Spr ray & Brush and Roller
Sigmatherm m 540
Silicone 1 -1.5 mils (25-3 38 m) Aluminium No thinner reco ommended Conventional S Spray, Airless Spray & Brush and Roller
3.5 5.0 mils; (88 -125 m)
3.3 5.4 mils;; (83 -135 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 33 de 45 5
COATIN NG SYSTEM NO 9: Pipelines & Stor rage Termin nals (Extern nal)
Insulate ed Piping an nd Equipme ent Steel o or Stainless s Steel
Insula ated piping and d equipment ope erating up to tem mperature noted d Applicati ions Coating System o o o o 425 F (218 C) cont tinuous 450 F (232 C) max. Tempera ature Surface Temperature e (for o o o o 110 F (43 C) max. 122 F (50 C) max. application) Substrat tes & Surface e Preparation: New or Ma aintenance
Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
Empl loy adequate m ethods to remove dirt, dust, oil and other conta aminants that could interf ference with adh hesion of coatin ng, in accordanc ce with SSPC-S SP1. SSPC C-SP 10. 1.0 3.0 mils; (25-75 5 m) SSPC C-VIS 1 & VIS 3 SSPC-SP 10. 1.0 3.0 3 mils; (25-75 m) SSPC-VIS 1 & VIS 3
Sigm matherm 230 0
Pheno olic Epoxy 5.5 - 6 mils (138 - 15 50 m) Pink, Grey Sigma a Thinner 91-92 2 Conve entional Spray, A Airless Spray & Brush
Thermaline 450
Amin ne Novolac Epox xy 8 12 mils; (200 - 3 300 m) Black k May be thinned with Thinner #2. Conv ventional Spray, , Airless Spray & Brush h and Roller
Sigm matherm 230 0
Pheno olic Epoxy 5.5 - 6 mils (138 - 15 50 m) Pink, Grey Sigma a Thinner 91-92 2 Conve entional Spray, A Airless Spray & Brush
8 12 mils; (200 - 3 300 m)
11 12 1 mils; (275- 3 300 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 34 de 45 5
COATIN NG SYSTEM NO 10: Pipeline Protec ction
Externa al Coating of o Buried Pip ping - Steel, , Internal Li inings for Waste W Water r Service.
Applicati ions Ex xternal surface o of buried pipelin nes, valves, man nifolds, girth we ld repair, etc. Coating System o o 40 00 F (204 C) co ontinuous o o Tempera ature 25 50 F (120 C) m max. Surface Temperature e (for o o 120 F (49 C) max x. o o application) 12 22 F (50 C) ma ax. Substrat tes & Surface e Preparation: New or Ma aintenance Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
Em mploy adequate e methods to rem move dirt, dust, oil and other co ontaminants tha at could interference e with adhesion of coating, in ac ccordance with SSPC-SP1. SS SPC-SP 5 3.2 2 4.0 mils; (80 0-100 m) SS SPC-VIS 1 & VIS S3
Bitumastic 300 0M
Co oal-Tar Epoxy 16 6 24 mils; (400 0 - 600 m) Bla ack Th hinner #2 Co onventional Spra ay, Airless Spra ay & Brush and Roller
Si igmacover 30 00
Co oal-Tar Epoxy 5-2 20 mils; (125 - 5 500 m) Bla ack, brown Sig gma thinner 91 - 79 Co onventional Spra ray, Airless Spra ay & Brush and Rolle er
16 6 24 mils; (400 0 - 600 m)
5-2 20 mils; (125 - 5 500 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 35 de 45 5
COATIN NG SYSTEM NO 11: Pipeline P Pro otection. Internal l Coating of f Steel Pipin ng for Ethan nol, Gasolin ne + Ethano ol, Crude O Oil, Producti ion Water.
Inte ernal surface of piping and burie ed pipelines. Applicati ions Coating System o o o o 250 F (121 C) ma ax. 250 F (121 C) max x. Tempera ature Surface Temperature e (for o o o o 125 5 F (52 C) max. . 122 F (50 C) max. application) Substrat tes & Surface e Preparation: New or Ma aintenance
Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
Emp ploy adequate m methods to remove dirt, dust, oil o and other con ntaminants that could interference w with adhesion of o coating, in acc cordance with S SSPC-SP1. SSP PC-SP 5 3.2 4.0 mils; (80- 100 m) SSP PC-VIS 1 & VIS 3
Pla asite 7159
Epo oxy Polyamine N Novolac 6.0 7.0 mils; (150 0 - 175 m) Ivor ry PLA ASITE Thinner # #2 is recommen nded for norm mal application temperatures and a conditions. Con nventional Spray y, Airless Spray y& Brus sh and Roller
Pla asite 7159
Epo oxy Phenolic 6.0 7.0 mils; (150 0 - 175 m) Ligh ht Grey PLA ASITE Thinner # #2 is recommen nded for norm mal application temperatures and a conditions. Con nventional Spray y, Airless Spray y& Brus sh and Roller
Sig gmanovagua ard 840
Epo oxy Phenolic 12.0 0 - 24.0 mils (30 00 - 600 m) Cre eam Not thinner should be added
Airle ess spray and b brush
12 14 mils; (300 - 350 m)
12.0 0 - 24.0 mils (30 00 - 600 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 36 de 45 5
COATIN NG SYSTEM NO 12 (1/ /2): Linings s for Storag ge Tanks an nd Vessels Internal l Coating fo or Ethanol, Gasoline G + Ethanol, Cr rude Oil, Pr roduction W Water, Piping Steel.
Inte ernal surface of s storage tanks and a vessels. Applicati ions Coating System o o o o 250 F (121 C) ma ax. 250 F (121 C) max x. Tempera ature Surface Temperature e (for o o o o 125 5 F (52 C) max. . 122 F (50 C) max. application) Substrat tes & Surface e Preparation: New or Ma aintenance
Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
Emp ploy adequate m methods to remove dirt, dust, oil o and other con ntaminants that could interference w with adhesion of o coating, in acc cordance with S SSPC-SP1. SSP PC-SP 5 3.2 4.0 mils; (80- 100 m) SSP PC-VIS 1 & VIS 3
Pla asite 7159
Epo oxy Polyamine N Novolac 6.0 7.0 mils; (150 0 - 175 m) Ivor ry PLA ASITE Thinner # #2 is recommen nded for norm mal application temperatures and a conditions. Con nventional Spray y, Airless Spray y& Brus sh and Roller
Sig gmaguard 26 60
(dont use it as sho op primer) Epo oxy Phenolic 3.0 - 3.5 mils (75 - 88 m) Pink Sigma Thinner 91-9 -92
Airle ess, spray and brush
Pla asite 7159
Epo oxy Phenolic 6.0 7.0 mils; (150 0 - 175 m) Ligh ht Grey PLA ASITE Thinner # #2 is recommen nded for norm mal application temperatures and a conditions. Con nventional Spray y, Airless Spray y& Brus sh and Roller
Sig gmanovagua ard 840
Epo oxy Phenolic 12.0 0 - 24.0 mils (30 00 - 600 m) Cre eam Not thinner should be added
Airle ess spray and b brush
12 14 mils; (300 - 350 m)
15.0 0 - 27.5 mils (38 81 - 688 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 37 de 45 5
COATIN NG SYSTEM NO 12 (2/ /2) Linings for Storage e Tanks and d Vessels Internal l Coating fo or Ethanol, Gasoline G + Ethanol, Cr rude Oil, Pr roduction W Water, Piping Steel.
Inte ernal surface of s storage tanks and a vessels. Applicati ions Coating System o o 250 F (121 C) max. Tempera ature Surface Temperature e (for o o 122 F (50 C) max. application) Substrat tes & Surface e Preparation: New or Ma aintenance
Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
Emp ploy adequate m methods to remove dirt, dust, oil o and other con ntaminants that could interference w with adhesion of o coating, in acc cordance with S SSPC-SP1. SSP PC-SP 5 2.0 4.0 mils; Rz( (50-100 m) SSP PC-VIS 1 & VIS 3
Sig gma Phengua ard 930
Phenolic Epoxy 4.0 - 4.5 mils (100 -112 m) Offw white-eggshell Sigma Thinner 91-9 -92
Airle ess, spray and brush
Sigma Phengu uard 935
Phenolic Epoxy 4.0 4.5mils (100 - 112m) Pink-eggshell Sigma Thinner 91-9 -92 Airle ess, spray and brush
Sig gma Phengua ard 940
Phenolic Epoxy 4.0 4.5 mils (100 - 112 m) Offw white-eggshell Sigma Thinner 91-9 -92
Airle ess, spray and brush
12.0 0 13.5 mils (3 300 - 338 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 38 de 45 5
COATIN NG SYSTEM NO 13 (1 / 2): Linings f for Storage Tanks and Vessels
Internal l Coating for Jet Fuels, Diesel, Ga asoline Stora rage.
Internal surface s of storag ge tanks and ve essels. Applicati ions Coating System o o o o 250 F (121 C) max. 250 F (1 121 C) max. Tempera ature Surface Temperature e o o o o 125 F (52 C) max. 125 F (5 52 C) max. (for application) Substrat tes & Surface e Preparation: New or Ma aintenance
158 F (7 70 C) max. 122 F (5 50 C) max.
o o
Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
Employ adequate a metho ods to remove dirt, dust, oil and other contamin nants that could interferen nce with adhesio on of coating, in n accordance with SSPC-SP1. SSPC-SP P5 3.2 4.0 mils; (80-100 m) SSPC-VIS 1 & VIS 3 SSPC-SP 5 3.2 4.0 0 mils; (80-100 m) SSPC-VIS 1 & VIS 3 SSPC-SP P5 2 .0 3.0 mils; (80-100 m) SSPC-VIS S 1 & VIS 3
Plasite 7159
Epoxy Po olyamine Novola ac 6.0 7.0 0 mils; (150 - 17 75 m) Ivory PLASITE E Thinner #2 is recomme ended for norma al applicatio on temperatures s and conditions. Conventio onal Spray, Airle ess Spray & Brush B and Rolle er
Carbog guard 890
Amine Epoxy 5.0 6.0 0 mils; (125-150 0 m) White 09 908 Spray #2 2; Brush and roller #33 3 Conventional Spray, Airless Spray S & Brush and Rolle er
Sigmagu uard 260
(dont use e it as shop prim mer) Epoxy Phe enolic 3.0 - 3.5 m mils (75 - 88 m m) Pink Sigma Thiinner 91-92
Airless, sp pray and brush
Plasite 7159
Epoxy Po olyamine Novola ac 6.0 7.0 0 mils; (150 - 17 75 m) Ivory PLASITE E Thinner #2 is recomme ended for norma al applicatio on temperatures s and conditions. Conventio onal Spray, Airle ess Spray & Brush B and Rolle er
Carbog guard 890
Amine Epoxy 5.0 6.0 0 mils; (125-150 0 m) Gray Spray #2 2; Brush and roller #33 3 Conventional Spray, Airless Spray S & Brush and Rolle er 10.0 12.0 mils; (250 300 m)
Sigman novaguard 84 40
Epoxy Phe enolic 12.0 - 24..0 mils (300 - 60 00 m) Cream Not thinne er should be add ded
Airless sp pray and brush
12 14 mils; m (300 - 350 m)
15.0 - 27.5 5 mils (381 - 68 88 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 39 de 45 5
COATIN NG SYSTEM NO 13 (2 / 2): Linings f for Storage Tanks and Vessels
Internal l Coating for Jet Fuels, Diesel, Ga asoline Stora rage.
Internal surface s of storag ge tanks and ve essels. Applicati ions Coating System o o 158 F (70 C) max. Tempera ature Surface Temperature e o o 122 F (50 C) max. (for application) Substrat tes & Surface e Preparation: New or Ma aintenance
Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
Employ adequate a metho ods to remove dirt, dust, oil and other contamin nants that could interferen nce with adhesio on of coating, in n accordance with SSPC-SP1. SSPC-SP P5 2 .0 3.0 0 mils; (80-100 m) SSPC-VIS 1 & VIS 3
Sigmag guard 730
Epoxy Ph henolic 6.0 - 6.5 mils m (150 - 163 3 m) Off white Sigma Th hinner 91-92 Airless, spray and brush
Sigmag guard 730
Epoxy Ph henolic 6.0 - 6.5 mils m (150 - 163 3 m) Off white Sigma Th hinner 91-92 Airless, spray and brush 12.0 13 3.0 mils; (300 - 3 326 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 40 de 45 5
COATIN NG SYSTEM NO 14: Coa ating for Va alves (Extern nal).
General Valves
External su urface of valves. . Applicati ions Coating System o o 200 F (93 C) max. Tempera ature Surface Temperature e o o 120 F (49 C) max. (for application) Substrat tes & Surface e Preparation: New or Ma aintenance
250F (121C) max. No inm mersion. 122F (50C C) max.
Initial Pre eparation
Employ ade equate methods s to remove dirt t, dust, oil and other contaminan nts that could interf ference with adh hesion of coatin ng, in accordanc ce with SSPC-S SP1. SSPC-SP2 2 or SP3 are acc ceptable method ds. Previously Painted.
Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
Surfaces Remove R all old p paint with paint remover. r Flush all surfaces witth clean water. Prepare the surface e with sandpaper No 80. Clean n all surface with h air. 2.0-3.0 mil (50-75 m) SSPC-VIS 1 & VIS 3
Carboma astic 90
Cycloalipha atic Amine Epox xy 3.0 5.0 mils; m (75 125 m) Aluminium
Sigmacov ver 280
Polyamide cured c epoxy 2.0 - 4.0 (50 0 - 100 m) Greenish Ye ellow
Spray: Thin nner #2.
Sigma thinner 91 - 92
Airless Spray & Brush and d Roller
Conventiona al Spray, Airless s Spray & Brush / Rolle er
Sigmagua ard 730
Phenolic Ep poxy 5.0 - 6.0 mils s (125 - 150 m m) Cream Sigma Thinn ner 91-92 Conventiona al Spray, Airless s Spray & Brush and Roller R
Carbotha ane 134 HG
Aliphatic Ac crylic Polyuretha ane 2.0 3.0 mils; m (50-75 m) ) Green RAL L 6028 (ILYP/ED DY)
Sigmadur r 550/520
Aliphatic Acrylic Polyuretha ane 2.0 2.4 mils; (50-60 m) Sigma 550 Green G RAL 6028 8 (ILYP & EDY) / Sigm ma 520 ALUMIN NIUM RAL 9006 ONLY TANKS EDY) Sigma Thinn ner 21-06 Conventiona al Spray, Airless s Spray & Brush / Rolle er 9.0 - 12.4 mils; (225 - 310 m)
Spray #25. Convention nal Spray, Airles ss Spray & Brush / Roller R 5.0 8.0 mils; m (125 200 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 41 de 45 5
COATIN NG SYSTEM NO 15: Well head and d Christmas Tree
Located d in a coasta al or other areas a with s several atm mospheric co orrosion (raiin forest)
Applicati ions
Christmas tree t and valves and wing valve es operating up to 212 F (100 C) max 302 F (150 C) max. 122 F (50 C) max.
o o o o
Coating System o o 250 F (120 C) max. Tempera ature Surface Temperature e o o 125 F (52 C) max. (for application) Substrat tes & Surface e Preparation: New or Ma aintenance Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
Employ ad dequate method ds to remove dirt t, dust, oil and other o contamina ants that could interferenc ce with adhesion n of coating, in accordance a with h SSPC-SP1 SSPC-SP1 10 1.0-3.0 mil (50-75 m) SSPC-VIS 1 & VIS 3
Carbogu uard 890
Amine Epo oxy 4.0 5.0 mils; (100 125 5 m) White Spray #2; Brush and roller r.
Sigm maguard 730
Modified Phenolic Ep poxy coating 4.0 5.0 5 mils; (125-1 50 m) Off-wh hite Sigma a thinner 91 - 92 2 Conve entional Spray, A Airless Spray ( Brush not recommend ded, just for spo ot repair and stripe coatting)
Airless
Carbogu uard 890
Amine Epo oxy 4.0 5.0 mils; (100 125 5 m) White Spray #2; Brush and roller r.
Sigm maguard 730
Modified Phenolic Ep poxy coating 4.0 5.0 5 mils; (125-1 50 m) Cream m Sigam m thinner 91 - 92 2 Conve entional Spray, A Airless Spray ( Brush not recommend ded, just for spo ot repair and stripe coatting)
Airless
Carbotha ane 134 HG
Aliphatic Acrylic A Polyureth hane 3.0 3.5 mils; m (75 - 87.5 m) Red RAL 3020 3 Spray #25 or #214; Brush h and roller #215 5 Airless
Sigm madur 550
Alipha atic Acrylic Polyu urethane 2.0 2.4 2 mils; (50-60 0 m) Red RAL R 3020 Sigma a Thinner 21-06 Conve entional Spray, A Airless Spray & Brush / Roller . 11.5-12.5 mils; (287-3 312 m)
10.5 13.5 mils; (263 3 338 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 42 de 45 5
COATIN NG SYSTEM NO 16: Inte ernal of Pota able Water Tanks
Located d in a coasta al or other areas a with s several atm mospheric co orrosion (raiin forest)
Internals of f potable/drinkin ng water tanks not n exceeding 122F (50C). Applicati ions Coating System 122F (50 C) max. 250F (120C) max. Tempera ature Surface Temperature e o o 104F (40 C) max. 140 F (60 C) max. (for application) Substrat tes & Surface e Preparation: New or Ma aintenance
Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
Employ ad dequate metho ods to remove dirt, dust, oil and other co ontaminants tha at could interferenc ce with adhesion n of coating, in accordance a with h SSPC-SP1. SSPC-SP1 10 1.0-3.0 mil (50-75 m) SSPC-VIS 1 & VIS 3
Hempadur 85671
Amine Epo oxy 4.0 5.0 mils; (100 125 5 m) Light Red 50900 5 Spray #2; Brush and roller r #33
Carboguard 61
Epoxy y Polyamide 5.0 6.0 mils; (125 150 m) Blue Thinne er #2
Airless
Airless s
Hempadur 85671
Amine Epo oxy 4.0 5.0 mils; (100 125 5 m) White 1163 30 Spray #2; Brush and roller r #33
Airless
Hempadur 85671
Amine Epo oxy 4.0 5.0 mils; (100 125 5 m) White 1163 30 Spray #2; Brush and roller r #33 Airless
Carboguard 61
Epoxy y Polyamide 5.0 6.0 mils; (125 150 m) White Thinne er #2 Airless s .
12.0 15.0 mils; (300 3 375 m)
10.0 12.0 mils; (250 0 300 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 43 de 45 5
COATIN NG SYSTEM NO 17: PV VC Pipe, fittin ngs & flang ges
Located d in a coast tal or other area a of seve vere atmosp pheric corros sion
Applications Coating System Tempera ature Surface Temperature e (for appl lication)
Above ground g piping up p to 250 F (120 0 C) max. Includes galvanized surf rfaces and non-f ferrous material ls. 250 F (1 120 C) max. 125 F (5 52 C) max.
o o o o
Substrat tes & Surface e Preparation: New (Sev vere) Initial Pr reparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Application Method Second Coat Generic type Dry mil t thickness Color Application Method Top Coa at Generic type Dry mil t thickness Color Application Method Total DF FT Dry mil t thickness
8.0 11. .5 mils; (200-28 87.5 m) Employ adequate a metho ods to remove dirt, d dust, oil and d other contamin nants that could d interferen nce with adhesiion of coating. Sandpap per #80 2.0-3.0 mil m (50-75 m) Homogeneous finish wit th no stains.
Rustbo ond
Polymeri ic epoxy amine 1.0 2.0 0 mils; (25-50 m) Transluc cent Green (030 00) Conventional Spray, Bru ush & Roller
Carbog guard 890
Amine Epoxy 4.0 6.0 0 mils; (100-150 0 m) White 09 908 Conventional Spray, Air rless Spray & Br rush and Roller
Carbothane 134 HG G
Aliphatic c Acrylic Polyure ethane 2.0 2.5 5 mils; (50-62.5 5 m) Green RAL R 6028 (ILYP& &EDY) / ALUMINIUM RAL 9006 (ONLY TANK KS EDY) Conventional Spray, Air rless Spray & Br rush / Roller
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS COATIN NG SYSTEM NO 18: Pipeline Protec ction
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 44 de 45 5
Externa al Coating of o Buried Pip peline
Applicati ions External su urface of buried d pipelines Coating System o o 250 F (121 C) max. Tempera ature Surface Temperature e o o 104 F (40 C) max. (for application) Substrat tes & Surface e Preparation: New or Ma aintenance Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Top Coa at Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Total DF FT Dry mil t thickness
30 mils; (750 m) Employ ad dequate method ds to remove dirt t, dust, oil and other o contamina ants that could interferenc ce with adhesion n of coating, in accordance a with h SSPC-SP1. SSPC-SP 10. 3.0 - 5.0 mils; m (75 - 125 m m) SSPC-VIS 1 & VIS 3
SC COTCHKOTE 6233
Fusion-Bonded Epoxy (FB BE) 30 mils; (750 m) US Govt. Color C 14272 / G Green Not applica able. Spray - On ne-part, heat cur rable, thermosett ting epoxy coatiing powder.
NA APGARDGO OLD7 25 501
Fusion-Bonded Ep poxy (FB BE) 8-1 12 mils; (200-30 00 m)
RES SICOAT R-72 26LD
Fusio on-Bonded Epox xy (FBE ) 12-16 6 mils; (300-400 0 m) Gray
No ot applicable. Ele ectrostatic Powd der Spray
Not a applicable. Electr rostatic Powder r Spray y
NA APGARDGO OLD7 25 504
Fusion-Bonded Ep poxy (FB BE) 14-18 mils; (350-4 450 m m) Go olden Yellow No ot applicable. Ele ectrostatic Powd der Spray
RES SICOAT R-64 41
Fusio on-Bonded Epox xy (FBE E) 16-24 4 mils; (400-600 0 m) Gree n Not a applicable. Electtrostatic Powder r Spray y 28-40 0 mils (700-1000 m)
22-30 mils (550-75 50 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
ESPECIFICACIN DE RECUBRIMIENTO OS
Departamento: C digo No.: Revisin : Pgina No.:
FIC PAM-EC C-50-SP-001 4 45 de 45 5
COATIN NG SYSTEM NO 19: Pipeline Lining g
Internal l Coating of f Buried Pipeline
Applicati ions Internal surface of buried pipelines Coating System Tempera ature 212F (100C) max. Surface Temperature e (for application) Substrat tes & Surface e Preparation: New or Ma aintenance Initial Pre eparation Surface Preparation Surface Profile Visual A Acceptation Primer Generic type Dry mil t thickness Color Recomm mended Thinner Applicati ion Method Second Coat Generic type
Employ ad dequate method ds to remove dirt t, dust, oil and other o contamina ants that could interferenc ce with adhesion n of coating, in accordance a with h SSPC-SP1. SSPC-SP 5. 1.5 4.0 mils; m (38-100 m m) SSPC-VIS 1 & VIS 3
SCOTCHKOTE345
Liquid Phe enolic Primer 1 mil; (25 m) Red Ethanol, Methanol. M Convention nal Spray, Airles ss Spray & Brus sh and Roller
TU UBOSCOPE E TK 505
Ep poxy Phenolic 10 0-20 mils; (250-5 500 m) Ta an No ot applicable. Ele ectrostatic Powd wder Spray
Dry mil thickness Color Recomm mended Thinner r Applicat tion Method d Top Coa at Generic c type Dry mil thickness Color Recomm mended Thinner r Applicat tion Method d Total DF FT Dry mil thickness
SCOTC CHKOTE XC-6171
Fusion-Bo onded Epoxy (F BE) 16 mils; (4 400 m) Beige Not applic cable. Spray - On ne-part, heat cur rable, thermose etting epoxy coat ting powder.
16 17 mils; (400-425 m m)
10-20 mils; (250-500 m)
ento es propiedad ex xclusive de Petroama azonas EP y no debe e ser usada para otro os propsitos distinto os a los especificados. La informacin del presente docume
Você também pode gostar
- Cap-2 Envasadora de GLP PDFDocumento8 páginasCap-2 Envasadora de GLP PDFIvan Elias Vidal VivasAinda não há avaliações
- Ne 0505 PDFDocumento21 páginasNe 0505 PDFzejuanAinda não há avaliações
- 7 OPTIMIZACION 2 - Taller 2 (C5AB)Documento11 páginas7 OPTIMIZACION 2 - Taller 2 (C5AB)Eduardo Arce0% (1)
- Partículas magnéticas para detección de defectosDocumento24 páginasPartículas magnéticas para detección de defectosAntonioVillanuevaAinda não há avaliações
- Informacion CationesDocumento582 páginasInformacion Cationesdonus2012Ainda não há avaliações
- Diapo FinalesDocumento48 páginasDiapo FinalesJose Gonzales100% (1)
- Tal Gen PNG Spe 1011 - 01 PDFDocumento29 páginasTal Gen PNG Spe 1011 - 01 PDFLuis Junior Leon LopezAinda não há avaliações
- T B01T1 PDFDocumento5 páginasT B01T1 PDFLeonardo Ramirez GuzmanAinda não há avaliações
- Tanques Estacionarios NormasDocumento5 páginasTanques Estacionarios NormasIvan Ivan0% (1)
- Copia de Especificaciones CRP de Pintura Año 2000Documento90 páginasCopia de Especificaciones CRP de Pintura Año 2000sebastianloyoAinda não há avaliações
- Curso - Bombas InelectraDocumento101 páginasCurso - Bombas InelectraHector Mejia100% (1)
- Ppc-Pe0-007 Rev 0 Detectores de PasoDocumento6 páginasPpc-Pe0-007 Rev 0 Detectores de PasoCURRITOJIMENEZAinda não há avaliações
- HAZOP OleoductoDocumento8 páginasHAZOP OleoductoJosé Marcial Díaz Dávila100% (1)
- L-TP1.11 Listado de TuberiasDocumento11 páginasL-TP1.11 Listado de TuberiasLisbeth FernandezAinda não há avaliações
- Diseno Placa de Orificios Claros KevinDocumento13 páginasDiseno Placa de Orificios Claros Kevinkevin clarosAinda não há avaliações
- Scip-Ig-P-09-I ELABORACIÓN DE LISTA DE LÍNEASDocumento6 páginasScip-Ig-P-09-I ELABORACIÓN DE LISTA DE LÍNEASAndres Eloy Castro Villalta100% (1)
- Válvulas en Los Sistemas de Abastecimiento de AguaDocumento23 páginasVálvulas en Los Sistemas de Abastecimiento de AguaMichelle GonzalezAinda não há avaliações
- Paquetizacion de Equipos Sobre SkitDocumento18 páginasPaquetizacion de Equipos Sobre SkitLenin Marcel Fajardo AlmeidaAinda não há avaliações
- Manual de Información de La MangueraDocumento44 páginasManual de Información de La MangueraFelipe Zúñiga Paredes100% (1)
- Listado de TuberiasDocumento11 páginasListado de TuberiasMiregnis MoyaAinda não há avaliações
- TES-ME-STRHO-GL Pipe Stress Engineering Analysis and Design of Hot Tap Branch Connections (CAN-US-MEX) .En - EsDocumento72 páginasTES-ME-STRHO-GL Pipe Stress Engineering Analysis and Design of Hot Tap Branch Connections (CAN-US-MEX) .En - EsBetoCostaAinda não há avaliações
- PBVNT5500300 (Especificaciones Tecnicas Material de Tuberías) REV. 2 PDFDocumento12 páginasPBVNT5500300 (Especificaciones Tecnicas Material de Tuberías) REV. 2 PDFJose Jarol Mirano SoplaAinda não há avaliações
- Trampa de Chanchos para OleoductoDocumento12 páginasTrampa de Chanchos para Oleoductoliliana100% (1)
- Termopozos Revisado GaDocumento2 páginasTermopozos Revisado Gacharro1623Ainda não há avaliações
- Polly PigDocumento6 páginasPolly Pigriki987654321Ainda não há avaliações
- Roscas ASA para tuberías y accesoriosDocumento16 páginasRoscas ASA para tuberías y accesoriosJuan Carlos RiveraAinda não há avaliações
- Especificaciones de plataforma marina Pl-Ayatsil-FDocumento577 páginasEspecificaciones de plataforma marina Pl-Ayatsil-FFrank MartinAinda não há avaliações
- Capitulo 20Documento47 páginasCapitulo 20Carlos Albán Salazar100% (2)
- Guia de Diseño Estaciones de Elevacion - Especificación Técnica TECHINTDocumento17 páginasGuia de Diseño Estaciones de Elevacion - Especificación Técnica TECHINTHernán H.Ainda não há avaliações
- Sistemas de tubería de fibra de vidrio para plantas industrialesDocumento3 páginasSistemas de tubería de fibra de vidrio para plantas industrialesLeonardo Ramirez GuzmanAinda não há avaliações
- Ingenieria Conceptual Proyecto Santa AndreaDocumento205 páginasIngenieria Conceptual Proyecto Santa AndreaEsteban MarinkovicAinda não há avaliações
- TubosDocumento7 páginasTubosPablo Angel ToiaAinda não há avaliações
- HD Valv Bola FLV 2 Pulg, 300# Drenajes TerdDocumento3 páginasHD Valv Bola FLV 2 Pulg, 300# Drenajes TerdPacco HmAinda não há avaliações
- PDFDocumento1.177 páginasPDFJR RZAinda não há avaliações
- BombaDocumento40 páginasBombaM1m2M3bolonchitoAinda não há avaliações
- COM-HT-004 Cupon Corrosion Interior BDocumento2 páginasCOM-HT-004 Cupon Corrosion Interior BforoAinda não há avaliações
- Especificaciones PinturaDocumento51 páginasEspecificaciones PinturaSebas FaustoAinda não há avaliações
- Valvulas de Control CalculosDocumento1 páginaValvulas de Control CalculosRosmer Chirino100% (1)
- Esp y Hoja de Datos FeDocumento11 páginasEsp y Hoja de Datos FeYareli de la CruzAinda não há avaliações
- Pi 02 08 01Documento80 páginasPi 02 08 01inspmttoAinda não há avaliações
- T A01t8 PDFDocumento3 páginasT A01t8 PDFLeonardo Ramirez GuzmanAinda não há avaliações
- Especificacion de PinturasDocumento30 páginasEspecificacion de Pinturasmelcon1986100% (1)
- Memoria de Calculo Anodos de Sacrificio-Schneider Tramo 4inøDocumento3 páginasMemoria de Calculo Anodos de Sacrificio-Schneider Tramo 4inøXicotencatl PalaciosAinda não há avaliações
- Válvulas de bola para gas natural y GNLDocumento16 páginasVálvulas de bola para gas natural y GNLAndresAinda não há avaliações
- 29 Trazados Con VaporDocumento29 páginas29 Trazados Con VaporwillAinda não há avaliações
- Levantamiento de Campo TuberiasDocumento11 páginasLevantamiento de Campo Tuberiasjaqui1992100% (1)
- Pi 10 01 01Documento4 páginasPi 10 01 01Victor NietoAinda não há avaliações
- Compresores de Tornillo Rotativo Con Inyección de AceiteDocumento16 páginasCompresores de Tornillo Rotativo Con Inyección de AceiteRICHARDAinda não há avaliações
- ValvulasDocumento20 páginasValvulasJulio Aragón100% (1)
- Filosofía de OperaciónDocumento7 páginasFilosofía de OperaciónCristian ITh MedinaAinda não há avaliações
- Flexibilidad en TuberiasDocumento8 páginasFlexibilidad en TuberiasEsteban Medina100% (1)
- NRF 065 Pemex 2014Documento35 páginasNRF 065 Pemex 2014Manuel CurayAinda não há avaliações
- 01 0404 A52 1018T4M0033 PubDocumento27 páginas01 0404 A52 1018T4M0033 PubhectornoniAinda não há avaliações
- Diseño de GasoductosDocumento48 páginasDiseño de GasoductosDiego Martinez100% (1)
- Dly in L 501 r3 Piping ClassDocumento44 páginasDly in L 501 r3 Piping ClassJuan Torres100% (2)
- Resumen Tipicos PDFDocumento74 páginasResumen Tipicos PDFdanielaAinda não há avaliações
- Standard para Seleccion de Tuberias PDFDocumento69 páginasStandard para Seleccion de Tuberias PDFAngel David Norberto PrietoAinda não há avaliações
- MSDS Endurecedor RAM-100Documento4 páginasMSDS Endurecedor RAM-100Jose Juan GasparAinda não há avaliações
- NTC3936 (Ingeniería Civil y Arquitectura. Especificaciones para Cámaras de Inspección en Poliéster Reforzado Con Fibra deDocumento14 páginasNTC3936 (Ingeniería Civil y Arquitectura. Especificaciones para Cámaras de Inspección en Poliéster Reforzado Con Fibra deSergio Alejandro Suarez GallegoAinda não há avaliações
- T05gux02 Instructivo de Especificaciones de Materiales de Tuberias PDFDocumento128 páginasT05gux02 Instructivo de Especificaciones de Materiales de Tuberias PDFTomas GonzalezAinda não há avaliações
- CGS.09 Et P 002 - Rev.0Documento10 páginasCGS.09 Et P 002 - Rev.0Levantamientos La BambaAinda não há avaliações
- CGS.09 Et P 009 - Rev.0Documento12 páginasCGS.09 Et P 009 - Rev.0Levantamientos La Bamba100% (1)
- Ultrasonido y Tintas PenetrantesDocumento262 páginasUltrasonido y Tintas PenetrantesClaudio TapiaAinda não há avaliações
- FIC-05-InS-027!01!00 Instructivo Dossier Construccion FacilidadesDocumento5 páginasFIC-05-InS-027!01!00 Instructivo Dossier Construccion FacilidadesClaudio TapiaAinda não há avaliações
- Ultrasonido y Tintas PenetrantesDocumento262 páginasUltrasonido y Tintas PenetrantesClaudio TapiaAinda não há avaliações
- Extrac de Aceite de AlgasDocumento11 páginasExtrac de Aceite de AlgasluchopilattiAinda não há avaliações
- Preguntas Licencia de La ANT Ecuador.Documento38 páginasPreguntas Licencia de La ANT Ecuador.Fercho JaramilloAinda não há avaliações
- Pam Ec 20 PRC 017 1Documento6 páginasPam Ec 20 PRC 017 1Claudio TapiaAinda não há avaliações
- La Seguridad en La Industria Se Ocupa de Dar Lineamientos Generales para El Manejo de Riesgos en La IndustriaDocumento7 páginasLa Seguridad en La Industria Se Ocupa de Dar Lineamientos Generales para El Manejo de Riesgos en La IndustriaClaudio TapiaAinda não há avaliações
- Qué Es La Inspección Basada en RiesgosDocumento1 páginaQué Es La Inspección Basada en RiesgosClaudio TapiaAinda não há avaliações
- Entrevista PsicopatologicaDocumento13 páginasEntrevista PsicopatologicaJunior GavidiaAinda não há avaliações
- Ejemplos de Modelos de SoftwareDocumento4 páginasEjemplos de Modelos de SoftwarePaul_sds05100% (1)
- Estudio de diseño técnico de preinversión para la canalización del Río Irpavi tramo Calle 18 de Irpavi aguas arribaDocumento47 páginasEstudio de diseño técnico de preinversión para la canalización del Río Irpavi tramo Calle 18 de Irpavi aguas arribaYecid MauricioAinda não há avaliações
- Tarea 1 Sin EjercicioDocumento4 páginasTarea 1 Sin EjercicioAndreina SanchezAinda não há avaliações
- De Los Delitos y Las PenasDocumento32 páginasDe Los Delitos y Las PenasMary Lee100% (1)
- La Administración Trabaj UnefaDocumento10 páginasLa Administración Trabaj UnefaJackson Kendwar Reatiga CastañedaAinda não há avaliações
- Manual de InducciónDocumento29 páginasManual de InducciónDiagny Sofia Rodriguez JaimesAinda não há avaliações
- Pruebas de Nourth Blot y Southrem Blot Laboratorio Clinico 5aDocumento15 páginasPruebas de Nourth Blot y Southrem Blot Laboratorio Clinico 5aAlejandroCondoriHuamaniAinda não há avaliações
- Análisis de Datos CualiatativosDocumento16 páginasAnálisis de Datos CualiatativosPascual Ayamamani CollanquiAinda não há avaliações
- Pensar Las Relaciones InternacionalesDocumento18 páginasPensar Las Relaciones InternacionalesMariela LopezAinda não há avaliações
- BambasDocumento2 páginasBambasJavier Fernando Flores PumachapiAinda não há avaliações
- GestogramaDocumento7 páginasGestogramaMatias CarreñoAinda não há avaliações
- Informe Chute - Santos Mac Donald Cubas DiazDocumento10 páginasInforme Chute - Santos Mac Donald Cubas DiazMac Donald Cubas DiazAinda não há avaliações
- Mapa Tipo ArbolDocumento1 páginaMapa Tipo ArbolMandy Jimenez VallesAinda não há avaliações
- Curriculum Vitae Pablo YucraDocumento3 páginasCurriculum Vitae Pablo YucraAnonymous GUJsyRkf7EAinda não há avaliações
- Intervencion Psicologica Pcte. Oncologicos - Gonzalo Rojas-MayDocumento4 páginasIntervencion Psicologica Pcte. Oncologicos - Gonzalo Rojas-MayLuis Avila Vera100% (2)
- Problemas Actuales de Derechos HumanosDocumento8 páginasProblemas Actuales de Derechos HumanoscarinadocAinda não há avaliações
- Taller 1 Calor y Ondas 2014-1Documento3 páginasTaller 1 Calor y Ondas 2014-1Tavo MontesAinda não há avaliações
- Manual para Elaboración de Trabajo de Integración CurricularDocumento50 páginasManual para Elaboración de Trabajo de Integración CurricularAngieAldazAinda não há avaliações
- Bases de La Estructura Geoeconómica de VenezuelaDocumento4 páginasBases de La Estructura Geoeconómica de VenezuelaAnabel VarelaAinda não há avaliações
- Proceso de La Formación de La Opinión PúblicaDocumento10 páginasProceso de La Formación de La Opinión PúblicaEDITH LUZ CALSIN CAHUAPAZAAinda não há avaliações
- Ficha Tecnica Disipador SLBDocumento4 páginasFicha Tecnica Disipador SLBAnilu AltamiranoAinda não há avaliações
- Actividad 3 - FolletoDocumento2 páginasActividad 3 - FolletoJeny MartínezAinda não há avaliações
- Modelo de Autoevaluacion Institucional MAI - SENADocumento113 páginasModelo de Autoevaluacion Institucional MAI - SENAFAIVER HERRERAAinda não há avaliações
- Java (10) VectoresDocumento19 páginasJava (10) Vectoresjamb186Ainda não há avaliações
- Ministerio Del Poder Popular Comunas y Movimientos Sociales VenezuelaDocumento26 páginasMinisterio Del Poder Popular Comunas y Movimientos Sociales VenezuelaFederico TitoAinda não há avaliações
- Metabuscadores, Buscadores y Directorios Académicos Como Soporte de La Investigación CientíficaDocumento34 páginasMetabuscadores, Buscadores y Directorios Académicos Como Soporte de La Investigación Científicaenrique_berríos100% (2)
- Guía Metodológica de Educación Primaria Intercultural BilingueDocumento100 páginasGuía Metodológica de Educación Primaria Intercultural BilingueroseAinda não há avaliações