Você também pode gostar
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Emom Manual: 25 Kettlebell Conditioning WorkoutsDocumento14 páginasThe Emom Manual: 25 Kettlebell Conditioning WorkoutsguilleAinda não há avaliações
- Engineering Classification of Rock MaterialsDocumento61 páginasEngineering Classification of Rock MaterialsTanAinda não há avaliações
- Structural Design of Flexible ConduitsDocumento126 páginasStructural Design of Flexible ConduitsDenisR9Ainda não há avaliações
- Analysis of Hydraulic Pressure Transients in The Waterways of Hydropower StationsDocumento77 páginasAnalysis of Hydraulic Pressure Transients in The Waterways of Hydropower Stationskamran1340Ainda não há avaliações
- Guide To Protective CoatingDocumento118 páginasGuide To Protective CoatingAnilkumar Gurram100% (1)
- Meat Plant FeasabilityDocumento115 páginasMeat Plant FeasabilityCh WaqasAinda não há avaliações
- Project Management A Technicians Guide Staples TOCDocumento5 páginasProject Management A Technicians Guide Staples TOCAnonymous NwnJNO0% (3)
- Bacterial Genome Assembly IlluminaDocumento49 páginasBacterial Genome Assembly IlluminadksaAinda não há avaliações
- Dri InternshipDocumento38 páginasDri InternshipGuruprasad Sanga100% (3)
- Workshop Soil Structure Interation and Retainin Walls PDFDocumento210 páginasWorkshop Soil Structure Interation and Retainin Walls PDFchutton681Ainda não há avaliações
- Training Wall Height On Convergent Stepped SpillwaysDocumento10 páginasTraining Wall Height On Convergent Stepped Spillwayschutton681Ainda não há avaliações
- Dynamic Properties of Mass Concrete Obtained From Dam Cores Harris & DolenDocumento7 páginasDynamic Properties of Mass Concrete Obtained From Dam Cores Harris & Dolenchutton681Ainda não há avaliações
- Dams On Rock Foundations - DeereDocumento16 páginasDams On Rock Foundations - Deerechutton681Ainda não há avaliações
- Investigating Structural Safety of Cracked Concrete DamsDocumento14 páginasInvestigating Structural Safety of Cracked Concrete Damschutton681Ainda não há avaliações
- Evaluation of Non-Linear Material Models DSO-14-08Documento87 páginasEvaluation of Non-Linear Material Models DSO-14-08chutton681Ainda não há avaliações
- Dynamic Properties of Mass Concrete Obtained From Dam Cores Harris & DolenDocumento7 páginasDynamic Properties of Mass Concrete Obtained From Dam Cores Harris & Dolenchutton681Ainda não há avaliações
- Drainage For DamsDocumento10 páginasDrainage For Damschutton681Ainda não há avaliações
- Durability of Hydropower Concrete Strs With OverlaysDocumento204 páginasDurability of Hydropower Concrete Strs With Overlayschutton681Ainda não há avaliações
- Surface Preparation For Bond USBRDocumento190 páginasSurface Preparation For Bond USBRchutton681Ainda não há avaliações
- Concrete Dam Foundation InvestigationsDocumento6 páginasConcrete Dam Foundation Investigationschutton681Ainda não há avaliações
- Correlation Between Tensile Splitting Strength and Flexural Strength of ConcreteDocumento12 páginasCorrelation Between Tensile Splitting Strength and Flexural Strength of Concretechutton681Ainda não há avaliações
- Properties of Aged Concrete DSO-98-03 - HarrisDocumento46 páginasProperties of Aged Concrete DSO-98-03 - Harrischutton681Ainda não há avaliações
- Repairng Leaking Expansion Joints USBR CRBMarApr13 - VonFay-JoyDocumento4 páginasRepairng Leaking Expansion Joints USBR CRBMarApr13 - VonFay-Joychutton681Ainda não há avaliações
- Laboratory Evaluation of Concrete Thin Repair Materials MERL-2009-36Documento15 páginasLaboratory Evaluation of Concrete Thin Repair Materials MERL-2009-36chutton681Ainda não há avaliações
- Chemical Grouts For Use On USBR Projects GR8613Documento42 páginasChemical Grouts For Use On USBR Projects GR8613chutton681Ainda não há avaliações
- Spall Repair REMRDocumento12 páginasSpall Repair REMRchutton681Ainda não há avaliações
- Guide To Chemical Grouting of Joints and Cracks in Concrete MERL-2013-58Documento38 páginasGuide To Chemical Grouting of Joints and Cracks in Concrete MERL-2013-58chutton681Ainda não há avaliações
- Surface Preparation For Bond USBRDocumento190 páginasSurface Preparation For Bond USBRchutton681Ainda não há avaliações
- Three Dimensional Behavior of Retaining Wall Systems PDFDocumento257 páginasThree Dimensional Behavior of Retaining Wall Systems PDFศิวาเวช อบมาAinda não há avaliações
- Soil Cement Spec NRCS 21308Documento8 páginasSoil Cement Spec NRCS 21308chutton681Ainda não há avaliações
- Strength of Open Graded Aggregates For Structural BackfillDocumento154 páginasStrength of Open Graded Aggregates For Structural Backfillchutton681Ainda não há avaliações
- Understanding Native Flowable Fill Underground ConstructionDocumento3 páginasUnderstanding Native Flowable Fill Underground Constructionchutton681Ainda não há avaliações
- Increase in Youngs Modulus Under Compression TestDocumento38 páginasIncrease in Youngs Modulus Under Compression Testchutton681Ainda não há avaliações
- Use of Flowable Fill As A Backfill Material Around Buried PipesDocumento161 páginasUse of Flowable Fill As A Backfill Material Around Buried Pipeschutton681Ainda não há avaliações
- Numerical Modeling of Buried Pipes With Flowable Fill As A BackfiDocumento168 páginasNumerical Modeling of Buried Pipes With Flowable Fill As A Backfichutton681Ainda não há avaliações
- Viscoline Annular UnitDocumento4 páginasViscoline Annular UnitjoquispeAinda não há avaliações
- Aldehydes, Ketones, Carboxylic Acids, and EstersDocumento11 páginasAldehydes, Ketones, Carboxylic Acids, and EstersNATURE COMPUTERAinda não há avaliações
- PMI Framework Processes PresentationDocumento17 páginasPMI Framework Processes PresentationAakash BhatiaAinda não há avaliações
- HVAC (Heating, Ventilation and Air Conditioning) : SRS PrecautionsDocumento1 páginaHVAC (Heating, Ventilation and Air Conditioning) : SRS PrecautionssoftallAinda não há avaliações
- Mycotoxin in Food Supply Chain (Peanuts)Documento2 páginasMycotoxin in Food Supply Chain (Peanuts)Ghanthimathi GvsAinda não há avaliações
- Rules For State Competitions and Iabf Approved TournamentsDocumento56 páginasRules For State Competitions and Iabf Approved TournamentsQuality management systems documentsAinda não há avaliações
- 10 2005 Dec QDocumento6 páginas10 2005 Dec Qspinster40% (1)
- BV Lesson Plan 4Documento3 páginasBV Lesson Plan 4api-252119803Ainda não há avaliações
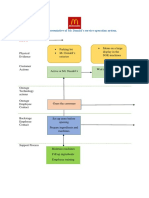
- Blueprint Huynh My Ky Duyen 2022 McDonald'sDocumento2 páginasBlueprint Huynh My Ky Duyen 2022 McDonald'sHuỳnh Mỹ Kỳ DuyênAinda não há avaliações
- 2 Dawn150Documento109 páginas2 Dawn150kirubelAinda não há avaliações
- Benzil PDFDocumento5 páginasBenzil PDFAijaz NawazAinda não há avaliações
- Task 5 Banksia-SD-SE-T1-Hazard-Report-Form-Template-V1.0-ID-200278Documento5 páginasTask 5 Banksia-SD-SE-T1-Hazard-Report-Form-Template-V1.0-ID-200278Samir Mosquera-PalominoAinda não há avaliações
- Dressmaking - Q1 TASK-SHEET v1 - Schalemar OmbionDocumento2 páginasDressmaking - Q1 TASK-SHEET v1 - Schalemar OmbionAlvaCatalinaAinda não há avaliações
- Itrogen: by Deborah A. KramerDocumento18 páginasItrogen: by Deborah A. KramernycAinda não há avaliações
- Mid Day Meal Scheme-Case Study of BiharDocumento4 páginasMid Day Meal Scheme-Case Study of BiharKaran singh RautelaAinda não há avaliações
- Ras Shastra PPT 6Documento10 páginasRas Shastra PPT 6Soham BhureAinda não há avaliações
- Plica PDFDocumento7 páginasPlica PDFIVAN VERGARAAinda não há avaliações
- Far Eastern University - Manila Income Taxation TAX1101 Fringe Benefit TaxDocumento10 páginasFar Eastern University - Manila Income Taxation TAX1101 Fringe Benefit TaxRyan Christian BalanquitAinda não há avaliações
- Case Report CMV RetinitisDocumento27 páginasCase Report CMV RetinitistaniamaulaniAinda não há avaliações
- ISO - TR - 15608 - 2017 (En) - Pipe Grouping SystemsDocumento12 páginasISO - TR - 15608 - 2017 (En) - Pipe Grouping SystemsTeodor ProdanAinda não há avaliações
- Report On Analysis of TSF Water Samples Using Cyanide PhotometerDocumento4 páginasReport On Analysis of TSF Water Samples Using Cyanide PhotometerEleazar DequiñaAinda não há avaliações
- Join Our Telegram Channel: @AJITLULLA: To Get Daily Question Papers & SolutionsDocumento24 páginasJoin Our Telegram Channel: @AJITLULLA: To Get Daily Question Papers & SolutionsNaveen KumarAinda não há avaliações
- 5SDD 71B0210Documento4 páginas5SDD 71B0210Merter TolunAinda não há avaliações
- SanMilan Inigo Cycling Physiology and Physiological TestingDocumento67 páginasSanMilan Inigo Cycling Physiology and Physiological Testingjesus.clemente.90Ainda não há avaliações
- Women EmpowermentDocumento7 páginasWomen EmpowermentJessica Glenn100% (1)