Escolar Documentos
Profissional Documentos
Cultura Documentos
B.tech Project - cpd2014
Enviado por
Audrey Patrick KallaDescrição original:
Título original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
B.tech Project - cpd2014
Enviado por
Audrey Patrick KallaDireitos autorais:
Formatos disponíveis
CHEMICAL PROCESS QUANTITATIVE RISK ANALYSIS AND MANUFACTURE OF PARA NITRO CHLOROBENZENE A PROJECT REPORT Submitted by MOHD.
IBRAZ HUSSSAIN (41502203009) RATNA RAMANI (41502203013) S.SRILAKSHMI (41502203016) In partial fulfillment for the award of the degree of BACHELOR OF TECHNOLOGY In CHEMICAL ENGINEERING
S.R.M. ENGINEERING COLLEGE, KATTANKULATHUR-603 203, KANCHEEPURAM DISTRICT ANNA UNIVERSITY: CHENNAI-600 025 MAY 2006
ANNA UNIVERSITY: CHENNAI 600 025 BONAFIDE CERTIFICATE
Certified that this project report Part A "CHEMICAL PROCESS QUANTITATIVE RISK ANALYSIS" and report Part B- "MANUFACTURE OF PARA NITRO CHLOROBENZENE is the bonafide work of MOHD. IBRAZ HUSSAIN (41502203009), RATNA RAMANI (41502203013) supervision. and S. SRILAKSHMI (41502203016) who carried out the project work under our
Dr.R.KARTHIKEYAN PROFESSOR HEAD OF THE DEPARTMENT CHEMICAL ENGINEERING S.R.M.Engineering college Kattankulathur-603 203 Kancheepuram District.
Dr.R.KARTHIKEYAN SUPERVISOR HEAD OF THE DEPARTMENT CHEMICAL ENGINEERING S.R.M.Engineering college Kattankulathur-603 203 Kancheepuram District.
ACKNOWLEDGEMENT
We take pleasure in expressing our heartfelt thanks to our Principal Prof. R. Venkataramani, B.E., M.Tech. F.I.E., and Director Dr. T.P.Ganesan, B.E.,(Lhons).,M.Sc.,(Engg.), for constantly looking into our needs and upgrading the support system provided to students.
We
also
take
this
opportunity
to
thank
our
HOD
Prof. Dr. R Karthikeyan, B.E., Ph.D., who through his busy schedule always provided time to guide us and motivate us. Also, we would like to thank our faculty members who gave us valuable and timely inputs which helped us to bring this project to a successful completion.
ABSTRACT Para nitro chlorobenzene is an important compound in chemical industry with respect to dyeing and production industry especially. A conservative approach has been employed in the manufacture of Para nitro chlorobenzene, as the other methods of production available are employed only for laboratory purposes. This project deals with design aspects of equipments used, cost estimation and project feasibility.
TABLE OF CONTENTS CHAPTER TITLE ABSTRACT 1 INTRODUCTION 1.1 UNDERSTANDING RISK 1.2 SELECTED DEFINITIONS FOR CPQRA RELEVANCE OF THE TECHNIQUE CASE STUDIES 2.1 CASE STUDY OF A DISTILLATION COLUMN 2.1.1 Identification, Enumeration and Selection of incidents 2.2 INCIDENT CONSEQUENCE ESTIMATION 2.2.1 Flash, Discharge and Dispersions Calculations 2.2.2 Event Tress 2.2.3 Consequences of Incident Outcomes 2.3 INCIDENT FREQUENCY ESTIMATION 2.3.1 Frequencies of the Representative set of Incidents 2.3.2 Probabilities of Incident outcomes 2.3.3 Preparation of incident outcome case frequencies 2.4 RISK ESTIMATION 2.5 CONCLUSION REVIEW OF RELATED LITERATURE 3.1 TORAP 3.1.1 The Accident Scenario general step 3.1.2 Consequence Analysis 3.1.3 Checking for higher degree of accidents 3.1.4 Characteristics of worst-accident Scenario CONCLUSION APPENDIX 1 APPENDIX 2 1 1 3 10 10 13 18 18 23 25 30 30 33 34 35 40 41 41 41 42 42 42 44 45 46 PAGE NO
ABSTRACT
Chemical Process Quantitative Risk Analysis is a relatively new methodology that is a valuable management tool in the overall safety performance of chemical process industry. CPQRA techniques provide advanced quantitative means to supplement hazard identification, risk assessment, control and management methods to identify potential for incidents and evaluate control strategies. TABLE OF CONTENTS CHAPTER TITLE ABSTRACT LIST OF SYMBOLS 1 INTRODUCTION 1.1 2 BRIEF INTRODUCTION 53 PAGE NO
PROCESS 2.1 2.2 PROCESS DESCRIPTION 2.1.1 Equipment Description MATERIAL BALANCE 55 57 59 64 67 71
2.3 ENERGY BALANCE 2.4 2.5 DESIGN PROCESS CONTROL AND
INSTRUMENTATION
2.6 2.7 2.8
PLANT LAYOUT COST ESTIMATION PROCESS SAFETY 96
74 79 87
LIMITATIONS CONCLUSION 96
LIST OF SYMBOLS
Hreaction
Heat of reaction (kJ)
Cp T V VO
Specific heat
kJ kgoC
Temperature difference Latent heat of varporisation volume of the reactor (m3) Volumetric flow rate of the reactor (m3/hr) Vapor flow rate (kmol/hr)
CHAPTER 1 INTRODUCTION
BRIEF INTRODUCTION Understanding Risk
Risk is a measure of potential for loss in terms of both (events/year) of the incident and the consequences incident. Risk in an infrastructure. Flixborough, Bhopal, Piper Alpha and other industry may be due to (effects/year) natural
likelihood of the and hazards
accidents
emphasized the need for risk analysis. The development of a quantitative estimate of risk based on engineering evaluation and mathematical techniques consequences. for combining estimates of incident likelihood and
Chemical process quantitative risk analysis is a relatively methodology that is valuable as a management tool in performance of the Chemical Process Industry (CPI). Chemical Process Quantitative Risk Analysis
new
the overall safety
(CPQRA)
techniques provide advanced quantitative means to hazard identification, analysis, assessment, and methods to identify the potential control strategies.
supplement
control and management
for accidents to occur and to evaluate
A flow sheet is illustrated below to indicate the step-byprocedure involved in CPQRA.
step
Selected Definitions for CPQRA Hazard A chemical or physical condition that has the potential for causing damage to people, property or the environment (e.g. a pressurized tank containing 500 tons of ammonia) Incident Incident can be defined as loss of containment of material orenergy(e.g. a leak of 10 lb/sec of ammonia from a connecting pipeline to the ammonia tank, producing a toxic vapor cloud).This is pertaining to Risk Studies. Event Sequence A specific unplanned sequence of events composed of initiating and intermediate events that may lead to an incident. Initiating event The first event in an event sequence (e.g. stress corrosion resulting in leak/rupture of the connecting pipeline to the ammonia tank) events
Intermediate event An event that propagates or mitigates the initiating event during an event sequence (e.g.: improper operator action fails to stop the initial ammonia leak and causes propagation of the intermediate event to an incident, in this case the intermediate event could be a continuous release of Ammonia) Incident outcome The physical manifestation of the incident; for toxic materials, the incident outcome is a toxic release, while for flammable materials, the incident outcome could be a BLEVE, flash fire, unconfined vapor cloud explosion, etc.
Incident outcome case The quantitative definition of a single result of an incident outcome through specification of sufficient parameters to allow distinction of this case from all others for the same incident outcomes (e.g. a concentration of 3333 ppm (v) of ammonia 2000 ft downwind from a 10lb/sec ammonia leak is estimated assuming a 1.4 mph wind and stability Class D)
Consequence A measure of the expected effects of an incident outcome case (e.g., an ammonia cloud from a 10lb/sec leak under stability Class D weather conditions, and a 1.4 mph wind traveling in a northerly direction will injure 50 people) Effect zone For an incident that produces an incident outcome of toxic release, the area over which the airborne concentration equals or exceeds some level of concern. The area of the effect zone will be different for each incident outcome case[e.g., given an IDLH for ammonia of 500 ppm (v) , an effect zone of 4.6 square miles is estimated for a 10 lb/sec ammonia leak].For a flammable vapor release, the area over which a particular incident outcome case produces an effect based on a specified overpressure criterion (e.g., an effect zone from an unconfined vapor cloud explosion of 28,000 Kg of hexane assuming 1 % yield is 0.18 km2 if an overpressure criterion of 3 psig is established).For a loss of containment incident producing thermal radiation effects, the area over which a particular incident outcome case produces an effect based on a specified thermal damage criterion[e.g., a circular effect zone surrounding a pool fire resulting from a flammable liquid spill, whose boundary is defined by the radial distance at which the radiative heat flux from the pool fire has decreased to 5 kW/m2 (approximately 1600 Btu/hr-ft2] Likelihood Likelihood can be defined as a measure of the expected probability or frequency of occurrence of an event. This may be expressed as a frequency (e.g., events/year), a probability of occurrence during some time interval, or a conditional probability (i.e., probability of occurrence given that a precursor event has occurred, e.g., the frequency of a stress corrosion hole in a pipeline of size sufficient to cause a 10 lb/sec ammonia leak might be 1 x 10 -3 per year; the probability that ammonia will be flowing in the pipeline over a period of 1 year might be estimated to be 0.1;and the conditional probability that the wind blows toward a populated area following the ammonia release might be 0.1)
Risk Risk can be defined as a measure of economic loss or human injury in terms of both the incident likelihood and the magnitude Risk analysis The development of a quantitative estimate of risk based on engineering evaluation and mathematical techniques for combining estimates of incident consequences and frequencies (e.g., an ammonia cloud from a 10 lb/sec leak might extend 2000ft downwind and injure 50 people .For this example, using the data presented above for likelihood, the frequency of injuring 50 people is given as 1 x 10 -3 x 0.1 x 0.1 = 1 x 10 -5 events per year) Risk assessment The process by which the results of a risk analysis are used to make decisions, either through a relative ranking of risk reduction strategies or through comparison with risk targets. (e.g., the risk of injuring 50 people at a frequency of 1 x 10-5 events per year from the ammonia incident is judged higher than acceptable, and remedial design measures are required) Scope of the study of the loss or injury.
It is necessary to pay attention to the scope of a CPQRA, in order to satisfy practical budgets and schedules. If the scope is not clearly defined in advance, there is a possibility for the workload to explode. The concept of a STUDY CUBE has been introduced as shown above to relate scope, workload and goals. The three axes of the cube represent risk estimation technique, complexity of analysis and number of incidents selected for study. Each axis of the cube has been arbitrarily divided into three levels of complexity. These results in a total of 27 different categories of CPQRA, depending on what combinations of complexity of treatment are selected for three factors. Each cell in the cube represents a potential CPQRA characterization. However some cells represent a combination of characteristics that are more likely to be useful in the course of a project or in the analysis of an existing facility Risk estimation technique Each of the components of this axis corresponds to a study exit point .The complexity and level of effort necessary increase along the axis-from consequence through frequency to risk estimation. Complexity of Study This axis presents a complexity scale for CPQRAs .Position along the axis is derived from two factors The complexity of the models to be used in a study The number of incident outcome cases to be studied Number of incidents There are three groups of incidents used Bonding Group-this group contains a small number of incidents catastrophic by nature Representative Set-it includes incidents from the either group of Expansive List- it contains incidents in all three classes selected the incident enumeration technique The STUDY CUBE provides a conceptual framework for that influence the depth of a CPQRA. that are incidents. through
discussing factors
CHAPTER 2 RELEVANCE OF THE TECHNIQUE CASE STUDIES
2.1
CASE STUDY OF A DISTILLATION COLUMN
Consider a C6 distillation column, which is used to separate hexane and heptane from a feed stream consisting of 58 %( by weight and 42% heptane. The overhead condenser, thermosyphon reboiler and accumulator are all included in this study. The column operating pressure is 4barg the temperature range is 130-160C from the top to the bottom of the column respectively. The column bottoms and reboiler inventory is 6000kg and there are about 10000kg of liquids on the trays. The condenser is assumed to have no liquid holdup and the accumulator drum inventory is 12000kg. The material in the bottom of the column is approximately 90% heptane and 10% hexane and that at the top is approximately 90% hexane and 10% heptane.
Table Physical properties Boiling point (oC) Molecular weight Upper flammable limit (vol%) Lower flammable limit (vol%) Heat of combustion (J/kg) Ratio of specific heats, Liquid density at boiling point (kg/m3) Heat of vaporization at boiling point (J/kg) Liquid heat capacity (J/kg/ok) Hexane 69 86 7.5 1.2 4.5x107 1.063 615 3.4x105 2.4x103 Heptane 99 100 7.0 1.0 4.5x107 1.054 614 3.2x105 2.8x103
The plant layout and surroundings
The wind rose
The study objective is to estimate the risk to the residential community from the fractionation system from both individual and societal risk perspectives. In order to limit the number of calculations, only one average weather condition is considered a wind speed of 1.5 m/s and F stability- representing a worst case weather condition with a reasonable probability of occurrence. The wind rose used in this example, gives the probability of wind from each of eight directions.
2.1.1
Identification, Enumeration and Selection of incidents An initial list of incidents is listed to consider all possible ruptures of items of equipment which would lead containment The initial list is modified to produce a revised list which problems such as polymerization, corrosion, over to this distillation column. Each vessel may break or rupture in a number of ways. A break may be of any size from a pin hole to a full bore be in any position between the pipe ends. The spectrum of incidents is reduced to a Representative Incidents. Possible pipe failures are represented by or holes of 20% of the pipe diameter. distance effects Set of pipe excludes to a breaks or loss of
pressurization pertaining
rupture and may
either full bore ruptures
Flange leaks, pump seal leaks do not cause any long but may result in a pool fire. Diking around 10m2. Incident outcomes such as fire and
the column limits the pool size to
explosions
should
be
considered since the material is flammable. The final choice of incidents is modeled based on the following factors:
the size of the release whether the release is instantaneous or continuous whether the release is liquid or vapor The revised list of incidents include: Complete Rupture Column Accumulator Reboiler Condenser
Liquid leaks(full bore rupture and hole equivalent to 20% diameter) Column feed line Reboiler feed line Heptane pump(pump 2) suction line(including flanges and Heptane pump(pump 2)discharge line(including flanges) Condenser discharge line Reflux pump (pump1)suction line (including flanges and Reflux pump(pump1) discharge line (including flanges) Shell leak(of column, accumulator, reboiler or condenser) size equivalent to 20% of pipe diameter only.
of
pump)
pump) of hole
Vapor leaks(full bore rupture and hole equivalent to 20% of diameter) Column overhead line Reboiler discharge line Shell leakage (of the column, accumulator, reboiler or condenser) of hole size equivalent to 20% of pipe diameter Assumptions pertaining to Representative List of Incidents a. It is assumed that automatic isolation exists at the system boundaries such only.
that no additional fuel other than that present in contributes to the release. Hence the rapid release
the system at the time of incident
an instantaneous failure of one vessel will lead to
of the entire contents of all other connected vessels. It may be
noted that there are no automatic isolation valves with in the system.
b.
It is assumed that all liquid lines have a diameter of
0.15m.Discharge
rate
from these lines is used to determine whether full bore rupture of these lines can be treated as an instantaneous or continuous release. Here releases close to the compared continuous releases from vessel are better approximated by the liquid discharge model as to two-phase discharge model. Discharge equation for the 0.15m diameter line is :
GL = Cd A ! (2(p-pa) / ! + 2 g h )1/2
GL = Liquid discharge rate (kg/s) Cd =discharge coefficient (0.61 for liquids) A = hole cross-sectional area ( for 0.15m diameter pipe)=0.0176m2 ! =liquid density (615 kg/m3) p=upstream pressure (5 bar=5*105 N/m2) pa=down stream pressure(1 bar = 1*105 N/m2) h=liquid head (assumed to be negligible) g= acceleration due to gravity (9.8 m/s) It has been calculated that discharge rate is 240 kg/s by substituting all the above values in equation. Flow rate can double if pipe breaks in such a way that flow unimpeded from both ends. It is estimated that at the initial rate the entire contents of reboiler and accumulator would be emptied in 2 pressure decrease in the system, it takes contents. It is considered reasonable to treat full bore ruptures of lines in the same manner as a catastrophic failure of fractionating system. any vessel liquid in the minutes. But column, due to is
a larger time to empty the
c.
Vapor lines are 0.5m in diameter.A quick estimate of the
discharge rate can
be used to establish whether the full bore an instantaneous or piping. rcrit=(("+1)/2) ("/("-1)) Where
rupture of these lines can be treated as the gas
continuous release. It is determined whether flow is sonic in
order to estimate the actual discharge rate from a catastrophic break in
"= gas specific heat ratio(1.063 for hexane, 1,054 for heptane) rcrit =1.687 for hexane rcrit =1.682 for heptane Since p=5*105 N /m2 (absolute) pa=1*105 N/m2(absolute) p/pa =5.0 > rcrit = 1.687 Therefore, vapor discharge will be sonic. For sonic flow the discharge rate is given by Gv=Cd A p #/ $o Where Gv = gas discharge rate for choked vapor flow (kg/s) Cd = discharge coefficient (assumed to be 1 for gases) A =hole cross-sectional area ( for 10% of 0.5m pipe,m2) p=absolute upstream pressure (N/m2) $o =sonic velocity of gas at T =(RT"/M)1/2 #=flow factor = "(1/rcrit) ("+1)/2") M= molecular weight (86 for hexane, 100 for heptane) R=gas constant (8310 joules/kg-mole/K) T=upstream temperature (403K for hexane, 433K for heptane) " =gas specific heat ratio (1.063 for hexane, 1.054 for heptane) rcrit=1.687 for hexane, 1.682 for heptane The vapor discharge rate is 303 kg/s for pure hexane and for pure heptane. Therefore, full bore ruptures of treated the same as a catastrophic system. Representative List of Incidents: vapor lines 320 kg/s are also
failure of any vessel in the fractionating
a. b. line c. line
a catastrophic failure of the column, reboiler, condenser,
accumulator,
or
any full bore liquid or vapor line rupture a liquid release through a hole of diameter equal to 20%of a 0.15m diameter
a vapor release through a hole of diameter equal to 20% of a0.5m
diameter
2.2 2.2.1
INCIDENT CONSEQUENCE ESTIMATION Flash,Discharge and Dispersions Calculations (Incidents A,B & C)
Flash discharge and dispersion calculations are carried out for the Incidents A, B and C that are defined above. Incident A : A Catastrophic failure In the event of catastrophic failure of one of the vessels or full bore line rupture; it is assumed that the entire contents of the column, reboiler, condenser, and accumulator, are lost instantaneously. In the following calculation, the flash fraction is determined assuming the column reboiler and accumulator contains pure heptane and pure hexane, respectively, rather than mixtures.
Fv=Cp ((T-Tb)/Hfg)
Where Fv= C p= T= fraction of fluid flashed to vapor average liquid heat capacity (range T to Tb)(2400J/kg/K for hexane, operating temperature (130C for hexane, 99C for heptane) Tb=atmospheric boiling point (69C for hexane, 99C for heptane) 2800
J/kg/K for heptane)
Hfg=
latent heat of vaporization at Tb (3.4x105 J/kg for hexane, 3.2x105 J/kg for Heptane) The calculated flash fractions are 0.43 for hexane and 0.51 for heptane.
Therefore, both of these materials exhibit a flash fraction of roughly 0.5. It is reasonable to assume that all of the hexane and heptane released will release as gas and aerosol .It is further assumed that the aerosol droplets are small enough to remain suspended and evaporate instead of raining out onto the ground. DENSE CLOUD MODEL is used to calculate the dispersion of the instantaneous release of the mentioned gases. Since thermo physical properties of hexane and heptane are similar, the dispersion calculations are based on hexane that comprises approximately 2/3 of the inventory of the system. The release is supposed to consist only of gas and aerosol droplets that eventually evaporate into cloud and hence an all gaseous release is chosen for dispersion analysis. The temperature used is 69C , which is the temperature to which hexane liquid will flash when released to the atmosphere. It is also necessary to estimate the initial dilution, which is the number of volumes of air containing one volume of gas in the cloud after expansion to atmospheric pressure and before heat transfer and dispersion processes begin. A dilution factor of ten is chosen. The initial cloud radius is set equal to height, which is the most common default for top-hat models. Incident B & C: Liquid and Vapour Release from Hole in Piping For liquid release, the flash fraction is same as that considered for incident A i.e. 0.43 for hexane and 0.51 for heptane. It is assumed that entire release is a gas and aerosol cloud, with no liquid rainout. The discharge rate for the liquid release (incident B) can be estimated using equation and assuming a hole diameter of 0.03m.The resulting rate discharge rate is 9.6 kg/s.
The discharge rate for gaseous release i.e. incident C can be estimated using equation assuming a hole diameter of 0.12m. The discharge rate is calculated as 12.6 kg/s. Since both releases are gaseous and discharge is similar incidents B and C are combined and on average release rate of 11 kg/s is obtained. Top hat dense cloud model of WHAZAN is used to calculate dispersion. The flammability zone from continuous release will extend in residential area.
This is the output obtained in case of instantaneous heavy gas dispersion WHAZAN *********** HEAVY CLOUD DISPERSION MODEL **************************** Copyright (C) DNV Technica Ltd. Date 28 Sep 1996 Instantaneous release of Time 02:53 n-Hexane (Gaseous)
Mass released : 28000. kg Initial flash : .000 Temp. after release : 342.0 K Molecular weight : 86.17 Boiling point : 344.6 K Specified lower conc.: 10000.000 ppm Initial dilution : 10.0 Times Fraction liquid : .000 Initial cloud temp. : 308.0 K Initial cloud conc. : 78912.050 ppm Initial density : 1.317 kg/cu m Initial radius : 32.1 m Initial volume : 104011. cu m Initial height : 32.1 m Surface roughness : .100 Ambient temperature : 293.0 K Roughness length : .18 m Air density : 1.196 kg/cu m Relative humidity : 80. % Wind speed : 1.5 m/s Mixing ratio : .012 Pasquill category : F TIME DISTANCE CLOUD CLOUD DOWNWIND RADIUS HEIGHT (s) (m) (m) (m) (ppm vol) (K) C/L CLOUD CONC. TEMP.
.0 .0 32.1 32.1 78912.050 308.03 Forced convection from .0 m 6.7 10.0 58.6 19.9 37354.630 300.74 13.3 20.0 76.6 16.0 26933.910 298.19 20.0 30.0 91.3 13.9 21768.740 297.04 26.7 40.0 104.0 12.5 18586.480 296.36 33.3 50.0 115.4 11.5 16387.550 295.91
40.0 60.0 125.8 10.7 14759.090 295.58 46.7 70.0 135.4 10.1 13497.570 295.33 53.3 80.0 144.4 9.6 12483.410 295.13 60.0 90.0 152.9 9.2 11644.780 294.97 66.7 100.0 161.0 8.8 10935.520 294.83 73.3 110.0 168.7 8.5 10325.010 294.71 10000.000 ppm vol concentration reached 289.4 m at time 77. s
This is the output obtained in case of continuous heavy gas dispersion WHAZAN *********** HEAVY CLOUD DISPERSION MODEL **************************** Copyright (C) DNV Technica Ltd. Date 4 Oct 1996 Continuous release of Time 00:40 n-Hexane (Gaseous)
Rate of release : 11.00 kg/s Initial flash : .000 Duration : 100.0 s Temp. after release : 342.0 K Molecular weight : 86.17 Boiling point : 344.6 K Specified lower conc.: 12000.000 ppm Initial dilution : 10.0 Times Fraction liquid : .000 Initial cloud temp. : 308.0 K Initial cloud conc. : 78912.050 ppm Initial density : 1.317 kg/cu m Initial semi-width : 3.7 m Cross sectional area : 27. sq m Initial height : 3.7 m Surface roughness : .100 Ambient temperature : 293.0 K Roughness length : .18 m Air density : 1.196 kg/cu m Relative humidity : 80. % Wind speed : 1.5 m/s Mixing ratio : .012 Pasquill category : F TIME DISTANCE CLOUD CLOUD DOWNWIND RADIUS HEIGHT (s) (m) (m) (m) (ppm vol) (K) C/L CLOUD CONC. TEMP.
.0 .0 3.7 3.7 78912.050 308.03 Forced convection from .0 m 6.7 10.0 12.4 2.3 36603.000 300.23 13.3 20.0 18.8 2.0 28127.050 298.02 20.0 30.0 24.3 1.8 23755.340 296.93 26.7 40.0 29.3 1.7 20884.200 296.24
33.3 50.0 34.0 1.6 18778.020 295.74 40.0 60.0 38.4 1.6 17110.050 295.36 46.7 70.0 42.6 1.5 15732.440 295.06 53.3 80.0 46.6 1.5 14556.420 294.81 60.0 90.0 50.5 1.5 13527.630 294.60 66.7 100.0 54.2 1.5 12611.990 294.42 12000.000 ppm vol concentration reached 107.4 m at time 72. s
2.2.2
Event Trees
A number of different outcomes are possible for incidents A, B, C depending on If and when ignition occurs Consequences of ignition Two events have been drawn below to illustrate the outcomes of these releases. Though ignition may occur at a number of positions depending ignition sources it. It is assumed that the immediate ignition will cause a BLEVE from an instantaneous release and a jet fire from a continuous release. If ignition is delayed until the cloud has developed, the consequences will be either a UVCE or a flash fire. From the event trees, the following incident outcomes are identified for the risk analysis: BLEVE due to immediate ignition of an instantaneous UVCE due to delayed ignition of an instantaneous release Flash fire due to delayed ignition of an instantaneous release Jet fire from immediate ignition of a continuous release Flash fire due to delayed ignition of a continuous release release on incident
Event tree for incident A
I m m e d ia t e I g n it io n
J e t F ir e
C o n t in u o u s R e le a s e
D e la y e d I g n it io n
F la s h F ir e
N o I m m e d ia t e I g n it io n
T o x ic E f f e c t s
N o I g n it io n
N o C o n s eq u en ces
Event tree for incident B and C
2.2.3
Consequences Of Incident Outcomes
The consequences of incident outcomes are calculated in the following sections. The discrete zone approach is used to define flammable effects. It is assumed in this approach that within a zone people are assumed to be fatalities and outside the zone people are assumed to be non-fatalities. This method overestimates the proportion of fatalities within the zone and underestimates them beyond it. The zones of fatal effects for various incident outcomes are calculated as follows: Incident Outcome No.1: BLEVE due to immediate ignition of an Instantaneous Release. Consider a BLEVE involving 28,000 kg of hexane (M), the parameters that is peak BLEVE diameter, following
BLEVE duration and center
height of BLEVE are calculated from following equations as shown below Peak BLEVE diameter (Dmax) =6.48 x M 0.325 = 181m BLEVE duration (tBLEVE) = 0.825 x M 0.26 = 12s Center height of BLEVE (HBLEVE) = 0.75 x Dmax = 136m For duration of 12s, the incident radiation required for an average individual of an average individual is .This is derived from the figure fatality of
approximately 75kW/m2
that is for the 50% fatality line at 12s.
The incident radiation from a BLEVE is given by equation QR = % E F21
Where % = transmissivity F21 = view factor E = surface emitted flux (kW/m2) The transmissivity is given by equation given below ! = 2.02 (P w x) -0.09 Where
Pw = water partial pressure at ambient conditions (N/m2) x = path length between flame surface and receiver (m) The path length x is calculated as x = ( H2 BLEVE + r2 )1/2 - 0.5 * Dmax = (1362 + r2)1/2 90.5 Where r is the horizontal distance from the column to the receiver Assuming Pw = 2820 N/m2 , substituting in equation no. then the equation reduces to % = 0.99 ((1362 + r2)0.5 90.5) -0.09 Consider the equation F21 = D2 / 4r2 Now, substitute D = Dmax in the above equation and we get F21 = 8190 r -2 From an energy balance on the emitted energy we have E = (Erad x M x He ) / & x D2 max xt BLEVE Erad = 0.25 and heat of combustion for hexane is 4.5x 10+7 J/kg. Therefore, E = 255 kW/ m2. This value may be entered into the expanded equation. QR = 0.99 ((1362 + r2)0.5 - 90.5) -0.09 x 8190 x r-2 x 255 For a radiation level QR of 75 kW/m2, this equation may be solved by iteration to give r = 135m.Therefore,the area of radius 135m, centered on column area. Incident Outcome No.2: UVCE due to delayed ignition of an Instantaneous Release. fatal effect is a circle of which would extend into the residential
This incident outcome involves 28,000 kg of hexane. The mass of TNT is given by the equation given below. Hence, the equivalent mass of TNT is 27,400 kg.
equivalent
The use of an empirical explosion yield of 0.1 should represent reasonable worst case result for an explosion incident outcome. An overpressure of 3 psi is used to calculate the extent of effects. Hence the area of fatal effect for a UVCE of 28,000 kg of a circle of radius 239m, centered 85m downwind would extend well into the residential area. fatal
hexane is
of the column, which
Incident Outcome No.3: Flash fire due Delayed Ignition of an Instantaneous Release. For flash fires, an approximate estimate for the extent of effect zone is the area over which the cloud is above the LFL. It is assumed that this area is not increased by cloud expansion during burning. This is a circular zone of 148m radius centered 85m downwind. Incident Outcome No.4: Jet fire from immediate ignition of a Continuous Release. Rough calculations based on the method of Considine and 31m for a 100-s exposure. This result suggests that there is no direct threat to the area and this incident outcome shall not be Release. This gives a pie shaped hazard zone 127m long downwind distance + 56m radius) with 48 of arc. (71m considered further. residential Grint that fatal
is very strictly applicable to LPG, yield an end hazard range of 50% lethality at
Incident Outcome No.5: Flash fire due to delayed ignition of a Continuous
This incident can impact the residential area and has to be considered for further study. The net result of these consequence effect calculations is of the five Incident Outcomes could impact the and Incident Outcome Frequencies. 2.3 2.3.1 INCIDENT FREQUENCY ESTIMATION Frequencies Of The Representative Set Of Incidents estimate The next step in the calculation procedure is to determine that four Incident Residential Area.
Data from the historical record have been used in order to the frequencies of the Representative Set of equipment and historical failure rate data incidents.
In this case the column, vessels, pipes and pumps are standard process are available for such items. each item for which The basic failure rate data are listed in Table below. For given. These are quoted per item year except for piping
of equipment, the frequencies of a number of different sizes of failure are frequencies are given per meter year. Item Piping Small ' 50mm diameter Medium > 50mm diameter ' 150mm diameter Large > 150mm diameter Fractionating system (excluding piping) Full bore rupture 20% of pipe 8.8 x 10-8(myr-1) diameter rupture Serious leakage Catastrophic failure 2.6 x 10-6(myr-1) 1.0 x 10-5(yr-1) 6.5 x 10-6(yr-1) lengths Size of failure diameter rupture Failure Rate 8.8 x 10-6(m yr-1)
Full bore rupture 20% of pipe 8.8 x 10-7(m yr-1)
Full bore rupture 20% of pipe 2.6 x 10-7(myr-1) diameter rupture 5.3 x 10-6(myr-1)
Using Table, the numbers of vessels, pumps, and pipe included in the Representative Set of incidents, the as follows :-
frequencies are calculated
Incident A: Instantaneous Release. This incident includes the following failures: Catastrophic rupture of any component in the fractionating Catastrophic (full bore) rupture of any pipework There is approximately 25 m of 0.5-m-diameter piping and 0.15-m equivalent diameter piping included in this frequency is calculated as follows : Catastrophic rupture of 6.5 x 10-6 fractionating system Full bore of 55m of medium pipe 25m of large pipe Total 55 x 2.6 x 10-7 = 1.4 x 10-5yr-1 25 x 8.8 x 10-8 = 2.2 x 10-6yr-1 2.3 x 10-5yr-1 = 6.5 x 10-6 yr-1 incident. 55 m of Hence, the system
Incidents B and C : Continuous Release. This incident includes holes of 20% of the diameter for all and serious leakage from vessels. There are m diameter piping and 55 piping
approximately 25 m of large 0.5
m of medium 0.15-m-diameter piping included
in this incident. Hence, the frequency is calculated as follows: Leaks from 55 m of medium pipe 55 x 5.3 x 10-6 = 2.9 x 10-4 25 m of large pipe 25 x 2.6 x 10-6 = 6.5 x 10-5 Serious leakage from = 1.0 x 10-5yr-1 fractionating system 1.0 x 10-5 Total 2.3.2 3.7 x 10-4 yr-1 PROBABILITIES OF INCIDENT OUTCOMES by
The Probabilities of each incident outcome is determined assigning probabilities to all the branches of the event Some of the probabilities are direction the residential area
trees of figures.
dependent. (ie., the proportion of
involved affects the probability of ignition).
For this case, two event trees have been developed for indent one that considers wind directions toward the and one that considers all other directions. shown in figure 8.15 probabilities judgement. In a real risk assessment better validated sources would be It is important that such assumptions are sensitivity analyst if through 8.18.
each area
residential
The results of this exercise are
For this case study, the branch
for these event trees have been derived using engineering preferred.
documented for later review and incident
warranted. A summary of the values selected and their
justification is listed in tables given below Preparation of outcome case frequencies. 2.3.3 Preparation of incident outcome case frequencies
The prior analysis of a revised list of potential incidents categories of complete rupture, liquid leaks and vapor
(under the leaks) gives
Representative Set of three potential incidents (Incidents A, B and C). It is assumed that with minimal loss in accuracy, those can be characterized as a single catastrophic continuous release The event (Incidents B and C). tree analysis developed the instantaneous and that incidents incident (Incident A) and a single
continuous release incidents to four specific incident outcomes can impact the residential area. These can be listed as: Incident Outcome number 1 2 3 4 Incident outcome
BLEVE due to immediate ignition of an instantaneous release UVCE due to delayed ignition of an instantaneous release Flash fire due to delayed ignition of an instantaneous release Flash fire due to delayed ignition of a continuous release
The frequencies of incident outcome cases, which are dependent on wind direction, are calculated in table given below. In that table the headings are defined are Incident - The incident from the Representative Set chosen Analysis. for the
Incident outcome - The incident outcomes related to a incident which were shown to have potential for Representative Set public impact.
particular
Incident frequency The frequency of each incident in the Incident outcome probability - The probability of an incident outcome based on event tree 1.0 2.4 Individual Risk The individual risk in the area around the column is estimated from the above incident outcome case frequencies and consequences effect zones (Chapter 4). The discrete consequence effect zones were estimated previously. Incident Outcome 1. 2. 3. 4. BLEVE a circle of radius 135 m centered on the column UVCE a circle of radius 239 m centered 85m from the column Flash fire (instantaneous) a circle of radius 148 m centered 85 m from the column Flash fire (continuous) a pie shaped section (48o angle) that extends a total of 127 m from the column. The radius is 56m centered on a point 71 m from the column. RISK ESTIMATION analysis given that the probability of the incident is
These four consequence effect zones have been superimposed over the plant layout to scale in the east direction in Figure 8.19. From consequence consideration only. The consequence effects, ranked in descending order, are UVCE, Flash fire (instantaneous). BLEVE, and Flash Fire (continuous). The four consequence effects described above can be divided into 3 common types : Circular shaped, centered on column (Incident Outcomes 1) Circular shaped centered 85 m from column (incident outcomes 2 and 3) Pie shaped, originating at column (incident outcome 5) Each of these must be treated slightly differently in calculating individual risk, but it is straightforward to extend this procedure to any effect zone shape and position.
Figures illustrate the general shape of the individual risk profile as a function of distance, for each of the four incident outcomes, along any wind direction (including the east direction that contains the residential area). The zero point in each of the figures is the location of the fractionating system.
It is very important in the estimation of individual risk (and as will be shown later, in the estimation of societal risk) that overlapping incidents be properly considered. Thus, with the large UVCE consequence effect zone, consideration of only the W to E wind case would greatly underestimate the risk for those living to the east as UVCE incidentxs from all 8 directions contribute to the risk.
The calculation of the individual risk at any point assumes that the contributions of all incident outcomes cases are additive. Therefore, the total individual risk at each point is equal to the sum of the individual risxks from all possible incident outcome cases.
The individual risk in this study is not symmetrical around the column because of the directional probabilities of the wind and ignition. Ideally, an individual risk contour could be developed that includes points in each of the eight wind directions. However, in this study, the population is only situated east of the plant and an individual risk curve will be developed only for that easterly direction.
Each of figures contains a set of distances for that incident outcome. Each distance listed on a particular figure represents a subset of incident outcome cases that reach that distance. However, other incident outcomes can also provide cases that
apply at the same distance. Therefore, for every distance listed in figure a calculation should be made that sums all of the total incident outcome cases that contribute at that distance.
Table presents a summation of the individual risk for a distance of 0-63m in an easterly direction from the column. All incident outcome cases contribute in this calculation with the expection of Flash fire (continuous) wind directions N to S, NE to SW, E to W, SE to NW and S to N.
Table has been developed to show the changes to total individual risk the result at each discrete distance. The permits development of the Total (ndividual Risk Curve in the East Direction. Some observations on the results are :
1.
The risk near the column has property been underestimated, since hazards). delayed situation of the real
small incidents that may contribute to the risk in this area have been excluded from the analysis (e.g jet fire 2. The choice of only two places for ignition (immediate and
until the LFL concentration is reached) simplifies ignition points at intermediate locations considered, but 3.
due to residential areas, fired
process equipment, roads, etc. A different ignition distribution could be with increased calculational burden. wind the The use of only one weather condition (F stability, 1.5 m/s
speed) generally tends to overestimate risk at a given distance, longest dispersion distances are wind speed 4. conditions.
because
usually associated with F stability, low the high
The risk from UVCE is probably overestimated because of
explosive yield chosen.
These assumptions have been chosen to provide a reasonable, but conservative, risk estimate using a minimum number of manual calculations. Where the resulting risk estimates indicate a potential problem, the analyst can decide whether some simplifying assumptions should be made more realistic, and the calculations repeated. However, each change in an assumption probably represents a significant increase in the number of incident outcome cases. An alternative approach is to use a computer tool that automates the calculation procedures, allowing analysis of a greater number of incident outcome cases.
SOCIETAL RISK
The first step in the estimation of societal risk is to calculate the number of fatalities for each incident outcome case. For this case study, consequence effect zones are discrete (within the zone there will be 100% fatalities) and an assumption is made that the residential area has a uniform population distribution. Therefore, the fraction of residential area covered by each incident outcome case will represent the fraction of 200 fatalities which would result table summarizes these results.
The data in Table
represent the raw information from which the societal risk
estimate may be developed. The data must be put into a cumulative frequency form in order to plot the F-N curve. This is accomplished by rearranging the incident outcome cases by descending number of fatalities and then calculating the frequency of having N or more fatalities. This procedure is presented in table.
The data in the first and last columns are plotted on logarithmic scales to produce the F-N curve shown in Figure. Adding more incident outcomes cases will produce a smoother curve because of the additional data points, but will not necessarily produce significant upward or downward bias.
2.5
CONCLUSION
The largest contribution to individual risk near to the column is from flash fires from pipe rupture equivalent to 20% of the pipe diameter. Remedial measures might include more frequent inspection or monitoring of wall thickness, if significant corrosion and/or erosion effects are anticipated.
The largest contributor to the societal risk, not unexpectedly, is from instantaneous release of the contents and delayed ignition resulting in an unconfined vapor cloud explosion.
The radius of the consequence zone is proportional to the 1/3 power of the quantity released. Therefore, only a very major reduction in quantity has a significant effect in reducing that radius. Nonetheless, additional remote isolation for the system could be considered. Vessel and piping integrity is the major concern. Additional ispection, perhaps utilizing different methods, could be considered.
Finally, because of the magnitude of the societal risk, additional study could consider other causes of vessel failure, such as overpressurization, that could lead to identical consequences. These studies, probably utilizing FTA, could indicate whether a threat of overpressurization is significantly higher than basic vessel failure and engineering or procedural controls could be implemented to reduce that risk. CHAPTER 3 REVIEW OF RELATED LITERATURE
3.1
TORAP
TORAP(Tool for Rapid risk Assessment in Petroleum refinery) A new tool for conducting assessments in petroleum refineries and petrochemical industries. This package is used to identify steps to prevent / manage accidents TORAP involves the following main steps: The accident scenario general step Consequence Analysis Checking for higher degree of accidents Characterization of worst-accident scenario 3.1.1 The accident scenario general step
An accident scenario is basically a combination of different likely accidental events that may occur in an industry. Such scenarios are generated based on the properties of chemicals handled by the industry, physical conditions under which reactions occur or reactants / products stored, geometries and material strength of vessels and safety arrangement etc. External factors such as site characteristics & metrological conditions are also considered.This step would help in the development of more appropriate & effective strategies for crisis prevention & management.
3.1.2
Consequence Analysis
This involves the assessment of likely consequences if an accident occurs. The consequences are quantified in terms of : Damage radii the radius of the area in which damage would readily occur. Damage to property Toxic effects 3.1.3 Checking for higher degree of accidents
Higher degrees of accident like secondary and tertiary accidents are more probable in petroleum refineries and petrochemical industries.The TORAP package estimates the damage potential of secondary accident (provided it is higher than the minimum value) and its likelihood of causing third degree accidents. 3.1.4 Characteristics of worst-accident scenario
This is the final step in TORAP algorithm. This step determines the worstaccident scenario based on the results of a consequences analysis. This step helps to devise strategies to avert a crisis or to minimize its adverse impact if the crisis does take place. Advantages Characterization of accidents as primary, secondary, tertiary is possible FLOW CHART indicating the procedure of TORAP
CONCLUSION Chemical process quantitative risk analysis is an effective management tool for carrying out safety analysis in process industries. In this study project a distillation column has been taken as the focus of interest and detailed report, concerning the RISK posed by it, the incident outcomes possible has been discussed. Also TORAP, i.e method for risk assessment in refineries had been disused.
CHAPTER 1 INTRODUCTION BRIEF INTRODUCTION 1-Chloro -4- nitrobenzene is produced and used in chemical industry and is not known to occur naturally. It is used in the synthesis of industrial chemicals (e.g. para nitro phenol, para-nitro aniline, para-aminophenol, 4-nitroanisole, and para-anisidine), pesticides (e.g.parathion methyl parathion, ethyl parathion and nitrophen), the analgesic drugs phenacitin and acetaminophen, and the antimicrobial drug dapsone which is used to treat leprosy among other conditions.
1 Chloro 4 nitrobenzene is also used in the synthesis of 4nitrodiphenylamine-based antioxidants for rubber.
p-Nitrochlorobenzene is used as an intermediate for organic synthesis; p-nitrophenol, azo dyes and sulfate dyes, pharmaceuticals(such as phenacetin and acetaminophen) and parathion) and rubber chemicals. pesticides (such as nitrofen,
Physical and Chemical Properties 1-Chloro-4-nitrobenzene is a crystalline yellow solid at room temperature with a sweet odor and is slightly soluble in water (243 mg/L at 20oC). Molecular Formula Molecular Weight Chemical Class Melting point Boiling point Vapor Pressure Synonyms Para-chloronitrobenzene, 4-chloro-1-nitrobenzene, 4-nitrochlorobenzene, paranitrochlorobenzene, 1-nitro-4-chlorobenzene, 4-nitro-1-chlorobenzene. REVIEW OF LITERATURE Methods of preparing chlorontrobenzene include. 1. 2. diazotisation of nitroanilines of replacement by chlorine Reaction of phosphorous pentachloride with nitrophenols : : : : : : C6H4ClNO2 157.56 nitroaromatic 82.6oC 242oC 0.15mm Hg (at 30oC)
Cl
No2
But all these methods are applicable to laboratories and not of commercial interest. Hence, manufacture of paranitrochlorobenzene from chlorination of nitrobenzene is used for commercial purpose. CHAPTER 2 PROCESS 2.1 PROCESS DESCRIPTION Chlorobenzene is the main raw material used in the para nitro chlorobenzene. manufacture of
It is fed into a nitrator where chlorobenzene is nitrated nitrating acid. This acid is composed of 52.5 weight weight percent of HNO3 and 12 weight percent of H2O.
using
percent of H2SO4, 35.5
A slight excess of chlorobenzene usually is fed into the ensure that the nitric acid present is consumed to extent. The reaction mixture flows centrifuge where the
nitrator to
the maximum possible
from the nitrator into a separator or a
organic phase is separated from the aqueous phase.
This aqueous phase or spent acid is drawn from the bottom and concentrated and recycled to the nitrator, where it is mixed with nitric acid and sulphuric acid immediately prior to being fed into the nitrator. Crude nitro chlorobenzene is obtained at this stage which is mainly mixture of isomers. Further, purification is needed chlorobenzene from the mixture of quantities of chlorobenzene and sulphuric acid. washerdilute base to obtain para a
nitro
isomers which also contains small
The crude nitro chlorobenzene flows through a couple of separators where residual acid is removed by washing followed by final washing with water. with
The product then is distilled to remove chlorobenzene from the mixture of isomers. The bottom product which is a contains about 34 weight percent ortho percent para nitro chlorobenzene. The mixture is cooled to a temperature slightly above its point and a large portion of para isomer slowly separated from the mother liquor. Thus obtained in the form of crystals para crystallizes nitro freezing and is is chlorobenzene and mixture percent of isomers nitro nitro chlorobenzene, 65 weight 1weight meta
chlorobenzene
with very less impurities.
The reaction time takes about 10-30 minutes and theoretical yield about 96-99 %.
is
2.1.1 NITRATOR
Equipment Description
The reaction vessels are acid resistant, glass-lined steel equipped with efficient agitators.
vessels
Optimum mass transfer of reactants is maintained by vigorous agitation. The reactors contain internal cooling temperature of the highly exothermic reaction. CRYSTALLISER The crystallizer used in this process is SWENSONcrystallizer. It consists of a open trough with a semi- cylindrical bottom, a jacket welded to the outside of the trough and a spiral agitator running at about 7 trough as possible. water WALKER coil which control the
slow speed long pitch,
rpm and set as close to the bottom of the
Dilute base NaOH
W ater
Nitrating Acid
Chlorobenzene
Crude Nitrochlorobenzene
Chlorobenzene
W ash tower (1) W ash tower (2)
Reaction m ixture Nitrator
Acid separator
Spent Acid
Fresh Nitric acid
Distillation colum n
Spent acid reconcentration Salt + water Fresh Sulphuric acid W aste water treatm ent
Nitro chlorobenzene (Isom ers)
Crystallizer
Crystalls of paranitrochlorobenzene
2.2
MATERIAL BALANCE
NITRATOR BASIS: 1000 kg/hr of nitrating acid. The reaction given below takes place in the reactor. C6H5Cl + HNO3 ) C6H4ClNO2 + H2O Composition of Nitrating Acid Components Weight(kg) Molecular weight(kg/kmole) HNO3 H2SO4 H20 355 525 120 63 98 18 No. of moles (in kmole) 5.635 5.357 6.667
Amount of chlorobenzene to be taken ( 20% excess) = 1.2 x 5.635 =6.762 kmoles Products from Nitrator H2SO4 = 5.357 kmoles H2O = 6.667+(0.98 x 5.635) =12.98 kmoles C6H4ClNO2 = 0.98 x 5.635 = 5.522 kmoles HNO3 = 0.02 x 5.635 = 0.113 kmoles C6H5Cl = (0.02 x 5.635) + (0.2 x 5.635) =1.24 kmoles
Total input = 1760.72kg WASHING Input to wash tower 1 Crude Nitrochlorobenzene C6H4ClNO2 = 869.7 kg H2SO4 = 26.25 kg H20 = 10.27 kg C6H5Cl = 139.5 kg Dilute base required to neutralize H2SO4 completely 2NaOH + H2SO4 " Na2SO4 + 2H20
Total output = 1760.72kg
NaOH required = 2 x 0.2679 = 0.536 kmoles = 21.44 kg
ii
Input to wash tower 2 C6H4ClNO2: 869.7 kg Na2SO4:38.042 kg H2O: 20.62 kg C6H5Cl: 139.5 kg Amount of water required to dissolve Na2SO4 completely =96.48 kg
iii
Input to Distillation Column Feed contains: C6H5Cl = 139.5 kg C6H4ClNO2 = 869.7 kg Total = 1009.2 kg In mass fraction: x F = 0.14 ; x D = 0.98 ; x B = 0.03
D = F ( x F x B) / ( x D x B ) D= 116.85kg B= 892.35kg
iv
Total =1009.2kg
Total =1009.2kg
Crystallizer Solubility of para C6H4ClNO2 at 80oC is kg para C6H4ClNO2 kg ortho C6H4ClNO2 Feed orthoC6H4ClNO2 =302.95kg para C6H4ClNO2 =562.93kg Total = 865.58kg ENERGY BALANCE Mother liquor =328.25kg orthoC6H4ClNO2=302.65kg para C6H4ClNO2=25.6kg para C6H4ClNO2 crystals = 537.33kg Total = 865.58kg
0.085
Crystallizer
*Hreaction +(mcp*T)products
= =
+(mcp*T)products +*Horeaction +(mcp*T)reactants (mcp*T) C6H4ClNO2 - +(mcp*T)H2SO4+
(mcp*T)HNO3+(mcp*T)H2O+(mcp*T)C6H5Cl = [(869.7 x 1.589) + (52.5 x 2.425) + (7.12 x 2.941) + (219.4 x 4.186) + (139.5 x 1.2104)] x (70.25) = 1,69,347.5 KJ *Horeaction *Hf *Hf-products - *Hf
reactant
product
[(-309.46 x 869.7) + (454.13 x 139.5) + (-8273.3 x 525) + (2747.47 x 7.12) + (-68.3174 x 219.4)]
=
45,44,695.6 kJ
*Hf reactants = = *Horeaction =
(454.13 x 760.72) + (-8273.3 x 525) + (2747.47 x 355) + (-68.3174 x 120) 30,30,862.9 kJ -45,44,695.6 (-30,30,862.9) = -15,13,832.7 kJ (mcp*T)C6H5Cl + (mcp*T)H2SO4 + (mcp*T)HNO3 [(760.07 x 1.2104) + (525 x 2.425) + (355 x 2.941) + (120 x 4.186)] x (40-25) = 56104.13 kJ 169347.5 -1513832.7-56104.13 - 1400589.3 kJ
+(mcp*T)reactants
= + (mcp*T)H2O =
*Hreaction =
vi
Mass of cooling water required. Heat to be removed = 1400589.3 kJ (mcp*T)water *T m (4.186)(40) = m = 1400589.3 = = 40 8364.7 kg. 1400589.3
Distillation column Condenser Hot fluid: distillate Cold fluid: water Distillate = 116.85 kg. = 1.03 kmoles Latent heat of distillate = 36564.65 kJ/kmol = 322.44 kJ/kmol (m,)hot fluid = (mcp*T)cold fluid 116.85 x 322.44 = m x 4.186 x 20 mass of water required = 450 kg. Reboiler - , = ms ,s - = V- F(1-q)) q =1 - = v = D(R+1) = 1.03(5.75+1) = 6.953 kmoles - =6.953 kmoles = 788.5 Kg. ,avg. = 36885.88 kJ/kmol = 236.2 kJ/kg. -, = ms , 788.5 x 236.2 = ms x 2259.83 mass of steam required = 82.42 kg.
Crystallizer
vii
Heat from the crystallizer: Q = = = Fcp*T + C, (865.58 x 1.589 * (245-80)) + (537.33*234.3) 352838.5 kJ
cooling water requirement Q m = = = (mcp*T)cooling water 352838.5/ 4.186 X (353-288) 1296.7 kg.
DESIGN REACTOR DESIGN Space time = % = 20 minutes % = V / VO VO = mo/! = (760.72/1128) + (1000/1447.33) = 1.365m3/hr V = 0.683 m3 Assumption: L/D = 5 (. D2 / 4) x L = O.683m3 D = 0.56 m L = 2 .8 m Design summary: Diameter of reactor = 0.56m Length of reactor = 2.8 m
DISTILLATION COLUMN
viii
x y
0 0
0.1 0.28
0.2 0.46
0.3 0.6
0.4 0.7
0.5 0.77
0.6 0.84
0.7 0.89
0.8 0.93
0.9 0.97
1 1
Where y = $ x /1+($ -1 )x Let $ = 3.5 / = D(R+1) D = 1.03 kmoles/hr R = 5.75 / = 6.953 kmoles/hr At the top No. of moles of vapour = 6.953 kmoles/hr Assuming ideal gas behaviour, VO = nRT / P = (6.953 x 0.082 x 405) /1 = 230.91m3/hr Assumption: vapour velocity = 0.2 m/s Cross sectional area = 230.91/ (3600 x 0.2) = 0.321m2 Column diameter = 0.64 m At the bottom No.of moles of vapour = 6.953 kmoles/hr Vapour flow rate = (6.953 x 0.082 x 518 )/1 = 295.33 kmoles/hr Cross sectional area = 0.41 m2 Column diameter = 0.72m COLUMN HEIGHT Assumption: plate efficiency = 50% Plate spacing = 0.45m No.of actual plates = (7-1)/ 0.45 = 12 Column height= ((12-1)+ 2) x 0.45 = 5.85 m
Design Summary:
No of theoretical stages = 6 Column diameter = 0.72m ix
Column height = 5.85m
CRYSTALLIZER DESIGN Surface area required Q =U A *Tlm Where U *Tlm = = = 107.34 Area = = 352838.35/(250 x 107.34) 13.15m2 = 250 kJ/hr m2 K (*T2 -*T1)/ln (*T2/*T1) (165-65)/ln (165/65)
Number of sections = total area / area of one section Maximum length of 1 section is 5ft = 1.524m. Assumption 1.5m2 of cooling surface per m length of crystallizer is available. Area of one section =1.5 x 1.524 =2.286m2 No of sections =13.15/2.286 =5.8 Design Summary: Area of the crystallizer =13.15m2
No of the sections = 6
PROCESS CONTROL AND INSTRUMENTATION The primary objectives of the designer when specifying instrumentation and control schemes are: 1. Safe Plant Operation a. To keep the process variables within known safe operating b.To detect dangerous situations as they develop and to provide alarms and automatic shut-down systems. c. To provide interlocks and alarms to prevent dangerous operation procedures. 2. Production rate To achieve the designed output. 3. Product quality To maintain the product composition within specified quality standards. 4. Cost To operate at the lowest production cost, commensurate with the other objectives. REACTOR CONTROL The schemes used for reactor control depend on the process and the type of reactor. If a reliable on-line analyzer is available, and the reactor dynamics are suitable, the product composition can be monitored continuously and the rector conditions and feed flows controlled automatically to maintain the desired product composition and yield. More often, the operator is the final link in the control loop, adjusting the limits
xi
controller set points to maintain the product within specification, based on periodic laboratory analysis. Reactor temperature will normally be controlled by regulating the flow of cooling medium. Pressure is usually held constant. Material balance control will be necessary to maintain the correct flow of reactants to the reactor and flow of products and unreacted, materials from the reactor. INSTRUMENTATION TEMPERATURE MEASUREMENT The temperature measuring element in a control system for jacketed tank is generally a thermocouple. The five most commonly used thermocouples are copper constantan, iron constantan, chromel alumel, platinum platinum 13% rhodium, platinum platinum 10% rhodium.
LEVEL MESUREMENT The float- shaft type is employed either in open vessels. This method is suitable for a wide range of liquids and semi-liquids. Difficulties are sometimes encountered when the liquid deposits on the float and when the liquid level is foaming or turbulent. FLOW RATE MEASURING The industrial devices for flow rate estimation are common orifice meter, venturimeter, pilot tube and the Rota meter. The piping system must be made of special corrosion resistant material when corrosive fluids are used. pH MEASUREMENT
xii
In this process we use the digital pH meters, these pH meters can measure the pH of the solution accurately for two decimal places. These pH meters can be used over wide range temperatures. These pH meters dont require additional current for the working once they are dipped in the solution they measure the pH of the solution on the display. PLANT LAYOUT
P A R K I N G
Health Club
Fire Station
Training Academy
Work shop
Transformer i
S E C U R I T Y check post
Hospital
Administrative Block Canteen
Processing Area
Store House
Quality Control
Prod and control limit
Lab and testing area
Water Treatment Area
xiii
PLANT LOCATION AND SITE LAYOUT The location of the plant can have a crucial effect on the profitability of a project, and the scope for the future expansion. There are many factors must be considered while selecting a suitable site. Some of the principal factors while selecting a suitable site. Some of the principal factors which must be considered for the selection of chemical process site are: 1. Area of development favored by the government and the are available. 2. The likelihood of finding suitable employees in the area and of subsides. 3. The peculiarities of climate. 4. Sources of electricity gas and water. 5. Area of atleast 100 acres of level ground on good boulder clay any danger of flooding. 6. Not sensitive environmental area. 7. Besides fresh water, adequate water must be available for cooling 8. Readily linked railway system. 9. Besides readily linked road system. 10. Near a responsible population centre. 11. Local community considerations. 12. Environmental impact and effluent disposal. 13. Political and strategic considerations. 14. Climate. 15. Expansion possibilities. SITE LAYOUT The process units and ancillary building should be laid out to give the most economical flow of materials and personal around site. Hazardous process must be located at a safe distance from other buildings. purposes. free from wage incentives, which
xiv
Considerations must also be given to future expansion of the site. The ancillary buildings and services required on site, in addition to the main processing units(buildings),will include : 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. Storages for raw material and products : Tank farms and Ware house Maintenance workshops. Store for maintenance and operating supplies. Laboratories for process control. Fire stations and other emergency services. Utilities : steam boilers , compressed air , power generation , Transformer station. Effluent disposal plant. Offices for general administration. Canteens and other amenity buildings, such as medical centers. Regulatory laws. Taxes. Car parks.
RAW MATERIALS SOURCES Careful considerations should be given to the sources of raw materials to be used, method of delivery and storage facilities of raw materials. WASTE PRODUCT DISPOSAL Another aspect, which is gaining importance these days, is the environmental considerations. Careful attention should be given to the nature of products to be wasted, their quantity, available methods of disposal and the legislations governing the disposal.
xv
Location can be an important factor for cost. If the bearing quality of the land is low, considerable amount may be spent in piling support for heavy equipments or multi-storied buildings. If the land is uneven and the site needs even level, the cost of leveling may be considerable. Sometimes advantage can be taken of uneven levels so as to use gravity as a means of transportation of materials. When planning the preliminary site layout, the process units will normally be sited first and arranged to give a smooth flow of materials through various processing steps, from raw material to final product storage. Process units are normally spaced at least 30 meters apart. Administration offices and laboratories, in which a relatively large number people will be working, should be located well away from potentially hazardous process control rooms. The siting of the main process units will determine the layout of the plant roads, pipes, alleys and drains. Access roads will also be constructed for operation and maintenance purpose. Utility building should be sited to give the most economical run of the processing units. The main storage areas should be placed between the loading and unloading facilities and the process units they serve. Storage tanks containing hazardous materials should be sited at least 70 meter from site boundary. PLANT LAYOUT The economic construction and efficient operation of a process unit will depend on how well the plant and equipment specified on the process flow sheet is laid out. The major principal factor that has to be considered while designing a plant layout is as follows: 1. 2. 3. 4. 5. 6. 7. Economic considerations : Constructions and operating cost Damage to person and property an case of fire , explosion and toxic release The process requirements Convenience of maintenance. Safety Future expansion.
xvi
8.
Modular constructions. It is also advisable to check up the insurance regulations from the view of
getting the best coverage at minimum cost for plant building and inventory. Adjacent to fermentors a separate house can be provided for pumps, compressors, molasses weighing system etc. STORE AND WAREHOUSES The engineer must decide whether the warehouses must be at ground level or dock level. The latter facilitates loading trains and trucks, but costs 15-20% more than one placed on the ground. It is usually difficult to justify the added expenses of a dock-high warehouse. To size the amount of space needed, it must be determined how much is to be stored in what size containers. The container sizes that will be used are obtained from the scope. Liquids are generally stored in bulk containers. No more than a weeks supply of liquid stored in drums should be planned. Solids, on the other hand, are frequently stored in smaller containers or in a pile on the ground. COST ESTIMATION ESTIMATION OF THE TOTAL CAPITAL INVESTMENT The total capital investment I involves the following: A. The fixed capital investment in the process area, IF. B. The capital investment in the auxiliary services, IA. C. The capital investment as working capital, IW. i.e., I = IF + IA + IW
xvii
A. FIXED CAPITAL INVESTMENT IN THE PROCESS
AREA, IF.
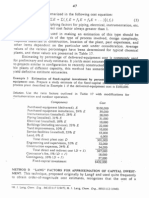
This is the investment in all processing equipment within the processing area. Fixed capital investment in the process area, IF = Direct plant cost + Indirect plant cost The approximate delivered cost of major equipments used in the proposed Pnitrochlorobenzene manufacturing plant are furnished below: S.No. 1 2 3 5 6 7 8 Equipment Crystallizer Reactor Condenser Distillation column Pump Storage tank sealed Miscellaneous TOTAL Units 1 1 1 1 4 2 Cost in lakhs/unit 350 250 308 420 0.5 100 350 250 308 420 2 200 2600 4130 lakhs Cost in lakhs
Direct Cost Factor S.No 1 2 3 4 5 Items Delivered cost of major equipments Equipment installation Insulation Instrumentation Piping Direct cost factor 100 15 15 15 75
xviii
6 7 8 9
Land & building Foundation Electrical Clean up Total direct cost factor
30 10 15 5 280
Direct plant cost
(Delivered cost of major equipments) (Total direct factor) / 100
Direct plant cost
= =
(4130 x 280) / 100 11564 lakhs
Indirect Cost Factor S.No. 1 2 3 Item Overhead contractor etc. Engineering fee Contingency Total indirect cost factor Indirect plant cost = (Direct plant cost) (Total indirect cost factor)/ 100 = (115664 x 56) / 100 = 6475.84 lakhs Fixed capital investment in the process area, IF = Direct plant cost + Indirect plant cost = = 1156 + 6475.84 18039.84 lakh SERVICES, IA. Indirect cost factor 30 13 13 56
B. THE CAPITAL INVESTMENT IN THE AUXILLARY
Such items as steam generators, fuel stations and fire protection facilities are commonly stationed outside the process area and serve the system under consideration.
xix
S.No. 1 2 3 4 5 6 7 8 9 10
Items Auxiliary buildings Water supply Electric Main Sub station Process waste system Raw material storage Fire protection system Roads Sanitary and waste disposal Communication Yard and fence lighting Total
Auxiliary services cost factor 5 2 1.5 1 1 0.7 0.5 0.2 0.2 0.2 12.3
Capital investment in the auxillary services = (Fixed capital investment in the process area) (Auxiliary services cost factor) / 100 = = Installed cost = = = C. (18039.84 x 12.3) / 100 2218.9 lakhs
Fixed capital investment in the process area + Capital 18039.84 + 2218.9 20258.74 lakhs IW.
investment in the auxiliary services
THE CAPITAL INVESTMENT AS WORKING CAPITAL,
This is the capital invested in the form of cash to meet day-to-day operational expenses, inventories of raw materials and products. The working capital may be assumed as 15% of the total capital investment made in the plant (I). Capital investment as working capital, IW = ((18039.84 + 2218.9) x 15) / 85 = (20258.74 x 15) / 85 = 3575.071 lakhs
xx
Total capital investment,
I = IF+ IA+ IW = 18039.84 + 2218.9+ 3575.07 = 23833.81 lakhs
ESTIMATION OF MANUFACTURING COST The manufacturing cost may be divided into three items, as follows: A. Cost Proportional to total investment B. Cost proportional to production rate C. Cost proportional to labour requirement A. COST PROPORTIONAL TO TOTAL INVESTMENT This includes the factors, which are independent of production rate and proportional to the fixed investment such as Maintenance-labour and material Property taxes Insurance Safety expenses Protection, security and first aid General services, laboratory, roads, etc. Administrative services
For this purpose we shall charge 15% of the installed cost of the plant = = = B. (Installed cost x 15) / 100 (20258.74 x 15) / 100 3038.811 lakhs
COST PROPORTIONAL TO PRODUCTION RATE
xxi
The factors proportional to production rate are Raw material costs Utilities cost power, fuel, water. Steam, etc. Maintenance cost Chemical, warehouse, shipping expenses Assuming that the cost proportional to production rate is nearly 60% of total capital investment. Cost proportional to production rate = (Total capital investment x 60) / 100 = (23833.81 x 0.6) = 14300.286 lakhs C. COST PROPORTIONAL TO LABOUR REQUIREMENT The cost proportional to labour requirement might amount to 10% of total manufacturing cost. Cost proportional to labour requirement = (3038.811 + 14300.286)(0.1) / (0.9) = 1926.566 lakhs Therefore, manufacturing cost = (3038.811 + 14300.286 + 1926.566) = 19265.657 lakhs SALES PRICE OF PRODUCT Market price of Paranitrochlorobenzene Production rate Total sales income = Rs.18/kg =1.5x105 TPA = 18x1.5x105 x1000 = 27000 lakhs
xxii
PROFITABILITY ANALYSIS A. DEPRECIATION
According to sinking fund method: R = (V-VS) I / (1+ I)n R = Uniform annual payments made at the end of each year V = Installed cost of the plant VS = Salvage value of the plant after n years N = life period (assumed to be 15 years) I = Annual interest rate (taken as 15%) = 425.779 lakhs B. GROSS PROFIT = = = C. Total sales income - manufacturing cost 27000 19265.657 7734.343 lakhs R = (20258.74 x 0.15) / (1+0.15)15-1
Gross profit
NET PROFIT It is defined as the annual return on the investment made after deducting
depreciation and taxes. Tax rate is assumed to be 40%. Net profit = = = D. Gross profit-Depreciation-(Gross profit*Tax rate) 7734.434-425.779-7734.434*0.4) 4214.8268 lakhs
ANNUAL RATE OF RETURN
xxiii
Rate of return =
(100*Net profit/Installed cost) = (100*4214.8268) / 20258.74 = 20.8%
E.
PAYOUT PERIOD
Payout period = Depreciable fixed investment / ((profit)+(depreciation)) = 20258.74 / (4214.826 + 425.779) = 4.365 years PROCESS SAFETY In recent years there has been an increased emphasis on process safety as a result of number of serious accidents. This is due in part to the worldwide attention to issues in the chemical industry brought on by several dramatic accidents involving gas releases, major explosions and several environmental Accidents: Public awareness of these and other accidents has provided a driving force for industry to improve its safety record. Local and national governments are taking a hard look at safety in the industry as a whole and the chemical industry in particular. There has been an increasing amount of government regulations. For many reasons, the public often associates chemical industry with environmental and safety problems. It is vital for the future of the chemical industry that process safety has a higher priority in the design and operation of chemical process facilities. Industrial accidents An accident has been defined as an unplanned or unexpected event, which causes or is likely to cause an injury. An accident occurs as a result of unsafe action or exposure to an unsafe environment.
xxiv
Unsafe actions or unsafe mechanical or physical conditions exist only because of faults of a particular person. Faults of persons are inherited from the environment and reasons for the faults are: Improper attitude Lack of knowledge or skill Physical unsuitability Improper mechanical or physical environment Accident prevention From the foregoing, it will be seen that the occurrence of an injury is the culmination of a series of events circumstances that invariably occur in a fused and logical order. Knowledge of the factors in the accident sequence guides and assists in selecting the point of attack in prevention work. It permits simplification without sacrifice of effectiveness. The most important point is that unsafe condition or actions are the immediate cause of accidents. The supervisions and management can control the action of employed persons and so prevent unsafe acts and also guard or remove unsafe conditions, even though previous events or circumstances in the sequence are unfavorable. The four factors that converge to cause accidents are: Personal factor Hazard factor Unsafe factor Proximate casual factor The solution under the four factors would also lead to the steps. These are planning and organizing to
xxv
1. 2.
Prevent unsafe mechanical or physical conditions. Prevent unsafe action being committed.
Unsafe condition examples: Operating without securing, warning etc. Operating or working at unsafe speed. Making safety devices inoperative. Using unsafe equipment. Unsafe loading, placing, mixing etc. Taking unsafe position or posture. Working on moving or dangerous equipment. Unsafe mechanical and physical conditions. Inadequately guarded. Unguarded. Defective condition ( rough, delayed etc ). Unsafe design or construction. Hazardous arrangement or process. Inadequate or improperly distributed ventilation. Unsafe dress or apparel. Unsafe method, process, planning etc. The most important means of accident prevention are: Engineering revision. Instruction. Persuasion. Personal adjustment. Discipline.
xxvi
Industrial ventilation and lighting The main functions of ventilation in an industry are: To prevent harmful concentration of aerosols. To maintain reasonable condition of comfort for operators workplace. It maintains the body heat balance and to provide conditions of comfort. Ventilation should aim at Keeping the air temperature of the workroom low enough body heat to be dissipated by convection Preventing excessive humidity so as to assist body heat loss evaporation. regulating the rate of air movement so that loss of body convection is facilitated. The amount of ventilation generally depends on the following factors: Size and type of room or building and its usage. Duration and type of occupants and their activities. heat gains from sun , hot manufacturing. Temperature conditions. The operators of the ventilating system. heat by by to enable reasonable at
Types of ventilation 1. 2. Natural ventilation Mechanical ventilation
xxvii
Natural ventilation Forces, which operate to induce natural ventilation in building, arc due to : Pressure exerted by outside wind. The temperature differences of the air within and without the building. Mechanical ventilation It is brought out by their one or both of the following two methods: Ventilation through windows or other openings owing to suction created by the exhaust of air. Positive ventilation by means of a fan or blower. Personal protective devices Protective devices are required by regulation; the employers are required to provide it free of cost and also should be responsible to ensure its usage maintenance and renewal. Once it is decided to use personal protective devices, we must select the proper type of devices. Make sure that the employees use and maintain these correctly. For selection of device, two criteria should be used: 1. 2. The degree of protection. The ease with which it may be used. the
Protective devices are divided into two groups: 1. 2. Respiratory devices Non-respiratory devices
xxviii
Safety appliances Helmets Every employee inside the factory should always wear the safety helmet to avoid head injuries. No worker will be allowed to enter any plant without a helmet. Safety goggles The goggles must be worn while entering the process areas. Special geoggles must be worn for gas and grinding operations.
xxix
Safety shoes All the employees working inside a factory should wear safety shoes and gumboots should be used while handling acids and alkalis. Hand gloves While operating any valve or equipment and also while executing any maintenance work including electrical maintenance work, the employees should wear appropriate type of safety gloves. Dust mask While working in a dusty atmosphere, the employees must wear dust masks to prevent dust and fumes entering the sensitive respiratory organs, which can cause a lot of irritation and in the long run painful and incurable diseases. Plastic aprons This along with the hood gives protection to the operation and maintenance staff while handling dangerous acids and other hazardous chemicals particularly when there is possible leakage. In spite of safety appliances, the companys medical center is equipped to meet any emergency and any employee coming in contact with acids or any hazardous chemicals must be treated at the medical center immediately. Health and Safety Factors The mononitrochlorobenzenes are toxic substances which may be absorbed through the skin and lungs giving rise to methemoglobin. their toxicity is about the same as or greater than that of nitrobenzene. The para isomer is less toxic than the ortho isomer, and the maximum allowable concentration that has been adopted for pnitrochlorobenzene is 1mg/m3 (0.1ppm). The mononitrochlorobenzenes are moderate fire hazards when exposed to heat or flame.
xxx
LIMITATIONS This compound is a derivative of nitrobenzene and information regarding the various processes available for the manufacture of p-nitrochlorobenzene was not available. Thus, the short comings and advantages of this process of manufacture of pnitrochlorobenzene has not been discussed. CONCLUSION Para nitro chlorobenzene is an important compound used in the process of manufacture of intermediate for azo and industrial chemicals. This project has dealt with material balance and energy required for production of para nitro chlorobenzene. Also, the design aspects, process instrumentation, project and health and safety factors have been discussed. APPENDIX -1 AICHEDIPPR ASME BLEVE CCPS CONSEQ CPI FMEA FN FTA HAZOP OSHA PERD American Instiute of Chemical Engineers-Design Institute for Physical Property Data Americal Society of Mechanical Engineers Boiling Liquid Expanding Vapor Explosion Center for Chemical Process Safety Consequence Analysis Computer Software (Technica, Inc.) Chemical Process Industry Failure Modes and Effects Analysis Frequency Number Fault Tree Analysis Hazard and operability Organization Safety and Heath administration Process Equiment Reliability Data feasibility balance sulphur dyes and also
xxxi
PHA P&ID ROD ROF SYREL TCPA THERP TNT TLV TNO TXDS UCL UFL UVCE VSP
Preliminary Hazard Analysis Piping and Instrumention Diagram Average Rate of Death Average Rate of Failure Systems Relibility Service Data Base Toxic Catastrophe prevention Act Technique of Human Error Rate prediction Trinitrotoluene Threshold Limit Values Netherlands Organization for Applied Scientific Reserarch Toxicity Dispersion Upper confidece Limit Upper FlammableLimt Union Nations Industrial Development Organization Vent Sizing Package
appendix 2 Glossary Aerosol fraction : The fraction of liquid phase which, when flashed to the atmosphere, remains suspended asan aerosol. Atmospheric dispersion : the low momentum mixing of a gas or vapor with air the mixing is the result of turbulent energy exchange, which is a function of wind (mechanical eddy formation ) and atmosphercric formation) Atmospheric stability: A measure of the degree of atmospheric turbulence commonly defined in terms of the vertical temperature gradient. In neutral stability the gradient is equivalent to theadiabatic lapse Rate (ALR). Stable atmospheric conditions refer to a gradient less than the ALR (ultimately to a temperature inversion), and unstable conditions to a gradient greater than the ALR. temperature profile (thermal eddy
xxxii
Average individual risk : There are three average Individual Risks introduced in this book : A. B. Average Individual Risk (exposed population) is the individual Average Indivdual Risk (total population) is the individual actually exposed to the risk. The duration of the risk risk
averaged over the population which is exposed to risk from the facility. averaged over a predetermined population, without all people in that population are C. regard to whether or not
Average Individual Risk (Exposed hours/ worked hours). working day.
individual risk for an activity may be calculated for the activity or may be averaged over the
Average Rate of death (ROD): the average number of fatalities that might be expected per unit time all possible incidents. Averaging time : The length of time in atmospheric dispersion testing over which
concentration data are averaged to produce the concentration time series. Availability : The fraction of time a system is fully operational. Auto ignition temperature : The lowest temperature at which a fuel/ oxidant mixture will spontaneously ignite. Basic event : A fault tree event that is sufficently basic that no further development is necessary (e.g., equipment item failure, human failure, or external event ).see also undeveloped event. BLEVE : A Boiling liquid expanding vapor Explosion which occurs from the
sudden release of a large mass of pressurized liquid to the atmosphere .A primary cause is an external flame impinging on the shall of a vessel above the liquid level, weakening the shall and resulting in sudden rupture.
xxxiii
Catastrophic incident: An incident with an out come effiect zone that extends off site into the surrounding communily. Cause consequence diagrams : A method for illustrating the possible outcomes arising from the logical combination of selected input events or states. Cell (in study cube): One of the 27 different categoriesof CPORA, defined by a unique value for each axis of the study cube. Condensed phase explosion: An explosion that occurs when the material is present in the from of a liquid or solid. Conditional probability: Probability of occurrence given that a precursor event has occurred. Confidence limits: The upper and lower endpoints of a confidence interval Confined explosions: An explosion of a fuel- oxidant mixture inside a closed system (e.g., vessel or building)
Consequence analysis: The analysis of the expected effects of incident outcome cases independent of frequency or probability.
Consequences: A measure of the expected effects of an incident outcome case. Continuous release: Emissions that are long in duration compared with the travel time (time for cloud to reach location of interest) or averting or sampling time.
CPQRA : The acronym for chemical process Quantitative Risk Analysis .it is the process of hazard of hazard identification followed by numerical evaluation of incident consequences and frequencies, and their combination into an overall measure of risk
xxxiv
when applied to the chemical process industry . it is particularly applied to episodic events. it differs from .but is related to ,a probabilistic applied to episodic events .it differs from .but is related to, a probabilistic Risk assessment (PRA),a quantitative tool used in the nuclear industry. Delphi Method : A polling of experts utilizing the following procedure: 1. Select a group of experts(Usually three or more) 2. Solicit, in isolation, their independent estimates on the value of a parameter and reasons for the choice. 3. Provide initial results to all experts and all revisions to initial use the standard deviation of the estimates as a measure estimates. parameter 4. Use the average of the final estimates as the best estimate of the of uncertainty. particular
The procedure is interctive, with feedback between interactions.
Depth of study: A measure of the level of review, degree of complexity, and extent of detail involved in a CPQRA. Detonation : A release of energy caused by the extremely rapid chemical reaction of substance in which the reaction front advances into the unreacted substance at greater than sonic velocity. Domino effects : The triggering of secondary events, such as toxic releases, by a Gaussian concentration, profile in both the horizontal and vertical dimensions. Hazard rate: Also known as the Time Related Equipment Failure Rate, is an instantaneous Failure Rate function of time [see equation (5.5.6].
xxxv
Hazard: A chemical or physical condition that has the potential for causing damage to people, property, or the environment. Hazard and operability study (HAZOP): A technique to identify process hazards and potential operating problems using a series of guide words to study process deviations. Historical incident data: Data collected and recorded from past incident. Human factors: A discipline concerned with designing machines, operations, and work environments so that they match human capacities and limitations. Human reliability: The study of human errors. Human reliability analysis (HRA) : A method by which the probability of a person successfully performing a task is estimated. Incident : The loss of containment of materiel or energy. Incident enumeration : The identification and tabulation of incidents without regard to significance or other biases. Incident outcome : The physical manifestation of an incidents. Incident outcome case : The quantitative definition of a single result of an incident outcome through specification of sufficient parameters to allow distinction of this case from all other for the some incident outcome. Individual hazard index (IHI) : The fatal accident Rate (FAR) for a particular hazard, with the exposure time defined as the actual time the a person is exposed to a hazard of concern. Individual risk : The risk to a person in the vicinity of a hazard. This includes the and the time period over which the injury might occur.
xxxvi
Initial list ( of incidents) : A list containing all the incidents identified by the enumeration methods chosen. Initiating event : The first event in an event sequence. Instantaneous release : Emissions that are short in duration compared with the travel time (time for could to reach location of interest) or sampling (or averaging) time. Intermediate event : An event that propagates or mitigates the initiating event during as event sequence. Jet discharge : The release of a vapor and/or liquid at sufficient pressure such that significant air entertainment results. Jet fire : Fire type resulting from fires from pressurized release of gas and/or liquid. Major incident : An incident whose effects zone, while significant, is still limited to site boundaries (e.g. major fire, spill). Plant-specific data: Failure rate data genereted from collectiong information on equipment failure experience at a specific plant. Plane (through study cude): A plane surface through the study cube on which the value of one of the three axes of the cube is constant. Pool fire:The combustion of material evaporating from a layer of liquid at the base of the fire.
xxxvii
REFERENCE 1. 2. 3. 4. 5. Coulson and Richardson's, "Process Equipment and Design" vol.6. Kirk and Othmer, "Encylopedia of Chemical Technology", Hand Book, "Perry's Chemical Engineers", ed. 6. Robert E.Treybal, "Mass Transfer Operations". McCabe and Smith, "Unit operations in Chemical Engineering". vol.17.
xxxviii
Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- What is meant by StereoisomersDocumento37 páginasWhat is meant by StereoisomersAudrey Patrick KallaAinda não há avaliações
- AbsorptionStripping PDFDocumento25 páginasAbsorptionStripping PDFJuan Camilo HenaoAinda não há avaliações
- Transport PhenomenaDocumento82 páginasTransport PhenomenaAudrey Patrick KallaAinda não há avaliações
- Ads or PtionDocumento141 páginasAds or PtionAudrey Patrick KallaAinda não há avaliações
- SAFETY AND SECURITY PLANDocumento11 páginasSAFETY AND SECURITY PLANAudrey Patrick KallaAinda não há avaliações
- CHE 425 Engineering Economics and Design Principles NotesDocumento93 páginasCHE 425 Engineering Economics and Design Principles NotesAudrey Patrick Kalla50% (2)
- Absorption ColumnsDocumento55 páginasAbsorption ColumnsAudrey Patrick KallaAinda não há avaliações
- Chapter 1 - Process DiagramsDocumento36 páginasChapter 1 - Process Diagramsmrajim93Ainda não há avaliações
- Fishbone Diagrams for Needs AssessmentDocumento4 páginasFishbone Diagrams for Needs Assessment680105Ainda não há avaliações
- Ammonia StorageDocumento6 páginasAmmonia Storagemsathishkm3911Ainda não há avaliações
- Metallurgical Extractions - SL - LLDocumento37 páginasMetallurgical Extractions - SL - LLRoger RumbuAinda não há avaliações
- Unit Operations and Processes in Environmental EngineeringDocumento815 páginasUnit Operations and Processes in Environmental EngineeringAudrey Patrick Kalla89% (28)
- Ads or PtionDocumento141 páginasAds or PtionAudrey Patrick KallaAinda não há avaliações
- Chapter 10 - QDocumento32 páginasChapter 10 - Qmohammedakbar88Ainda não há avaliações
- Opeating CostDocumento0 páginaOpeating CostAudrey Patrick KallaAinda não há avaliações
- Opeating CostDocumento0 páginaOpeating CostAudrey Patrick KallaAinda não há avaliações
- Rate of ReturnDocumento10 páginasRate of ReturnAudrey Patrick KallaAinda não há avaliações
- Eng Econ SlidesDocumento34 páginasEng Econ Slidesاحمد عمر حديدAinda não há avaliações
- Cap CostDocumento10 páginasCap CostAudrey Patrick KallaAinda não há avaliações
- Design of Heat ExchangersDocumento20 páginasDesign of Heat ExchangersSudhir JadhavAinda não há avaliações
- Estimating The Fixed (FCI) and Total Capital Investments (TCI)Documento3 páginasEstimating The Fixed (FCI) and Total Capital Investments (TCI)Tony StarkAinda não há avaliações
- Heat Exchanger Types and CalculationsDocumento16 páginasHeat Exchanger Types and CalculationsAudrey Patrick KallaAinda não há avaliações
- .Cost EstimationDocumento15 páginas.Cost EstimationAudrey Patrick KallaAinda não há avaliações
- EiaDocumento16 páginasEiaAudrey Patrick KallaAinda não há avaliações
- Ch27.magnetic FieldDocumento29 páginasCh27.magnetic FieldAudrey Patrick KallaAinda não há avaliações
- Paint Production Process DiagramDocumento4 páginasPaint Production Process DiagramQasim SarwarAinda não há avaliações
- E2 PracticeSolution - Magnetic FieldDocumento5 páginasE2 PracticeSolution - Magnetic FieldAudrey Patrick KallaAinda não há avaliações
- C Section 2 Facility Description - cpd2014Documento6 páginasC Section 2 Facility Description - cpd2014Audrey Patrick KallaAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- List of Civil Aviation RequirementsDocumento65 páginasList of Civil Aviation RequirementsniharaAinda não há avaliações
- RESOLVE Case Study 01 AmadeoDocumento20 páginasRESOLVE Case Study 01 AmadeoJohn KokarakisAinda não há avaliações
- Critical Design Configuration Control Limitations (CDCCL) ManagementDocumento82 páginasCritical Design Configuration Control Limitations (CDCCL) Managementrizcst9759100% (7)
- FP Rescue Plan TemplateDocumento7 páginasFP Rescue Plan TemplateEmrahAinda não há avaliações
- 11E Science Car Safety Leaflet 14SeoyoungGDocumento2 páginas11E Science Car Safety Leaflet 14SeoyoungG14justincAinda não há avaliações
- UntitledDocumento2 páginasUntitledavery3320Ainda não há avaliações
- Lae ReservingDocumento5 páginasLae ReservingEsra Gunes YildizAinda não há avaliações
- Lesson 3 Travel Itinerary 旅行日程 Part 1 Words and Expressions 词汇表达 (5 - 6minutes) 练习发音和用Documento3 páginasLesson 3 Travel Itinerary 旅行日程 Part 1 Words and Expressions 词汇表达 (5 - 6minutes) 练习发音和用JuricoAlonzoAinda não há avaliações
- Introduction To Arc FlashDocumento81 páginasIntroduction To Arc FlashHolly SmithAinda não há avaliações
- Paulding Progress May 7, 2014Documento24 páginasPaulding Progress May 7, 2014PauldingProgressAinda não há avaliações
- 12 Analysis of Road Traffic Accident Related of Geometric Design Parameters in Alamata Mehoni Hewane SectionDocumento8 páginas12 Analysis of Road Traffic Accident Related of Geometric Design Parameters in Alamata Mehoni Hewane Sectionemer_quezonAinda não há avaliações
- Chapter 56 - Accident PreventionDocumento46 páginasChapter 56 - Accident PreventionJim BalidiongAinda não há avaliações
- Artificial Passenger Sleep Prevention Dialogue Based Car SystemDocumento22 páginasArtificial Passenger Sleep Prevention Dialogue Based Car SystemSiri LahariAinda não há avaliações
- Lax Seal Beach Five DPDocumento1 páginaLax Seal Beach Five DPKLAXATCAinda não há avaliações
- Safety First 17Documento4 páginasSafety First 17pedatiAinda não há avaliações
- SSLC English 2015Documento180 páginasSSLC English 2015api-282164322100% (1)
- A Pictorial Guide To Site Safety Inspection in Civil Construction ProjectsDocumento416 páginasA Pictorial Guide To Site Safety Inspection in Civil Construction Projectsbanigx0xAinda não há avaliações
- OHS Procedures in the WorkplaceDocumento5 páginasOHS Procedures in the Workplace施亜倫Ainda não há avaliações
- T8 B15 Hijacked Airplaner 2 of 3 FDR - AA 77 - DOT FAA Report of Aircraft Accident and Daily Record of Facility OperationDocumento8 páginasT8 B15 Hijacked Airplaner 2 of 3 FDR - AA 77 - DOT FAA Report of Aircraft Accident and Daily Record of Facility Operation9/11 Document Archive100% (1)
- The Basic Sailboat Racing Rules All Racers Should Know: Has Right-of-WayDocumento5 páginasThe Basic Sailboat Racing Rules All Racers Should Know: Has Right-of-WaysalgatranAinda não há avaliações
- Euroncap Ford S-Max 2006 5starsDocumento1 páginaEuroncap Ford S-Max 2006 5starsCotruta Andy AristideAinda não há avaliações
- Work Injury Benefits ACT 2007Documento49 páginasWork Injury Benefits ACT 2007Eric OhAinda não há avaliações
- Bourne ImperativeDocumento927 páginasBourne ImperativeMerry Corvin100% (2)
- Introduction To Industrial Safety and Accident PreventionDocumento85 páginasIntroduction To Industrial Safety and Accident PreventionSamAinda não há avaliações
- Learn pilot clearancesDocumento4 páginasLearn pilot clearancesHazem KhafagaAinda não há avaliações
- Mixed Tense Revision 2 PDFDocumento2 páginasMixed Tense Revision 2 PDFAnabela GuedesAinda não há avaliações
- Ford & Firestone Tire ControversyDocumento2 páginasFord & Firestone Tire ControversySiddhartha MohapatraAinda não há avaliações
- Road Safety AuditDocumento4 páginasRoad Safety AuditMuhammad HaziqAinda não há avaliações
- Accident ProcedureDocumento10 páginasAccident ProcedureJavaid SalimAinda não há avaliações
- r2000h Rev 6 Manual Honda Gx240kDocumento90 páginasr2000h Rev 6 Manual Honda Gx240kYew LimAinda não há avaliações