Você também pode gostar
- Onboard Welder Using A GM Delco 140 Amp AlternatorDocumento12 páginasOnboard Welder Using A GM Delco 140 Amp AlternatorWorldRead100% (1)
- SpliceDocumento17 páginasSpliceSh MNAinda não há avaliações
- Welding SymbolsDocumento8 páginasWelding SymbolsSantosh Kumar100% (1)
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Documento68 páginasTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistAinda não há avaliações
- Fillet Welded Joints - A Review of The Practicalities - Job Knowledge 66Documento4 páginasFillet Welded Joints - A Review of The Practicalities - Job Knowledge 66Anuj ShahiAinda não há avaliações
- Welding SymbolsDocumento8 páginasWelding SymbolsRaoFarhan100% (1)
- A Guide To Estimating The Consumption of Welding Consumables-NADocumento1 páginaA Guide To Estimating The Consumption of Welding Consumables-NAManuel Antonio Santos VargasAinda não há avaliações
- Welding Visual Inspection and Tools PDFDocumento21 páginasWelding Visual Inspection and Tools PDFtoby100% (3)
- M1 - 2 Welding Symbols and DrawingsDocumento13 páginasM1 - 2 Welding Symbols and DrawingsGiurcanas AndreiAinda não há avaliações
- Bs4872 Visual ApprovalDocumento1 páginaBs4872 Visual Approvalkjmcbain100% (1)
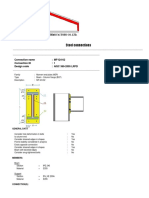
- Steel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDDocumento12 páginasSteel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDmalikasalAinda não há avaliações
- Shear Wave PDFDocumento6 páginasShear Wave PDFcutefrenzyAinda não há avaliações
- Welding Inspection: Welding Symbols Course Reference WIS 5Documento52 páginasWelding Inspection: Welding Symbols Course Reference WIS 5Joerge Ryan MaramotAinda não há avaliações
- Weld Symbols PDFDocumento2 páginasWeld Symbols PDFSwagat MohapatraAinda não há avaliações
- BS en 499Documento15 páginasBS en 499Hrishikesan100% (2)
- Back To Back AngleDocumento6 páginasBack To Back AngleAnonymous vGKYNSP0% (1)
- Link LookupDocumento14 páginasLink LookupBobaru MariusAinda não há avaliações
- Control Valve Selection PDFDocumento218 páginasControl Valve Selection PDFSyed Ali100% (2)
- HL720 3Documento471 páginasHL720 3Anonymous yjK3peI7100% (1)
- Metallography of Welds - ASM International PDFDocumento5 páginasMetallography of Welds - ASM International PDFJoseph Alexander BorgAinda não há avaliações
- Aws Cwi Part B Practical Question rv0 PDF FreeDocumento5 páginasAws Cwi Part B Practical Question rv0 PDF Freealexbv10100% (1)
- Section 6 - Torque - TensionDocumento23 páginasSection 6 - Torque - TensionChris MedeirosAinda não há avaliações
- 13 - Q+T Steels & Welding Q+T SteelsDocumento22 páginas13 - Q+T Steels & Welding Q+T SteelsbbqarAinda não há avaliações
- New Microsoft Office Word DocumentDocumento9 páginasNew Microsoft Office Word DocumentKhalid PerwezAinda não há avaliações
- NDT ServicesDocumento4 páginasNDT ServicesAdnan RanaAinda não há avaliações
- Understanding Welding Symbols Terms and DefinitionsDocumento21 páginasUnderstanding Welding Symbols Terms and DefinitionsRamakrishnan AmbiSubbiahAinda não há avaliações
- VT Acceptance Criteria WeldsDocumento14 páginasVT Acceptance Criteria WeldsCharwin Xiao100% (1)
- Result Summary - Overall: Moment Connection - Beam Splice Code AISC 360-16 LRFDDocumento6 páginasResult Summary - Overall: Moment Connection - Beam Splice Code AISC 360-16 LRFDMichenerparkAinda não há avaliações
- Welding: Types of Joints and Weld SymbolDocumento54 páginasWelding: Types of Joints and Weld Symbolshahaljawaie87100% (1)
- Rebars Splice and Column RebarDocumento11 páginasRebars Splice and Column RebarIrfan KhanAinda não há avaliações
- Cswip - Section 09-Welding SymbolsDocumento14 páginasCswip - Section 09-Welding SymbolsNsidibe Michael Etim100% (1)
- AISC 2005 Bolts ConnectionDocumento10 páginasAISC 2005 Bolts ConnectionIndra SidikAinda não há avaliações
- Day 3 Weld Joint Geometry, Welding and NDE SymbolsDocumento119 páginasDay 3 Weld Joint Geometry, Welding and NDE SymbolsRohit Kamble100% (1)
- ASTM A312 Stainless Steel PipesDocumento11 páginasASTM A312 Stainless Steel Pipeschua8Ainda não há avaliações
- Weld SysmbolDocumento17 páginasWeld SysmbolBashu PoudelAinda não há avaliações
- 04927E02Documento25 páginas04927E02brahim amiraAinda não há avaliações
- HD Bolts BS - 7419Documento5 páginasHD Bolts BS - 7419Deana White100% (1)
- Design Model For Welded Joints in Trusses Using Structural Hollow SectionsDocumento11 páginasDesign Model For Welded Joints in Trusses Using Structural Hollow SectionsVilandas CeAinda não há avaliações
- Deflection StandardsDocumento14 páginasDeflection Standardsmsiddiq1Ainda não há avaliações
- Hardness Examination StandardDocumento3 páginasHardness Examination StandardMohd Akmal Shafie100% (1)
- En 22553Documento8 páginasEn 22553tudorteu100% (1)
- PDFDocumento15 páginasPDFMatthew HaleAinda não há avaliações
- Blue BookDocumento241 páginasBlue Bookeng_muhammad88Ainda não há avaliações
- Visual Inspection - AWS & BS PDFDocumento22 páginasVisual Inspection - AWS & BS PDFSelvakpm06Ainda não há avaliações
- Simboluri SudareDocumento8 páginasSimboluri SudarecornelutsAinda não há avaliações
- Welding R1Documento49 páginasWelding R1proxywarAinda não há avaliações
- Access / Cat LadderDocumento4 páginasAccess / Cat LadderkayshephAinda não há avaliações
- Specification For Plant Access Platforms, Stairs and Ladders Materials and FabricationDocumento41 páginasSpecification For Plant Access Platforms, Stairs and Ladders Materials and FabricationRajveer SinghAinda não há avaliações
- Handout - WeldingDocumento6 páginasHandout - WeldingqcomoAinda não há avaliações
- M1 - 2 Welding Symbols and DrawingsDocumento13 páginasM1 - 2 Welding Symbols and DrawingsmullanjiAinda não há avaliações
- CSWIP Welder Training: SymbolsDocumento52 páginasCSWIP Welder Training: SymbolsBUDAPESAinda não há avaliações
- European Welding Symbols PDFDocumento2 páginasEuropean Welding Symbols PDFPhillipAinda não há avaliações
- 8-12-8 Fabrication of Piping PDFDocumento7 páginas8-12-8 Fabrication of Piping PDFasif rahimAinda não há avaliações
- Eurocode Design - DeflectionsDocumento1 páginaEurocode Design - DeflectionsfgfdgfdgdfgAinda não há avaliações
- CV Inspection Engineer PDFDocumento9 páginasCV Inspection Engineer PDFVenkateswaran Ananthu KrishnamoorthyAinda não há avaliações
- Welding Procedure Specification (WPS) According To DIN EN ISO 15614-1Documento2 páginasWelding Procedure Specification (WPS) According To DIN EN ISO 15614-1Vijay OfficialAinda não há avaliações
- Weld Joint Detail PDFDocumento9 páginasWeld Joint Detail PDFKosit WongpinkaewAinda não há avaliações
- Welding Symbols (ISO 2553)Documento32 páginasWelding Symbols (ISO 2553)Guillermo Martínez0% (1)
- Difference Between ISO Vs AWS Welding SymbolDocumento2 páginasDifference Between ISO Vs AWS Welding SymbolLee Chong EeAinda não há avaliações
- Wis5 TermsDocumento29 páginasWis5 Termsravi00098Ainda não há avaliações
- Typical Material Specifications For Major Component PartsDocumento9 páginasTypical Material Specifications For Major Component PartsSampath KumarAinda não há avaliações
- Weld SymbolsDocumento8 páginasWeld SymbolsM.IBRAHEEMAinda não há avaliações
- 12 Welded ConnectionsDocumento22 páginas12 Welded ConnectionsImran SaikatAinda não há avaliações
- Basic Welding Symbols - Set 2Documento6 páginasBasic Welding Symbols - Set 2Ahmed Shaban KotbAinda não há avaliações
- Welding SymbolsDocumento8 páginasWelding Symbolskinnu_ak7829Ainda não há avaliações
- The British Standard For Weld Symbols Is BS en 22553Documento4 páginasThe British Standard For Weld Symbols Is BS en 22553manojdavangeAinda não há avaliações
- Welding Certifications and Welder Qualification Tests PDFDocumento7 páginasWelding Certifications and Welder Qualification Tests PDFArjun JpAinda não há avaliações
- AWS Weld Symbol BasicsDocumento3 páginasAWS Weld Symbol Basicschairul anwarAinda não há avaliações
- TECHNICAL NOTE 007 Structural Steel Sub-Grades JR, J0 and J2 Does It MatterDocumento1 páginaTECHNICAL NOTE 007 Structural Steel Sub-Grades JR, J0 and J2 Does It MatterOM PRAKASH PALAinda não há avaliações
- E26.To2 Steel PDFDocumento10 páginasE26.To2 Steel PDFAmolsingh100Ainda não há avaliações
- 1144 Twi Diploma in Welding Engineering July 2019Documento1 página1144 Twi Diploma in Welding Engineering July 2019Tauqeer SalimAinda não há avaliações
- Working Drawing and Welding SymbolsDocumento21 páginasWorking Drawing and Welding SymbolssarathAinda não há avaliações
- ECCS PublicationsDocumento2 páginasECCS PublicationsKoh Wei SangAinda não há avaliações
- American Institute of Steel ConstructionDocumento7 páginasAmerican Institute of Steel ConstructionsojeckAinda não há avaliações
- 13 Symbols DrawingsDocumento13 páginas13 Symbols DrawingsAlie AlbantaniAinda não há avaliações
- Distance Between Weld To WeldDocumento1 páginaDistance Between Weld To WeldSampath KumarAinda não há avaliações
- Pressure Vessel Head Shapes - Piping DesignerDocumento3 páginasPressure Vessel Head Shapes - Piping DesignerSampath KumarAinda não há avaliações
- API 510 PC 05mar05 Summmary of NDT Asme Viii 1Documento1 páginaAPI 510 PC 05mar05 Summmary of NDT Asme Viii 1Sampath KumarAinda não há avaliações
- Sampath Kumar: From: Sent: To: CC: SubjectDocumento12 páginasSampath Kumar: From: Sent: To: CC: SubjectSampath KumarAinda não há avaliações
- Heat Treatment Cracking)Documento132 páginasHeat Treatment Cracking)Usman LiaqatAinda não há avaliações
- Cswip Part 1Documento140 páginasCswip Part 1Sampath KumarAinda não há avaliações
- Cswip3.1 Part2Documento140 páginasCswip3.1 Part2Sampath KumarAinda não há avaliações
- API vs. ASME/ANSI Flanges: Pressure Class RatingDocumento1 páginaAPI vs. ASME/ANSI Flanges: Pressure Class RatingSampath KumarAinda não há avaliações
- Icp Fee Structure Effective January 2014: Initial Certification API Member Price Non Member PriceDocumento2 páginasIcp Fee Structure Effective January 2014: Initial Certification API Member Price Non Member PriceSampath KumarAinda não há avaliações
- Structural Steel W Flange Section Properties Moment of Inertia, Steel Beam Size, Cross Section Area - Engineers EdgeDocumento2 páginasStructural Steel W Flange Section Properties Moment of Inertia, Steel Beam Size, Cross Section Area - Engineers EdgeSampath Kumar50% (2)
- Wide Flange Beam SpecificationDocumento3 páginasWide Flange Beam SpecificationSampath KumarAinda não há avaliações
- Equivalent SpecDocumento1 páginaEquivalent SpecSampath KumarAinda não há avaliações
- A StandardsDocumento5 páginasA StandardsSampath KumarAinda não há avaliações
- API-570 Piping Inspector Certification Program: Publications For ICP CERTIFICATION EXAMS May Be Ordered Through IHSDocumento15 páginasAPI-570 Piping Inspector Certification Program: Publications For ICP CERTIFICATION EXAMS May Be Ordered Through IHSSampath KumarAinda não há avaliações
- CHAPTER 22 - Spray KITS SPRAY 340, 370, 400, 460, 52, 58Documento35 páginasCHAPTER 22 - Spray KITS SPRAY 340, 370, 400, 460, 52, 58vladAinda não há avaliações
- SCRD and SocketweldDocumento30 páginasSCRD and SocketweldTheo SeriyeAinda não há avaliações
- Specification - Structural and Miscellaneous Steel ErectionDocumento21 páginasSpecification - Structural and Miscellaneous Steel ErectionAzhar AliAinda não há avaliações
- Product CertificateDocumento1 páginaProduct CertificateMURSHID MUHAMMEDAinda não há avaliações
- Arabi Fab Proc F1 Code 1Documento23 páginasArabi Fab Proc F1 Code 1DarwishMohamedAinda não há avaliações
- Power Wave 455m CeDocumento43 páginasPower Wave 455m Cejorge varAinda não há avaliações
- Industry ProfileDocumento28 páginasIndustry ProfilePRIYAM XEROXAinda não há avaliações
- Emerging Applications of High Performance Steel and Ultra SOund Impact TreatmentDocumento16 páginasEmerging Applications of High Performance Steel and Ultra SOund Impact TreatmentEr.Praveen RajAinda não há avaliações
- Corrosion Brochure 2022Documento12 páginasCorrosion Brochure 2022Shiraz AlamAinda não há avaliações
- Engineermind.comDocumento3 páginasEngineermind.comErwiyan Fajar AnsoriAinda não há avaliações
- Corrosion and Cracking in Recovery Boilers: W. B. A. SharpDocumento8 páginasCorrosion and Cracking in Recovery Boilers: W. B. A. SharpLariane Mühl de ÁvilaAinda não há avaliações
- New Holland Wheel Loader w230 en Service ManualDocumento20 páginasNew Holland Wheel Loader w230 en Service Manualrichard100% (41)
- HFY-PIP-SP-00010 X Specification For BNS Fittings - A-CommentedDocumento9 páginasHFY-PIP-SP-00010 X Specification For BNS Fittings - A-CommentedVignesh PanchabakesanAinda não há avaliações
- UPD ME W7 CI CL 4102 - Rev0Documento75 páginasUPD ME W7 CI CL 4102 - Rev0Didi Hadi RiantoAinda não há avaliações
- Large Diameter Submarine OutfallsDocumento9 páginasLarge Diameter Submarine Outfallsmidhun1986Ainda não há avaliações
- Fabrication Work Risk AssessmentDocumento7 páginasFabrication Work Risk Assessmentrahul jadhavAinda não há avaliações