Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Coal, Types of Coal, Analysis of CoalDocumento4 páginasCoal, Types of Coal, Analysis of CoalSaad AhmedAinda não há avaliações
- Structural Analysis Problems and Solutio PDFDocumento22 páginasStructural Analysis Problems and Solutio PDFjay balagotAinda não há avaliações
- A Practical Guide For HOHDocumento164 páginasA Practical Guide For HOHDan AngheleaAinda não há avaliações
- Design of Purlins per IS800 and SP38Documento2 páginasDesign of Purlins per IS800 and SP38MM93% (29)
- Eye ShadowDocumento40 páginasEye ShadowYuni WidyastutiAinda não há avaliações
- Metalkraft - Decking and Roofing Brochure - NEWDocumento6 páginasMetalkraft - Decking and Roofing Brochure - NEWParthasarathi H RAinda não há avaliações
- How To Searching On Google Chrome Browser Android Mobile AppDocumento1 páginaHow To Searching On Google Chrome Browser Android Mobile AppKhubah KhoirurobiqAinda não há avaliações
- DasdaDocumento1 páginaDasdaKhubah KhoirurobiqAinda não há avaliações
- Buy Me A CoffeeDocumento2 páginasBuy Me A CoffeeKhubah KhoirurobiqAinda não há avaliações
- IKIKAPMDocumento3 páginasIKIKAPMKhubah KhoirurobiqAinda não há avaliações
- Kecamatan Ngemplak Kecamatan Ngaglik Peta Administrasi Kecamatan DepokDocumento1 páginaKecamatan Ngemplak Kecamatan Ngaglik Peta Administrasi Kecamatan DepokKhubah KhoirurobiqAinda não há avaliações
- DasdDocumento1 páginaDasdKhubah KhoirurobiqAinda não há avaliações
- Apple FruitDocumento3 páginasApple FruitKhubah KhoirurobiqAinda não há avaliações
- Apple FruitDocumento3 páginasApple FruitKhubah KhoirurobiqAinda não há avaliações
- Apple FruitDocumento3 páginasApple FruitKhubah KhoirurobiqAinda não há avaliações
- Hero Is MeDocumento1 páginaHero Is MeKhubah KhoirurobiqAinda não há avaliações
- Root Pouch Info Brochure 10Documento20 páginasRoot Pouch Info Brochure 10Khubah KhoirurobiqAinda não há avaliações
- Multiple Sequence Alignment Tools: Tutorials and Comparative AnalysisDocumento19 páginasMultiple Sequence Alignment Tools: Tutorials and Comparative AnalysisKhubah KhoirurobiqAinda não há avaliações
- Patented Pharmaceutical Preparations for Controlled Drug ReleaseDocumento4 páginasPatented Pharmaceutical Preparations for Controlled Drug ReleaseKhubah KhoirurobiqAinda não há avaliações
- Furfur AlDocumento8 páginasFurfur AlKhubah KhoirurobiqAinda não há avaliações
- Additive 515 m7 PDFDocumento2 páginasAdditive 515 m7 PDFKhubah KhoirurobiqAinda não há avaliações
- Alignments JmcinerneyDocumento48 páginasAlignments Jmcinerneydefox123Ainda não há avaliações
- Beseva Group Product Listing for Bleaching, Dyeing, Finishing and Printing ChemicalsDocumento9 páginasBeseva Group Product Listing for Bleaching, Dyeing, Finishing and Printing ChemicalsNoumanKhanAinda não há avaliações
- Kinetic Study of Copper Chemistry in Chemical Mechanical PolishinDocumento171 páginasKinetic Study of Copper Chemistry in Chemical Mechanical Polishinmuhammad ismailAinda não há avaliações
- Dual Filter: 20mm (/ ") - 200mm (8") Model OWDocumento4 páginasDual Filter: 20mm (/ ") - 200mm (8") Model OWJairo Andrés FAAinda não há avaliações
- NADCAP ChecklistaDocumento9 páginasNADCAP ChecklistaThomas HanssonAinda não há avaliações
- PDQXDO GH LDYDYDMLOODV LQVWUXFFLRQHVDocumento34 páginasPDQXDO GH LDYDYDMLOODV LQVWUXFFLRQHVjarroyojAinda não há avaliações
- SKYTEC Datasheet TEAL 0723Documento2 páginasSKYTEC Datasheet TEAL 0723mailtoshiyasAinda não há avaliações
- The Analysis and Prevention of Failure in Railway AxlesDocumento10 páginasThe Analysis and Prevention of Failure in Railway AxlesAnonymous PufNjgAinda não há avaliações
- PET Properties Recyclable ThermoplasticDocumento2 páginasPET Properties Recyclable ThermoplasticsabbysamuraAinda não há avaliações
- T Printing 1Documento19 páginasT Printing 1Amrinder DhimanAinda não há avaliações
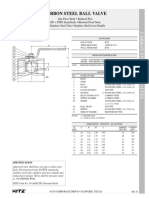
- Carbon Steel Ball Valve: Code # 50 (Aksctk)Documento1 páginaCarbon Steel Ball Valve: Code # 50 (Aksctk)thilina lakhithaAinda não há avaliações
- UH Materials Science and Engineering - Courses - 2016-03-23Documento3 páginasUH Materials Science and Engineering - Courses - 2016-03-23Tabish KamranAinda não há avaliações
- Utilizing Waste Coconut Fibers and Rice Husk Ash As Aggregates in Mix Proportioning of Concrete Hollow BlocksDocumento44 páginasUtilizing Waste Coconut Fibers and Rice Husk Ash As Aggregates in Mix Proportioning of Concrete Hollow BlocksDianna GwennAinda não há avaliações
- Bremer and Leguil GMBH - RIVOLTA FLG GT-2 - 000000000600663025 - 08!16!2017 - EnglishDocumento9 páginasBremer and Leguil GMBH - RIVOLTA FLG GT-2 - 000000000600663025 - 08!16!2017 - EnglishUsama SaeedAinda não há avaliações
- Handling of MaterialsDocumento34 páginasHandling of MaterialsJerome GarganeraAinda não há avaliações
- Fractionation of Wood TarDocumento10 páginasFractionation of Wood TarThomas JacobsenAinda não há avaliações
- Chapter 2 Funtional Group PropertiesDocumento38 páginasChapter 2 Funtional Group Properties伟铭100% (1)
- Railway: Elektrotechnische Werke Fritz Driescher & Söhne GMBHDocumento20 páginasRailway: Elektrotechnische Werke Fritz Driescher & Söhne GMBHAbdellah abdouAinda não há avaliações
- Important MCQ on VLSI Design Logic Gates and CMOS TechnologyDocumento4 páginasImportant MCQ on VLSI Design Logic Gates and CMOS TechnologyAkanksha DixitAinda não há avaliações
- CV Imam 2017Documento2 páginasCV Imam 2017Imam SitumeangAinda não há avaliações
- KHKKKDocumento39 páginasKHKKKdaney67299Ainda não há avaliações
- Resistivity Log: Well Logging (Pe413)Documento9 páginasResistivity Log: Well Logging (Pe413)Ramy MaamounAinda não há avaliações
- Seasoning of TimberDocumento21 páginasSeasoning of TimberJyoti Bansal100% (1)
- ProcessDocumento24 páginasProcessM RajasekaranAinda não há avaliações
- Forged Engineering DataDocumento4 páginasForged Engineering DataretrogradesAinda não há avaliações