Você também pode gostar
- APPLIED MECHANICAL ENGINEERING PROBLEM SOLVINGDocumento4 páginasAPPLIED MECHANICAL ENGINEERING PROBLEM SOLVINGKyle LoveAinda não há avaliações
- 6-SD Reference ListDocumento5 páginas6-SD Reference Listmahreza189Ainda não há avaliações
- Lisa Bennie Honours Thesis ReducedDocumento67 páginasLisa Bennie Honours Thesis ReducedNur NadiahAinda não há avaliações
- Kiln Migration and Its Effect On Brick LiningDocumento3 páginasKiln Migration and Its Effect On Brick LiningJunaid Mazhar100% (2)
- Report Text About RainbowDocumento2 páginasReport Text About RainbowCornelia Ayu Trisna67% (3)
- Chemicals Safety PresentationDocumento39 páginasChemicals Safety Presentatione cube100% (1)
- Short Notes On Kiln RefractoryDocumento4 páginasShort Notes On Kiln RefractoryVijay BhanAinda não há avaliações
- Graphite PaintDocumento2 páginasGraphite PaintHoneylet Recaña TayactacAinda não há avaliações
- Tires and Tire ElementsDocumento20 páginasTires and Tire ElementsRamsai ChigurupatiAinda não há avaliações
- Heat correction of kiln cranks is cost effectiveDocumento4 páginasHeat correction of kiln cranks is cost effectiveMohamed Shehata100% (2)
- 1 - Grinding Media Catalogue PDFDocumento14 páginas1 - Grinding Media Catalogue PDFmahreza189Ainda não há avaliações
- 04 - Combustion and 10 Golden RulesDocumento30 páginas04 - Combustion and 10 Golden RulesAfqan B-vAinda não há avaliações
- Myanmar Cement-1Documento14 páginasMyanmar Cement-1Mohammed AbdoAinda não há avaliações
- Refractories For The Cement IndustryDocumento28 páginasRefractories For The Cement Industrysteve chollenkAinda não há avaliações
- Refractory Lining Installation Guide-RHIDocumento40 páginasRefractory Lining Installation Guide-RHINael100% (10)
- No Cement Castables: A New Family of Sol-Gel Bonded Refractory CastablesDocumento35 páginasNo Cement Castables: A New Family of Sol-Gel Bonded Refractory Castablesmahreza189100% (1)
- Heating Up of KilnsDocumento74 páginasHeating Up of KilnsMehmet C100% (5)
- Classification Wirsing 2015Documento49 páginasClassification Wirsing 2015Moud Sakly100% (1)
- Advancement in Refractories used for Cement Rotary kiln(CRKDocumento75 páginasAdvancement in Refractories used for Cement Rotary kiln(CRKmahendra sen100% (1)
- Ankral Ze SuperDocumento1 páginaAnkral Ze Supermahreza189Ainda não há avaliações
- FEECO Rotary Dryers Coolers PDFDocumento13 páginasFEECO Rotary Dryers Coolers PDFFernando MilmanAinda não há avaliações
- Thermal & Chemical Kilb 2006Documento40 páginasThermal & Chemical Kilb 2006mustaf100% (1)
- Damage of Refractory Bricks Lined in Cement Rotary KilnDocumento10 páginasDamage of Refractory Bricks Lined in Cement Rotary KilnKhaled BOUALIAinda não há avaliações
- Rings, Balls and Build-Ups in Cement ManufacturingDocumento20 páginasRings, Balls and Build-Ups in Cement ManufacturingIrshad Hussain100% (2)
- Kiln LiningDocumento39 páginasKiln LiningMUNNALURU UMAKANTHA RAO100% (1)
- V2 Materials Technology 2Documento523 páginasV2 Materials Technology 2RRHH100% (1)
- Installation Techniques for Refractory Materials in Cement Rotary KilnsDocumento106 páginasInstallation Techniques for Refractory Materials in Cement Rotary Kilnsmustaf100% (1)
- Kiln StabilityDocumento6 páginasKiln Stabilityraobabar21Ainda não há avaliações
- Installation - Gocht 2015Documento208 páginasInstallation - Gocht 2015vũ minh tâm100% (1)
- Rotary Inclinometer Product DescriptionDocumento8 páginasRotary Inclinometer Product DescriptionfetniAinda não há avaliações
- Coating RingsDocumento8 páginasCoating RingsIrshad HussainAinda não há avaliações
- POLYTRACK® Clinker Cooler With Intermediate CrusherDocumento116 páginasPOLYTRACK® Clinker Cooler With Intermediate CrusherRahmat Hidayat100% (1)
- 7 Most Common Problem in PyroProcessing For Kiln and CoolerDocumento5 páginas7 Most Common Problem in PyroProcessing For Kiln and CoolerbudiAinda não há avaliações
- Cpi RefractoriesDocumento51 páginasCpi RefractoriesRobert BrownAinda não há avaliações
- COMPAC SOL A100-15 Refractory CastableDocumento1 páginaCOMPAC SOL A100-15 Refractory Castablemahreza189Ainda não há avaliações
- Refratechnik Heating Up CurveDocumento4 páginasRefratechnik Heating Up CurveSenthilkumar Pragasam100% (2)
- CM 2 Filling DegreeDocumento9 páginasCM 2 Filling DegreeElwathig BakhietAinda não há avaliações
- PR PYR P06-17 v1 How To Improve Fan EfficiencyDocumento8 páginasPR PYR P06-17 v1 How To Improve Fan EfficiencyTamer FathyAinda não há avaliações
- Investigation of Refractory Concrete Failure in Furnaces of Metals IndustryDocumento8 páginasInvestigation of Refractory Concrete Failure in Furnaces of Metals IndustryAditya PrajasAinda não há avaliações
- Wear Phenomena of RefractoriesDocumento66 páginasWear Phenomena of RefractoriesMehmet C100% (2)
- Kiln Mechanics - (2.3) - ''Quizz Photos''Documento7 páginasKiln Mechanics - (2.3) - ''Quizz Photos''Diego AlejandroAinda não há avaliações
- SRIC InstallTechniqueDocumento84 páginasSRIC InstallTechniqueJackson Vu100% (1)
- SIC Refractory CastableDocumento5 páginasSIC Refractory CastableJagadeesh GuttiAinda não há avaliações
- PDF Ce Refractory Concrete e 2 2014Documento10 páginasPDF Ce Refractory Concrete e 2 2014cristian villegasAinda não há avaliações
- Atox Coal MillDocumento8 páginasAtox Coal MillLijosh JamesAinda não há avaliações
- PDF Ce Report 61 e 12 2017Documento28 páginasPDF Ce Report 61 e 12 2017RAUL FERNANDO VELOZ GUERRA100% (1)
- Refractory Installation Guide for Cement KilnsDocumento19 páginasRefractory Installation Guide for Cement KilnsGregoryAinda não há avaliações
- Raw Meal Susp PDFDocumento48 páginasRaw Meal Susp PDFemadsabriAinda não há avaliações
- Kiln Preheater Fan CoatingDocumento6 páginasKiln Preheater Fan CoatingVijay Bhan100% (1)
- Refractory Theory PDFDocumento54 páginasRefractory Theory PDFArss Sakti SetyaAinda não há avaliações
- Cement Industry: Monolithic Concept Solutions ForDocumento16 páginasCement Industry: Monolithic Concept Solutions ForAndreAinda não há avaliações
- Cement IndustryDocumento27 páginasCement IndustryAhmed Mahmoud100% (1)
- New Products - Wirsing 2015Documento70 páginasNew Products - Wirsing 2015Moud Sakly100% (1)
- Ankral X2: General InformationDocumento1 páginaAnkral X2: General Informationmahreza189Ainda não há avaliações
- Installation With Mortar - Umlauf 2015Documento18 páginasInstallation With Mortar - Umlauf 2015Moud SaklyAinda não há avaliações
- Kilns Khaled PDFDocumento16 páginasKilns Khaled PDFbulentbulut100% (1)
- New Developments in Monolithic ProductsDocumento59 páginasNew Developments in Monolithic Productsmahreza189100% (1)
- New Developments in Monolithic ProductsDocumento59 páginasNew Developments in Monolithic Productsmahreza189100% (1)
- Bull Nose Ref FailureDocumento1 páginaBull Nose Ref FailurejagrutAinda não há avaliações
- Cyclone Preheater ProcedureDocumento18 páginasCyclone Preheater ProcedureVisnu Sankar100% (2)
- Cement and RefractoriesDocumento24 páginasCement and Refractorieshimanshuchawla654Ainda não há avaliações
- Kiln Shell CorrosionDocumento29 páginasKiln Shell CorrosionfatamorgganaAinda não há avaliações
- V2 Materials Technology 2Documento526 páginasV2 Materials Technology 2Liya Nur SholihahAinda não há avaliações
- Cement Industry en PDFDocumento12 páginasCement Industry en PDFzzhrhfvlAinda não há avaliações
- 5 - Introduction Q-Series Vs2 Customer Version2Documento49 páginas5 - Introduction Q-Series Vs2 Customer Version2mahreza189100% (1)
- Refractory brick composition and propertiesDocumento1 páginaRefractory brick composition and propertiesmahreza189Ainda não há avaliações
- Pet Coke Fuel Experience in Rotary KilnDocumento7 páginasPet Coke Fuel Experience in Rotary KilnP.S.J.Sarma100% (1)
- RHI - Cement Kiln Brick InstallationDocumento71 páginasRHI - Cement Kiln Brick Installationnmmartins86% (7)
- KünneDocumento28 páginasKünneMohd AliAinda não há avaliações
- Kiln Doctor FAQDocumento3 páginasKiln Doctor FAQgvrr1954Ainda não há avaliações
- Petroleum and Petrochemical Waste Reuse in Cement Kilns: Gossman Consulting, IncDocumento11 páginasPetroleum and Petrochemical Waste Reuse in Cement Kilns: Gossman Consulting, IncTruong Giang Vo100% (1)
- 1-X Win CatalogueDocumento6 páginas1-X Win Cataloguemahreza189Ainda não há avaliações
- 1-X Lift Liner CatalogueDocumento6 páginas1-X Lift Liner Cataloguemahreza189Ainda não há avaliações
- Kiln Shell CoolingDocumento4 páginasKiln Shell CoolingjmpbarrosAinda não há avaliações
- High-temperature refractory brick made from magnesia-chromite raw materialsDocumento1 páginaHigh-temperature refractory brick made from magnesia-chromite raw materialsmahreza189Ainda não há avaliações
- Energy and PowerDocumento69 páginasEnergy and PowerFahadullah Khan AfridiAinda não há avaliações
- Irjet V2i151 PDFDocumento9 páginasIrjet V2i151 PDFmahreza189Ainda não há avaliações
- High-temperature refractory brick made from magnesia-chromite raw materialsDocumento1 páginaHigh-temperature refractory brick made from magnesia-chromite raw materialsmahreza189Ainda não há avaliações
- General InformationDocumento1 páginaGeneral Informationmahreza189Ainda não há avaliações
- High-strength refractory concrete with silica glass and sol bondingDocumento1 páginaHigh-strength refractory concrete with silica glass and sol bondingmahreza189Ainda não há avaliações
- Divasil: General InformationDocumento1 páginaDivasil: General Informationmahreza189Ainda não há avaliações
- Didomur B52V-03 M: General InformationDocumento1 páginaDidomur B52V-03 M: General Informationmahreza189Ainda não há avaliações
- Compac shot F49-6 refractory concreteDocumento1 páginaCompac shot F49-6 refractory concretemahreza189Ainda não há avaliações
- General InformationDocumento1 páginaGeneral Informationmahreza189Ainda não há avaliações
- Compac Sol B82-6: General InformationDocumento1 páginaCompac Sol B82-6: General Informationmahreza189Ainda não há avaliações
- Compac Sol F53G-6: General InformationDocumento1 páginaCompac Sol F53G-6: General Informationmahreza189Ainda não há avaliações
- High-strength refractory concrete with silica glass and sol bondingDocumento1 páginaHigh-strength refractory concrete with silica glass and sol bondingmahreza189Ainda não há avaliações
- Compac Shot B84 3Documento1 páginaCompac Shot B84 3mahreza189Ainda não há avaliações
- Compac Shot F49S-6: General InformationDocumento1 páginaCompac Shot F49S-6: General Informationmahreza189Ainda não há avaliações
- Compac Sol F53 6Documento1 páginaCompac Sol F53 6mahreza189Ainda não há avaliações
- Comprit A91g 6Documento1 páginaComprit A91g 6mahreza189Ainda não há avaliações
- Carsit Sol A10mb 15 PDFDocumento1 páginaCarsit Sol A10mb 15 PDFmahreza189Ainda não há avaliações
- Compac shot F49-6 refractory concreteDocumento1 páginaCompac shot F49-6 refractory concretemahreza189Ainda não há avaliações
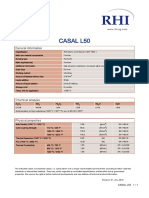
- Casal L50: General InformationDocumento1 páginaCasal L50: General Informationmahreza189Ainda não há avaliações
- Compac Shot B84 3Documento1 páginaCompac Shot B84 3mahreza189Ainda não há avaliações
- Derivation of Fluid Flow Equations Review of Basic StepsDocumento9 páginasDerivation of Fluid Flow Equations Review of Basic StepsAaron LisandrioAinda não há avaliações
- Geosynthetics Filter Codes of PracticeDocumento42 páginasGeosynthetics Filter Codes of PracticeyuAinda não há avaliações
- Acticide Bac 50 M MSDS PDFDocumento10 páginasActicide Bac 50 M MSDS PDFmeAinda não há avaliações
- HW2 SolutionDocumento4 páginasHW2 SolutiontsengullerAinda não há avaliações
- Astm C990-03Documento4 páginasAstm C990-03Joanne WaiAinda não há avaliações
- Mid Term Presentation - Anish Kumar DakshDocumento23 páginasMid Term Presentation - Anish Kumar DakshShubhadeep MajumdarAinda não há avaliações
- Ionization and Solubility of Chitosan Solutions Related To Thermosensitive ChitosanGlycerol-Phosphate SystemsDocumento16 páginasIonization and Solubility of Chitosan Solutions Related To Thermosensitive ChitosanGlycerol-Phosphate SystemstsujittoAinda não há avaliações
- Mass Spectra and IRDocumento7 páginasMass Spectra and IRSyed FahimAinda não há avaliações
- Scaffold in Tissue EngDocumento13 páginasScaffold in Tissue EngOluwasegun ModupeAinda não há avaliações
- Chemical StabilizationDocumento63 páginasChemical Stabilizationanahita_63100% (1)
- Chapter18 ThermoDynamicDocumento11 páginasChapter18 ThermoDynamicVladimir MoroteAinda não há avaliações
- Megtron 6Documento3 páginasMegtron 6rfduh100% (1)
- Feasibility of Using Lightweight Eps Based Partitions For Washrooms of ApartmentsDocumento6 páginasFeasibility of Using Lightweight Eps Based Partitions For Washrooms of ApartmentsVishnuAinda não há avaliações
- MBW Report SF6 Gas Analysis PDFDocumento6 páginasMBW Report SF6 Gas Analysis PDFNaveenNavabAinda não há avaliações
- Maximizing Volumetric Efficiency of IC Engine Through Intake Manifold TuningDocumento8 páginasMaximizing Volumetric Efficiency of IC Engine Through Intake Manifold TuningMahtab GhummanAinda não há avaliações
- 计量泵metering pump PDFDocumento43 páginas计量泵metering pump PDFAnonymous Tj3ApePIrAinda não há avaliações
- Price 1998Documento11 páginasPrice 1998LỢI NGUYỄN CÔNGAinda não há avaliações
- DNA and RNA: The Molecules of HeredityDocumento42 páginasDNA and RNA: The Molecules of HeredityLyssaMarieKathryneEgeAinda não há avaliações
- Uncertainty IR PDFDocumento8 páginasUncertainty IR PDFluisAinda não há avaliações
- Briggs and Stratton Model Series 90000Documento20 páginasBriggs and Stratton Model Series 90000b0beiiiAinda não há avaliações
- MSc Surveying and Water Resources TopicsDocumento3 páginasMSc Surveying and Water Resources TopicsNirjhor KabirAinda não há avaliações
- Hydrogen-Enriched Compressed Natural Gas As A Fuel For EnginesDocumento26 páginasHydrogen-Enriched Compressed Natural Gas As A Fuel For EnginesRahul AroraAinda não há avaliações
- Russell J. Donnelly - Fifty-Five Years of Taylor - Couette FlowDocumento35 páginasRussell J. Donnelly - Fifty-Five Years of Taylor - Couette FlowQMDhidnwAinda não há avaliações
- Carga de Bolas - Molino KopperDocumento4 páginasCarga de Bolas - Molino KopperIngridkferAinda não há avaliações