Você também pode gostar
- Materiales y técnicas de moldeo y vaciado aplicados a obras de arteNo EverandMateriales y técnicas de moldeo y vaciado aplicados a obras de arteAinda não há avaliações
- PELETSDocumento27 páginasPELETSSofia Manuel CalvaAinda não há avaliações
- Astm c172 Muestreo de Concreto Fresco.Documento5 páginasAstm c172 Muestreo de Concreto Fresco.medallodimAinda não há avaliações
- Innovaciones de PETDocumento9 páginasInnovaciones de PETMarijo MoralesAinda não há avaliações
- Extracción de AlmidónDocumento8 páginasExtracción de AlmidónM̶a̶r̶c̶o̶s̶ C̶r̶u̶z̶Ainda não há avaliações
- BIO-MODIFICADORES Exposicion JuevesDocumento22 páginasBIO-MODIFICADORES Exposicion JuevesDamian TerrazaAinda não há avaliações
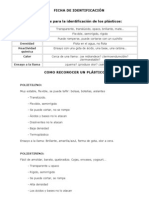
- Tabla Identificacion PlasticosDocumento3 páginasTabla Identificacion PlasticosSergio RussoAinda não há avaliações
- I N V - E-720-07Documento2 páginasI N V - E-720-07maria alejandraAinda não há avaliações
- Mezcla y Dosificación de Resinas PDFDocumento30 páginasMezcla y Dosificación de Resinas PDFBrenda NoemiAinda não há avaliações
- Caracterizacion de Mezclas de Polietileno Virgen Con RecicladoDocumento83 páginasCaracterizacion de Mezclas de Polietileno Virgen Con RecicladoMUNICIPALIDAD DISTRITAL DE CASCAPARAAinda não há avaliações
- Reporte-Lab3 IRQ115Documento21 páginasReporte-Lab3 IRQ115diego100% (1)
- Práctica de InyecciónDocumento28 páginasPráctica de InyecciónDavid DonaldsonAinda não há avaliações
- Tecnología Del Concreto Aditivos y AdicionesDocumento34 páginasTecnología Del Concreto Aditivos y AdicionesPaola Elizalde100% (1)
- Informe de Laboratorio Diseño de Pavimentos 2-04-20Documento9 páginasInforme de Laboratorio Diseño de Pavimentos 2-04-20Paola Sierra100% (1)
- Ebullicion Del AlmidonDocumento19 páginasEbullicion Del AlmidonangelinaAinda não há avaliações
- Envases y ColorantesDocumento31 páginasEnvases y ColorantesJhenny1995Ainda não há avaliações
- Catalogo de BraskemDocumento28 páginasCatalogo de BraskemPegfan85100% (2)
- Medidores de ExtrusiónDocumento6 páginasMedidores de ExtrusiónMauricio NicolásAinda não há avaliações
- Accesorios y Empaques para TuberíasDocumento13 páginasAccesorios y Empaques para TuberíasJessica D Rodríguez RAinda não há avaliações
- Informe de GranulometriaDocumento10 páginasInforme de GranulometriaandrespiambasAinda não há avaliações
- Preformas PetDocumento4 páginasPreformas PetFernando CuautleAinda não há avaliações
- Diccionario Del Plástico v2.2 (1convenciones) PDF-Desbloqueado-Para-Imprimir-ó-Editar-Jcastillo666-Y2K PDFDocumento20 páginasDiccionario Del Plástico v2.2 (1convenciones) PDF-Desbloqueado-Para-Imprimir-ó-Editar-Jcastillo666-Y2K PDFjcastillo666Ainda não há avaliações
- PermeabilidadDocumento7 páginasPermeabilidadJoseph ClevelandAinda não há avaliações
- Documento Olores Porcícola Jamones Del Huila. FinDocumento39 páginasDocumento Olores Porcícola Jamones Del Huila. FinOscar Fernando Garzon100% (1)
- Contenido de Humedad de Los Agregados Ensayo N°2Documento6 páginasContenido de Humedad de Los Agregados Ensayo N°2Bryan VillanuevaAinda não há avaliações
- Clasificacion Del Carton CorrugadoDocumento1 páginaClasificacion Del Carton CorrugadoOscar Fabian Garzon GarzonAinda não há avaliações
- Em Play AdoraDocumento3 páginasEm Play Adoradday062806100% (1)
- Azufre Como Material de ConstrucciónDocumento8 páginasAzufre Como Material de Construcciónan3ox55Ainda não há avaliações
- Power Point Exposicion Cascarilla de ArrozDocumento12 páginasPower Point Exposicion Cascarilla de ArrozLina Marcela ParraAinda não há avaliações
- Cartas de Control para Atributos PDFDocumento24 páginasCartas de Control para Atributos PDFPedro Taboada RiveraAinda não há avaliações
- Balance de Masa y ReactoresDocumento12 páginasBalance de Masa y ReactoresMacarena FuicaAinda não há avaliações
- ReometriaDocumento2 páginasReometriaFernando SinchiAinda não há avaliações
- EspumantesDocumento29 páginasEspumantesLuis PaterninaAinda não há avaliações
- PelletsDocumento3 páginasPelletsJose Luis QuispeAinda não há avaliações
- Informe Finura Del CementoDocumento2 páginasInforme Finura Del CementoGerarldscribd100% (1)
- Maquinas 1Documento1 páginaMaquinas 1royler lazaroAinda não há avaliações
- Plan de Producción Elaboracion de Bolsas PlasticasDocumento11 páginasPlan de Producción Elaboracion de Bolsas Plasticas42081471% (7)
- Tema 1-2a - TMM - Conformado de MaterialesDocumento90 páginasTema 1-2a - TMM - Conformado de MaterialesOscar OcañoAinda não há avaliações
- Poes GeneralidadesDocumento16 páginasPoes GeneralidadesDanitza Claudia Sanchez FloresAinda não há avaliações
- Descripción de Los Ensayos Realizados en LaboratorioDocumento9 páginasDescripción de Los Ensayos Realizados en LaboratorioVA PadillaAinda não há avaliações
- Extrusion-Doble Husillo MPNDocumento56 páginasExtrusion-Doble Husillo MPNjsk789100% (3)
- Transportadores NeumáticosDocumento15 páginasTransportadores NeumáticosPaoAinda não há avaliações
- Cielo Falso en PerfileriaDocumento11 páginasCielo Falso en PerfileriaAndres NoboaAinda não há avaliações
- Moldeo Por SopladoDocumento9 páginasMoldeo Por SopladoBetsabe AndarciaAinda não há avaliações
- Piel de Tiburon PresentaciónDocumento37 páginasPiel de Tiburon Presentaciónkelly cogollo100% (1)
- Fibra de La Hoja de Piña, Obtención y AplicacionesDocumento16 páginasFibra de La Hoja de Piña, Obtención y AplicacionesEdisonLondoñoUribe100% (1)
- Tamizadores de Barras o Parrillas GiratoriasDocumento13 páginasTamizadores de Barras o Parrillas GiratoriasAlexandra Camacho TorricoAinda não há avaliações
- PetDocumento26 páginasPetsocorro ferrerAinda não há avaliações
- Examen Final de Estadística Ii (G1)Documento1 páginaExamen Final de Estadística Ii (G1)Francisco JavierAinda não há avaliações
- Selector de Mezclas para TermoencogibleDocumento6 páginasSelector de Mezclas para TermoencogibleCarlos CardenasAinda não há avaliações
- Proceso de Tinturado Del Cuero IIDocumento26 páginasProceso de Tinturado Del Cuero IINITSABETH SHIGERA TAIPE BENITOAinda não há avaliações
- Astm C 117-95Documento4 páginasAstm C 117-95Orlando Manriquez LAinda não há avaliações
- Agua IndustrialDocumento91 páginasAgua IndustrialJassir Junior Salinas Avalos100% (1)
- Extrusión de Película SopladaDocumento7 páginasExtrusión de Película SopladaGustavo Ruiz Angelo100% (1)
- Presentacion EsqueletoDocumento22 páginasPresentacion EsqueletoYeison HernándezAinda não há avaliações
- Adherencia Del HormigonDocumento5 páginasAdherencia Del HormigonKarla SuarezAinda não há avaliações
- Enlatado de Carne 2Documento22 páginasEnlatado de Carne 2Tyler Trevino0% (1)
- Extrusion de PVCDocumento11 páginasExtrusion de PVCGusta Hugo Huamani FonsecaAinda não há avaliações
- Inyeccion y Moldes COMPLETO UNICAR - 15y16dic06Documento321 páginasInyeccion y Moldes COMPLETO UNICAR - 15y16dic06HugoAlvarez100% (3)
- Dura Top - Sistema Inteligente de Desagües (Manual Técnico)Documento52 páginasDura Top - Sistema Inteligente de Desagües (Manual Técnico)Zuleyma NavarroAinda não há avaliações
- Diario La Capital - Media KitDocumento13 páginasDiario La Capital - Media KitOctavio PauliseAinda não há avaliações
- Monografia Concreto ArmadoDocumento28 páginasMonografia Concreto ArmadoKevin Alvarez Mendoza100% (1)
- Ablandadores de AguaDocumento6 páginasAblandadores de AguaSebas NicolaldeAinda não há avaliações
- Detector de HumedadDocumento9 páginasDetector de HumedadLaura CasanovaAinda não há avaliações
- Certificación de Cables de RedDocumento11 páginasCertificación de Cables de Redvicky_yánez_7Ainda não há avaliações
- Dibujo Tecnico MetalurgicoDocumento4 páginasDibujo Tecnico MetalurgicoYimber Castillo EstradaAinda não há avaliações
- T PS GNL Unidad 1 Las Plantas Satelite y El GNL Revision 0. 25.09.2012 PDFDocumento30 páginasT PS GNL Unidad 1 Las Plantas Satelite y El GNL Revision 0. 25.09.2012 PDFPablex ChavezAinda não há avaliações
- Planificacion de PrediosDocumento26 páginasPlanificacion de PrediosAngelo Masier Gamboa PeralesAinda não há avaliações
- Manual de Configuracion Rapida Repetidor TL WA801ND V2Documento2 páginasManual de Configuracion Rapida Repetidor TL WA801ND V2Renato García TejadaAinda não há avaliações
- Especificaciones Tecnicas Fondo Blanco-Negro-Gris-RojoDocumento1 páginaEspecificaciones Tecnicas Fondo Blanco-Negro-Gris-RojoDabielsy Yanes TovarAinda não há avaliações
- Carta La CaridadDocumento5 páginasCarta La CaridadNIRUMA ALVAREZAinda não há avaliações
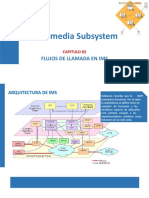
- 03-Flujo de Llamada en IMSv1Documento36 páginas03-Flujo de Llamada en IMSv1Cecilia Camarena QuispeAinda não há avaliações
- Ats Del LaboratorioDocumento3 páginasAts Del LaboratorioLeonel Gamero CardenasAinda não há avaliações
- Guia de Supervision RHO - Medio de Transporte y Distribuci Nde GLP A GranelDocumento9 páginasGuia de Supervision RHO - Medio de Transporte y Distribuci Nde GLP A GranelManuel RomaniAinda não há avaliações
- Sensores de PresenciaDocumento17 páginasSensores de PresenciaBoris PQAinda não há avaliações
- Tarea - Evaluación ParcialDocumento4 páginasTarea - Evaluación ParcialMafer Molina GasparAinda não há avaliações
- Libro PotenciaDocumento60 páginasLibro PotenciaJulián RincónAinda não há avaliações
- Que Es Una Integral IteradaDocumento6 páginasQue Es Una Integral IteradaYahmi Soo Han100% (1)
- Homologacin Vehicular - Vehculos Automotores 10-07-2013Documento18 páginasHomologacin Vehicular - Vehculos Automotores 10-07-2013api-229382813Ainda não há avaliações
- Evolucion de Las ImpresorasDocumento11 páginasEvolucion de Las ImpresorasandibautistaAinda não há avaliações
- Costos ABC MonografiaDocumento32 páginasCostos ABC MonografiaDIEGO80% (5)
- Ficha Tecnica Ladrillo Tolete Recocido de Arcilla CocinadaDocumento3 páginasFicha Tecnica Ladrillo Tolete Recocido de Arcilla Cocinadamarta guerrero100% (1)
- Practica de Kolmogorov SmirnovDocumento17 páginasPractica de Kolmogorov SmirnovJhose David GudinhoAinda não há avaliações
- Labo 1 CliamticaDocumento5 páginasLabo 1 CliamticaJose SullcaAinda não há avaliações
- Teoría de Muestreo, Discretización, y Reconstrucción de SeñalesDocumento10 páginasTeoría de Muestreo, Discretización, y Reconstrucción de SeñalesEdward Javier PatiñoAinda não há avaliações
- Planificación DUA 2018 Matemática 2° Básico B - Unidad 1 - 16 Al 30 de AbrilDocumento3 páginasPlanificación DUA 2018 Matemática 2° Básico B - Unidad 1 - 16 Al 30 de AbrilPaola Lissette75% (4)
- Linea de Tiempo. EuropaDocumento3 páginasLinea de Tiempo. EuropaTatianaParra100% (1)
- Varvel RS-RTDocumento60 páginasVarvel RS-RTcontubici100% (1)
- Myra LevineDocumento3 páginasMyra LevineMichy RodríguezAinda não há avaliações
- Amplificador NF Con Tubo PCL86 o ECL86 PDFDocumento7 páginasAmplificador NF Con Tubo PCL86 o ECL86 PDFEmilio EscalanteAinda não há avaliações