Você também pode gostar
- 16 Metalworking Workshop Projects for Home Machinists: Practical & Useful Ideas for the Small ShopNo Everand16 Metalworking Workshop Projects for Home Machinists: Practical & Useful Ideas for the Small ShopNota: 5 de 5 estrelas5/5 (1)
- Metalworking for Home Machinists: 53 Practical Projects to Build YourselfNo EverandMetalworking for Home Machinists: 53 Practical Projects to Build YourselfAinda não há avaliações
- Sheet Metal BenderDocumento11 páginasSheet Metal BenderramjoceAinda não há avaliações
- Piirustukset Pistooli Sig p228Documento10 páginasPiirustukset Pistooli Sig p228Scott FlanaganAinda não há avaliações
- ARC 5 Command Set RoundupDocumento8 páginasARC 5 Command Set RoundupCliff MillerAinda não há avaliações
- In Take PortingDocumento6 páginasIn Take PortingSutikno100% (1)
- A User Guide To ARC Command Set ReceiversDocumento34 páginasA User Guide To ARC Command Set ReceiversCliff MillerAinda não há avaliações
- Gunsmithing and Tool Making Bible by Harold HoffmanDocumento294 páginasGunsmithing and Tool Making Bible by Harold HoffmanErik Green100% (7)
- 1911 Slide JigDocumento2 páginas1911 Slide JigScott Worthington100% (1)
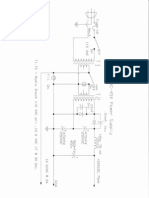
- ARC 5 Receiver Power SupplyDocumento1 páginaARC 5 Receiver Power SupplyCliff MillerAinda não há avaliações
- 3D Gun Disassembly 2 Apk 680 Download1360scribdDocumento3 páginas3D Gun Disassembly 2 Apk 680 Download1360scribdTricia WatersAinda não há avaliações
- Chapter 3 Lathe MachineDocumento28 páginasChapter 3 Lathe MachineMohd HapisAinda não há avaliações
- Blowback Firearm Bolt MassesDocumento2 páginasBlowback Firearm Bolt MassesEscribir4TPAinda não há avaliações
- ARC 5 Receiver Power Supply 3Documento1 páginaARC 5 Receiver Power Supply 3Cliff MillerAinda não há avaliações
- 04 4000SP Ops MANUALDocumento32 páginas04 4000SP Ops MANUALjorge_t_71Ainda não há avaliações
- Compilation of CQ Articles On ARC 5 Command SetsDocumento137 páginasCompilation of CQ Articles On ARC 5 Command SetsCliff MillerAinda não há avaliações
- Bolt Action 4Documento10 páginasBolt Action 4browar444100% (1)
- 50 Cal PlansDocumento24 páginas50 Cal PlansClint Muldoon100% (10)
- The Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsNo EverandThe Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsNota: 5 de 5 estrelas5/5 (3)
- Micro Machine Shop Mods EtcDocumento488 páginasMicro Machine Shop Mods Etcsbarnett38@100% (4)
- 1911 Frame TutorialDocumento22 páginas1911 Frame Tutorialblackta6100% (6)
- Sten Mkii: Complete Machine PlansDocumento24 páginasSten Mkii: Complete Machine Planszafnequin100% (1)
- Pulse RifleDocumento2 páginasPulse RifleElliot HamptonAinda não há avaliações
- Some Detailed Jager Pictures PDFDocumento53 páginasSome Detailed Jager Pictures PDFwienslaw580486% (7)
- Parts Price List Atlas Milli NG Machine: Atlas Press Company - Kalamazoo 13D Michigan - U.S.ADocumento16 páginasParts Price List Atlas Milli NG Machine: Atlas Press Company - Kalamazoo 13D Michigan - U.S.Ataxmac100% (2)
- The ARC-5'Er Power SupplyDocumento6 páginasThe ARC-5'Er Power SupplyCliff MillerAinda não há avaliações
- Full Product Catalog: Fifth EditionDocumento40 páginasFull Product Catalog: Fifth EditionRobert-Mary Rose-Maria Rachel-Elizabeth BolisayAinda não há avaliações
- Simple Homemade Pistol Pit-Bull-1Documento22 páginasSimple Homemade Pistol Pit-Bull-1sjdarkman1930100% (2)
- SCR274 Radio Operators ManualDocumento32 páginasSCR274 Radio Operators ManualCliff Miller100% (1)
- Bolt Action 6Documento10 páginasBolt Action 6spartywrxAinda não há avaliações
- Us 20060101695Documento11 páginasUs 20060101695galak12001100% (1)
- Multiple Barrel FirearmsDocumento6 páginasMultiple Barrel FirearmsYorgos KordoniasAinda não há avaliações
- DP Series Build SheetDocumento49 páginasDP Series Build SheetJoe Creole100% (1)
- Rifling MachineDocumento83 páginasRifling Machinekcwelder90% (10)
- Kbailey Build TutorialDocumento52 páginasKbailey Build Tutorialblazerman3100% (2)
- Theory of Cutting ToolsDocumento36 páginasTheory of Cutting ToolsimranAinda não há avaliações
- CNC Programming & Machining PDFDocumento50 páginasCNC Programming & Machining PDFSidhant Angural100% (1)
- V3 ECM Tutorial v1.0Documento40 páginasV3 ECM Tutorial v1.0lmkkilo3Ainda não há avaliações
- Shaper MachineDocumento19 páginasShaper MachineMark Joseph Nambio Nieva0% (1)
- M1911a1 Redux 2nd Ed - CompleteDocumento133 páginasM1911a1 Redux 2nd Ed - CompleteSteveMedley100% (1)
- Review On Single Point Cutting ToolDocumento5 páginasReview On Single Point Cutting ToolHarsh100% (1)
- Machine DesignDocumento122 páginasMachine DesignCharles NunezAinda não há avaliações
- Sten Plans The Sten MkiiDocumento28 páginasSten Plans The Sten MkiiJohn FindleyAinda não há avaliações
- Toolpost Attachment For A High Speed Rotary ToolDocumento32 páginasToolpost Attachment For A High Speed Rotary Toolkokisko100% (1)
- Bolt Action 9Documento10 páginasBolt Action 9spartywrx100% (1)
- MP 40 Submachine Gun (NAZI Germany)Documento9 páginasMP 40 Submachine Gun (NAZI Germany)blowmeasshole1911Ainda não há avaliações
- ARC-5 Alignment ProcedureDocumento56 páginasARC-5 Alignment ProcedureCliff MillerAinda não há avaliações
- A o BrochureDocumento20 páginasA o Brochuremax69442Ainda não há avaliações
- Jewel 2-Stage TriggerDocumento13 páginasJewel 2-Stage TriggerAdam BallAinda não há avaliações
- Sterling mk4 SMG PDFDocumento24 páginasSterling mk4 SMG PDFDejan BuckicAinda não há avaliações
- Cartridge Case Manufacture PDFDocumento7 páginasCartridge Case Manufacture PDFcbr6000100% (2)
- Silencer Central Thread Pitch Guide: RiflesDocumento1 páginaSilencer Central Thread Pitch Guide: Riflesmain13100% (2)
- Luger P08 ParabellumDocumento1 páginaLuger P08 Parabellumzapruda100% (2)
- Ralph Patterson Diamond Tool HolderDocumento12 páginasRalph Patterson Diamond Tool Holderian_newAinda não há avaliações
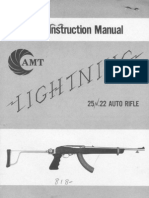
- AMT LightningDocumento9 páginasAMT LightningJustinAinda não há avaliações
- Rechambering ShotgunsDocumento6 páginasRechambering ShotgunsZardoz1090Ainda não há avaliações
- Grinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogDocumento13 páginasGrinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogredneckrepairs100% (1)
- Bore and Groove DiametersDocumento1 páginaBore and Groove DiametersDale WadeAinda não há avaliações
- M1 Garand Barrel Replacement  " New BarrelDocumento35 páginasM1 Garand Barrel Replacement  " New BarrelToschanoAinda não há avaliações
- Print Page - Welrod B - A Pistols - Toward A Scratch BuildDocumento58 páginasPrint Page - Welrod B - A Pistols - Toward A Scratch BuildAndrew MichaelsAinda não há avaliações
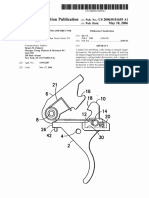
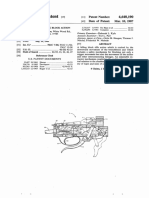
- US4648190 Single Shot Falling Block ActionDocumento6 páginasUS4648190 Single Shot Falling Block ActionE MakinenAinda não há avaliações
- Building or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsNo EverandBuilding or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsAinda não há avaliações
- Grinding Lathe Tools On A Belt Sander - Part 3 - MachinistBlogDocumento11 páginasGrinding Lathe Tools On A Belt Sander - Part 3 - MachinistBlogredneckrepairsAinda não há avaliações
- Tap & Drill Chart W - Decimal Inch & MetricDocumento10 páginasTap & Drill Chart W - Decimal Inch & MetricGanesh NatarajanAinda não há avaliações
- Line Boring Machine Operation ManualDocumento22 páginasLine Boring Machine Operation ManualSebastian Guillermo Zepeda AlvarezAinda não há avaliações
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.No EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Nota: 5 de 5 estrelas5/5 (1)
- GG2 Operator's ManualDocumento30 páginasGG2 Operator's ManualWerner Patric WengAinda não há avaliações
- Atlas Lathe AccessoriesDocumento8 páginasAtlas Lathe Accessoriesfix100% (1)
- Tube Selection ChartDocumento6 páginasTube Selection Chartjkruise100% (1)
- 9mm Bolt RampingDocumento6 páginas9mm Bolt RampingMatthew Nelson100% (1)
- Dave Stinson ARC 5 InfoDocumento8 páginasDave Stinson ARC 5 InfoCliff MillerAinda não há avaliações
- ARC5 Conversion Revision BDocumento4 páginasARC5 Conversion Revision BCliff MillerAinda não há avaliações
- ARC5 Conversion Phil AD5XDocumento9 páginasARC5 Conversion Phil AD5XCliff MillerAinda não há avaliações
- 2162 - Ch3 - Review Questions & Solutions - AY20202021Documento20 páginas2162 - Ch3 - Review Questions & Solutions - AY20202021lalalalaAinda não há avaliações
- Unit 7 Tool Geometry: StructureDocumento15 páginasUnit 7 Tool Geometry: Structuretejap314Ainda não há avaliações
- A Word About Boring HeadsDocumento2 páginasA Word About Boring HeadsjckeefeAinda não há avaliações
- 507 Chapter PagesDocumento88 páginas507 Chapter PagesFazry NurokhmanAinda não há avaliações
- Allplastics - Perspex - Technical DatasheetDocumento40 páginasAllplastics - Perspex - Technical DatasheetdscvsddvfvAinda não há avaliações
- Experiment No. 2: To Perform Facing Operation On LatheDocumento3 páginasExperiment No. 2: To Perform Facing Operation On LatheHasnain Ashraf100% (2)
- 240 268Documento29 páginas240 268jl_arvizoAinda não há avaliações
- 06 Catalog Krisbow9 Cutting ToolDocumento10 páginas06 Catalog Krisbow9 Cutting ToolEnrique da MattaAinda não há avaliações
- MaquinadoDocumento42 páginasMaquinadooscarAinda não há avaliações
- Activity Worksheet For ME 211 Workshop Theory & Practice 1 Semester, 2019-2020Documento6 páginasActivity Worksheet For ME 211 Workshop Theory & Practice 1 Semester, 2019-2020brodyAinda não há avaliações
- Machine ShopDocumento6 páginasMachine ShopZain MirzaAinda não há avaliações
- Radii CutterDocumento1 páginaRadii CutterRC VilledaAinda não há avaliações
- SOBADocumento6 páginasSOBAAmando FuentesAinda não há avaliações
- MD Yellow BookDocumento385 páginasMD Yellow BookRockydel MontesAinda não há avaliações
- Lecture 3 - Cutting ToolsDocumento20 páginasLecture 3 - Cutting Toolsdvshadow0004Ainda não há avaliações
- Machining and Machine Tool Operation PI GATE 2020 Previous Year With Ans KeyDocumento21 páginasMachining and Machine Tool Operation PI GATE 2020 Previous Year With Ans Keyhyper meshAinda não há avaliações
- Tool Life, Tool Wear Machinability PDFDocumento9 páginasTool Life, Tool Wear Machinability PDFshivaAinda não há avaliações
- MTM 1Documento30 páginasMTM 1Abdul Moeed AhmedAinda não há avaliações
- Cortadora en FrioDocumento4 páginasCortadora en FriojleonosAinda não há avaliações
- Optimization of Process Parameters in Turning and Threading Operation-A ReviewDocumento5 páginasOptimization of Process Parameters in Turning and Threading Operation-A ReviewIJRASETPublicationsAinda não há avaliações
- L8 - Tool Geometry and NomenclatureDocumento43 páginasL8 - Tool Geometry and NomenclatureAditya AdityaAinda não há avaliações