Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- 1977-1989 Mercury Mariner 2 Stroke Outboard Service ManualDocumento609 páginas1977-1989 Mercury Mariner 2 Stroke Outboard Service ManualDerek Davis100% (4)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Design of Lightweight Disc Brake Using Finite Element Analysis and Taguschi TechniqueDocumento11 páginasDesign of Lightweight Disc Brake Using Finite Element Analysis and Taguschi Techniquerudey18Ainda não há avaliações
- Motor Doosan Varios PDFDocumento260 páginasMotor Doosan Varios PDFYohel100% (1)
- 2013-01-28 203445 International Fault Codes Eges350 DTCDocumento8 páginas2013-01-28 203445 International Fault Codes Eges350 DTCVeterano del CaminoAinda não há avaliações
- Suzuki Address 50cc ( (AE50 CA1DA 1999)Documento38 páginasSuzuki Address 50cc ( (AE50 CA1DA 1999)Alejandro MiguelAinda não há avaliações
- An Investigation of Disc Brake Rotor Using FeaDocumento12 páginasAn Investigation of Disc Brake Rotor Using Fearudey18Ainda não há avaliações
- Crashworthiness Analysis of Fe Truck Chassis Model Using Ls - DynaDocumento10 páginasCrashworthiness Analysis of Fe Truck Chassis Model Using Ls - Dynarudey18Ainda não há avaliações
- Entry Fee - 2018Documento2 páginasEntry Fee - 2018rudey18Ainda não há avaliações
- Adams ChassisDocumento4 páginasAdams Chassisrudey18100% (1)
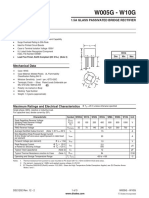
- w10g - Passivated Bridge RectifierDocumento3 páginasw10g - Passivated Bridge Rectifierrudey18Ainda não há avaliações
- Kbpc3504 Full Bridge RectifierDocumento2 páginasKbpc3504 Full Bridge Rectifierrudey18Ainda não há avaliações
- Pre-Placement Class - Mba - Man TrucksDocumento34 páginasPre-Placement Class - Mba - Man Trucksrudey18Ainda não há avaliações
- TDA8932B: 1. General DescriptionDocumento48 páginasTDA8932B: 1. General Descriptionrudey18Ainda não há avaliações
- Br1010 Full Bridge RectifierDocumento4 páginasBr1010 Full Bridge Rectifierrudey18Ainda não há avaliações
- NASCAR & Chemical Reactions!Documento12 páginasNASCAR & Chemical Reactions!rudey18Ainda não há avaliações
- Performanceparameters 130314093018 Phpapp01Documento19 páginasPerformanceparameters 130314093018 Phpapp01rudey18Ainda não há avaliações
- Mini Baja Lga340Documento12 páginasMini Baja Lga340rudey18Ainda não há avaliações
- Sponsorship Booklet 2005Documento9 páginasSponsorship Booklet 2005rudey18Ainda não há avaliações
- Academic Calendar 2014-15-15Documento13 páginasAcademic Calendar 2014-15-15rudey18Ainda não há avaliações
- Classification of BusesDocumento4 páginasClassification of Busesrudey18Ainda não há avaliações
- Brochure PT NVH 2014Documento2 páginasBrochure PT NVH 2014rudey18Ainda não há avaliações
- University of Illinois at Chicago SAE Proposal 2007Documento5 páginasUniversity of Illinois at Chicago SAE Proposal 2007rudey18Ainda não há avaliações
- Centrifugal Force Accelerate Apex Driver: Lateral AccelerationDocumento2 páginasCentrifugal Force Accelerate Apex Driver: Lateral Accelerationrudey18Ainda não há avaliações
- The Efficient 2 Stroke Engine-2Documento4 páginasThe Efficient 2 Stroke Engine-2api-237653065Ainda não há avaliações
- Mud King Products CatalogDocumento181 páginasMud King Products CatalogAnonymous VNu3ODGav100% (1)
- Engine Power Limitation Standard PresentationDocumento23 páginasEngine Power Limitation Standard PresentationBill MoutAinda não há avaliações
- Accent 2005 1.5LDocumento215 páginasAccent 2005 1.5Lalejandro mahechaAinda não há avaliações
- Description of Engines: CharacteristicsDocumento3 páginasDescription of Engines: Characteristics02031989Ainda não há avaliações
- Fastener Tightening Specifications: Application Specification Metric EnglishDocumento4 páginasFastener Tightening Specifications: Application Specification Metric EnglishLuis Oswaldo R PAinda não há avaliações
- NG Lube HSG SeriesDocumento2 páginasNG Lube HSG SeriesSoetopo AwaluddinAinda não há avaliações
- Cilindru Hamm DV 6Documento3 páginasCilindru Hamm DV 6Adrian DumescuAinda não há avaliações
- 938G SeriesIIDocumento82 páginas938G SeriesIIAnonymous Cug5b6JAinda não há avaliações
- Mobilgard 570Documento1 páginaMobilgard 570Anonymous F2TxS3YoaAinda não há avaliações
- Em PDFDocumento339 páginasEm PDFEdgardoCadaganAinda não há avaliações
- Vértice Tipo Estructura Coordenadas Reales Real Este Norte #Estructura Kilometraje (M)Documento3 páginasVértice Tipo Estructura Coordenadas Reales Real Este Norte #Estructura Kilometraje (M)CarlosChavezPonceAinda não há avaliações
- Chevrolet-Sprint 1995 en Manual de Taller 1956275436-1-299Documento299 páginasChevrolet-Sprint 1995 en Manual de Taller 1956275436-1-299manueliito aguiilarAinda não há avaliações
- Toyota Truck SequoiaDocumento16 páginasToyota Truck SequoiaD3NYAinda não há avaliações
- Juntas ToyotaDocumento78 páginasJuntas ToyotaHewa PCAinda não há avaliações
- Vespa GTV250 Workshop ManualDocumento308 páginasVespa GTV250 Workshop Manuallynhaven1Ainda não há avaliações
- 6B Performance Curves FR90437 91 1500 PCDocumento3 páginas6B Performance Curves FR90437 91 1500 PCbrufpotAinda não há avaliações
- Turbine Lub Oil SystemDocumento15 páginasTurbine Lub Oil SystemNitish Kumar100% (1)
- Kohler 800rozmc SpecDocumento4 páginasKohler 800rozmc Speclilama45-1Ainda não há avaliações
- 034 - Engine - VVT System Malfunction (Bank 1) PDFDocumento6 páginas034 - Engine - VVT System Malfunction (Bank 1) PDFMarranAinda não há avaliações
- 4TNV88 BGGE Bro PDFDocumento1 página4TNV88 BGGE Bro PDFSamsung KalimantanAinda não há avaliações
- Shaktiman Corporate Brochure PDFDocumento6 páginasShaktiman Corporate Brochure PDFMahir AyoubAinda não há avaliações
- Docshare - Tips - John Deere 6059t Engine PDFDocumento271 páginasDocshare - Tips - John Deere 6059t Engine PDFSaul AndinoAinda não há avaliações
- 1C1100 D5 PDFDocumento3 páginas1C1100 D5 PDFTiên Tony ChopperAinda não há avaliações
- Power Tech 4045 PDFDocumento2 páginasPower Tech 4045 PDFmario reinaAinda não há avaliações