Você também pode gostar
- 17 Lecture 9aDocumento30 páginas17 Lecture 9aeng_ahmed_666Ainda não há avaliações
- About The Proffessional ProgramDocumento1 páginaAbout The Proffessional Programeng_ahmed_666Ainda não há avaliações
- STR654 - Lecture 5 - 29 October 2013Documento14 páginasSTR654 - Lecture 5 - 29 October 2013eng_ahmed_666Ainda não há avaliações
- Tuition Fees For Academic Year 2013-2014Documento2 páginasTuition Fees For Academic Year 2013-2014eng_ahmed_666Ainda não há avaliações
- STR654 - Lecture 6 - 12 November 2013Documento10 páginasSTR654 - Lecture 6 - 12 November 2013eng_ahmed_666Ainda não há avaliações
- 14 Lecture 7aDocumento34 páginas14 Lecture 7aeng_ahmed_666Ainda não há avaliações
- 17 Lecture 9aDocumento30 páginas17 Lecture 9aeng_ahmed_666Ainda não há avaliações
- 19 Lecture 10aDocumento11 páginas19 Lecture 10aeng_ahmed_666Ainda não há avaliações
- Inspection 2013 Final TestDocumento3 páginasInspection 2013 Final Testeng_ahmed_666Ainda não há avaliações
- Inspection, Repair, and Maintenance of Steel Structures: Sherif A. MouradDocumento22 páginasInspection, Repair, and Maintenance of Steel Structures: Sherif A. Mouradeng_ahmed_666Ainda não há avaliações
- 19 Lecture 10aDocumento11 páginas19 Lecture 10aeng_ahmed_666Ainda não há avaliações
- STR654 Grades Dec 2013Documento4 páginasSTR654 Grades Dec 2013eng_ahmed_666Ainda não há avaliações
- 16-1-Quiz 2 2011Documento1 página16-1-Quiz 2 2011eng_ahmed_666Ainda não há avaliações
- 9-Quiz 1 2010Documento2 páginas9-Quiz 1 2010eng_ahmed_666Ainda não há avaliações
- Inspection, Repair, and Maintenance of Steel Structures: Sherif A. MouradDocumento22 páginasInspection, Repair, and Maintenance of Steel Structures: Sherif A. Mouradeng_ahmed_666Ainda não há avaliações
- Steel Structure Inspection, Maintenance & Repair StandardsDocumento8 páginasSteel Structure Inspection, Maintenance & Repair Standardseng_ahmed_666Ainda não há avaliações
- STR654: Inspection, Maintenance and Repair of Steel StructuresDocumento10 páginasSTR654: Inspection, Maintenance and Repair of Steel Structureseng_ahmed_666Ainda não há avaliações
- Protrusion of Threads From NutsDocumento2 páginasProtrusion of Threads From Nutseng_ahmed_666Ainda não há avaliações
- 1 Course OutlineDocumento3 páginas1 Course Outlineeng_ahmed_666Ainda não há avaliações
- Repair of Bridge Structural Steel ElementsDocumento18 páginasRepair of Bridge Structural Steel ElementsIk Einstein OjoganAinda não há avaliações
- Aug10 SteeSteellwise WebDocumento3 páginasAug10 SteeSteellwise Webeng_ahmed_666Ainda não há avaliações
- HTD AS4100 InstallationDocumento1 páginaHTD AS4100 Installationtrung1983Ainda não há avaliações
- TDS012 Turn of Nut InstallationsDocumento2 páginasTDS012 Turn of Nut InstallationsAris Bulaong100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- PDD PDFDocumento7 páginasPDD PDFrahil_sangAinda não há avaliações
- A020 PDFDocumento32 páginasA020 PDFsolrac4371Ainda não há avaliações
- A Guide To Aluminum WeldingDocumento12 páginasA Guide To Aluminum Weldingnavalzero910100% (1)
- Joint Geometry Indications in Conventional and Phased Array Ultrasonic TestingDocumento10 páginasJoint Geometry Indications in Conventional and Phased Array Ultrasonic TestingRamakrishnan AmbiSubbiahAinda não há avaliações
- WeldsDocumento51 páginasWeldsChris PauloAinda não há avaliações
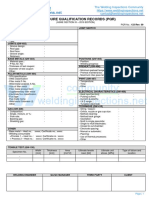
- Welding PQR Guide ASME Section IXDocumento3 páginasWelding PQR Guide ASME Section IXThe Welding Inspections CommunityAinda não há avaliações
- Welding Equipment Selection Chart: Manual Machines Hydraulic MachinesDocumento2 páginasWelding Equipment Selection Chart: Manual Machines Hydraulic MachinesJOSE GABRIELAinda não há avaliações
- PREP MACHINES (From " - 42") : Pipe Equipment Specialists LTDDocumento36 páginasPREP MACHINES (From " - 42") : Pipe Equipment Specialists LTDJorgeAinda não há avaliações
- Hse Powerpoint - pptx1Documento161 páginasHse Powerpoint - pptx1Gbenga Mobolade100% (3)
- 405HTR - EnvirolineDocumento4 páginas405HTR - EnvirolineEdinsonAinda não há avaliações
- Method of Statement For Wrapping and Coating of Underground PipingDocumento4 páginasMethod of Statement For Wrapping and Coating of Underground PipingKarthikAinda não há avaliações
- A5.28 and A5.18 - ER70S-GDocumento10 páginasA5.28 and A5.18 - ER70S-GSurat ButtarasriAinda não há avaliações
- Welder Qualification Test Certificate: PetrojetDocumento3 páginasWelder Qualification Test Certificate: PetrojetMaged Lotfy Abdel-aalAinda não há avaliações
- BS 1868-1975+a1-1990 C1 2010 PDFDocumento28 páginasBS 1868-1975+a1-1990 C1 2010 PDFRONALDAinda não há avaliações
- Government of Andhra Pradesh Basic RatesDocumento54 páginasGovernment of Andhra Pradesh Basic RatesseshukvsAinda não há avaliações
- XuperFab E 385-17Documento1 páginaXuperFab E 385-17Siddharth DasAinda não há avaliações
- An Investigation Into Microstructure and MechanicaDocumento10 páginasAn Investigation Into Microstructure and MechanicaGowri Shankar WuritiAinda não há avaliações
- Astm/Asme Reference: SpecificationDocumento32 páginasAstm/Asme Reference: SpecificationÀngel RodriguezAinda não há avaliações
- Design of Structural MembersDocumento153 páginasDesign of Structural Membersquiron20100% (1)
- Welding CalculatorDocumento18 páginasWelding CalculatorKhamdi AfandiAinda não há avaliações
- Syllabus - B.E. Mechanical - 2009 RegulationDocumento161 páginasSyllabus - B.E. Mechanical - 2009 RegulationshivakumarAinda não há avaliações
- Astm E340 2015 PDFDocumento11 páginasAstm E340 2015 PDFnantha kumar100% (1)
- Testing and inspection of weld joints guideDocumento64 páginasTesting and inspection of weld joints guideyashAinda não há avaliações
- Section15 MAINTENANCE.Documento20 páginasSection15 MAINTENANCE.Mithilesh YadavAinda não há avaliações
- Datasheet Solimpeks TSM-200-300 Thermosiphon-Systems Solar-Module-Boiler EU-Turkey 2021 ENGDocumento2 páginasDatasheet Solimpeks TSM-200-300 Thermosiphon-Systems Solar-Module-Boiler EU-Turkey 2021 ENGAylimas BadesAinda não há avaliações
- AK Hot Rolled Steel 062212 HSLA 60Documento6 páginasAK Hot Rolled Steel 062212 HSLA 60Alexandre Lima LopesAinda não há avaliações
- Metallurgical Modelling of Welding 2nd Edition (1997)Documento272 páginasMetallurgical Modelling of Welding 2nd Edition (1997)bozozim86% (7)
- AWS B2 1 1 004 2013 SWPS GMAW ShortDocumento22 páginasAWS B2 1 1 004 2013 SWPS GMAW Shortreza acbariAinda não há avaliações
- Brochure - Valco - Marine Valves - EnglishDocumento8 páginasBrochure - Valco - Marine Valves - EnglishMeet JaniAinda não há avaliações
- Qw-483 Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code)Documento3 páginasQw-483 Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code)Zam Zam NoorAinda não há avaliações