Você também pode gostar
- Vol III Rev 0Documento871 páginasVol III Rev 0Anonymous nwByj9LAinda não há avaliações
- Swing CheckDocumento3 páginasSwing CheckSuresh RamanujaluAinda não há avaliações
- Large Turbine Overhaul ChecksDocumento24 páginasLarge Turbine Overhaul ChecksSethuRamalingamAinda não há avaliações
- L-06 Erection Guide Line of 500 MW Turbine Anp-4Documento20 páginasL-06 Erection Guide Line of 500 MW Turbine Anp-4Sam100% (4)
- Turbine FundamentalDocumento18 páginasTurbine FundamentalHamid ArizAinda não há avaliações
- 210 MW PowerplantDocumento63 páginas210 MW PowerplantPratik Makwana100% (1)
- Fire Damper and Fire Smoke DamperDocumento26 páginasFire Damper and Fire Smoke DamperAwais JalaliAinda não há avaliações
- Pilot Boat PO - Sea Trial ReportDocumento16 páginasPilot Boat PO - Sea Trial ReportKyaw Oo100% (2)
- Scoop Controlled: Variable Speed Fluid CouplingsDocumento6 páginasScoop Controlled: Variable Speed Fluid CouplingsbalusmeAinda não há avaliações
- Manufacture & Assembly of 500MW Turbo GeneratorDocumento29 páginasManufacture & Assembly of 500MW Turbo GeneratorRatan SinghAinda não há avaliações
- ASTM E23-12c PDFDocumento25 páginasASTM E23-12c PDFSantiago Oliva100% (2)
- Measure radial throw swing check valuesDocumento2 páginasMeasure radial throw swing check valuesfcof123237483% (6)
- Gas Welding Equipment - Hose Connections For Welding, Cutting and Allied ProcessesDocumento12 páginasGas Welding Equipment - Hose Connections For Welding, Cutting and Allied ProcessesMustafa Ersin EkremAinda não há avaliações
- Turbine Part 5Documento15 páginasTurbine Part 5Dilip YadavAinda não há avaliações
- Rakesh Kumar: BHEL HaridwarDocumento25 páginasRakesh Kumar: BHEL Haridwarparth038Ainda não há avaliações
- Sketch 500 MWDocumento56 páginasSketch 500 MWAjeetKumarAinda não há avaliações
- Assembling Procedure For Framo Pump Sd200Documento4 páginasAssembling Procedure For Framo Pump Sd200Gonçalo CruzeiroAinda não há avaliações
- Latest Technologies Supercritical & Igcc: Presented byDocumento61 páginasLatest Technologies Supercritical & Igcc: Presented bymvpngpAinda não há avaliações
- BHEL SupercriticalDocumento87 páginasBHEL SupercriticalBottle ManiAinda não há avaliações
- Technical Feedback on Horn Drop TestingDocumento4 páginasTechnical Feedback on Horn Drop Testingarindam misra8Ainda não há avaliações
- Final PPT For BhelDocumento16 páginasFinal PPT For BhelChandni Sharma0% (1)
- Everything About Conveyor BeltsDocumento30 páginasEverything About Conveyor BeltsJatin DarveAinda não há avaliações
- Maintenance and Overhaul of Steam TurbinesDocumento46 páginasMaintenance and Overhaul of Steam Turbinessubbusenthil78% (9)
- Quality Assurance PlanDocumento3 páginasQuality Assurance PlanNESTOR YUMULAinda não há avaliações
- WelcomeDocumento80 páginasWelcomeAhemad100% (1)
- Soot BlowersDocumento264 páginasSoot BlowersNitin Sen100% (1)
- Check Float Valve Settings Seal Oil Tank 500 MW GeneratorsDocumento3 páginasCheck Float Valve Settings Seal Oil Tank 500 MW GeneratorssprotkarAinda não há avaliações
- FW HeaterDocumento93 páginasFW HeateridigitiAinda não há avaliações
- CG2013 BhelDocumento40 páginasCG2013 BhelPiyush GodseAinda não há avaliações
- PROJECT F2 (Dushyanth)Documento85 páginasPROJECT F2 (Dushyanth)saiAinda não há avaliações
- Turbine Working & ItsComponentsDocumento88 páginasTurbine Working & ItsComponentsHimanshu spoliaAinda não há avaliações
- FQP GeneratorDocumento81 páginasFQP GeneratorankushbahaleAinda não há avaliações
- Advanced Cycles JIPTDocumento26 páginasAdvanced Cycles JIPTjp mishraAinda não há avaliações
- 03 APC ReductionDocumento55 páginas03 APC ReductionDevanshu SinghAinda não há avaliações
- CFX-CHX-I-O Rev K - 100161845 - 2000001375 (Vent Cat.)Documento84 páginasCFX-CHX-I-O Rev K - 100161845 - 2000001375 (Vent Cat.)cristian24_nn0% (1)
- Comparison of BHEL Vs DOOSANDocumento12 páginasComparison of BHEL Vs DOOSANParveen NakwalAinda não há avaliações
- Pulkit PPT Steam Turbine3Documento42 páginasPulkit PPT Steam Turbine3Abhishek KumarAinda não há avaliações
- TA Balancing MethodsDocumento44 páginasTA Balancing MethodsMohamed Mostafa AamerAinda não há avaliações
- Layout and Components of a Supercritical BoilerDocumento41 páginasLayout and Components of a Supercritical BoilerLakshmi NarayanAinda não há avaliações
- Docslide - Us K Karthikeyan Manager Controls Instrumentation Bhel TiruchirappalliDocumento97 páginasDocslide - Us K Karthikeyan Manager Controls Instrumentation Bhel TiruchirappallimanojkumarmurlidharaAinda não há avaliações
- DR NTTPSDocumento41 páginasDR NTTPSnagasuresh100% (1)
- Design of Isolated Footing with Moment CalculationsDocumento28 páginasDesign of Isolated Footing with Moment CalculationsmeenuAinda não há avaliações
- Boiler Pressure PartsDocumento1 páginaBoiler Pressure PartsMITHUNAinda não há avaliações
- Bhel PPTDocumento34 páginasBhel PPTMayur TapadiaAinda não há avaliações
- Nkeksnj ?KKVH Fuxe Cksdkjks Rki Fo - QR Dsunz: / Damodar Valley Corporation / Bokaro Thermal Power StationDocumento7 páginasNkeksnj ?KKVH Fuxe Cksdkjks Rki Fo - QR Dsunz: / Damodar Valley Corporation / Bokaro Thermal Power StationAbhishek KumarAinda não há avaliações
- 210 MW Turbine SpecsDocumento45 páginas210 MW Turbine Specskamal100% (1)
- Presentation ON Cerc Discussion Paper On Terms & Conditions of Tariff Applicable FROM 01.04.2004Documento74 páginasPresentation ON Cerc Discussion Paper On Terms & Conditions of Tariff Applicable FROM 01.04.2004Mohit MalikAinda não há avaliações
- VHB Presentation (Compatibility Mode) PDFDocumento21 páginasVHB Presentation (Compatibility Mode) PDFhirenkumar patelAinda não há avaliações
- CondensateDocumento47 páginasCondensateSam50% (2)
- Availability Based Tariff Gyanendra Sharma NPTI DelhiDocumento82 páginasAvailability Based Tariff Gyanendra Sharma NPTI DelhiNPTIAinda não há avaliações
- 1.1 Background of Project 1.2 Assignment & Objectives 1.3 Instruction To Reader 1.4 Limitation 1.5 Organisational ProfileDocumento87 páginas1.1 Background of Project 1.2 Assignment & Objectives 1.3 Instruction To Reader 1.4 Limitation 1.5 Organisational Profilezerocool86100% (1)
- Spiral Wound Gasket SpecificationDocumento54 páginasSpiral Wound Gasket SpecificationRamalingam PrabhakaranAinda não há avaliações
- Boiler: Sabari Girish N Sr. Engineer (O)Documento37 páginasBoiler: Sabari Girish N Sr. Engineer (O)Deepak SinghAinda não há avaliações
- List of Part-3Documento2.000 páginasList of Part-3Gỗ MộcAinda não há avaliações
- 06 P F PlantDocumento161 páginas06 P F Planthirenkumar patelAinda não há avaliações
- Final YearDocumento51 páginasFinal YearAnand Kumar0% (1)
- Bhel Tender SpecificationDocumento17 páginasBhel Tender SpecificationSasi KumarAinda não há avaliações
- Air Draft SystemDocumento40 páginasAir Draft SystemNeelkamal KujurAinda não há avaliações
- Guide to Soot Blowers and Furnace Temperature ProbesDocumento18 páginasGuide to Soot Blowers and Furnace Temperature Probesupt vadodaraAinda não há avaliações
- TNEB Thermal Power PlantDocumento107 páginasTNEB Thermal Power Plantvicky_hyd_130% (1)
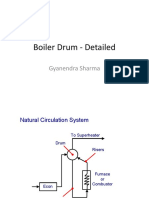
- Boiler Drum - Detailed Gyanendra Sharma NPTI DelhiDocumento86 páginasBoiler Drum - Detailed Gyanendra Sharma NPTI DelhiNPTIAinda não há avaliações
- NTPCDocumento25 páginasNTPCPrakhar Rai TyagiAinda não há avaliações
- Thermal Power PlantDocumento13 páginasThermal Power PlantSanat KumarAinda não há avaliações
- Theory of Steam TurbineDocumento29 páginasTheory of Steam Turbinefahdiarzz100% (1)
- Steam Turbine Combined Reheat Stop Description and Control ValvesDocumento2 páginasSteam Turbine Combined Reheat Stop Description and Control Valvesparthibanemails5779100% (1)
- LP Bypass System OverviewDocumento43 páginasLP Bypass System Overviewamulya1981Ainda não há avaliações
- NTPC Rihand Standard Checklist:: System CommissioningDocumento3 páginasNTPC Rihand Standard Checklist:: System Commissioningsrigirisetty208Ainda não há avaliações
- Superheaters and ReheaterDocumento16 páginasSuperheaters and ReheaterBudi NortonAinda não há avaliações
- 2 Telemetry TurbineDocumento12 páginas2 Telemetry TurbineSamAinda não há avaliações
- BasicsDocumento23 páginasBasicsSam100% (1)
- kl694 Report 201405191153Documento38 páginaskl694 Report 201405191153elrajilAinda não há avaliações
- Vibration of Two Degree of Freedom SystemDocumento23 páginasVibration of Two Degree of Freedom SystemDewa Ayu Mery AgustinAinda não há avaliações
- Harmonic Excitation Part 2 PDFDocumento32 páginasHarmonic Excitation Part 2 PDFAliOucharAinda não há avaliações
- Module 1, Basic ConceptDocumento31 páginasModule 1, Basic ConceptelrajilAinda não há avaliações
- Researchpaper Modeling and Controlling of Conical Tank System Using Adaptive Controllers and Performance Comparison With Conventional PIDDocumento7 páginasResearchpaper Modeling and Controlling of Conical Tank System Using Adaptive Controllers and Performance Comparison With Conventional PIDSoumik MutsuddiAinda não há avaliações
- CMDIII16Sectoral ManualwireropeDocumento27 páginasCMDIII16Sectoral ManualwireropeelrajilAinda não há avaliações
- Numberplaterecognitionsystem 140701182935 Phpapp02Documento30 páginasNumberplaterecognitionsystem 140701182935 Phpapp02elrajilAinda não há avaliações
- Vibration of Two Degree of Freedom SystemDocumento23 páginasVibration of Two Degree of Freedom SystemDewa Ayu Mery AgustinAinda não há avaliações
- Manual For Wire RopesDocumento25 páginasManual For Wire RopesAnand Agrawal0% (1)
- Tank Level Control Simulation and PID Controller DesignDocumento5 páginasTank Level Control Simulation and PID Controller DesignSimon CalloAinda não há avaliações
- Manual For Wire RopesDocumento2 páginasManual For Wire RopeselrajilAinda não há avaliações
- Anpr 131210063016 Phpapp01 160225080726Documento25 páginasAnpr 131210063016 Phpapp01 160225080726elrajilAinda não há avaliações
- CMDIII16Sectoral ManualwireropeDocumento27 páginasCMDIII16Sectoral ManualwireropeelrajilAinda não há avaliações
- Thermo-Act: Automatic Fire Extinguishing SystemDocumento8 páginasThermo-Act: Automatic Fire Extinguishing SystemelrajilAinda não há avaliações
- Certificate of Compliance: Centrifugal Fire Pumps (Horizontal, End Suction Type)Documento1 páginaCertificate of Compliance: Centrifugal Fire Pumps (Horizontal, End Suction Type)elrajilAinda não há avaliações
- KKS Code Format Breaks Down Plant ID by Function, Location, and ComponentsDocumento1 páginaKKS Code Format Breaks Down Plant ID by Function, Location, and ComponentselrajilAinda não há avaliações
- 5 Software Instruction K-F FinalDocumento103 páginas5 Software Instruction K-F FinalelrajilAinda não há avaliações
- 210 MW PP List of Temporary Piping Material For Acid CleaningDocumento2 páginas210 MW PP List of Temporary Piping Material For Acid CleaningelrajilAinda não há avaliações
- Air - in - Leak - Test - 01 - 21-09-2005Documento7 páginasAir - in - Leak - Test - 01 - 21-09-2005elrajilAinda não há avaliações
- Chapter 4 - Plumbing FixturesDocumento12 páginasChapter 4 - Plumbing FixtureselrajilAinda não há avaliações
- 1Hz FREQUENCYDocumento8 páginas1Hz FREQUENCYelrajilAinda não há avaliações
- Report 85 Pul Coal PDFDocumento59 páginasReport 85 Pul Coal PDFelrajilAinda não há avaliações
- Equipment Required For Boiler Light UpDocumento7 páginasEquipment Required For Boiler Light UpelrajilAinda não há avaliações
- Msa PresentationDocumento12 páginasMsa PresentationelrajilAinda não há avaliações
- Pressure GuagesDocumento6 páginasPressure GuageselrajilAinda não há avaliações
- Level SensorsDocumento15 páginasLevel SensorselrajilAinda não há avaliações
- Egyptian power plant engineer seeks new opportunityDocumento4 páginasEgyptian power plant engineer seeks new opportunityelrajilAinda não há avaliações
- Investment Guide enDocumento86 páginasInvestment Guide enelrajilAinda não há avaliações
- 8FG D CE049!20!0608 Multi Function DisplayDocumento73 páginas8FG D CE049!20!0608 Multi Function DisplayDuong Van HoanAinda não há avaliações
- ResumeDocumento4 páginasResumeYamini KomaragiriAinda não há avaliações
- Process Design of Distillation ColumnDocumento6 páginasProcess Design of Distillation ColumncristianoAinda não há avaliações
- Motion Along A Straight LineDocumento16 páginasMotion Along A Straight LineNorhapidah Mohd SaadAinda não há avaliações
- Washer - ISO 7093-1-2000Documento9 páginasWasher - ISO 7093-1-2000Corneliu VilcuAinda não há avaliações
- BOQ FormDocumento26 páginasBOQ FormChhomAinda não há avaliações
- ESA Final Presentation Days: 30/03/2017 Alizee MalavartDocumento13 páginasESA Final Presentation Days: 30/03/2017 Alizee Malavartad.dabrowskiAinda não há avaliações
- 9702 s10 Ms 23Documento4 páginas9702 s10 Ms 23Hubbak KhanAinda não há avaliações
- Massey Ferguson AV8.540 Diesel Engine Service ManualDocumento11 páginasMassey Ferguson AV8.540 Diesel Engine Service ManualMichał GolonkaAinda não há avaliações
- An Introduction To Marine Composites: Paul H. MillerDocumento36 páginasAn Introduction To Marine Composites: Paul H. MillerGregory ChuaAinda não há avaliações
- 2.875 P110 8.70ppf PH6-TS6Documento1 página2.875 P110 8.70ppf PH6-TS6Giana KoesoemahAinda não há avaliações
- Vol0010 PDFDocumento6 páginasVol0010 PDFFranciscoOliveiraAinda não há avaliações
- SANY SR250 Rotary Drilling RigDocumento8 páginasSANY SR250 Rotary Drilling RigАлександр СупрягаAinda não há avaliações
- Track Calc - Staircase - 152X152X23Documento13 páginasTrack Calc - Staircase - 152X152X23Ranjit S KashyapAinda não há avaliações
- Annex XDocumento3 páginasAnnex XHardikAinda não há avaliações
- 4.about Gantry Crane: 3.5 General DrawingDocumento12 páginas4.about Gantry Crane: 3.5 General DrawingCiprian S.Ainda não há avaliações
- Wire Rope Lubricant PDFDocumento1 páginaWire Rope Lubricant PDFGutmonarchAinda não há avaliações
- HPHT Completion Hardware (2023.05.05)Documento54 páginasHPHT Completion Hardware (2023.05.05)New Auto TVAinda não há avaliações
- Node List & SIFDocumento2 páginasNode List & SIFCandraAinda não há avaliações
- Mechanical TestingDocumento2 páginasMechanical Testinggosaye desalegnAinda não há avaliações
- Residential Combustion Application GuideDocumento56 páginasResidential Combustion Application GuidehoathinhdonAinda não há avaliações
- Installation AND Maintenance Manual: Always A Step Ahead in TechnologyDocumento8 páginasInstallation AND Maintenance Manual: Always A Step Ahead in TechnologyyoyoAinda não há avaliações