Você também pode gostar
- Stellite 21Documento2 páginasStellite 21Mohsen ParpinchiAinda não há avaliações
- Creation of Control PlanDocumento4 páginasCreation of Control PlanAnthonyAinda não há avaliações
- #97751 Flux and Solder Compatibility 97751 r5Documento2 páginas#97751 Flux and Solder Compatibility 97751 r5Enrico PiccininiAinda não há avaliações
- Expt 5,6,7Documento15 páginasExpt 5,6,7wocison461Ainda não há avaliações
- E 7016 Product-SheetDocumento1 páginaE 7016 Product-SheetAlireza TakrimiAinda não há avaliações
- AMP16609P61Documento1 páginaAMP16609P61Gutha Giribabu NaiduAinda não há avaliações
- High-alloyed TIG rod for heat resistant steelsDocumento1 páginaHigh-alloyed TIG rod for heat resistant steelsSerhii MishchenkoAinda não há avaliações
- Introduction To Coordination ChemistryDocumento31 páginasIntroduction To Coordination ChemistryAmaal YounisAinda não há avaliações
- What Are Their Similarities and DifferencesDocumento7 páginasWhat Are Their Similarities and DifferencesjackAinda não há avaliações
- Stellite 6Documento2 páginasStellite 6백승훈Ainda não há avaliações
- Technical Data Sheet: Additional Solder Alloys Manufactured by Nathan Trotter Chemical Specifications Physical PropertiesDocumento2 páginasTechnical Data Sheet: Additional Solder Alloys Manufactured by Nathan Trotter Chemical Specifications Physical PropertiesGossai HanafiAinda não há avaliações
- UTP Brazing Filler MetalsDocumento8 páginasUTP Brazing Filler MetalsIvan Dulic100% (1)
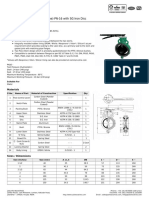
- 1078 Butter y Valve (Wafer Type) PN 16 With S.G Iron Disc: Salient FeaturesDocumento17 páginas1078 Butter y Valve (Wafer Type) PN 16 With S.G Iron Disc: Salient FeaturesSanket PhatangareAinda não há avaliações
- METALLURGICAL DAMAGE MECHANISM AND ASSESSMENTDocumento61 páginasMETALLURGICAL DAMAGE MECHANISM AND ASSESSMENTSACHIN PETKARAinda não há avaliações
- stellite 6Documento2 páginasstellite 6Shreenivas ThakurAinda não há avaliações
- SolderDocumento11 páginasSolderahmedAinda não há avaliações
- Material Product Data Sheet Copper & Copper Alloy (Brass, Bronze) Thermal Spray WiresDocumento4 páginasMaterial Product Data Sheet Copper & Copper Alloy (Brass, Bronze) Thermal Spray WiresSerkan ÖzcanAinda não há avaliações
- The Metallurgy of Power BoilersDocumento2 páginasThe Metallurgy of Power Boilersdineshkbunker08Ainda não há avaliações
- Duplex-Alloy-2205-Stress ValuesDocumento5 páginasDuplex-Alloy-2205-Stress ValuesShiniAinda não há avaliações
- Technical Datasheet: High Purity Solder AlloyDocumento6 páginasTechnical Datasheet: High Purity Solder Alloyاوس محمد رؤوف لؤيAinda não há avaliações
- Butterfly ValveDocumento2 páginasButterfly ValveKELVIN TECHNOLOGIESAinda não há avaliações
- The Metallurgy of Power BoilersDocumento4 páginasThe Metallurgy of Power Boilersagniva dattaAinda não há avaliações
- Stainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16Documento10 páginasStainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16ManuelAinda não há avaliações
- Nickel-base filler metals GTAW rodsDocumento1 páginaNickel-base filler metals GTAW rodsc131508Ainda não há avaliações
- 11-14%Cr IIW Document - Part 2 PDFDocumento21 páginas11-14%Cr IIW Document - Part 2 PDFManuel CarreñoAinda não há avaliações
- Industrial Alloy Chart Sept14Documento1 páginaIndustrial Alloy Chart Sept14Selvakumar NatarajanAinda não há avaliações
- Piping Inspection 22.01.2020Documento72 páginasPiping Inspection 22.01.2020KarthikAinda não há avaliações
- Esab DublexDocumento8 páginasEsab DublexSuphi YükselAinda não há avaliações
- 04 - Sundaramoorthy - LAB - RLADocumento56 páginas04 - Sundaramoorthy - LAB - RLADSGAinda não há avaliações
- Elettrodo Per Alluminio e Sue Leghe AWS A5.3 - E4043 (Selectarc - Eurosald Mod. AL105)Documento1 páginaElettrodo Per Alluminio e Sue Leghe AWS A5.3 - E4043 (Selectarc - Eurosald Mod. AL105)Eraldo MigliavaccaAinda não há avaliações
- Autrod 1264Documento2 páginasAutrod 1264Anonymous yL7oldKAinda não há avaliações
- esabbDocumento1 páginaesabbkismikloshun55Ainda não há avaliações
- Kevinsteel SA 1210Documento4 páginasKevinsteel SA 1210meisamAinda não há avaliações
- Solder Wiki Inc Solder Melting PointsDocumento57 páginasSolder Wiki Inc Solder Melting PointsPJFAinda não há avaliações
- AH MergedDocumento6 páginasAH MergedReginaldo SantosAinda não há avaliações
- European Steel and Alloy Grades: G32Nicrmo8-5-4 (1.6570)Documento2 páginasEuropean Steel and Alloy Grades: G32Nicrmo8-5-4 (1.6570)farshid KarpasandAinda não há avaliações
- NI-182 Victory ENICRFE-3 Electrode Data SheetDocumento1 páginaNI-182 Victory ENICRFE-3 Electrode Data SheetgianAinda não há avaliações
- Stellite 12 Technical DataDocumento2 páginasStellite 12 Technical DataJakeTheSnake69Ainda não há avaliações
- B 32 - 00 - QjmylvjfraDocumento11 páginasB 32 - 00 - QjmylvjfraAndresAinda não há avaliações
- Stellite PDFDocumento1 páginaStellite PDFShreenivas ThakurAinda não há avaliações
- Material No.: EscriptionDocumento2 páginasMaterial No.: EscriptionMd Omar FaruqueAinda não há avaliações
- Stellite Grade 12-DatasheetDocumento2 páginasStellite Grade 12-DatasheetNinad PawarAinda não há avaliações
- Materials CourseworkDocumento21 páginasMaterials CourseworkGeorge RoydenAinda não há avaliações
- Seamless Fiux Fored Wire - Megafil250Documento1 páginaSeamless Fiux Fored Wire - Megafil250SungJun ParkAinda não há avaliações
- Welding TrainingDocumento87 páginasWelding Trainingeswar100% (1)
- UTP 306 PaDocumento1 páginaUTP 306 PaVIRPOPAinda não há avaliações
- COPPER-110: Nearest StandardDocumento3 páginasCOPPER-110: Nearest StandardPS Pinturas pinturasAinda não há avaliações
- Applications: TYPE: Basic (Lime)Documento1 páginaApplications: TYPE: Basic (Lime)Tran van VuongAinda não há avaliações
- 2005 Carbon SteelDocumento65 páginas2005 Carbon SteelmageshkumarAinda não há avaliações
- UTP For OffshoreDocumento16 páginasUTP For Offshorekamals55Ainda não há avaliações
- Material No. EN Symbol (Short) DIN Symbol Aisi/Sae UNS Afnor B.S. Alloy Registered Work's Label StandardsDocumento1 páginaMaterial No. EN Symbol (Short) DIN Symbol Aisi/Sae UNS Afnor B.S. Alloy Registered Work's Label StandardschetanAinda não há avaliações
- Komatsu PC 400Documento1 páginaKomatsu PC 400kingpin182Ainda não há avaliações
- Motor Design Basic TutorialDocumento38 páginasMotor Design Basic TutorialDHRUV UPADHAYAAinda não há avaliações
- Iacs of Metals N SolderDocumento1 páginaIacs of Metals N Soldersmallik3Ainda não há avaliações
- 7 Eaf BofDocumento36 páginas7 Eaf BofRijalAinda não há avaliações
- 1. The National Board of Boiler and Pressure Vessel InspectorsDocumento3 páginas1. The National Board of Boiler and Pressure Vessel Inspectorsmiguel arandaAinda não há avaliações
- M.D.Sangale, A.S.Daptare, N.G.Shinde.: AbstractDocumento7 páginasM.D.Sangale, A.S.Daptare, N.G.Shinde.: AbstractJohan Raj VerdiansyahAinda não há avaliações
- 7 Eaf BofDocumento28 páginas7 Eaf BofMuhammad Umar Al FaruqAinda não há avaliações
- Zoloto 1078 Butterfly ValveDocumento2 páginasZoloto 1078 Butterfly ValveNikhil Rajan100% (1)
- Lessons in Leadership For Teams in Crimson Tide (1995)Documento15 páginasLessons in Leadership For Teams in Crimson Tide (1995)Vedant Prusty100% (3)
- #12 STRIGHT - Progress Report 1Documento2 páginas#12 STRIGHT - Progress Report 1Vedant PrustyAinda não há avaliações
- The CANOpen Protocol - Structure, Scope, Applications and Future ProspectsDocumento20 páginasThe CANOpen Protocol - Structure, Scope, Applications and Future ProspectsVedant Prusty100% (1)
- A New Horizon of Policies, Arms and TiesDocumento3 páginasA New Horizon of Policies, Arms and TiesVedant PrustyAinda não há avaliações
- Smart Street Lighting Using Embedded SystemsDocumento6 páginasSmart Street Lighting Using Embedded SystemsVedant PrustyAinda não há avaliações
- Implementing The CANopen Protocol and A New Interface With Communication Via Bluetooth in The BioBikeDocumento25 páginasImplementing The CANopen Protocol and A New Interface With Communication Via Bluetooth in The BioBikeVedant PrustyAinda não há avaliações
- Design of Tabletop CNC Machine With Variable User InterfaceDocumento1 páginaDesign of Tabletop CNC Machine With Variable User InterfaceVedant PrustyAinda não há avaliações
- Swarming ..Taking Our Technology To An Inevitable Independence!Documento2 páginasSwarming ..Taking Our Technology To An Inevitable Independence!Vedant PrustyAinda não há avaliações
- Implementing The CANopen Protocol in A Multiple Node System in The BioBike For Motor Position ControlDocumento7 páginasImplementing The CANopen Protocol in A Multiple Node System in The BioBike For Motor Position ControlVedant PrustyAinda não há avaliações
- Theory of Independent Photo PerceptionDocumento2 páginasTheory of Independent Photo PerceptionVedant PrustyAinda não há avaliações
- Polymers and Elastomers For EngineersDocumento153 páginasPolymers and Elastomers For EngineersVedant Prusty100% (1)
- Science and ReligionDocumento2 páginasScience and ReligionVedant PrustyAinda não há avaliações
- Astronomy - Galaxies and The Expanding UniverseDocumento226 páginasAstronomy - Galaxies and The Expanding UniverseDigiSvcAinda não há avaliações
- Chords Nothings Gonna Change My Luv 4 UDocumento2 páginasChords Nothings Gonna Change My Luv 4 UVedant PrustyAinda não há avaliações
- Sariska Tiger Reserve Is Well Nestled in The Aravali Hills Covering 800 SQ KM Area Divided Into The GrasslandsDocumento9 páginasSariska Tiger Reserve Is Well Nestled in The Aravali Hills Covering 800 SQ KM Area Divided Into The GrasslandsVedant PrustyAinda não há avaliações
- Working With Argentium Silver Tips Procedures IsDocumento12 páginasWorking With Argentium Silver Tips Procedures Is4U6ogj8b9snylkslkn3n100% (1)
- 9441 Panasonic SA-AKX18PH AKX18PN Sistema de Audio CD-USB-Bluetooth Manual de ServicioDocumento66 páginas9441 Panasonic SA-AKX18PH AKX18PN Sistema de Audio CD-USB-Bluetooth Manual de ServicioEduardo SierraAinda não há avaliações
- DatasheetDocumento98 páginasDatasheetelectronistulAinda não há avaliações
- How to Tin a Soldering CopperDocumento4 páginasHow to Tin a Soldering CopperOwenevan EvanowenAinda não há avaliações
- 810 201090GR PDFDocumento93 páginas810 201090GR PDFuyrikAinda não há avaliações
- Panasonic SA BTT775GADocumento173 páginasPanasonic SA BTT775GAMauro CativoAinda não há avaliações
- Scratch Resistance Test BSENISO15182001Documento14 páginasScratch Resistance Test BSENISO15182001Jose Antonio Lucero CruzAinda não há avaliações
- Led LCD TV: Service ManualDocumento55 páginasLed LCD TV: Service ManualGabriel Latiu100% (2)
- High Temperature Electronics Packaging: January 2007Documento8 páginasHigh Temperature Electronics Packaging: January 2007Abinadi StanisciaAinda não há avaliações
- CBLM CHS NC2 Terminating and Connect of Electrical Wiring and Electronic CircuitsDocumento20 páginasCBLM CHS NC2 Terminating and Connect of Electrical Wiring and Electronic CircuitsEleunamme Zx67% (9)
- Brass Rods - High Tensile Brass Rod, Forging Brass Rod, Free Cutting Brass Rod ManufacturerDocumento6 páginasBrass Rods - High Tensile Brass Rod, Forging Brass Rod, Free Cutting Brass Rod Manufacturerk4kuldeepAinda não há avaliações
- Surface Insulation Resistance Testing of - CompressDocumento10 páginasSurface Insulation Resistance Testing of - CompressRobert MartosAinda não há avaliações
- Panasonic SA PT660 (P, PC)Documento158 páginasPanasonic SA PT660 (P, PC)boroda2410Ainda não há avaliações
- Basics of Jewelry MakingDocumento13 páginasBasics of Jewelry Makingtherobroy80% (15)
- MRH11 05 May2011 PDFDocumento115 páginasMRH11 05 May2011 PDFDarius GussoAinda não há avaliações
- XL-MP150 Audio CD-MPX870 Service ManualDocumento112 páginasXL-MP150 Audio CD-MPX870 Service ManualPedro MoraAinda não há avaliações
- kdl-32s5100 kdl-40s5100 kdl-46s5100 Chassis Ex2r SMDocumento109 páginaskdl-32s5100 kdl-40s5100 kdl-46s5100 Chassis Ex2r SMIordan AdrianAinda não há avaliações
- Module 5 - Microjoining and NanojoiningDocumento83 páginasModule 5 - Microjoining and NanojoiningVivek KumarAinda não há avaliações
- 17 Equations That Changed HistoryDocumento13 páginas17 Equations That Changed Historymehaar100% (1)
- Philips - PDP TV - Lc4.3e AA ChassisDocumento80 páginasPhilips - PDP TV - Lc4.3e AA Chassiskerberos88Ainda não há avaliações
- Panasonic Sa-Ak980pu SM PDFDocumento143 páginasPanasonic Sa-Ak980pu SM PDFpolloAinda não há avaliações
- Panasonic KV-S7077 - 7097 Service Manual PDFDocumento217 páginasPanasonic KV-S7077 - 7097 Service Manual PDFАлександр Зыков100% (2)
- Alloy Temperature ChartDocumento2 páginasAlloy Temperature ChartDaymer AularAinda não há avaliações
- Diagrama 26PF5320-28 32PF5320-28Documento94 páginasDiagrama 26PF5320-28 32PF5320-28jose torresAinda não há avaliações
- Panasonic KX-FL511 ServiceManualDocumento316 páginasPanasonic KX-FL511 ServiceManualLee OnAinda não há avaliações
- DP-2330 3030 2310 3010 PM Ver.2.2 PDFDocumento166 páginasDP-2330 3030 2310 3010 PM Ver.2.2 PDFfefotroncito100% (1)
- Pioneer VSX-520-K Service ManualDocumento126 páginasPioneer VSX-520-K Service ManualGiacomo Canobbio0% (1)
- Sharp Lc32le155d2 Service ManualDocumento73 páginasSharp Lc32le155d2 Service Manualhellxide ofmeAinda não há avaliações
- Carat Gold Solders For Jewellery Making - Ganoksin Jewelry Making CommunityDocumento11 páginasCarat Gold Solders For Jewellery Making - Ganoksin Jewelry Making CommunityAlee LópezAinda não há avaliações
- TLE7 CSS - Mod5 - Terminating and Connecting Electrical Wiring and Electronic Circuit - V3Documento31 páginasTLE7 CSS - Mod5 - Terminating and Connecting Electrical Wiring and Electronic Circuit - V3Daniela EndinoAinda não há avaliações