Você também pode gostar
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210No EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Nota: 5 de 5 estrelas5/5 (1)
- Proyectos de instalaciones eléctrica de baja tensiónNo EverandProyectos de instalaciones eléctrica de baja tensiónNota: 5 de 5 estrelas5/5 (1)
- Interpretación de planos en soldadura. FMEC0210No EverandInterpretación de planos en soldadura. FMEC0210Nota: 4.5 de 5 estrelas4.5/5 (3)
- Armónicas en Sistemas Eléctricos IndustrialesNo EverandArmónicas en Sistemas Eléctricos IndustrialesNota: 4.5 de 5 estrelas4.5/5 (12)
- Soldadura Procesos WPS PQRDocumento3 páginasSoldadura Procesos WPS PQRALEXANDRA GARCIA CAICEDO100% (3)
- Análisis y diseño de circuitos eléctricos: Teoría y prácticaNo EverandAnálisis y diseño de circuitos eléctricos: Teoría y prácticaAinda não há avaliações
- Interpretación de planos en la fabricación de tuberías. FMEC0108No EverandInterpretación de planos en la fabricación de tuberías. FMEC0108Nota: 1 de 5 estrelas1/5 (1)
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónNo EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónNota: 4 de 5 estrelas4/5 (1)
- Norma ASME SoldaduraDocumento275 páginasNorma ASME SoldaduraWilliam F. León97% (30)
- Calificacion de SoldadoresDocumento55 páginasCalificacion de SoldadoresAndrés CalvoAinda não há avaliações
- Soldadura MAG de estructuras de acero al carbono. FMEC0210No EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Ainda não há avaliações
- Soldadura en el montaje de tuberías. FMEC0108No EverandSoldadura en el montaje de tuberías. FMEC0108Nota: 3.5 de 5 estrelas3.5/5 (3)
- Montaje de soportes y ensamblaje de tuberías. FMEC0108No EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Nota: 5 de 5 estrelas5/5 (1)
- Diseño de sistemas termofluidos: Una visión integradoraNo EverandDiseño de sistemas termofluidos: Una visión integradoraAinda não há avaliações
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208No EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Nota: 4 de 5 estrelas4/5 (1)
- Prontuario de metales: Tablas para la industria metalúrgicaNo EverandProntuario de metales: Tablas para la industria metalúrgicaNota: 1 de 5 estrelas1/5 (1)
- Evaluacion SoldadorDocumento50 páginasEvaluacion SoldadorRodrigo R. Madrid60% (5)
- WPS: Procedimientos de soldaduraDocumento11 páginasWPS: Procedimientos de soldaduraJonathan Alexander De LargeAinda não há avaliações
- Perforación de pozos petroleros en tierraNo EverandPerforación de pozos petroleros en tierraNota: 3.5 de 5 estrelas3.5/5 (3)
- Asme Ix-Calificacion de Soldadura y Sold AdoresDocumento276 páginasAsme Ix-Calificacion de Soldadura y Sold AdoresLeo Bonilla100% (1)
- Calificacion de SoldadoresDocumento28 páginasCalificacion de SoldadoresDanny Astete Menes100% (1)
- UF1253 - Diagnóstico de deformaciones estructuralesNo EverandUF1253 - Diagnóstico de deformaciones estructuralesAinda não há avaliações
- Requisitos generales de soldadura QW y posiciones de pruebaDocumento275 páginasRequisitos generales de soldadura QW y posiciones de pruebaReivaj Gonzalez0% (1)
- Modelado unidimensional de los motores de dos tiempos de pequeña cilindradaNo EverandModelado unidimensional de los motores de dos tiempos de pequeña cilindradaNota: 5 de 5 estrelas5/5 (1)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309No EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Nota: 5 de 5 estrelas5/5 (1)
- Desmontaje y montaje de elementos de aluminio. TMVL0309No EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Ainda não há avaliações
- Soldadura MAG de chapas de acero al carbono. FMEC0210No EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Ainda não há avaliações
- ASME IX Calificacion de Soldadura y Soldadores ESDocumento275 páginasASME IX Calificacion de Soldadura y Soldadores ESjulioware67% (3)
- CONTROL DE PROCESOS DE SOLDADURA - Establecimiento de Los Procedimientos de Soldadura (W.P.S. - P.Q.R) .Calificación de SoldadoresDocumento4 páginasCONTROL DE PROCESOS DE SOLDADURA - Establecimiento de Los Procedimientos de Soldadura (W.P.S. - P.Q.R) .Calificación de SoldadoresNestor OliAinda não há avaliações
- Yacimientos Epitermales de Baja SulfuraciónDocumento14 páginasYacimientos Epitermales de Baja SulfuraciónAlex Yoel LunaAinda não há avaliações
- Desmontaje y separación de elementos fijos. TMVL0309No EverandDesmontaje y separación de elementos fijos. TMVL0309Ainda não há avaliações
- Maquinarias y equipos para la industria de alimentosNo EverandMaquinarias y equipos para la industria de alimentosAinda não há avaliações
- Cualificación de procesos de soldeo, soldadores y operadoresDocumento40 páginasCualificación de procesos de soldeo, soldadores y operadoresLeti Peña RivasAinda não há avaliações
- Asme Ix PDFDocumento36 páginasAsme Ix PDFAnonymous Bdt0OGh100% (3)
- Ensayos No Destrucivos en La SoldaduraDocumento13 páginasEnsayos No Destrucivos en La Soldadurageologia1000Ainda não há avaliações
- Montaje de redes eléctricas aéreas de baja tensión. ELEE0109No EverandMontaje de redes eléctricas aéreas de baja tensión. ELEE0109Ainda não há avaliações
- Código para Soldadura Estructural - Acero: Una Norma Nacional AmericanaDocumento42 páginasCódigo para Soldadura Estructural - Acero: Una Norma Nacional AmericanaJavier GuardaminoAinda não há avaliações
- Desarrollo de Procesos Industriales y TecnologicosDocumento13 páginasDesarrollo de Procesos Industriales y TecnologicosMike Esparza WilsonAinda não há avaliações
- Proceso de clarificación y precipitación de oro con zincDocumento13 páginasProceso de clarificación y precipitación de oro con zincRenatoFabioAinda não há avaliações
- Conexiones SoldadasDocumento19 páginasConexiones SoldadasjuniorAinda não há avaliações
- Enlace Quimico.Documento5 páginasEnlace Quimico.Adri_RondanAinda não há avaliações
- Conformado y curvado en la fabricación de tuberías. FMEC0108No EverandConformado y curvado en la fabricación de tuberías. FMEC0108Ainda não há avaliações
- QW 400Documento16 páginasQW 400vivianychAinda não há avaliações
- Normas ANSI/AWS D1.1 para calificación de soldaduraDocumento49 páginasNormas ANSI/AWS D1.1 para calificación de soldaduraJorge Luis CdnAinda não há avaliações
- ConceptosDocumento14 páginasConceptosweldingalvaroAinda não há avaliações
- ARTICULOIDocumento17 páginasARTICULOInicolasvitandtAinda não há avaliações
- API 577 Welding ProcessesDocumento22 páginasAPI 577 Welding ProcessesrodolfoAinda não há avaliações
- Inelectra Inedom PDFDocumento22 páginasInelectra Inedom PDFmtbecerrapAinda não há avaliações
- Soldadura Norma AsmeDocumento3 páginasSoldadura Norma AsmeMarco RiveraAinda não há avaliações
- ASME IX Ejercitación Parte 1 y Procedimientos de SoldaduraDocumento5 páginasASME IX Ejercitación Parte 1 y Procedimientos de SoldaduraFranklin JprstAinda não há avaliações
- Informe N - 07 WPSDocumento9 páginasInforme N - 07 WPSJose Antonio Gomez MedinaAinda não há avaliações
- Calificacion en Soldadura Codigo Asme Seccion IxDocumento6 páginasCalificacion en Soldadura Codigo Asme Seccion IxJefferson TorresAinda não há avaliações
- Presentación 01Documento6 páginasPresentación 01Axel Navarro AlbinesAinda não há avaliações
- Perez Jhonnatan - Anteproyecto CompletoDocumento23 páginasPerez Jhonnatan - Anteproyecto CompletoGeovanny MarceloAinda não há avaliações
- Perez Jhonnatan - Anteproyecto CompletoDocumento23 páginasPerez Jhonnatan - Anteproyecto CompletoGeovanny MarceloAinda não há avaliações
- Campeonato Ingeniero Automotriz FormatoDocumento6 páginasCampeonato Ingeniero Automotriz FormatoGeovanny MarceloAinda não há avaliações
- Informe de Cumplimiento Refinería Del PacíficoDocumento11 páginasInforme de Cumplimiento Refinería Del PacíficoGeovanny MarceloAinda não há avaliações
- Curriculum Ing. Geovanny DaquilemaDocumento4 páginasCurriculum Ing. Geovanny DaquilemaGeovanny MarceloAinda não há avaliações
- Carta PDocumento36 páginasCarta PGeovanny MarceloAinda não há avaliações
- Análisis de armaduras planas mediante el método de elementos finitosDocumento11 páginasAnálisis de armaduras planas mediante el método de elementos finitosGeovanny MarceloAinda não há avaliações
- Mantenimiento vehículos PRLDocumento4 páginasMantenimiento vehículos PRLJorge Catalan CatalanAinda não há avaliações
- EconDocumento3 páginasEconDaniel JaramilloAinda não há avaliações
- Oficio 47 Campeonato ING AUTOMOTRIZDocumento1 páginaOficio 47 Campeonato ING AUTOMOTRIZGeovanny MarceloAinda não há avaliações
- Rutas de La Región Sierra GeografíaDocumento8 páginasRutas de La Región Sierra GeografíaGeovanny MarceloAinda não há avaliações
- TRIGONOMETRÍADocumento1 páginaTRIGONOMETRÍAGeovanny MarceloAinda não há avaliações
- Horario DecimoDocumento2 páginasHorario DecimoGeovanny MarceloAinda não há avaliações
- Barras Brava AutomotrizDocumento1 páginaBarras Brava AutomotrizGeovanny MarceloAinda não há avaliações
- Equivalencias Normas Europeas y AsmeDocumento142 páginasEquivalencias Normas Europeas y AsmeJavith DeJesús Pertuz Ricardo80% (5)
- Imprimir Prueba FinalDocumento2 páginasImprimir Prueba FinalGeovanny MarceloAinda não há avaliações
- Cualificacion de SoldaduraDocumento20 páginasCualificacion de SoldaduraGeovanny MarceloAinda não há avaliações
- Campeonato Ingeniero Automotriz FormatoDocumento6 páginasCampeonato Ingeniero Automotriz FormatoGeovanny MarceloAinda não há avaliações
- Reglamento Habilidades SolidworksDocumento3 páginasReglamento Habilidades SolidworksGeovanny MarceloAinda não há avaliações
- Anexo ADocumento1 páginaAnexo AGeovanny MarceloAinda não há avaliações
- EspochDocumento2 páginasEspochGeovanny MarceloAinda não há avaliações
- Anexo ADocumento1 páginaAnexo AGeovanny MarceloAinda não há avaliações
- Anexo CDocumento2 páginasAnexo CGeovanny MarceloAinda não há avaliações
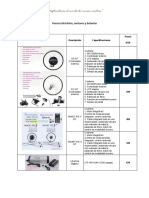
- Precios Bicicletas, Motores y BateriasDocumento2 páginasPrecios Bicicletas, Motores y BateriasGeovanny MarceloAinda não há avaliações
- Sensores, Actuadores, Clasificación de Motores y ControladoresDocumento4 páginasSensores, Actuadores, Clasificación de Motores y ControladoresGeovanny MarceloAinda não há avaliações
- Anexo ADocumento1 páginaAnexo AGeovanny MarceloAinda não há avaliações
- Parcial de CalidadDocumento7 páginasParcial de CalidadGeovanny MarceloAinda não há avaliações
- Adulto MayorDocumento2 páginasAdulto MayorGeovanny MarceloAinda não há avaliações
- Catalogo Expomin (Baja)Documento503 páginasCatalogo Expomin (Baja)Juan GimenezgzAinda não há avaliações
- Tendencia Periódica de Las Propiedades MetálicasDocumento25 páginasTendencia Periódica de Las Propiedades MetálicasIverson Tolentino RosarioAinda não há avaliações
- Procesos de Fabricación de Caños y Sus Defectos 2017 PDFDocumento58 páginasProcesos de Fabricación de Caños y Sus Defectos 2017 PDFAndres LorenzoAinda não há avaliações
- Fallas en Los Recubrimientos Metálicos 0606Documento4 páginasFallas en Los Recubrimientos Metálicos 0606yovelizAinda não há avaliações
- Microscopía de MenasDocumento22 páginasMicroscopía de MenasGonzalo Muñoz MoreiraAinda não há avaliações
- Anal I To C AaaaaaaaaDocumento34 páginasAnal I To C AaaaaaaaaEdiith hadeAinda não há avaliações
- PracticaDocumento5 páginasPracticaXimena aguilarAinda não há avaliações
- Wire LockDocumento2 páginasWire LockJhonny Gonzalo Mamani QuispeAinda não há avaliações
- Cuestionario 9 Lab QMC-100Documento3 páginasCuestionario 9 Lab QMC-100ruthy4545100% (1)
- CirconioDocumento2 páginasCirconioJän Çärlös MörälësAinda não há avaliações
- Minimizar Accidentes en MinaDocumento80 páginasMinimizar Accidentes en MinaFidel MatosAinda não há avaliações
- Demartis Et Al - IX CAGE - 2009Documento19 páginasDemartis Et Al - IX CAGE - 2009manudem0% (1)
- Informe Tercera SalidaDocumento14 páginasInforme Tercera SalidaChris LpAinda não há avaliações
- Materiales InorganicosDocumento60 páginasMateriales InorganicosLuis AcevedoAinda não há avaliações
- Explotacion de Minas A Cielo Abierto IDocumento133 páginasExplotacion de Minas A Cielo Abierto IAlejandro Navarro100% (1)
- Normas SAEy DINDocumento2 páginasNormas SAEy DINAlexiz CruzAinda não há avaliações
- RCM UnsDocumento110 páginasRCM UnsJunior Caparachin CondoriAinda não há avaliações
- Reglas de PaulingDocumento20 páginasReglas de PaulingElianita MartinezAinda não há avaliações
- Soldadura y TornoDocumento34 páginasSoldadura y TornoPedro Quinto PerezAinda não há avaliações
- 2 Petrologia y Petrografia PDFDocumento43 páginas2 Petrologia y Petrografia PDFElizabeth CastrejónAinda não há avaliações
- Analisis Epistemologico Del TelevisorDocumento6 páginasAnalisis Epistemologico Del TelevisorJosé Ramos EscorciaAinda não há avaliações
- Rcs Sed No ClasticasDocumento12 páginasRcs Sed No ClasticasMichael DylanAinda não há avaliações
- Replanteo EncofradoDocumento10 páginasReplanteo EncofradoDamian Rojas TorresAinda não há avaliações
- Sverker 21Documento7 páginasSverker 21superalitosAinda não há avaliações
- Trabajo de Rocas MetamorficasDocumento15 páginasTrabajo de Rocas MetamorficasLuis Antonny RamirezAinda não há avaliações
- Term o ChemicalDocumento8 páginasTerm o ChemicalarcelitasAinda não há avaliações