Você também pode gostar
- Us 5890441Documento21 páginasUs 5890441kats2404100% (1)
- Us 7249732Documento42 páginasUs 7249732kats2404Ainda não há avaliações
- F135 Engine SpecificationDocumento2 páginasF135 Engine Specificationkats2404100% (1)
- CB-8491 Heat Recovery BrochureDocumento8 páginasCB-8491 Heat Recovery Brochurekats2404Ainda não há avaliações
- Thin Gap Brochure 2015 WebDocumento12 páginasThin Gap Brochure 2015 Webkats2404Ainda não há avaliações
- Cabin Boom Noise DampingDocumento1 páginaCabin Boom Noise Dampingmanzoni1Ainda não há avaliações
- Lift Calculations: FT LBF FT LBF A F PDocumento3 páginasLift Calculations: FT LBF FT LBF A F Psabzg89Ainda não há avaliações
- Comparison of 10s, 12s, and 14s Lipo Power Systems for RC JetsDocumento1 páginaComparison of 10s, 12s, and 14s Lipo Power Systems for RC Jetskats2404Ainda não há avaliações
- Dillon Aero M-240 Mount Quick Change 500 Round MagazineDocumento2 páginasDillon Aero M-240 Mount Quick Change 500 Round Magazinekats2404Ainda não há avaliações
- Helio ServicesDocumento68 páginasHelio Serviceskats2404Ainda não há avaliações
- StackEconomizer CRE-CCE Boiler BookDocumento22 páginasStackEconomizer CRE-CCE Boiler BookBorisvukic89Ainda não há avaliações
- Heat ExchangersDocumento8 páginasHeat Exchangerskats2404Ainda não há avaliações
- Combined GearboxDocumento8 páginasCombined Gearboxkats2404Ainda não há avaliações
- Computer Controlled Air Isolation SystemDocumento2 páginasComputer Controlled Air Isolation Systemkats2404Ainda não há avaliações
- Von Klip Tip Cs PropellerDocumento12 páginasVon Klip Tip Cs PropellergerezairAinda não há avaliações
- Professor Von Kliptip Explains Constant Speed Propeller SystemsDocumento16 páginasProfessor Von Kliptip Explains Constant Speed Propeller Systemskats2404100% (1)
- Variable Pitch Constant Speed Propellers For Light AircraftDocumento72 páginasVariable Pitch Constant Speed Propellers For Light Aircraftkats2404100% (1)
- Gas Metering System-Woodward - SwiftDocumento4 páginasGas Metering System-Woodward - Swiftkats2404Ainda não há avaliações
- Mil HDBK 1783b Notice 1Documento1 páginaMil HDBK 1783b Notice 1kats2404Ainda não há avaliações
- Mil HDBK 1783bDocumento171 páginasMil HDBK 1783bkats2404Ainda não há avaliações
- Besander TD English 02Documento1 páginaBesander TD English 02kats2404Ainda não há avaliações
- IC 900 IC 910 Ignition ControllerDocumento50 páginasIC 900 IC 910 Ignition Controllerkats2404Ainda não há avaliações
- Q A About Infrared 1Documento2 páginasQ A About Infrared 1kats2404Ainda não há avaliações
- IC 900 IC 910 Ignition ControllerDocumento50 páginasIC 900 IC 910 Ignition Controllerkats2404Ainda não há avaliações
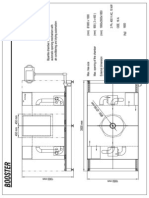
- BOOSTER - EnglishDocumento1 páginaBOOSTER - Englishkats2404Ainda não há avaliações
- Powder Coating IR CuringDocumento4 páginasPowder Coating IR Curingkats2404Ainda não há avaliações
- Silicone MoldingDocumento6 páginasSilicone Moldingkats2404Ainda não há avaliações
- Adjustable OvenDocumento3 páginasAdjustable Ovenkats2404Ainda não há avaliações
- Horizontal and Vertical OvensDocumento2 páginasHorizontal and Vertical Ovenskats2404Ainda não há avaliações
- Rotary and Conveyorized OvensDocumento2 páginasRotary and Conveyorized Ovenskats2404Ainda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Radiation 22021Documento84 páginasRadiation 22021Manas ChuriAinda não há avaliações
- Exergetic Analysis of A Solar Thermal Power PlantDocumento8 páginasExergetic Analysis of A Solar Thermal Power PlantBranislavPetrovicAinda não há avaliações
- Human ComfortDocumento50 páginasHuman ComfortArgha Sang PemimpiAinda não há avaliações
- Cryogenic GuidelinesDocumento31 páginasCryogenic Guidelineszvola100Ainda não há avaliações
- Pool FireDocumento12 páginasPool Firejanelle ramdahinAinda não há avaliações
- Solar Thermophotovoltaics: An Assessment: Related ArticlesDocumento7 páginasSolar Thermophotovoltaics: An Assessment: Related Articlesherdi sutanto adigunaAinda não há avaliações
- Asnt Level 1 Thermography Course ManualDocumento45 páginasAsnt Level 1 Thermography Course Manualchitturi jagadish100% (1)
- Exercise - I: Objective ProblemsDocumento6 páginasExercise - I: Objective ProblemsRishabhAinda não há avaliações
- Astm16 0406Documento6 páginasAstm16 0406kvijaymurAinda não há avaliações
- Introduction To Heat TransferDocumento14 páginasIntroduction To Heat TransferNabil HifzhanAinda não há avaliações
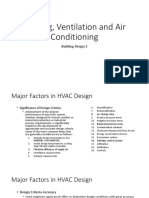
- Heating, Ventilation and Air Conditioning: Building Design 2Documento8 páginasHeating, Ventilation and Air Conditioning: Building Design 2Darren MartinezAinda não há avaliações
- MOgi Jet FireDocumento9 páginasMOgi Jet FireMauro MascheroniAinda não há avaliações
- The Art of Radiometry - J.M. Palmer B. G. GrantDocumento384 páginasThe Art of Radiometry - J.M. Palmer B. G. GrantMaría Ester Oyarzún GuzmánAinda não há avaliações
- SEN710 Engineering Project Initiation: Graded Task 5.2 7.2 9.2 and 11.2: Individual ReflectionDocumento14 páginasSEN710 Engineering Project Initiation: Graded Task 5.2 7.2 9.2 and 11.2: Individual ReflectionDattapriy PathakAinda não há avaliações
- JKLDocumento9 páginasJKLanon_314301380Ainda não há avaliações
- Ch11 GeneralDocumento60 páginasCh11 GeneralPa Loma B. SantosAinda não há avaliações
- HT NotesDocumento197 páginasHT NotesT.AnbukumarAinda não há avaliações
- Thermal Radiation PresentationDocumento42 páginasThermal Radiation PresentationRajan PrasadAinda não há avaliações
- Fire Safety Engineering Design of Combustible Facades - Issue 1Documento42 páginasFire Safety Engineering Design of Combustible Facades - Issue 1octy-san100% (1)
- Heat Transfer Notes EbookDocumento110 páginasHeat Transfer Notes Ebookmichael100% (1)
- Marketing PlanDocumento48 páginasMarketing PlanSarah Abrar0% (1)
- Thermodynamical Modeling of A Car CabinDocumento64 páginasThermodynamical Modeling of A Car Cabinchristopher_moran_6Ainda não há avaliações
- Progress in Energy and Combustion Science Volume 6 Issue 2 1980 (Doi 10.1016/0360-1285 (80) 90002-7) F. Briscoe P. Shaw - Spread and Evaporation of LiquidDocumento14 páginasProgress in Energy and Combustion Science Volume 6 Issue 2 1980 (Doi 10.1016/0360-1285 (80) 90002-7) F. Briscoe P. Shaw - Spread and Evaporation of LiquidFarahatAinda não há avaliações
- Effects of Solar Radiation On Animal ThermoregulationDocumento27 páginasEffects of Solar Radiation On Animal ThermoregulationVaibhav MaskeAinda não há avaliações
- NF71 Guide To Underfloor HeatingDocumento40 páginasNF71 Guide To Underfloor Heatingngocdhxd92Ainda não há avaliações
- Tutorial 6. Using The Discrete Ordinates Radiation ModelDocumento42 páginasTutorial 6. Using The Discrete Ordinates Radiation ModelIjaz FazilAinda não há avaliações
- HSL Internship Report on Safety Hazards and Control MeasuresDocumento44 páginasHSL Internship Report on Safety Hazards and Control Measureskarthik rajuAinda não há avaliações
- AStudyontheOverheatingofthePowerCableTray IeeeDocumento7 páginasAStudyontheOverheatingofthePowerCableTray IeeebitshitassAinda não há avaliações
- Chapter Four Solar Thermal Energy CollectorsDocumento30 páginasChapter Four Solar Thermal Energy CollectorsJoel LogboAinda não há avaliações