Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Ricoh 4055 PDFDocumento1.280 páginasRicoh 4055 PDFPham Nguyen Hoang Minh100% (1)
- Gas Metering System-Woodward - SwiftDocumento4 páginasGas Metering System-Woodward - Swiftkats2404Ainda não há avaliações
- Effective Time ManagementDocumento61 páginasEffective Time ManagementTafadzwa94% (16)
- FP-XH PGRG eDocumento936 páginasFP-XH PGRG ebvladimirov85Ainda não há avaliações
- Us 5890441Documento21 páginasUs 5890441kats2404100% (1)
- Us 7249732Documento42 páginasUs 7249732kats2404Ainda não há avaliações
- F135 Engine SpecificationDocumento2 páginasF135 Engine Specificationkats2404100% (1)
- CB-8491 Heat Recovery BrochureDocumento8 páginasCB-8491 Heat Recovery Brochurekats2404Ainda não há avaliações
- Dillon Aero M-240 Mount Quick Change 500 Round MagazineDocumento2 páginasDillon Aero M-240 Mount Quick Change 500 Round Magazinekats2404Ainda não há avaliações
- Computer Controlled Air Isolation SystemDocumento2 páginasComputer Controlled Air Isolation Systemkats2404Ainda não há avaliações
- Lift Calculations: FT LBF FT LBF A F PDocumento3 páginasLift Calculations: FT LBF FT LBF A F Psabzg89Ainda não há avaliações
- Comparison of 10s, 12s, and 14s Lipo Power Systems for RC JetsDocumento1 páginaComparison of 10s, 12s, and 14s Lipo Power Systems for RC Jetskats2404Ainda não há avaliações
- Thin Gap Brochure 2015 WebDocumento12 páginasThin Gap Brochure 2015 Webkats2404Ainda não há avaliações
- Helio ServicesDocumento68 páginasHelio Serviceskats2404Ainda não há avaliações
- StackEconomizer CRE-CCE Boiler BookDocumento22 páginasStackEconomizer CRE-CCE Boiler BookBorisvukic89Ainda não há avaliações
- Heat ExchangersDocumento8 páginasHeat Exchangerskats2404Ainda não há avaliações
- Combined GearboxDocumento8 páginasCombined Gearboxkats2404Ainda não há avaliações
- Cabin Boom Noise DampingDocumento1 páginaCabin Boom Noise Dampingmanzoni1Ainda não há avaliações
- Von Klip Tip Cs PropellerDocumento12 páginasVon Klip Tip Cs PropellergerezairAinda não há avaliações
- Professor Von Kliptip Explains Constant Speed Propeller SystemsDocumento16 páginasProfessor Von Kliptip Explains Constant Speed Propeller Systemskats2404100% (1)
- Variable Pitch Constant Speed Propellers For Light AircraftDocumento72 páginasVariable Pitch Constant Speed Propellers For Light Aircraftkats2404100% (1)
- Mil HDBK 1783b Notice 1Documento1 páginaMil HDBK 1783b Notice 1kats2404Ainda não há avaliações
- Mil HDBK 1783bDocumento171 páginasMil HDBK 1783bkats2404Ainda não há avaliações
- Besander TD English 02Documento1 páginaBesander TD English 02kats2404Ainda não há avaliações
- IC 900 IC 910 Ignition ControllerDocumento50 páginasIC 900 IC 910 Ignition Controllerkats2404Ainda não há avaliações
- Adjustable OvenDocumento3 páginasAdjustable Ovenkats2404Ainda não há avaliações
- IC 900 IC 910 Ignition ControllerDocumento50 páginasIC 900 IC 910 Ignition Controllerkats2404Ainda não há avaliações
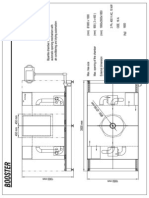
- BOOSTER - EnglishDocumento1 páginaBOOSTER - Englishkats2404Ainda não há avaliações
- Rotary and Conveyorized OvensDocumento2 páginasRotary and Conveyorized Ovenskats2404Ainda não há avaliações
- Silicone MoldingDocumento6 páginasSilicone Moldingkats2404Ainda não há avaliações
- Q A About Infrared 1Documento2 páginasQ A About Infrared 1kats2404Ainda não há avaliações
- Horizontal and Vertical OvensDocumento2 páginasHorizontal and Vertical Ovenskats2404Ainda não há avaliações
- Man Instructions PDFDocumento4 páginasMan Instructions PDFAleksandar NikolovskiAinda não há avaliações
- Traffic Violation Monitoring with RFIDDocumento59 páginasTraffic Violation Monitoring with RFIDShrëyãs NàtrájAinda não há avaliações
- HVCCI UPI Form No. 3 Summary ReportDocumento2 páginasHVCCI UPI Form No. 3 Summary ReportAzumi AyuzawaAinda não há avaliações
- MS For Brick WorkDocumento7 páginasMS For Brick WorkSumit OmarAinda não há avaliações
- LKC CS Assignment2Documento18 páginasLKC CS Assignment2Jackie LeongAinda não há avaliações
- The Art of Now: Six Steps To Living in The MomentDocumento5 páginasThe Art of Now: Six Steps To Living in The MomentGiovanni AlloccaAinda não há avaliações
- Railway Airport Docks and HarbourDocumento21 páginasRailway Airport Docks and HarbourvalarmathibalanAinda não há avaliações
- IEEE T&D Insulators 101 Design CriteriaDocumento84 páginasIEEE T&D Insulators 101 Design Criteriasachin HUAinda não há avaliações
- OpenROV Digital I/O and Analog Channels GuideDocumento8 páginasOpenROV Digital I/O and Analog Channels GuidehbaocrAinda não há avaliações
- An Online ECG QRS Detection TechniqueDocumento6 páginasAn Online ECG QRS Detection TechniqueIDESAinda não há avaliações
- Compare Blocks - ResultsDocumento19 páginasCompare Blocks - ResultsBramantika Aji PriambodoAinda não há avaliações
- Gautam Samhita CHP 1 CHP 2 CHP 3 ColorDocumento22 páginasGautam Samhita CHP 1 CHP 2 CHP 3 ColorSaptarishisAstrology100% (1)
- ADDRESSABLE 51.HI 60854 G Contoller GuideDocumento76 páginasADDRESSABLE 51.HI 60854 G Contoller Guidemohinfo88Ainda não há avaliações
- Handouts For TLG 3 1Documento5 páginasHandouts For TLG 3 1Daniela CapisnonAinda não há avaliações
- 11bg USB AdapterDocumento30 páginas11bg USB AdapterruddyhackerAinda não há avaliações
- Oecumenius’ Exegetical Method in His Commentary on the RevelationDocumento10 páginasOecumenius’ Exegetical Method in His Commentary on the RevelationMichał WojciechowskiAinda não há avaliações
- Proposal Anguria Pasta NewDocumento24 páginasProposal Anguria Pasta NewNOOR IRDINA HAFIZAH BT TAUPISAinda não há avaliações
- Is.4162.1.1985 Graduated PipettesDocumento23 páginasIs.4162.1.1985 Graduated PipettesBala MuruAinda não há avaliações
- Antennas Since Hertz and MarconiDocumento7 páginasAntennas Since Hertz and MarconiTaiwo Ayodeji100% (1)
- Discuss The Challenges For Firms To Operate in The Hard-Boiled Confectionery Market in India?Documento4 páginasDiscuss The Challenges For Firms To Operate in The Hard-Boiled Confectionery Market in India?harryAinda não há avaliações
- PC3 The Sea PeopleDocumento100 páginasPC3 The Sea PeoplePJ100% (4)
- Tutorial On The ITU GDocumento7 páginasTutorial On The ITU GCh RambabuAinda não há avaliações
- DR-M260 User Manual ENDocumento87 páginasDR-M260 User Manual ENMasa NourAinda não há avaliações
- CAE The Most Comprehensive and Easy-To-Use Ultrasound SimulatorDocumento2 páginasCAE The Most Comprehensive and Easy-To-Use Ultrasound Simulatorjfrías_2Ainda não há avaliações
- Aircraft Design Project 2Documento80 páginasAircraft Design Project 2Technology Informer90% (21)
- FST Handbook 2014-Final Copy 1 PDFDocumento382 páginasFST Handbook 2014-Final Copy 1 PDFDelvon DownerAinda não há avaliações