Você também pode gostar
- Tuberias de AguaDocumento73 páginasTuberias de Aguaurbinanet123Ainda não há avaliações
- Area Bruta, Neta y EfectivaDocumento18 páginasArea Bruta, Neta y Efectivaurbinanet123100% (1)
- Resistencia de ColumnasDocumento18 páginasResistencia de Columnasurbinanet123Ainda não há avaliações
- Momento AdmisibleDocumento2 páginasMomento Admisibleurbinanet123Ainda não há avaliações
- Rodamientos Soportes de BridaDocumento24 páginasRodamientos Soportes de Bridahuguio280% (1)
- NTP Gas Natural 111.010 - 2014 - noPWDocumento46 páginasNTP Gas Natural 111.010 - 2014 - noPWIrwing Stuart Campos ZapataAinda não há avaliações
- NTP 111.011 2014Documento74 páginasNTP 111.011 2014Miguel Saavedra88% (33)
- NTP 111.017. Gas Natural Seco - Revision de Cilindros Tipo I para GNVDocumento37 páginasNTP 111.017. Gas Natural Seco - Revision de Cilindros Tipo I para GNVurbinanet123100% (1)
- Tutorial de Sap v15Documento76 páginasTutorial de Sap v15urbinanet123Ainda não há avaliações
- CHARLAS 5 Minutos PREVENCIONISTASDocumento220 páginasCHARLAS 5 Minutos PREVENCIONISTASArquitecto JAMES DAVID ROJAS QUISPE92% (305)
- Compresor de Tornillo Rotativo SSR - M37-160hpDocumento6 páginasCompresor de Tornillo Rotativo SSR - M37-160hpurbinanet123Ainda não há avaliações
- Criterios para El Diseño de Una Cinta Transportadora (Página 2) - Monografias PDFDocumento18 páginasCriterios para El Diseño de Una Cinta Transportadora (Página 2) - Monografias PDFurbinanet123Ainda não há avaliações
- Manual Calculo Redes Agua en EdificacionesDocumento76 páginasManual Calculo Redes Agua en Edificacionessmaring5100% (3)
- CHARLAS 5 Minutos PREVENCIONISTASDocumento220 páginasCHARLAS 5 Minutos PREVENCIONISTASArquitecto JAMES DAVID ROJAS QUISPE92% (305)
- El Proyectista de Estructuras Metalicas - Vol 1Documento273 páginasEl Proyectista de Estructuras Metalicas - Vol 1sacuna4111100% (30)
- MurosDocumento24 páginasMurosevaluador777Ainda não há avaliações
- Edel Navarro, R. - Las Nuevas Tecnologías para El Aprendizaje - Estado Del ArteDocumento20 páginasEdel Navarro, R. - Las Nuevas Tecnologías para El Aprendizaje - Estado Del ArteEdmundo Paredes DíazAinda não há avaliações
- E1 PTAct 1 7 1 DirectionsDocumento4 páginasE1 PTAct 1 7 1 DirectionsDURAN1399Ainda não há avaliações
- Historia Del Timbal SinfónicoDocumento14 páginasHistoria Del Timbal SinfónicoeduardoAinda não há avaliações
- Planificacion ParticipativaDocumento13 páginasPlanificacion ParticipativabloginstitucionalAinda não há avaliações
- Diseño Curricular Gestion LogisticaDocumento67 páginasDiseño Curricular Gestion LogisticaFernando MarquezAinda não há avaliações
- 003 Configuración MicrófonoDocumento27 páginas003 Configuración MicrófonoJAMU19940% (1)
- Manual Usuario Rukan PSAT Bco Mat PDFDocumento15 páginasManual Usuario Rukan PSAT Bco Mat PDFJosé Erazo VegaAinda não há avaliações
- La caída y reinvención de BlackBerryDocumento4 páginasLa caída y reinvención de BlackBerryCatalina Posada Salazar100% (2)
- Adhepiso Tec®Documento1 páginaAdhepiso Tec®Alfredo Cruz100% (1)
- Aplica - Sesión2 - M3.3 11-11-2021Documento3 páginasAplica - Sesión2 - M3.3 11-11-2021jonathanAinda não há avaliações
- Mecanizado Por Arranque de VirutaDocumento9 páginasMecanizado Por Arranque de VirutaHermes MejíaAinda não há avaliações
- Normas de Tomacorrientes CneDocumento13 páginasNormas de Tomacorrientes CneLUISALBERTO06011985Ainda não há avaliações
- Para BolDocumento24 páginasPara BolbalolAinda não há avaliações
- Cultivo arroz impacto medioambienteDocumento2 páginasCultivo arroz impacto medioambientedaniel0% (1)
- Mando HBC Extracto PDFDocumento7 páginasMando HBC Extracto PDFAlfredo Dominguez ArandaAinda não há avaliações
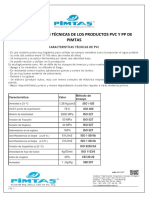
- Hoja Tecnica PimtasDocumento20 páginasHoja Tecnica Pimtasrobinson RAinda não há avaliações
- 8.2.señales de CirculaciónDocumento23 páginas8.2.señales de CirculaciónFABIO SCIELZO ORTIZAinda não há avaliações
- Historia de La Maquina de EscribirDocumento11 páginasHistoria de La Maquina de EscribirYeniCedeñoAinda não há avaliações
- A.I. Radiocomunicaciones Guia de RadiocomunicaciónDocumento24 páginasA.I. Radiocomunicaciones Guia de RadiocomunicaciónAviacion JlpAinda não há avaliações
- RESIDUOS Solidos Residuo Sólido o Desecho.: Piramide en La Gestion de ResiduosDocumento12 páginasRESIDUOS Solidos Residuo Sólido o Desecho.: Piramide en La Gestion de ResiduosMelissa VergaraAinda não há avaliações
- CurpDocumento1 páginaCurpROBERTO GarcíaAinda não há avaliações
- EjerciciosDocumento17 páginasEjerciciosGerO' Fonseca44% (57)
- Z - NKL: Puntatriz de Columna Con Brazo PivotanteDocumento4 páginasZ - NKL: Puntatriz de Columna Con Brazo PivotanteElkin MejiaAinda não há avaliações
- Sitec Abril 09Documento4 páginasSitec Abril 09Guille LRAinda não há avaliações
- 1 Clase Demostrativa IsterDocumento16 páginas1 Clase Demostrativa IsterDiego Jacobo OrtegaAinda não há avaliações
- Arquitectura Tardia de F.L. WRIGHT PDFDocumento28 páginasArquitectura Tardia de F.L. WRIGHT PDFfederico7davide7carnAinda não há avaliações
- Formato de Equipos de Proteccion PersonalDocumento1 páginaFormato de Equipos de Proteccion PersonalDavid Zapata50% (2)
- (CITROEN) Manual de Taller Citroen C6 2005 PDFDocumento222 páginas(CITROEN) Manual de Taller Citroen C6 2005 PDFtatianaAinda não há avaliações
- Proyecto Las VegasDocumento32 páginasProyecto Las VegasVargas LorehannaAinda não há avaliações
- Calculo Lagtime CompletoDocumento10 páginasCalculo Lagtime CompletoFranklin AlmeraAinda não há avaliações
- El lenguaje del cuerpo: Una guía para conocer los sentimientos y las emociones de quienes nos rodeanNo EverandEl lenguaje del cuerpo: Una guía para conocer los sentimientos y las emociones de quienes nos rodeanNota: 4 de 5 estrelas4/5 (49)
- Cómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaNo EverandCómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaNota: 5 de 5 estrelas5/5 (1866)
- Resetea tu mente. Descubre de lo que eres capazNo EverandResetea tu mente. Descubre de lo que eres capazNota: 5 de 5 estrelas5/5 (196)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaNo EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaNota: 5 de 5 estrelas5/5 (200)
- Terapia cognitivo-conductual (TCC) y terapia dialéctico-conductual (TDC): Cómo la TCC, la TDC y la ACT pueden ayudarle a superar la ansiedad, la depresión, y los TOCSNo EverandTerapia cognitivo-conductual (TCC) y terapia dialéctico-conductual (TDC): Cómo la TCC, la TDC y la ACT pueden ayudarle a superar la ansiedad, la depresión, y los TOCSNota: 5 de 5 estrelas5/5 (1)
- Disciplina con amor para adolescentes (Discipline With Love for Adolescents): Guía para llevarte bien con tu adolescente (A Guide for Getting Along Well With Your Adolescent)No EverandDisciplina con amor para adolescentes (Discipline With Love for Adolescents): Guía para llevarte bien con tu adolescente (A Guide for Getting Along Well With Your Adolescent)Nota: 5 de 5 estrelas5/5 (10)
- Psiconeuroinmunología para la práctica clínicaNo EverandPsiconeuroinmunología para la práctica clínicaNota: 5 de 5 estrelas5/5 (4)
- Tu cerebro emocional: Saca partido de lo que sientes y transforma tu vidaNo EverandTu cerebro emocional: Saca partido de lo que sientes y transforma tu vidaNota: 5 de 5 estrelas5/5 (2)
- El poder del optimismo: Herramientas para vivir de forma más positivaNo EverandEl poder del optimismo: Herramientas para vivir de forma más positivaNota: 4.5 de 5 estrelas4.5/5 (15)
- Pensamiento Crítico: Utiliza modelos mentales para desarrollar tomas de decisiones efectivas y habilidades de resolución de problemas. Supera los obstáculos cognitivos y las falacias en los sistemas para pensar con claridad en tu vida cotidiana.No EverandPensamiento Crítico: Utiliza modelos mentales para desarrollar tomas de decisiones efectivas y habilidades de resolución de problemas. Supera los obstáculos cognitivos y las falacias en los sistemas para pensar con claridad en tu vida cotidiana.Nota: 4.5 de 5 estrelas4.5/5 (33)
- Influencia. La psicología de la persuasiónNo EverandInfluencia. La psicología de la persuasiónNota: 4.5 de 5 estrelas4.5/5 (14)
- No desperdicies tus emociones: Cómo lo que sientes te acerca a Dios y le da gloriaNo EverandNo desperdicies tus emociones: Cómo lo que sientes te acerca a Dios y le da gloriaNota: 4.5 de 5 estrelas4.5/5 (11)
- Psicogenealogía: Sanar las heridas del alma y encontrarse a uno mismoNo EverandPsicogenealogía: Sanar las heridas del alma y encontrarse a uno mismoNota: 5 de 5 estrelas5/5 (5)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceNo EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceNota: 5 de 5 estrelas5/5 (8)
- Cómo Conversar Con Cualquier Persona: Mejora tus habilidades sociales, desarrolla tu carisma, domina las conversaciones triviales y conviértete en una persona sociable para hacer verdaderos amigos y construir relaciones significativas.No EverandCómo Conversar Con Cualquier Persona: Mejora tus habilidades sociales, desarrolla tu carisma, domina las conversaciones triviales y conviértete en una persona sociable para hacer verdaderos amigos y construir relaciones significativas.Nota: 5 de 5 estrelas5/5 (54)
- Maneja tus emociones: Curso intensivo de mindfulness y regulación emocionalNo EverandManeja tus emociones: Curso intensivo de mindfulness y regulación emocionalNota: 4.5 de 5 estrelas4.5/5 (140)
- Ansiedad infantil. Los trastornos explicados a los padresNo EverandAnsiedad infantil. Los trastornos explicados a los padresNota: 4.5 de 5 estrelas4.5/5 (25)