Você também pode gostar
- Design Guide Handbook For EN 1996 PDFDocumento46 páginasDesign Guide Handbook For EN 1996 PDFJillian Howard100% (1)
- Hilti OK - SW818 Price Revised 3-6-2013Documento54 páginasHilti OK - SW818 Price Revised 3-6-2013sachin9984Ainda não há avaliações
- Watertank GS PDFDocumento24 páginasWatertank GS PDFManoj RautAinda não há avaliações
- Design Guide Handbook For EN 1996 PDFDocumento46 páginasDesign Guide Handbook For EN 1996 PDFJillian Howard100% (1)
- Investments CitiesDocumento1 páginaInvestments Citiessachin9984Ainda não há avaliações
- Rationalization ServiceDocumento5 páginasRationalization Servicesachin9984Ainda não há avaliações
- Pretensioned Beam Example: CE 437/537, Spring 2011 1 / 15Documento15 páginasPretensioned Beam Example: CE 437/537, Spring 2011 1 / 15Haris AlamAinda não há avaliações
- Column Size For R.C. Frames With High Drift: Sunil S. Mayengbam and S. ChoudhuryDocumento7 páginasColumn Size For R.C. Frames With High Drift: Sunil S. Mayengbam and S. Choudhurysachin9984Ainda não há avaliações
- 2005 ASE Structural JournalDocumento31 páginas2005 ASE Structural Journalsachin9984Ainda não há avaliações
- DT Detail BrochureDocumento16 páginasDT Detail Brochuresachin9984Ainda não há avaliações
- PSbookDocumento92 páginasPSbooksachin9984100% (1)
- Column Size For R.C. Frames With High Drift: Sunil S. Mayengbam and S. ChoudhuryDocumento7 páginasColumn Size For R.C. Frames With High Drift: Sunil S. Mayengbam and S. Choudhurysachin9984Ainda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Quarter 4 Summative Test No. 1 Mga Layunin Code Bahagda N Bilang NG Aytem Kinalalagyan NG BilangDocumento4 páginasQuarter 4 Summative Test No. 1 Mga Layunin Code Bahagda N Bilang NG Aytem Kinalalagyan NG Bilangmichelle milleondagaAinda não há avaliações
- ST7201-Finite Element MethodDocumento14 páginasST7201-Finite Element MethodVishal RanganathanAinda não há avaliações
- Chap006 - Process Selection & Facility Layout-1Documento48 páginasChap006 - Process Selection & Facility Layout-1Ohud AlanaziAinda não há avaliações
- The Joyce of Science - ConclusionDocumento2 páginasThe Joyce of Science - ConclusionAhmadAinda não há avaliações
- Day 4 - Lesson 15 Tuples: Python Mini-Course University of Oklahoma Department of PsychologyDocumento20 páginasDay 4 - Lesson 15 Tuples: Python Mini-Course University of Oklahoma Department of PsychologyhuseyiAinda não há avaliações
- ITECH1000 Assignment1 Specification Sem22014Documento6 páginasITECH1000 Assignment1 Specification Sem22014Nitin KumarAinda não há avaliações
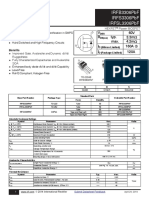
- Irfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADocumento12 páginasIrfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADirson Volmir WilligAinda não há avaliações
- Spare Parts List: Hydraulic BreakerDocumento28 páginasSpare Parts List: Hydraulic BreakerTeknik MakinaAinda não há avaliações
- A Tutorial On Spectral Sound Processing Using Max/MSP and JitterDocumento16 páginasA Tutorial On Spectral Sound Processing Using Max/MSP and Jittertramazio0% (1)
- Exploring Music ContentsDocumento370 páginasExploring Music ContentsRoby SamboraAinda não há avaliações
- Wavetek Portable RF Power Meter Model 1034A (1499-14166) Operating and Maintenance Manual, 1966.Documento64 páginasWavetek Portable RF Power Meter Model 1034A (1499-14166) Operating and Maintenance Manual, 1966.Bob Laughlin, KWØRLAinda não há avaliações
- Sap SCM TrainingDocumento5 páginasSap SCM TrainingGLOBAL TEQAinda não há avaliações
- Practice Question ElectricityDocumento3 páginasPractice Question ElectricityIvan SetyawanAinda não há avaliações
- Fenomenos SuperficieDocumento2 páginasFenomenos SuperficieSimón CalderaAinda não há avaliações
- 1.project FullDocumento75 páginas1.project FullKolliparaDeepakAinda não há avaliações
- Relay Maintenance and Testing: BenefitsDocumento2 páginasRelay Maintenance and Testing: BenefitsojoladapoAinda não há avaliações
- Solved - Which $1,000 Bond Has The Higher Yield To Maturity, A T...Documento4 páginasSolved - Which $1,000 Bond Has The Higher Yield To Maturity, A T...Sanjna ChimnaniAinda não há avaliações
- Fitting Fundamentals: For SewersDocumento21 páginasFitting Fundamentals: For SewersLM_S_S60% (5)
- Index Terms LinksDocumento31 páginasIndex Terms Linksdeeptiwagle5649Ainda não há avaliações
- Nursing Research Lecture 4aDocumento26 páginasNursing Research Lecture 4asyamsul anwarAinda não há avaliações
- Optimization of Decarbonization On Steel IndustryDocumento28 páginasOptimization of Decarbonization On Steel Industrymsantosu000Ainda não há avaliações
- ADO NET Tutorial - 16Documento18 páginasADO NET Tutorial - 16Fenil Desai100% (1)
- Ex450-5 Technical DrawingDocumento12 páginasEx450-5 Technical DrawingTuan Pham AnhAinda não há avaliações
- Stellar Evolution SimulationDocumento2 páginasStellar Evolution Simulationncl12142Ainda não há avaliações
- Latihan Matematik DLP Minggu 1Documento3 páginasLatihan Matematik DLP Minggu 1Unit Sains Komputer MRSM PendangAinda não há avaliações
- SV Concepts PLK PDFDocumento276 páginasSV Concepts PLK PDFPoojashree LRAinda não há avaliações
- 3yr-Astro-Properies of StarsDocumento35 páginas3yr-Astro-Properies of StarsBharath V YAinda não há avaliações
- Engine Performance Data at 1500 RPM: QSK 1 Cummins IncDocumento4 páginasEngine Performance Data at 1500 RPM: QSK 1 Cummins IncBalariniRetífica100% (1)
- Ug CR RPTSTDDocumento1.014 páginasUg CR RPTSTDViji BanuAinda não há avaliações