Escolar Documentos
Profissional Documentos
Cultura Documentos
Guide For Vessel
Enviado por
tutuionutTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Guide For Vessel
Enviado por
tutuionutDireitos autorais:
Formatos disponíveis
Guide
for
Vessel Sizing
.
0 Certified
ISSUE DATE DESCRIPTION BY CHKD APPD
ID. NO.
O:\QSYSDOC\GPIT008.DOC
SHEET
1 of 19
DOC.NO.
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
2 of 40
DOC
Table of Contents
1. Scope .................................................................................................................................... 4
2. Introduction .......................................................................................................................... 4
3. Selection Criteria for Vapor-Liquid Separators .................................................................... 4
3.1 Orientation of the Vessel............................................................................................................. 4
3.2 Feed Inlet ..................................................................................................................................... 5
3.2.1 Inlet Nozzle ......................................................................................................................................... 5
3.2.2 Inlet device .......................................................................................................................................... 5
3.3 Internals ....................................................................................................................................... 6
3.4 Vessel Head ................................................................................................................................. 7
4. Design Criteria for Vapor / Liquid Separators ..................................................................... 7
4.1 Definition of Levels .................................................................................................................... 7
4.2 Vertical Vessels........................................................................................................................... 8
4.2.1 Diameter of a Vertical Vessel .............................................................................................................. 8
4.2.2 Height of a Vertical Vessel .................................................................................................................. 8
4.3 Horizontal Vessels .................................................................................................................... 10
4.3.1 Size of a Horizontal Vessel ............................................................................................................... 10
4.3.2 Feed Inlet Device for Horizontal Vessels .......................................................................................... 13
Either a 90 elbow, or a half-open pipe can be used as inlet device for a horizontal vessel. A 90 elbow is
preferred as they are easier to fabricate. The following requirements are applicable for 90 elbow inlets: ... 13
- The diameter of the elbow must be the same as the nozzle diameter........................................................ 13
4.3.3 Boot ................................................................................................................................................... 13
4.4 Additional Criteria .................................................................................................................... 15
4.4.1 Degassing .......................................................................................................................................... 15
4.4.2 Foaming ............................................................................................................................................. 16
4.5 Sizing of Nozzles ...................................................................................................................... 16
4.5.1 Feed Inlet Nozzle ............................................................................................................................... 16
4.5.2 Vapor Outlet Nozzle .......................................................................................................................... 16
4.5.3 Liquid Outlet Nozzle ......................................................................................................................... 17
4.5.4 Manway ............................................................................................................................................. 17
4.5.5 Vents and Drains ............................................................................................................................... 17
4.5.6 Nozzle Identification ......................................................................................................................... 18
4.6 Mist Eliminators ........................................................................................................................ 18
4.6.1 Sizing of Demister Pads .................................................................................................................... 18
4.6.2 Demister in Vertical Vapor / Liquid Separators ................................................................................ 19
5. Design of Liquid / Liquid Separators ................................................................................. 19
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
3 of 40
DOC
5.1 Liquid-Filled Separators............................................................................................................ 20
5.2 Liquid-Liquid Separators with Vapor Compartment ................................................................ 21
6. Computer Programs ............................................................................................................ 23
6.1 Depsep ....................................................................................................................................... 23
6.2 Separator ................................................................................................................................... 23
6.3 Excel Functions ......................................................................................................................... 23
6.3.1 Horizontal Vessel Liquid Volume ..................................................................................................... 23
6.3.2 Horizontal Vessel Liquid Level ......................................................................................................... 23
6.3.3 Vertical Vessel Liquid Volume ......................................................................................................... 24
6.3.4 Vertical Vessel Liquid Level ............................................................................................................. 24
6.3.5 Segmental Area from Elevation ......................................................................................................... 24
7. Appendices ......................................................................................................................... 24
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
4 of 40
DOC
1. Scope
This document shall be used for the process design of vessels, however, for specific
projects, these design rules may be superseded or modified by client requirements.
Applicable design rules for a specific project shall be specified in the Design Basis
and / or the General Information and Instructions (GII) for the project.
2. Introduction
In general the function of a vessel in a process unit is to either provide hold-up time
or to make a separation between the various phases of a mixed process stream. In this
design guide rules are given for the dimensioning of vessels, which are used for the
separation of mixed process streams. They can be divided into two categories:
- Vapor / liquid separators, which are used to separate the vapor and liquid part of
a mixed stream.
- Liquid / liquid separators, which are used to separate the two liquid phases of a
mixed stream.
For both types of separators the design rules will be given in this design guide.
3. Selection Criteria for Vapor-Liquid Separators
The configuration of a vapor/liquid separator depends on a number of factors. Before
making a vessel design one has to decide on the configuration of the vessel with
respect to among others:
- Orientation
- Type of feed inlet
- Type of internals
- Type of heads
Factors that help to make the chioce between the various alternatives are discussed in
this chapter.
3.1 Orientation of the Vessel
The selection of the orientation of a gas-liquid separator depends on several factors.
Both vertical and horizontal vessels have their advantages. Depending on the
application one has to decide on the best choice between the alternatives.
Advantages of a vertical vessel are:
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
5 of 40
DOC
- a smaller plot area is required (critical on offshore platforms)
- it is easier to remove solids
- liquid removal efficiency does not vary with liquid level because the area in the
vessel available for the vapor flow remains constant
- generally the vessel volume is smaller
Advantages of a horizontal vessel are:
- it is easier to accommodate large liquid slugs;
- less head room is required;
- the downward liquid velocity is lower, resulting in improved de-gassing and foam
breakdown;
- additional to vapor / liquid separation also a liquid / liquid separation can be
achieved (e.g. by installing a boot).
The preffered orientation for a number of typical vapor / liquid separation
applications are:
Application Preferred orientation
Reactor Effluent Separator (V/L) Vertical
Reactor Effluent Separator (V/L/L) Horizontal
Reflux Accumulator Horizontal
Compressor KO Drum Vertical
Fuel Gas KO Drum Vertical
Flare KO Drum Horizontal
Condensate Flash Drum Vertical
Steam Disengaging Drum Horizontal
3.2 Feed Inlet
3.2.1 Inlet Nozzle
The feed nozzle size and the type of feed inlet device (if any) have an impact on the
vapor / liquid separation that can be achieved. The feed nozzle is normally sized to
limit the momentum of the feed. The limitation depends on whether or not a feed
inlet device is installed.
3.2.2 Inlet Device
Various inlet devices are available to improve the vapor / liquid separation. Among
others the following inlet devices may be installed:
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
6 of 40
DOC
- A deflector baffle
- A slotted tee distributor
- A half-open pipe
- A 90 elbow
- A tangential inlet with annular ring
- A schoepentoeter
For verticla drums, preferably a deflector baffle or a half open pipe shal be selected.
In case of a slug flow regime in the inlet piping, or if a high liquid separation
efficiency is required, a tangential inlet nozzle with annular ring can be used.
However, in case a high liquid removal efficiency is required, the application of a
wire mesh demister is preferred.
For horizontal drums normally a 90 elbow or a slotted diverter is installed. In some
cases a submerged inlet pipe is installed, but this shall not be done in the case of a
two-phase feed.
Normally the selected inlet device for a horizontal drum shall be:
- a 90 elbow or a slotted diverter in case of an all liquid or vapor-liquid feed
- a submerged pipe when the feed is a subcooled liquid and the mixing of liquid
and blanket gas is to be minimized
- two 90 elbow inlets in case of high vapor loads
3.3 Internals
After passing through the feed inlet, the vapor stream will still contain liquid in the
form of droplets. The maximum soze of these entrained droplets depends on the
vapor upflow velocity. A separation device can reduce this entrainment significantly.
Wire mesh demister are the most commonly used as separation device. They are used
for two reasons:
- To minimize entrainment
- Of the drum services having such a requirement, suction drum for reciprocating
compressors are the most notable examples
- To reduce the size of a vessel
- The allowable vapor velocity in a drum can be increased significantly by using a
wire mesh demister. So, when sizing is governed by vapor-liquid separation
criteria, this will result in a smaller diameter of the vessel
Major disadvantages of wire mesh demister are:
- They are not suitable for fouling services
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
7 of 40
DOC
- Their liquid removal decreases significantly at reduced throughput
Although the size of the vessel often can be reduced by applying a wire mesh
demister, there are also many services where there is normally no demister installed.
Reflux accumulators, for example, seldom have mist eliminators.
There are several other types of mist eliminators such as vanes, cyclones, and fiber
beds. They are used when conditions are not favorable for wire mesh screens.
Selection criteria for these types of internals are the required efficiency, capacity,
turndown, ratio, maximum allowable pressure drop and fouling resistance. These
types however will not be further addressed in this design guide.
3.4 Vessel Head
Most vessels have 2:1 elliptical heads, welded to the shell of the vessels. However, in
some cases other types of heads are used. The major alternatives are:
- Flat heads
- In case of small vertical vessels (diameter less than approximately 30) often a
flaged top head is used, which also serves to provide access to the vessel.
Depending on the pressure rating, this type of head can either be flat or elliptical,
and shall be selected in consultation with the mechanical engineer
- Hemispherical heads
- A hemispherical head should be considered for an extremely large, high-pressure
vessel
- A dished head be considered in the case of a large diameter, low-pressure vessel
4. Design Criteria for Vapor / Liquid Separators
4.1 Definition of Levels
In the sizing of vessels the the proper definition of hold-up time and liquid levels is
important. For the design of vessels the following shall be used:
Liquid hold-up time Working volume between High Liquid Level
(HLL) and Low Liquid Level (LLL)
HLL Upper end of the control span
LLL Lower end of the control span
HLA High Level Alarm, normally at 90% of the control span
LLL Low Level Alarm, normally at 10% of the control span
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
8 of 40
DOC
4.2 Vertical Vessels
4.2.1 Diameter of a Vertical Vessel
The design of a vapor-liquid separator is based on the terminal settling velocity of a
liquid droplet of specified size, settling under the influence of gravity. This velocity
is given by:
v
v l
v
v l P
K
C
gD
v
=
1 1
3
) ( 4
(4.1)
where
v
1
terminal settling velocity (m/s),
l
liquid density (kg/m
3
),
v
vapor density (kg/m
3
),
D
p
droplet diameter (m),
g gravitational constant (9.81 m/s
2
),
C dimensionless drag coefficient,
K
t
separation factor, or gas handling capacity )m/s
2
.
The vapor handling capacity (K
t
) depends on the type of service of the vessel.
Typical values are:
Application K
t
Horizontal KO drum 0.25 fps 0.08 m/s
Vertical KO drum without demister 0.15 fps 0.05 m/s
Vertical KO drum with demister 0.25 fps 0.08 m/s
Flare KO drum (essentially dry vapor) 0.25 m/s
Flare KO drum (wet vapor) 0.10 m/s
The separator shall be large enough to handle the gas flow rate under the most severe
process conditions. For systems, which have a foaming tendency, sugh as glycol and
amine solutions, a derating factor of 0.7 0.8 shall be used for K
t
. A derating factor
of 0.7 0.8 shall also be used for compressor suction knockout drums.
See paragrap 4.6 for the sizing of the demister mat.
4.2.2 Height of a Vertical Vessel
The total vessel height is the sum of the following contributions:
1. The height required for the Low Liquid Level (LLL)
The level instrument determines the LLL. For mechanical reasons, the nozzel of this
instrument should be at least 150 mm above the bottom tangent line. The level
instrument requires an additional 50 mm. Therefore the LLL is about 200 mm above
the bottom TL of a vessel. In case of doubt the instrument engineer shall be consulted
on the minimum required LLL.
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
9 of 40
DOC
2. The height required for the liquid hold-up
The liquid hold-up is defined as the volume between the High Liquid Level (HLL)
and the Low Liquid Level (LLL). This volume consists of the standard hold-up plus
additional volume in case of slug or trip-alarm levels. Typical hold-up times are:
Service Recommended hold-up
Feed to distillation column, reactor, heater 5-15 min.
Reflux vessel 3-5 min.
Flare KO drum 20-30 min.
Condensate Flash drum 3-5 min.
Fuel gas KO drum 1)
1) As a minimum a Fuel Gas KO drum shall be sized to contain a slug of liquid
equivalent to the content of 6 mtr inlet piping.
If slugs of liquid can be expected, additional volume shall be provided to ensure that
the required vapor / liquid separation can still be achieved.
3. The clearance between the High Liquid Level and the inlet nozzle.
The clearance between the HLL and the inlet nozzle shall be 0.3 times the vessel
diameter, with a minimum of 0.3 m.
4. The diameter of the inlet nozzel.
The diameter of the inlet device depends on the inlet flow and on the type of inlet
device. See section 4.5.1 for the sizing criteria of the inlet nozzle.
5. The clearance between the inlet device and the top TL.
The required clearance between the inlet nozzle and the top TL depends on the presence
of a demister.
- Without a demister the clearance shall be 0.7 times the vessel diameter with a
minimum of 0.9 m.
- With a demister the clearance shall be:
0.45 times the vessel diameter, with a minimum of 0.9 m to the demister, plus, 0.1 m
for the demister, plus
0.15 times the vessel diameter, with a minimum of 0.15 m for the clearance between
the demister and the top TL
The sizing is for a vertical vessel with and without a demister is summarized in figure
4.1.
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
10 of 40
DOC
4.3 Horizontal Vessels
4.3.1 Size of a Horizontal Vessel
The calculation of the diameter and the length of a horizontal vessel can not be
separated. The cross-section area of the vapor space is based on a maximum
allowable vapor velocity given by equation 4.1. The sizing of a horizontal vapor /
liquid separator is based on a trial-and-error method. The sizing method consists of
the following steps:
1. Calculate the required liquid volume (V
Liq
) based on the selected liquid dold-up
time. The liquid is given by:
VL
iq
=
Liq
V, Liq
where:
VL
iq
the liquid volume for hold-up (m
3
)
Liq
the liquid hold-up (s)
V, Liq
the liquid volumetric flow rate (m
3
/s)
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
11 of 40
DOC
Figure 4.1
2. As a first estimate, assume that the liquid volume is 60 % of the total volume.
Select an L/D ratio and calculate the vessel diameter. The vessel diameter is given
by:
D =
( )
3
1
6 . 0
4
1
|
|
|
.
|
\
|
D
L
V
Liq
t
(4.3)
where:
D the diameter of the vessel (m),
L/D the ratio between the length and the diameter (-).
If there are no other factors, which determine the L/D ratio of a vessel, the design
pressure is normally used to select this ratio. Recommended L/D ratioss are:
Vessel design pressure (Barg) Recommended L/D
0<P
design
<17 2.5
17< P
design
<35 3.0 4.0
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
12 of 40
DOC
P
design
<35 4.0 6.0
3. Select the Low Liquid Level (LLL). Typically the LLL is set at 0.2 m, but it shall
be checked with the mechanical engineer whether is feasible. Calculate the cross-
section area is given by:
( )
t
2
sin
=
Tot
LLL
A
A
, and
|
.
|
\
|
=
2
cos 1
2
1
D
H
LLL
(4.4)
where:
A
LLL
the cross-sectional area below the LLL (m
2
);
A
Tot
the cross-sectional area of the vessel, D
2
(m
2
)
the angle between the center and the liquid-vapor
interface at the vessel surface (-)
H
LLL
the height of the low liquid level (m)
In Excel a special function is available for this calculation.
4. Calculate the total cross-sectional area required for the liquid by adding to the
cross-sectional area below the LLL the area required for the liquid hold-up. The
total liquid cross-sectional area is given by:
A
Tot, Liq
= A
LLL
+
L
V
Liq
(4.5)
5. Calculate the HLL, using similar formulas as in step 4, or the special function in
Excel. Determine the remaining vapor cross-sectional area.
6. Calculate maximum allowable vapor velocity using
v
max
= K
t
v
v l
(4.6)
where:
v
max
maximum vapor velocity (m/s),
l
liquid density (kg/m
3
),
v
vapor density (kg/m
3
),
K
t
separation factor or gas handling
capacity (m/s).
For horizontal vessels K
t
shall be taken as 0.25 fps (0.08 m/s).
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
13 of 40
DOC
7. Check the actual vapor velocity.
Based on the vapor space above the HLL, the actual vapor space must be
calculated and compared against the maximum allowable vapor velocity. In case
of a large required vapor area, two vapor inlet nozzles shall be considered,
thereby reducing the required vapor space by 50 %.
Based on the application some additional criteria aply:
A. Limitations on HLL
The HLL shall not be higher than 80 % of the diameter with a minimum heigh of
the vapor space of 0.3 m. If a demister is installed, the minimum height of the
vapor space is 0.6 m.
B. Space for inlet device
The vapor space must be sufficiently high to accommodate the feed inlet device.
At least 150 mm shall be available between the bottom of the inlet device and
the HLL .
4.3.2 Feed Inlet Device for Horizontal Vessels
Either a 90 elbow, or a half-open pipe can be used as inlet device for a horizontal
vessel. A 90 elbow is preferred as they are easier to fabricate. The following
requirements are applicable for 90 elbow inlets:
- The diameter of the elbow must be the same as the nozzle diameter.
- An impingement baffle should be installed opposite to the elbow to protect the
drum shell. The baffle diameter should be twice the inlet nozzle diameter. A
thickness of for the baffle plate is recommended.
- The minimum distance between the elbow and the HLL is 150 mm (6).
- The elbow should be installed as close as possible to the tangent line considering
reinforcement and fabrication requirements (150 mm).
- Short radius elbows shall be used with 3 straight pipe inside the drum.
4.3.3 Boot
When there is a chance that the liquid contains some water or other immiscible fluid
a boot can be provided to collect the heavier fluid phase. A boot will only be selected
if the following criteria are satisfied:
- De-oiling of the heavy liquid phase is not important
- The ratio of the volumetric flow rates of the heavy and light liquid phase is
smaller than 0.2
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
14 of 40
DOC
In all other cases overflow/underflow weirs shall be used for proper liquid/liquid
separation.
The sizig of the boot diameter shall satisfy the following criteria:
- The boot diameter shall not be more than 0.5 times the vessel diameter
- the minimum boot diameter depends on the diameter of the vessel and shall be
as listed below:
Vessel Diameter (mm) Min. Boot Diameter (mm)
D < 900 300
900<D<1400 400
D>1400 500
- The aheavy liquid draw-off velocity shall not exceed 80% of the rising velocity of
the light liquid. Because of the small size of the droplets, in most cases the Stokes
law can be applied to calculate the rising velocity of the droplets. This results in:
( )
c
l h d
d
D g
v
q
=
2
18
(4.7)
where
v
d
rising velocity of the droplet (m/s)
g gravitational constant (9.81 m/s
2
)
D
d
the droplet diameter (m)
l
the density of the light liquid phase (kg/m
3
)
v
the density of the heavy liquid phase (kg/m
3
)
c
the dynamic viscosity of the continuous phase (Pa s)
The following criteria for droplet diameter (D
d
) of the light phase are recommended:
Density (kg/m
3
) Droplet diameter (m)
>850 125 (0.0005 inch)
<850 90 (0.0003 inch)
Moreover, the design settling velocity should be limited to 10 inch per minute even if
a higher rate is calculated.
The length of a boot shall be based on the following criteria:
- Typically, allow about 5 minutes hold up for the heavy phase
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
15 of 40
DOC
- The length of the boot (i.e the distance between the bottom of the vessel and the
bottom tangent line of the boot) should be at least 900 mm to allow a proper
interface level control and to accommodate all the nozzles for the control
instruments
- The low liquid level for the liquid-liquid interface should be 200 mm above the
bottom tangent line. The high liquid level should be 200 mm below the bottom of
the vessel. This results in a distance between the low and high level of the liquid-
liquid interface of at least 500 mm
Additional vessel requirements when providing a boot:
- The light liquid phase outlet shall extend 100 to 150 mm above the bottom of the
vessel, and be equipped with a vortex breaker
- The light liquid phase outlet shall be located downstream of the boot and as close
as possible to the tangent line of the vessel
- The boot shall be located on the opposite side from the inlet, as close as possible
to the tangent line. The distance is not determined by process reasons, but by the
saddle support. Therefore, contact with the mechanical department is required
4.4 Additional Criteria
4.4.1 Degassing
When good degassing of liquid is required, the dimensioning of the vessel shall also
satisfy criteria for the separation of gas bubbles out of the liquid phase. Because of
the small size of the bubbles, in most liquids the Stokes law can be applied to
calculate the rising velocity of the bubbles. This results in:
( )
q
v l v
v
D g
v
=
2
18
(4.8)
where
v
v
rising velocity of the bubble (m/s)
g gravitational constant (9.81 m/s
2
)
D
v
the bubble diameter (m)
l
the density of the light liquid (kg/m
3
)
v
the density of the vapour (kg/m
3
)
the dynamic viscosity of the liquid (Pa s)
It is generally assumed that proper liquid degassing is achieved when bubbles of 200
micron and larger are removed. In this case formula 4.8 can be simplified to:
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
16 of 40
DOC
( )
q
v l
v
x v
=
8
10 2 . 2
(4.9)
For vertical vessels it shall be ensured that the downward liquid velocity in the vessel
doesnt exceed the calculated rising velocity of the bubbles.
For horizontal vessels it shall be ensured that the residence time below the low liquid
level will allow the selected minimum size bubble to travel the distance between the
vessel bottom and the loe liquid level.
4.4.2 Foaming
In case the handled has a tendency to foam, the design shall take this into
consideration. Although is no solid basis to do so, the following can be used as a
guide:
- For horizontal vessels, add the height of the foam above the high liquid level, to
allow for the reduced vapor space for vapor/liquid disengagement. (typically 0.3
mtr or 1 ft)
- For vertical vessels, Shell limits the downwards liquid velocity to:
( )
q
v l
l
x v
=
4
10 4 . 1 (4.10)
4.5 Sizing of Nozzles
4.5.1 Feed Inlet Nozzle
The internal nozzle diameter may be taken equal to that of the feed pipe, but also the
following momentum criteria shall be satisfied:
No inlet device:
2
m m
v < 1000 (4.11)
Half open pipe:
2
m m
v < 1500 (4.12)
Where:
m
the density of the mixture (M
G
+ M
L
) / (Q
G
+ Q
L
) (kg/m
3
)
v
m
the velocity of the mixture (Q
G
+ Q
L
) / (1/4H D
2
) (m/s)
Other momentum criteria are applicable for high vacuum units or other units where
the inlet velocity can be very high because of the low gas density.
4.5.2 Vapor Outlet Nozzle
The diameter of the gas nozzlet should normally be equal to that of the outlet pipe,
but also the following criterion shall be satisfied:
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
17 of 40
DOC
2
G G
v
< 3750
where:
G
the vapor density (kg/m
3
)
v
G the
vapor velocity (m/s)
In High Vacuum Units this criterion may result in a high outlet velocity, leading to a
pressure drop which is too high. In that case, the gas outlet nozzle shall be sized such
that the pressure drop requirements between column and downstream system are met.
4.5.3 Liquid Outlet Nozzle
The diameter of the outlet nozzle shall be chosen in relation to the outlet line size
selected, and is often based on a liquid velocity of 1 m/s. As liquid circulating above
the liquid outlet nozzle may result in vortex formation, design shall include measures
to avoid this. This can be done in two ways:
- Above adequate liquid height above the outlet nozzle. For checking the required
minimum liquid height above the outlet nozzle see graphs in Appendix I.
- Install a vortex breaker
- Normally vortex breakers are provided on outlet nozzles that serve as outlet to
pump.
4.5.4 Manway
The size of a manway is usually 24, unless internal devices require larger size for
installation. If the vessel diameter is 30 or less, a flaged head may be considered in
stead of a manway. For mechanical reasons, manway should be smaller that one-half
of the vessel inside diameter.
4.5.5 Vents and Drains
As defined in the Engineering Guide for the Preparation of Engineering Floe
Diagrams (BN-EG-UE208), para 5.2.4 the size of vents and drains on vessels shall
be:
Vessel volume Drain Connection Vent Connection
Up to 17 m3 2 2
17 to 200 m3 3 3
200 to 400 m3 3 4
400 to 700 m3 4 6
700 m3 and above 6 8
Additional to vents and drains vessels may be provided with steam out and utility
connections. Normally these connections are 2:.
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
18 of 40
DOC
4.5.6 Nozzle Identification
If not specifically defined for the project, the nozzles on a vessel shall be identified as
follows:
Process nozzles N1, N2, N3 etc.
Instrument nozzles K1, K2, K3, etc., where multiple nozzles for a single
instrument shall be identifiedK1A\B\C etc
Manways M1, M2 etc.
Relief Valves RV1, RV2 etc.
Vents V1, V2 etc.
Drains D1, D2 etc.
Steam out connections SO
Utility connections UC
4.6 Mist Eliminators
In case a high liquid separation efficiency is required, a mist eliminator can be
installed to ensure the removal of smaller liquid droplets. Also a mist eliminator can
be installed to reduce the size of a vertical vapor/liquid separator. Normally a
demister pad is installed as mist eliminator.
Important: In case a vessel is provided with a demister pad, the relief valve
protecting the vessel shall be mounted upstream of the demister pad to
reduce the change of blockage in the relief valve inlet and to reduce
pressure drop.
4.6.1 Sizing of Demister Pads
The demister pad is sized based on a maximum allowable vapor velocity through the
pad, given by vendor rules. A typical sizing rule for demister pads is given by
equation 4.13 however for separators operating under vacuum conditions vendor
information shall be consulted.
v
v l
t
K v
=
max
(4.13)
where:
v
max
Maximum vapor velocity through the demister (m/s),
l
liquid density (kg
/
m
3
),
v
vapor density
(kg
/
m
3
),
K
t
separation factor, typically 0.11 m/s (0.35 fps).
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
19 of 40
DOC
The demister thickness is normally 100 mm or 4.
4.6.2 Demister in Vertical Vapor / Liquid Separators
For vertical vessels the following applies for the use of demister pads.
Horizontally installed demister pads:
- The minimum clearance between the top of the vessel and the demister pad is the
larger of 12 or half the length of the longer side of the pad.
- The design of the vessel remains the same as for a horizontal vessel without mist
eliminator, except for the minimum length, which is not specified from inlet to
outletnozzle but from inlet to demister pad.
- In case separation efficiency of the vessel should be very high, two vertical and
one horizotal demister can be installed in the vapor phase. The vessel requires an
inlet nozzle at each end, terminated by an elbow or a half-open pipe, and one
vapor outlet nozzle at the center of the vessel. This setup reduces the required
cross-sectional vapor area by 50%. However, with small low-pressure vessels, the
savings from the smaller diameter may be offset by the cost of the vertical
demisters and the extra inlet.
For vertically installed demister pads:
- The minimum thickness of the demister pad is 6.
- The demister pad should extend from the top of the vessel to 0.1 m above the
bottom. The area between the mat and the bottom of the vessel shall allow free
pasage of liquid.
- The distance between the inlet device and the front face of the demister mat shall
be at least 0.6 m or 0.5 times the vessel diameter D.
Typical cleint rules for this distance are:
SHELL: The distance shall be at least D.
EXXON: The verticla demister shall be located immediately downstream of the inlet
nozzle.
- The distance between the downstream side of the outlet nozzle and the rear face of
the demister mat shall be at least 0.5D.
5. Design of Liquid / Liquid Separators
Normally, liquis / liquid separation is achieved in a horizontal vessel, providing
adequate residence time to properly separate the required droplet size from both the
liquid phases.
- Completely filled vessels with liquid draw-off via nozzles at the top and bottom
of the vessel
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
20 of 40
DOC
- Vessels also providing vapor space, with overflow and underflow baffles, which
are separating the liquid / liquid separation compartment from compartments for
liquid draw-off
The former type of separators is used when there is no chance of vapor formation,
while the latter is used when there is a chance of vapor formation.
Rules for the design of calescor type liquid / liquid separators, where the separation is
enchaced by internals (e.g. plate packs, wire mesh), are not given in this design
guide. Design rules for this type of separator shall be based on vendor information.
5.1 Liquid-Filled Separators
The sizing of a liquid filled liquid / liquid separator is based on the required
residence time for:
- separating small droplets of light fluid from the heavy phase fluid
- separating small droplets of heavy fluid from the light phase fluid
Based on the type of application, one of the two above metioned criteria may be
skipped.
The sizing of this type of liquid / liquid separators is based on trial end error and
requires the following steps:
1. Select vessel dimensions and interface levels (min. and max.)
Initial vessel dimensions can be selected based on an overall liquid residence
time, e.g. 15 minutes. Initial high and low rface levels can be selected to get a
hold-uptime for both phases, with the interface at the normal level.
2. Calculate the droplet settling velocity for both phases
Because of the small size of the droplets , in most cases the Stokes law ca nbe
applied to calculate the settling velocity of the droplets. This results in:
( )
c
l h d
d
D g
v
q
=
2
18
(5.1)
where
V
d
settling velocity of the droplet
g ravitational constant (9.81 m/s
2
)
D
d
the droplet diameter (m)
h
the density of the heavy fluid
(kg/m
3
)
l
the
density of the light fluid (kg/m
3
)
c
the dynamic viscosity of the continuous phase (Pa s)
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
21 of 40
DOC
3. Calculate the required residence time for both phases
The required residence time must be calculated for both phases, to allow the selected
droplet size to travel between the interface and the top or bottom of the vessel. These
residence times must be compared with the actual residence time of both phases at
the interface. Because of the shape of the vessel, it is required to check the required
residence time of both phases against the actual at various interface levels, e.g. the
low and high interface level.
Based on the outcome of the calculations a new set of (high and low) interface levels
Cn be selected, or a new size vessel.
5.2 Liquid-Liquid Separators with Vapor Compartment
A liquid / liquid separator with a vapor compartment is well known, and often used
as the accumulator of an ejector based vacuum system. The sizing of these horizontal
vessels includes the sizing based on vapor / liquid separation as described before and
the sizing of the liquid / liquid separation. In this section only the sizing for liquid /
liquid separation is discussed. In case there is only a very small amount of vapor
flowing through the vessel, the High Level shall be taken at max. 80% of the
diameter of the vessel.
The liquid / liquid separators with a vapor compartment have three liquid
compartments, one for the liquid / liquid separation and one for the hold-up of the
separated light and heavy phase. These compartments are separated by overflow and
underflow baffles, which ensure a proper hold up time of the two phases in the
separating compartment.
Also the sizing of this type of liquid / liquid separator is based on trial and error and
requires the following steps:
1. Select vessel dimensions
Initial vessel dimensions can be selected based on an overall liquid residence
time, e.g. 15 minutes wit a HLL at 80% of the vessel diameter.
2. Select the heavy phase overflow baffle height and calculate the resulting
interface.
By selecting the height of the heavy phase overflow baffle the liquid / liquid interface
can be calculated based on a pressure balance, using the following equation:
H
1
x
h
= H
h
x
h
+ (H
2
-H
h
) x
l
where:
H
1
the height of the heavy phase overflow baffle
H
2
the height of the light phase overflow baffle
H
h
the height of the heavy phase in the separation compartment
h
the density of the heavy fluid
(kg/m
3
)
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
22 of 40
DOC
l
the
density of the light fluid (kg/m
3
)
As a starting value for H
1
take it approximately 200 mm below H
2
.
3. Position the baffles
The overflow baffles must be positioned to get adequate hold in the overflow
compartments for proper control of the outgoing fluid. Normally a hold up of
approximately this shall be checked to minimize pressure drop.
The distance between heavy phase underflow and overflow normally is 200 mm,
however this shall be checked to minimize pressure drop.
4. Check the liquid / liquid separation
To check the liquid / liquid separation the droplet dettling velocity for both phases
must be calculated. Because of the small size of the droplets, in most cases the
Stokes law can be applied to claculate the settling velocity of the droplets. This
results in:
( )
c
l h d
d
D g
v
q
=
2
18
(5.2)
where
v
d
settling velocity of the droplet (m/s)
g gravitational constant (9.81 m/s
2
)
D
d
the droplet diameter (m)
h
the density of the heavy fluid (kg/m
3
)
l
the density of the light fluid (kg/m
3
)
c
the dynamic viscosity of the continuous phase (Pa s)
Based on the calculated interface level and settling velocities the required residence
time for the light and heavy fluid must be calculated and compared with the actual
residence times.
Based on the outcome og the calculations some of the assumed values have to be
adjusted. In case there are only minor differences between the actual and required
residence time, adjustment of the overflow and underflow baffles (in height and / or
location) will be sufficient, in the case of larger differences, the overall size of the
vessel will have to be adjusted.
Because of the fixed overflow baffles, the interface level will change with changes in
fluid densities. As this affects the separation, the design shall be checked for possible
changes in these densities. For the same reason it is recommended to have the top of
the heavy fluid overflow baffle adjustable (e.g. +/- 100 mm).
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
23 of 40
DOC
5. Check vapor / liquid separation
As a final check on the dimensions, the vapor / liquid separation must be checked
based on the vapor residence time and settling velocity of the light fluid droplets to
be removed from the vapor.
6. Computer Programs
Various computer applications have been developed for the sizing of vapor / liquid
separators. These are:
6.1 Depsep
This program has been developed to size vapor / liquid separators based on the
Shell rules, as defined in Shell DEP no. 31.22.05.11-Gen. Of February 1991.
The program is located on the network L drive, in the directory
L/Process/Bbvprog/Depsep.235. The program can be started from this directory.
A typical output is given in Appendix IV.
6.2 Separator
This program, originally a Lotus 123 spreadsheet, has been developed to size vapor /
liquid separators based on Badger and Shell rules, as defined in the Badger
Standard Data Book, section 7.1 of July 1976 and Shell DEP no. 31.22.05.11-Gen. of
February 1991. The program is now available as a standard Excel template.
Some typical outputs are given in Appendix V.
6.3 Excel Functions
In Excel a number of special functions have been developed to calculate vessel
characteristics. Among other the folowing functions have been developed:
6.3.1 Horizontal Vessel Liquid Volume
Calculates the volume of liquid in a horizontal vessel based on vessel diameter,
vessel length, liquid level and type of head.
6.3.2 Horizontal Vessel Liquid Level
Calculates the liquid level in a horizontal vessel based on:
- Vessel Diameter
- Vessel Length
- Liquid Volume
- Type of Head
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
24 of 40
DOC
6.3.3 Vertical Vessel Liquid Volume
Calculates the volume of liquid in a vertical vessel based on:
- Vessel Diameter
- Vessel Length
- Liquid Level
- Type of Head
6.3.4 Vertical Vessel Liquid Level
Calculates the liquid level in a horizontal vessel based on:
- Vessel Diameter
- Vessel Length
- Liquid Volume
- Type of Head
6.3.5 Segmental Area from Elevation
Calculates the cross sectional area of a horizontal vessel below a given level based
on:
- Vessel diameter
- Level height
7. Appendices
I Graphs
II Typical Vessel Calculations
III Typical Data Sheet
IV DEPSEP Output
V SEPARATOR Output
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
25 of 40
DOC
Typical Vessel Calculations
PROCESS CALCULATION
GENERAL
Title Demo Project Design Guides
Client Design Guide Signature AGO
Unit Vapor / liquid separation Location Nowhere
Design of a vertical vapor / liquid separator
Liquid Vapor
Flow 20000 12000 kg/hr Note Bold numbers are input values
Density 650 3.5 kg/m
3
Volume 30.77 3428.57 m3/hr
Selected vessel configuration No demister
No inlet device
VESSEL DIAMETER
Selected K value 0.15 fps
0.0457 m/s
Max. vapor velocity 0.62 m/s
Min. cross sectional area 1.53 m2
Min. diameter 1.40 m Use 1.400 mtr
VESSEL HEIGHT
Step 1 Set the Low Liquid Level
LLL
Step 2 Set the height for liquid hold-up
Required liquid hold-up 5 min.
2.56 m3
LLL->HLL 1.67 mtr Use 1.700 mtr
Step 3 Set clearance HLL to inlet nozzle
1 Min. distance 0.3 mtr
2 0.3 x diam. 0.42 mtr Use 0.420 mtr
Step 4 Inlet nozzle
Sizing basis inlet nozzle:rho v
2 1000
rho mix 9.25 kg/m3
v
2 108.10
v 10.40 m/s
Total volume 3495.34 m3/hr
0.96 m3/s
Amin nozzle 0.092 m2
Dmin 0.343 Use 0.356 mtr
Step 5 Inlet nozzle to Top TL
1 Min. distance 0.9 m
2 0.7 x diam. 0.98 m Use 1.000 mtr
Total TL to TL diastance 3.676 mtr
Use Vessel TL / TL 3.700 mtr
Vessel diameter 1.400 mtr
Nozzle sizes
Feed nozzle 14 inch minimum
Vapor outlet nozzle
Sizing basis: rho v
2 3750
rho vapor 3.50 kg/m3
v
2 1071.43
v 32.73 m/s
Total volume 3428.57 m3/hr
0.95 m3/s
Amin nozzle 0.029 m2
Dmin 0.192 mtr Use 8 inch
Liquid outlet nozzle
Sizing basis: v max 1 m/s
Total volume 30.77 m3/hr
0.01 m3/s
Amin nozzle 0.009 m2
Dmin 0.104 mtr Use 5 inch
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
26 of 40
DOC
PROCESS CALCULATION
GENERAL
Title Demo Project Design Guides
Client Design Guide Signature AGO
Unit Vapor / liquid separation Location Nowhere
Design of a horizontal vapor / liquid separator
Liquid Vapor
Flow 20000 12000 kg/hr Note Bold numbers are input values
Density 650 3.5 kg/m
3
Volume 30.77 3428.57 m3/hr
Vessel configuration No demister
No inlet device
Step 1 Required volum for liquid hold-up
Required liquid hold-up 5 min.
2.56 m3
Step 2 Set the diameter and L/D ratio
HLL as percentage of diameter 50.00 % (estimate)
Selected L/D 2.5
Vessel diameter 1.377 m tr Use 1.500 mtr
Vessel TL/TL 3.443 mtr Use 3.750 mtr
Step 3 Set the Low Liquid Level
LLL 0.2 mtr
Area below LLL 0.14 m2
Step 4 Calculate required area below HLL
Area required for liquid hold up 0.68 m2
Area required below HLL 0.82 m2
Step 5 Calculate required HLL for liquid hold up
HLL required for liquid hold up 0.710 mtr
Step 6 Calculate the allowable vapor velocity
Selected K value 0.25 fps
0.0762 m/s
Max. vapor velocity 1.04 m/s
Step 7 Calculate the actual vapor velocity based on HLL
Area available above HLL 0.94 mtr
Actual vapor velocity 1.01 m/s
Nozzle sizes
Sizing basis inlet nozzle: rho v2 1500 (half open pipe)
rho mix 9.25 kg/m3
v2 162.16
v 12.73 m/s
Total volume 3459.34 m3/hr
0.96 m3/s
Amin nozzle 0.075 m2
Dmin 0.310 mtr Use 14 inch
Vapor outlet nozzle
Sizing basis: rho v2 3750
Rho vapor 3.50 kg/m3
v2 1071
v 32.73 m/s
Total volume 3428.57 m3/hr
0.95 m3/s
Amin nozzle 0.029 m2
Dmin 0.192 mtr Use 8 inch
Liquid outlet nozzle
Sizing basis: v max 1 m/s
Total volume 30.77 m3/hr
0.01 m3/s
Amin nozzle 0.009 m2
Dmin 0.104 mtr Use 5 inch
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
27 of 40
DOC
PROCESS CALCULATION
GENERAL
Title Demo Project Design Guides
Client Design Guide Signature AGO
Unit Vapor /Liquid / Liquid separation Location Nowhere
Design of a horizontal vapor / liquid separator
Liquid Vapor
Flow 20000 12000 kg/hr Note Bold numbers are input values
Density 650 3.5 kg/m
3
Volume 30.77 3428.57 m3/hr
Vessel configuration No demister
No inlet device
Step 1 Required volum for liquid hold-up
Required liquid hold-up 5 min.
2.56 m3
Step 2 Set the diameter and L/D ratio
HLL as percentage of diameter 50.00 % (estimate)
Selected L/D 2.5
Vessel diameter 1.377 m tr Use 1.500 mtr
Vessel TL/TL 3.443 mtr Use 3.750 mtr
Step 3 Set the Low Liquid Level
LLL 0.2 mtr
Area below LLL 0.14 m2
Step 4 Calculate required area below HLL
Area required for liquid hold up 0.68 m2
Area required below HLL 0.82 m2
Step 5 Calculate required HLL for liquid hold up
HLL required for liquid hold up 0.710 mtr
Step 6 Calculate the allowable vapor velocity
Selected K value 0.25 fps
0.0762 m/s
Max. vapor velocity 1.04 m/s
Step 7 Calculate the actual vapor velocity based on HLL
Area available above HLL 0.94 mtr
Actual vapor velocity 1.01 m/s
Nozzle sizes
Sizing basis inlet nozzle: rho v2 1500 (half open pipe)
rho mix 9.25 kg/m3
v2 162.16
v 12.73 m/s
Total volume 3459.34 m3/hr
0.96 m3/s
Amin nozzle 0.075 m2
Dmin 0.310 mtr Use 14 inch
Vapor outlet nozzle
Sizing basis: rho v2 3750
Rho vapor 3.50 kg/m3
v2 1071
v 32.73 m/s
Total volume 3428.57 m3/hr
0.95 m3/s
Amin nozzle 0.029 m2
Dmin 0.192 mtr Use 8 inch
Liquid outlet nozzle
Sizing basis: v max 1 m/s
Total volume 30.77 m3/hr
0.02 m3/s
Amin nozzle 0.009 m2
Dmin 0.104 mtr Use 5 inch
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
28 of 40
DOC
PROCESS CALCULATION
GENERAL
Title Demo Project Design Guides
Client Design Guide Signature AGO
Unit Vapor /Liquid / Liquid separation Location Nowhere
Design of a horizontal liquid / liquid separator
Light fluid Heavy fluid
Flow 50000 50000 kg/hr
Density 650 880 kg/m
3
Viscosiy 0.0004 0.0009 Pa s
Volume 76.9 56.8 m3/hr
Step 1 Select vessel dimensions and interface levels (min. and max.)
Volume for 11 min. hold up 24.5 m3
2.5
D min 2.32 mtr Use 2.3 mtr
L min 5.80 mtr 5.8 mtr
Volume for 3 min. hold up of largest flow 3.85 m3
HIL selected 1.28 mtr Volume below HIL 15.64 m3
NIL selected 1.15 mtr Volume below NIL 13.64 m3
LIL selected 1.02 mtr Volume below LIL 11.64 m3
Volume between LIL and HIL 4.00 m3
Step 2 Calculate the droplet settling velocity for both phases
Droplet to be separated 100 micron
0.01 mtr
light fluid heavy fluid
droplet droplet
Settling velocity 1.31914E-03 3.1306E-03 m/s
Check on Reynolds 0.10 0.69
Step 3 Calculate the required residence time for both phases
Residence time continuous phase required at Low Interface Level 733 409 sec
Actual residence time continuous phase 738 603 sec
Residence time continuous phase required at Normal Interface Level 827 367 sec
Actual resicende time continuous phase 864 509 sec
Residence time continuous phase required at High Interface Level 920 326 sec
Actual residence time continuous phase 991 416 sec
Note: Bold numbers are input values
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
29 of 40
DOC
Step 4 Check the liquid / liquid separation
Separation compartment
Volume below light fluid overflow baffle 12.72 m3
Volume below interface 10.33 m3
Light fluid volume in separation compartment 2.39 m3
Heavy fliud volume in separation compartment 10.33 m3
Droplets to be separated 100 micron
0.0001 mtr
light drop heavy drop
Settling velocity 2.1173E-03 4.7639E-03 m/s
Check on Reynolds 0.15 1.19
Travelling distance 1.58 0.34 mtr
Residence time continuous phase required 745 72 sec
Actual residence time continuous phase 744 112 sec
Step 5 Check vapor / liquid separation
Settling velocity light phase droplet in vapor 0.87 m/s
Travelling distance (top of vessel to light fluid overflow baffle) 0.48 mtr
Residence time vapor phase required 0.55 sec
Actual residence time 232 sec
Note: Bold numbers are input values
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
30 of 40
DOC
PROCESS DATA SHEETS FOR:
B211
Benzeen Destillaat Vat
UNIT: 1100
CLIENT: BASF - Antwerp
PROJECT: 2215.20
LOCATION: Antwerp - Belgium
CLIENT REF.: 1696
This document contains proprietary information belonging to Washington Group International its parent and/or affili ated companies and shall
be used only for the purpose for which it was supplied. It shall not be copied, reproduced or otherwise used, nor shall such information be
furnished in whole or in part to others, except in accordance with the terms of any agreement under which it was supplied or with the prior
written consent of Washington Group International and shall be returned upon request.
CLIENT
BASF
0 16/01/2002 Certified
ISSUE DATE DESCRIPTION BY CHKD APPD
ID. NO.
Washington Group
Romania S.R.L.
SHEET
1 of 5
DOC.NO.
2215-PDS-MS1102
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
31 of 40
DOC
Process Data sheet for: TOWER / VESSEL / REACTOR
B211
CASE1 Controlling: Yes
1
2
OPERATING / MECHANICAL DATA
3 Service Benzeenkolom Reflux Vat
4 Orientation Horizontal
5 Description DRUM Units
6 Average liquid density 716 kg/m
3
7 Operating temepratures - max. / normal / min. 161 C
8 Operating pressure - max. / normal / min. 6.3 bar(g)
9 - normal / min. vac. conditions mbar(a)
10 Design temperature, max. min. 200 C
11 Design pressure, internal 12 bar(g)
12 Design vacuum condition, pressure / temperature 500 120 mbar(a) C
13 Steam-out condition, pressure / temerature 9 180 bar(g) C
14 Pressure drop over trays / packing bar
15 Packing type
16 Packing bulk density kg/m
3
17 Number / height per packed bed
mm
18 Total packed height mm
19 Trays, type
20 Trays, number / spacing mm
21 Total operating liquid volume, trays / packing m
3
22 Tracing type / min. holding temperature C
23 Hazardous service Benzane
24 Sour service / wet H2S severity category
25 Special service conditions
26 Max. H2 partial pressure bar(g)
27 Max. H2S partial pressure bar(g)
28 Inside diameter of shell 3400 mm
29 Length between tangent lines 9000 mm
30 Type of heads Korbbogen
31 Insulation type Fire protection
32 Stress relieve for process reasons No
33 Max. liquid volume, bottom 41 m
3
34
MATERIAL SPECIFICATION / GENERAL
35
36 Shell Killed CS
37 Internal cladding
38 Internals, removable
39
40 Corrosion allowance, internal / external 1.0 mm
41 Corrosion allowance, removable internals mm
42 Internal cllading / weld overlay mm
43 Internal coating
44 Internal refractory lining mm
45
46
47
48
49
50
51
52
NOTES
53
54
55
56
57
58
59
60
61
ID. NO.
SHEET
2 of 5
DOC.NO.
2215-PDS-MS1102
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
32 of 40
DOC
Process Data sheet for: TOWER / VESSEL / REACTOR
B211
CASE1 Controlling: Yes
1
2
OPERATING / MECHANICAL DATA
3 Service Benzeenkolom Reflux Vat
4 Orientation Horizontal
5 Description DRUM Units
6 Average liquid density 716 kg/m
3
7 Operating temepratures - max. / normal / min. 161 C
8 Operating pressure - max. / normal / min. 6.3 bar(g)
9 - normal / min. vac. conditions mbar(a)
10 Design temperature, max. min. 200 C
11 Design pressure, internal 12 bar(g)
12 Design vacuum condition, pressure / temperature 500 120 mbar(a) C
13 Steam-out condition, pressure / temerature 9 180 bar(g) C
14 Pressure drop over trays / packing bar
15 Packing type
16 Packing bulk density kg/m
3
17 Number / height per packed bed
mm
18 Total packed height mm
19 Trays, type
20 Trays, number / spacing mm
21 Total operating liquid volume, trays / packing m
3
22 Tracing type / min. holding temperature C
23 Hazardous service Benzane
24 Sour service / wet H2S severity category
25 Special service conditions
26 Max. H2 partial pressure bar(g)
27 Max. H2S partial pressure bar(g)
28 Inside diameter of shell 3400 mm
29 Length between tangent lines 9000 mm
30 Type of heads Korbbogen
31 Insulation type Fire protection
32 Stress relieve for process reasons No
33 Max. liquid volume, bottom 41 m
3
34
MATERIAL SPECIFICATION / GENERAL
35
36 Shell Killed CS
37 Internal cladding
38 Internals, removable
39
40 Corrosion allowance, internal / external 1.0 mm
41 Corrosion allowance, removable internals mm
42 Internal cllading / weld overlay mm
43 Internal coating
44 Internal refractory lining mm
45
46
47
48
49
50
51
52
NOTES
53
54
55
56
57
58
59
60
61
ID. NO.
SHEET
3 of 5
DOC.NO.
2215-PDS-MS1102
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
33 of 40
DOC
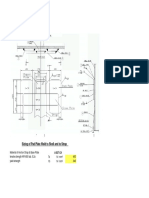
Process Data sheet for: TOWER / VESSEL / REACTOR B211
1
Mark Service Size Remarks
2 PROCESS CONNECTIONS
3
4 A1 Inlet 500 Hall open pipe with open end
5 A2 Pump Min. Flows 200
6 A4 PSV discharge 250
7 B1 Reflux Outlet 300 Vortex breaker
8 B2 Product Outlet 500 Vortex breaker
9 B3 Vapor Out 150
10 D Drain 80
11 E Equalizing Line 50
12 SO Steam Out 50
13 V Vent 80
14 INSTRUMENT CONNECTIONS
15
16 L1 Level gauge
17 L2 Level gauge
18 L3 Level Control
19 L4 Level Control
20 P1 Pressure Control
21 P2 Pressure Gauge
22 OTHER CONNECTIONS
23
24 M Manhole 600
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
NOTES
53
54
55
56
57
58
59
60
61
ID. NO.
ISSUE
-F
SHEET
4 of 5
DOC.NO.
2215-PDS-MS1102
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
34 of 40
DOC
Process Data sheet for: TOWER / VESSEL / REACTOR
B211
CASE1 Controlling: Yes
1
REMARKS
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
ID. NO.
ISSUE
-F
SHEET
5 of 5
DOC.NO.
2215-PDS-MS1102
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
35 of 40
DOC
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
36 of 40
DOC
DEPSET Output
DEPSET, Gas/Liquid Separator Design (v. 1.11) BADGER B.V.
SIGN : AGO
TITLE : Nowhere
SUBJECT : Separating vapor & liquid
DATE : 01-Aug 2000 TIME : 11.35 AM
JOB NO : Design Gu
UNIT : V-1000
SHEET : 1 of 2
VESSEL CONFIGURATION:
Horizontal vessel
No inlet device
No demister
Flowmargin 0%
Eliptical vessel heads
De-foaming is not required
De-degassing is not required
PROCESS DATA: Vapor
Mass flow [kg/s] 3.33
Volume flow [m3/s] 0.9514
Density [kg/m3] 3.50
Viscosity [cP] 0.001
Slug volume
Required liquid holdup for control purposes
Liquid Water Mixed
5.56 0.00 8.89
0.0086 0.0000 0.9600
650.00 967.00 9.26
0.100
0.0 m3 (0 s holdup)
300 s (5.00 min)
PROGRAM DEFAULTS: LZA(LL)
Minimum distances [m]
Intervention time [s]
Required Length / Diameter
LA(L) LA(H) LZA(HH) FOAM
0.200 0.000 0.000 0.000
0 0
2.500 -
NOZZLES: Inlet
Nominal diameter used [inch] 16.0
Required accord. DEP [inch] 16.0
Inside diameter [m] 0.381
Outside diameter [m] 0.406
Velocity [m/s] 8.42
Calc. rho*vel2 [Pa] 657
Max. rho*vel2 [Pa] 1000
Pressure drop [kPa] 0.33
Total pressure drop is 1.00 kPa
Vapor Liquid
8.0 5.0
8.0 5.0
0.203 0.128
0.219 0.141
29.48 0.66
3041
3750
0.67
LIQUID DROPLET IN VAPOR:
Max. liquid droplet diam. 36 micron
Max. liquid droplet diam. 37 micron
At low level, LA(L)
At high level, LA(H)
!! WARNING ARE PRINTED ON SHEET 2 !!
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
37 of 40
DOC
DEPSET, Gas/Liquid Separator Design (v. 1.11) BADGER B.V.
SIGN : AGO
TITLE : Nowhere
SUBJECT : Separating vapor & liquid
DATE : 01-Aug 2000 TIME : 11.35 AM
JOB NO : Design Gu
UNIT : V-1000
SHEET : 1 of 2
VESSEL CONFIGURATION:
Horizontal vessel
No inlet device
No demister
Flowmargin 0%
Eliptical vessel heads
De-foaming is not required
De-degassing is not required
PROCESS DATA: Vapor
Mass flow [kg/s] 3.33
Volume flow [m3/s] 0.9514
Density [kg/m3] 3.50
Viscosity [cP] 0.001
Slug volume
Required liquid holdup for control purposes
Liquid Water Mixed
5.56 0.00 8.89
0.0086 0.0000 0.9600
650.00 967.00 9.26
0.100
0.0 m3 (0 s holdup)
300 s (5.00 min)
PROGRAM DEFAULTS: LZA(LL)
Minimum distances [m]
Intervention time [s]
Required Length / Diameter
LA(L) LA(H) LZA(HH) FOAM
0.200 0.000 0.000 0.000
0 0
2.500 -
NOZZLES: Inlet
Nominal diameter used [inch] 16.0
Required accord. DEP [inch] 16.0
Inside diameter [m] 0.381
Outside diameter [m] 0.406
Velocity [m/s] 8.42
Calc. rho*vel2 [Pa] 657
Max. rho*vel2 [Pa] 1000
Pressure drop [kPa] 0.33
Total pressure drop is 1.00 kPa
Vapor Liquid
8.0 5.0
8.0 5.0
0.203 0.128
0.219 0.141
29.48 0.66
3041
3750
0.67
LIQUID DROPLET IN VAPOR:
Max. liquid droplet diam. 36 micron
Max. liquid droplet diam. 37 micron
At low level, LA(L)
At high level, LA(H)
!! WARNING ARE PRINTED ON SHEET 2 !!
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
38 of 40
DOC
DEPSET, Gas/Liquid Separator Design (v. 1.11) BADGER B.V.
SIGN : AGO
TITLE : Nowhere
SUBJECT : Separating vapor & liquid
DATE : 01-Aug 2000 TIME : 11.35 AM
JOB NO : Design Gu
UNIT : V-1000
SHEET : 1 of 2
VESSEL CONFIGURATION:
Horizontal vessel
No inlet device
No demister
Flowmargin 0%
Eliptical vessel heads
De-foaming is not required
De-degassing is not required
PROCESS DATA: Vapor
Mass flow [kg/s] 3.33
Volume flow [m3/s] 0.9514
Density [kg/m3] 3.50
Viscosity [cP] 0.001
Slug volume
Required liquid holdup for control purposes
Liquid Water Mixed
5.56 0.00 8.89
0.0086 0.0000 0.9600
650.00 967.00 9.26
0.100
0.0 m3 (0 s holdup)
300 s (5.00 min)
PROGRAM DEFAULTS: LZA(LL)
Minimum distances [m]
Intervention time [s]
Extra distance BTL-LZA (LL) for mounting of
LA(L) LA(H) LZA(HH) FOAM
0.200 0.000 0.000 0.000
0 0
levelgauge nozzle is 0.000 m.
NOZZLES: Inlet
Nominal diameter used [inch] 16.0
Required accord. DEP [inch] 16.0
Inside diameter [m] 0.381
Outside diameter [m] 0.406
Velocity [m/s] 8.42
Calc. rho*vel2 [Pa] 657
Max. rho*vel2 [Pa] 1000
Pressure drop [kPa] 0.33
Total pressure drop is 1.00 kPa
Vapor Liquid
8.0 5.0
8.0 5.0
0.203 0.128
0.219 0.141
29.48 0.66
3041
3750
0.67
VESSEL HEIGHT:
High level LZA(HH)
X1 (LZA(HH) inlet)
X2 (OD inlet)
X3 (inlet top)
Used DEP default
1.900 m
0.420 m 0.420 m
0.406 m 0.406 m
1.260 m 1.260 m
!! WARNING ARE PRINTED ON SHEET 2 !!
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
39 of 40
DOC
DEPSET, Gas/Liquid Separator Design (v. 1.11) BADGER B.V.
SIGN : AGO
TITLE : Nowhere
SUBJECT : Separating vapor & liquid
DATE : 01-Aug 2000 TIME : 11.35 AM
JOB NO : Design Gu
UNIT : V-1000
SHEET : 1 of 2
MAXIMUM DROPLET SIZES: at LA (H)
Liquid in vapor outlet [micron] 112
at LA (L)
112
RESULTS:
Volumetric gas load factor
Maximum allowable gas load factor
Min. vessel cross-sectional area for gas flow
Liquid control volume between LA (L) and LA (H)
Selected diameter 1.400 m
Cros-sect. Area 1.539 m2
Gas cap height 2.086 m
Vessel volume 6.85 m3
Vessel H / D 2.847 -
Vessel height 3.986 m
Holdup LZA (HH) 342 s
0.070 m3/s
0.070 m/s
1.000 m2
2.617 m3
SIZING CRITERIA [m]
Gas handling capacity : 1.128
Liquid de-gassing : N.A.
Liquid de-foaming : N.A.
Normal level 1.050 m
CONTROL LEVELS:
LZA(LL)
USED:
Distance [m] 0.200
Level [m] 0.200
Incremental holdup [s] 36
Cumulative holdup [s] 36
MINIMUM REQUIRED: (from DEP)
Distance [m] 0.200
Level [m] 0.200
Incremental holdup [s] 0
Cumulative holdup [s] 0
LA(L) LA(H) LZA(HH) WITH FOAM
0.000 1.700 0.000 0.000
0.200 1.900 1.900 1.900
0 306 0
36 342 342
0.000 0.000 0.000 0.000
0.200 0.200 0.200 0.200
0 300 0
0 300 300
WARNINGS:
The selected diameter is not equal to the minimum diameter provided
The Shell DEP prefers an inlet device for vertical vessels
The selected diameter and/or level distances are not optimal
SEPARATOR Output
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
40 of 40
DOC
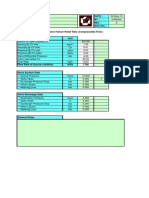
PROCESS CALCULATION
VAPOR / LIQUID SEPARATOR DESIGN
Title Process Design Guide Project B0030
Client RE & C Signature AEO
Unit U100 Location The Hague, Netherlands
Item Name Vapor Liquid Separator Item number MS-101
Flows and properties
Vapor Liquid
2)
Water
2)
Mass flow rate 12000 20000 kg/h
Density 3.5 650 kg
Viscosity 0.001 1 cP
Vessel sizing and design
Estimates for preliminary sizing:
Orientation Vertical L/D 2.5 -
Demister Yes LLL from TL 200 mm
Inlet device Yes HLL from TL 600 mm
Head type Eliptical Hold-up LLL-HLL 5 min
Water droplet Micron
Inlet nozzle v
2
1500 kg/m.s2 (max, default = 1500)
Vapor Out v
2
3750 kg/m.s2 (max, default = 3750)
Liq. Out velocity 1 m/s (max, default = 1)
Minimum Diameter calculated from estimates: Minimum Length calculated from estimates:
Based on: Based on:
Vap/Liq. Sep. 1082 mm Hold-up LLL+HLL 3696 mm
Hold-up LLL+HLL 1478 mm
Water droplet size - mm
Degassing
922 mm
Defoaming 1519 mm
Selected dimensions User selected dimensions
Diameter 1550 mm Change: 1400 mm (1400 mm used)
Height 3900 mm Change: mm (3900 mm used)
LLL 310 mm Change: 200 mm (200 mm used)
HLL 930 mm Change: 1900 mm (1900 mm used)
Results from selected dimensions
Vessel dimensions summary:
Hold-up LLL+HLL 5.1 min Selected Diameter: 1400 mm
Total Volume 6.7 m
3
Selected Length: 3900 mm
L/D Calculated: 2.79 -
Liquid Velocity 0.01 m/s
Vapor Velocity 0.62 m/s
Selected LLL 200 mm
K-value Calcd 0.15 ft/s (=0.05 m/s) Selected HLL 1900 mm
Max 0.25 ft/s (=0.08 m/s) HLL Feed 443 mm (minimum)
Feed Demister 900 mm (minimum)
Demister size 100 mm (used)
Demister - TTL 222 mm (minimum)
Droplets/Bubbles:
Liquid in Vapor 118 Micron (no demister)
Vapor in Liquid 126 Micron
Water in Liquid - Micron Feed nozzle
14 inch (= 336.6 mm)
Vapour out nozzle 8 inch (= 202.7 mm)
Pressure drop 0.01 bar Liquid 5 inch (= 128.2 mm)
Notes:
1) Reference: BADGER Standard Databook Section 7.1 (July 1976) and Design Vessel Sizing (August 2000)
2) The Water phase is reffered to only as 2
nd
liquid phase. In case of e.g. a steam drum, use Liquid phase column for water data
PROCESS CALCULATION
ID. NO.
E:\01.Docs\Books\Guide for vessel.doc
ISSUE
1
SHEET
41 of 40
DOC
VAPOR / LIQUID SEPARATOR DESIGN
Title Process Design Guide Project B0030
Client RE & C Signature AEO
Unit U100 Location The Hague, Netherlands
Item Name Vapor Liquid Separator Item number MS-101
Flows and properties
Vapor Liquid
2)
Water
2)
Mass flow rate 12000 20000 kg/h
Density 3.5 650 kg
Viscosity 0.001 1 cP
Vessel sizing and design
Estimates for preliminary sizing:
Orientation Horizontal L/D 2.5 -
Demister None LLL from TL 200 mm
Inlet device None HLL from TL 600 mm
Head type Eliptical Hold-up LLL-HLL 5 min
Water droplet Micron
Inlet nozzle v
2
1500 kg/m.s2 (max, default = 1500)
Vapor Out v
2
3750 kg/m.s2 (max, default = 3750)
Liq. Out velocity 1 m/s (max, default = 1)
Minimum Diameter calculated from estimates: Minimum Length calculated from estimates:
Based on: Based on:
Vap/Liq. Sep. 1406 mm Hold-up
LLL+HLL
4094 mm
Hold-up LLL+HLL 1638 mm
Water droplet size 730 mm
Degassing
575 mm
Defoaming 851 mm
Selected dimensions User selected dimensions
Diameter 1650 mm Change: 1600 mm (1600 mm used)
Length 4200 mm Change: mm (4200 mm used)
LLL 200 mm Change: 300 mm (300 mm used)
HLL 600 mm Change: 800 mm (800 mm used)
Results from selected dimensions
Vessel dimensions summary:
Hold-up LLL+HLL 6.9 min Selected
Diameter:
1600 mm
Total Volume 9.5 m
3
Selected Length: 4200 mm
L/D Calculated: 2.63 -
Liquid Velocity 0.01 m/s
Vapor Velocity 0.95 m/s
Selected LLL 300 mm
K-value Calcd 0.23 ft/s (=0.07 m/s) Selected HLL 800 mm
Max 0.25 ft/s (=0.08 m/s) HLL Feed Vert. Vessel only
Feed Top TL Vert. Vessel only
Vert. Vessel only
Vert. Vessel only
Droplets/Bubbles:
Liquid in Vapor 33 Micron (no demister)
Vapor in Liquid 68 Micron
Water in Liquid - Micron Feed nozzle
14 inch (= 336.6 mm)
Vapour out
nozzle
8 inch (= 202.7 mm)
Pressure drop 0.01 bar Liquid 5 inch (= 128.2 mm)
Notes:
1) Reference: BADGER Standard Databook Section 7.1 (July 1976) and Design Guidelline Vessel Sizing (August 2000)
2) The Water phase is reffered to only as 2
nd
liquid phase. In case of e.g. a steam drum, use Liquid phase column for water data
Você também pode gostar
- Valve Sizing SelectionDocumento15 páginasValve Sizing SelectionbariAinda não há avaliações
- FRP Flange DesignDocumento29 páginasFRP Flange DesignSubhadip RoyAinda não há avaliações
- PID Check ListDocumento6 páginasPID Check ListArunachalam KaliyaperumalAinda não há avaliações
- Pipeline Pressurisation & de Pressurisation CalculationDocumento4 páginasPipeline Pressurisation & de Pressurisation Calculationhatakerobot50% (2)
- PIP pnsc0035 Steam Tracing SpecificationDocumento57 páginasPIP pnsc0035 Steam Tracing Specificationsenthilkumar rangaraj100% (1)
- Coil Heat CalculationDocumento2 páginasCoil Heat CalculationTarmana Antt100% (1)
- Datasheet For Side Entry MixerDocumento4 páginasDatasheet For Side Entry Mixervinoj chandranAinda não há avaliações
- PSV Sizing Report (Fire Case)Documento7 páginasPSV Sizing Report (Fire Case)Elias EliasAinda não há avaliações
- Norsok Standard Process SystemsDocumento131 páginasNorsok Standard Process SystemsJohnAinda não há avaliações
- Calculating Stresses PDFDocumento55 páginasCalculating Stresses PDFpilotte7Ainda não há avaliações
- TQ - Air Fin Cooler (CS) - ModificationDocumento6 páginasTQ - Air Fin Cooler (CS) - ModificationAvinash ShuklaAinda não há avaliações
- Toyo - Heat Exchanger-1Documento70 páginasToyo - Heat Exchanger-1alokbdas100% (1)
- API 2000 7th Summary of Changes From 6thDocumento6 páginasAPI 2000 7th Summary of Changes From 6thRicoAinda não há avaliações
- How To Size Piping For Pump-Discharge ConditionsDocumento8 páginasHow To Size Piping For Pump-Discharge Conditionssateesh chand100% (5)
- Tech. Spec. For Heat ExchangersDocumento5 páginasTech. Spec. For Heat Exchangerssanjay421Ainda não há avaliações
- Sizing of The Feed Nozzles For Gas-Liquid Separator - Industrial Professionals - CheresourcesDocumento5 páginasSizing of The Feed Nozzles For Gas-Liquid Separator - Industrial Professionals - CheresourcesJavierAinda não há avaliações
- Training on Flare Systems Design and RegulationsDocumento93 páginasTraining on Flare Systems Design and Regulationssada sivaAinda não há avaliações
- Estimating Costs of Shell and Tube Heat ExchangersDocumento12 páginasEstimating Costs of Shell and Tube Heat Exchangershwang2Ainda não há avaliações
- 2 Phase Horizontal Flow Line Sizing Cal-AUHDocumento15 páginas2 Phase Horizontal Flow Line Sizing Cal-AUHMike DukasAinda não há avaliações
- Process Design Basis Unit 107: NGL FractionationDocumento17 páginasProcess Design Basis Unit 107: NGL Fractionationmohsen ranjbarAinda não há avaliações
- Vortex-Breaking PDFDocumento7 páginasVortex-Breaking PDFZeroRecoAinda não há avaliações
- Routine Is Based On API 521 Recommended Practice For Sizing of Relief KO DrumsDocumento3 páginasRoutine Is Based On API 521 Recommended Practice For Sizing of Relief KO DrumsMohamed Sayed AbdoAinda não há avaliações
- Flare BloDocumento14 páginasFlare BloKalyana AyyaswamyAinda não há avaliações
- Calculate Vent Sizing for Storage TanksDocumento5 páginasCalculate Vent Sizing for Storage TanksSteve WanAinda não há avaliações
- Glycol Dehydration Unit English LetterDocumento4 páginasGlycol Dehydration Unit English LetterRaulCamachoAinda não há avaliações
- PT Synergy Engineering: WarningsDocumento1 páginaPT Synergy Engineering: Warningsokky wddAinda não há avaliações
- Piping Design and Plant LayoutDocumento44 páginasPiping Design and Plant LayoutVp Singh RawatAinda não há avaliações
- Tank shell thickness calculationsDocumento5 páginasTank shell thickness calculationsHuzefaFDAinda não há avaliações
- Optimize Flare System DesignDocumento8 páginasOptimize Flare System DesignVinothrajaAinda não há avaliações
- Agitated Vessel Heat Transfer (K.J. Carpenter)Documento9 páginasAgitated Vessel Heat Transfer (K.J. Carpenter)Clarence AG Yue100% (2)
- Flame ArresterDocumento2 páginasFlame ArresterAariz KhanAinda não há avaliações
- The Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeDocumento3 páginasThe Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeSrihari KodimelaAinda não há avaliações
- Input From Simulation Result From Table or Chart AssumptionDocumento31 páginasInput From Simulation Result From Table or Chart AssumptionMohamed Mamdouh AbdelHameed100% (1)
- Control Valve Failure Relief Rate - Gas ServiceDocumento3 páginasControl Valve Failure Relief Rate - Gas ServiceSaeid Rahimi Mofrad100% (1)
- DJM-MBA-PCS-CA-018 LPG On-Spec Storage REV-BDocumento3 páginasDJM-MBA-PCS-CA-018 LPG On-Spec Storage REV-BDIANTOROAinda não há avaliações
- Standard Specification 3-26-2: 1. GeneralDocumento2 páginasStandard Specification 3-26-2: 1. Generalhlagos123Ainda não há avaliações
- GP-06!01!01 TEMA Type Shell-And-Tube HeatDocumento23 páginasGP-06!01!01 TEMA Type Shell-And-Tube HeatFrancesco AvogadroAinda não há avaliações
- Unit Operations Thumb RulesDocumento9 páginasUnit Operations Thumb RuleshibhavuAinda não há avaliações
- 761-V-103 (Vessel With Demister), PDFDocumento1 página761-V-103 (Vessel With Demister), PDFAlvin SmithAinda não há avaliações
- Venting CalculationDocumento14 páginasVenting CalculationValen MaselaAinda não há avaliações
- Process Engineering Agitation MixingDocumento164 páginasProcess Engineering Agitation MixingManoj BAinda não há avaliações
- Calculation of a Gas-Liquid Separator Flash Drum DesignDocumento2 páginasCalculation of a Gas-Liquid Separator Flash Drum DesignCan YıldırımAinda não há avaliações
- Automation Engineering Practice For Pressure Definitions: AEP-32e 13 January 2010Documento25 páginasAutomation Engineering Practice For Pressure Definitions: AEP-32e 13 January 2010arraziy fauzanAinda não há avaliações
- PECO Filters PDFDocumento12 páginasPECO Filters PDFG.SWAMI100% (1)
- (E-104) Air Cooled Heat Exchangers - Rev1 PDFDocumento13 páginas(E-104) Air Cooled Heat Exchangers - Rev1 PDFmihir_jha2Ainda não há avaliações
- Heat Exchanger Sizing E-7010 #1Documento2 páginasHeat Exchanger Sizing E-7010 #1Luis Enrique Leyva OvalleAinda não há avaliações
- EQUIPMENT DATA SHEET FOR DUAL POLARITY DESALTERS 1P21-DE-0471 AND 1P21-DE-0472Documento11 páginasEQUIPMENT DATA SHEET FOR DUAL POLARITY DESALTERS 1P21-DE-0471 AND 1P21-DE-0472Chakravarthy Bharath0% (1)
- Selection of Internals For Distillation ColumnsDocumento29 páginasSelection of Internals For Distillation ColumnsAliya JamesAinda não há avaliações
- Guide For VesselDocumento72 páginasGuide For VesselFlorin Daniel AnghelAinda não há avaliações
- Chapter 2Documento24 páginasChapter 2AnasKhanAinda não há avaliações
- Guide to Ballast Water Exchange RequirementsDocumento84 páginasGuide to Ballast Water Exchange Requirementsvsorin83Ainda não há avaliações
- Guidance on Engineering Method Separator DesignDocumento55 páginasGuidance on Engineering Method Separator DesignLeonard AlvinAinda não há avaliações
- Chapter 4 - Hydraulic Design of Open Channels, Culverts, Bridges, and Detention StructuresDocumento160 páginasChapter 4 - Hydraulic Design of Open Channels, Culverts, Bridges, and Detention Structuresjason403Ainda não há avaliações
- DownloadDocumento94 páginasDownloadChiripal PolyfilmsAinda não há avaliações
- Siemens VXF PDFDocumento94 páginasSiemens VXF PDFAdil SiddiquiAinda não há avaliações
- 4119-Sa-00315523 - A - 01 - Piping Design PremiseDocumento20 páginas4119-Sa-00315523 - A - 01 - Piping Design Premisesivaguruswamy thangaraj100% (1)
- ThesisDocumento48 páginasThesisFathi ShokryAinda não há avaliações
- Water Source Injection and Disposal Service Wells Summary November Release 2014Documento20 páginasWater Source Injection and Disposal Service Wells Summary November Release 2014Satria 'igin' Girindra NugrahaAinda não há avaliações
- (Vol 3), 2013 Guidelines For Floating Production Installations, 2013Documento459 páginas(Vol 3), 2013 Guidelines For Floating Production Installations, 2013Khaeru RoziqinAinda não há avaliações
- Auckland Soakhole Design Manual PDFDocumento109 páginasAuckland Soakhole Design Manual PDFfrankmaggie850102Ainda não há avaliações
- Open Top Tank - Zero Inner PressureDocumento1 páginaOpen Top Tank - Zero Inner PressuretutuionutAinda não há avaliações
- Isover Cryolene InsDocumento8 páginasIsover Cryolene InstutuionutAinda não há avaliações
- Seismic Design of Inner Tank - FN 14.03.2014Documento8 páginasSeismic Design of Inner Tank - FN 14.03.2014tutuionutAinda não há avaliações
- 13 394Documento14 páginas13 394deepakmitrAinda não há avaliações
- Nozzle List - 09.09.2014Documento1 páginaNozzle List - 09.09.2014tutuionutAinda não há avaliações
- Wind Load - ASCE 7-10Documento2 páginasWind Load - ASCE 7-10tutuionutAinda não há avaliações
- Roof Nozzle Reinforcement API 620 Section 5.16 - WarmDocumento1 páginaRoof Nozzle Reinforcement API 620 Section 5.16 - WarmtutuionutAinda não há avaliações
- Anchor Straps - Outer Tank - 09.09.2014Documento4 páginasAnchor Straps - Outer Tank - 09.09.2014tutuionutAinda não há avaliações
- Roof Nozzle Reinforcement API 620 Section 5.16 - ColdDocumento1 páginaRoof Nozzle Reinforcement API 620 Section 5.16 - ColdtutuionutAinda não há avaliações
- 9%ni Material FeaturesDocumento9 páginas9%ni Material FeaturestutuionutAinda não há avaliações
- Conversão Metais DIN ASTM Etc PDFDocumento1 páginaConversão Metais DIN ASTM Etc PDFRafael Perches PierriAinda não há avaliações
- Material Data Sheets For Piping: 1 ForewordDocumento50 páginasMaterial Data Sheets For Piping: 1 ForewordhsdeAinda não há avaliações
- New Steel Plate LNGDocumento7 páginasNew Steel Plate LNGtutuionutAinda não há avaliações
- Materials For LNG ServicesDocumento10 páginasMaterials For LNG ServicesSung Hyun TakAinda não há avaliações
- Welding LNG Tank and Vessel in 5 and 9 Nickel SteelDocumento4 páginasWelding LNG Tank and Vessel in 5 and 9 Nickel Steelויליאם סן מרמיגיוסAinda não há avaliações
- TECHNICAL NOTE 007 Structural Steel Sub-Grades JR, J0 and J2 Does It MatterDocumento1 páginaTECHNICAL NOTE 007 Structural Steel Sub-Grades JR, J0 and J2 Does It MatterOM PRAKASH PALAinda não há avaliações
- Technical Insulation - Cryolene PDFDocumento8 páginasTechnical Insulation - Cryolene PDFtutuionutAinda não há avaliações
- Speed Sensor Data Sheet: Customer Profile Speed SensorsDocumento2 páginasSpeed Sensor Data Sheet: Customer Profile Speed SensorstutuionutAinda não há avaliações
- Design Standard - Section 3-3 - Steel Storage Tanks - 12!31!12 - FINALWEBPOST - 201301090858057238Documento60 páginasDesign Standard - Section 3-3 - Steel Storage Tanks - 12!31!12 - FINALWEBPOST - 201301090858057238ராபர்ட் ஆன்றோ ரெனிAinda não há avaliações
- Welding LNG Tank and Vessel in 5 and 9 Nickel SteelDocumento4 páginasWelding LNG Tank and Vessel in 5 and 9 Nickel Steelויליאם סן מרמיגיוסAinda não há avaliações
- Vent Guide Website 3.19.13Documento36 páginasVent Guide Website 3.19.13Eddy SyahAinda não há avaliações
- Aisc Design Examples v14Documento125 páginasAisc Design Examples v14Daniyal Ahmed100% (2)
- Bfro0 Oofs2: Storage Tanks - Selection of Type, Design Code and Tank SizingDocumento25 páginasBfro0 Oofs2: Storage Tanks - Selection of Type, Design Code and Tank SizingtutuionutAinda não há avaliações
- Guidance For Inspection of Atmospheric, Refrigerated Ammonia Storage Tanks (2008) EnglishDocumento50 páginasGuidance For Inspection of Atmospheric, Refrigerated Ammonia Storage Tanks (2008) EnglishSteve IpAinda não há avaliações
- Api 673 SiDocumento11 páginasApi 673 Situtuionut100% (1)
- Api 670 MpsDocumento4 páginasApi 670 MpstutuionutAinda não há avaliações
- AZOBEDocumento4 páginasAZOBEtutuionutAinda não há avaliações
- Api 619 SiDocumento9 páginasApi 619 SitutuionutAinda não há avaliações
- Reciprocating Compressor (Api 618-4Th) Data Sheet Si Units: Operating Conditions (Each Machine)Documento17 páginasReciprocating Compressor (Api 618-4Th) Data Sheet Si Units: Operating Conditions (Each Machine)tutuionutAinda não há avaliações
- Reciprocating Compressor (Api 618-4Th) Data Sheet U.S. Customary UnitsDocumento17 páginasReciprocating Compressor (Api 618-4Th) Data Sheet U.S. Customary UnitstutuionutAinda não há avaliações
- ME401 Assignment 4 compressor calculationsDocumento3 páginasME401 Assignment 4 compressor calculationsPrakhar GuptaAinda não há avaliações
- Complex Engineering Problem: Group Members: Mudassar Javed BMEF17E027 Hamza Kunwar BMEF17E020Documento10 páginasComplex Engineering Problem: Group Members: Mudassar Javed BMEF17E027 Hamza Kunwar BMEF17E020Mudassar JavedAinda não há avaliações
- Bca 28279 Cbfe 7 C 94Documento7 páginasBca 28279 Cbfe 7 C 94Theophile IZEREAinda não há avaliações
- The Atmosphere: (Composition, General Characteristics and Stability)Documento15 páginasThe Atmosphere: (Composition, General Characteristics and Stability)Aldin0% (1)
- MIT2 25F13 EquationSheetDocumento2 páginasMIT2 25F13 EquationSheetMauricio Andrés Gutiérrez BravoAinda não há avaliações
- Modelling Plasma Arcs For Electrical SimulationsDocumento4 páginasModelling Plasma Arcs For Electrical Simulationsadmatama221100% (1)
- Stream Ordering PatternsDocumento9 páginasStream Ordering PatternsErnest ChineduAinda não há avaliações
- Sediment Tank and Rapid Sand Filter Design DetailsDocumento6 páginasSediment Tank and Rapid Sand Filter Design DetailsEzdee100% (2)
- BSM - Reuse of Water For AgricultureDocumento8 páginasBSM - Reuse of Water For AgricultureNidhi Chadda MalikAinda não há avaliações
- Condenser Hot Vapor Bypass Control: PetrocontrolDocumento6 páginasCondenser Hot Vapor Bypass Control: Petrocontrolonizuka-t2263Ainda não há avaliações
- AE-May-2015-04-BS-7Documento15 páginasAE-May-2015-04-BS-7umchem2Ainda não há avaliações
- Put Rce072Documento1 páginaPut Rce072Ashish VermaAinda não há avaliações
- Lab Report 1Documento3 páginasLab Report 1Afiq Radzi100% (7)
- Presented By: Sid ShahidDocumento21 páginasPresented By: Sid ShahidMohamoud AbdulahiAinda não há avaliações
- Oxygen Removal Sysytem in PP Iii Project Instrument Index: DOC. NO.: AF-1333003-DD-I04 PROJECT NO.: AF-1333003Documento2 páginasOxygen Removal Sysytem in PP Iii Project Instrument Index: DOC. NO.: AF-1333003-DD-I04 PROJECT NO.: AF-1333003Inam AhmedAinda não há avaliações
- PlumbingDocumento1 páginaPlumbingPam Ingenieria Construyendo IdeasAinda não há avaliações
- Sizing of Control Valves For Non-Turbulent Flow (Laminar and Transitional)Documento14 páginasSizing of Control Valves For Non-Turbulent Flow (Laminar and Transitional)JOSE MARTIN MORA RIVEROSAinda não há avaliações
- Rules and Standards: German DwaDocumento4 páginasRules and Standards: German DwaMehmet Emre Bastopcu0% (2)
- Theory Application and Sizing of Air ValvesDocumento9 páginasTheory Application and Sizing of Air ValveskcplemmonsAinda não há avaliações
- ME2134 Fluid Mechanics I Tutorial 1 SEO-Optimized TitleDocumento4 páginasME2134 Fluid Mechanics I Tutorial 1 SEO-Optimized TitleCl SkyeAinda não há avaliações
- Process Modelling and System Dynamic Project 4 Dynamic SimulationDocumento12 páginasProcess Modelling and System Dynamic Project 4 Dynamic SimulationHusaini ZaidanAinda não há avaliações
- PRACTICING HYDROLOGYDocumento33 páginasPRACTICING HYDROLOGYfloralfsAinda não há avaliações
- National Building Code of The PhilippinesDocumento6 páginasNational Building Code of The PhilippineslucasAinda não há avaliações
- HydroDocumento33 páginasHydroMiresa HordofaAinda não há avaliações
- 1.2 Device Overall Sketch & Installation Sketch: Process DescriptionDocumento1 página1.2 Device Overall Sketch & Installation Sketch: Process DescriptionSAJID SHAHIDAinda não há avaliações
- Gas Lift Presentation 1Documento242 páginasGas Lift Presentation 1Hadi Bapir SlemanAinda não há avaliações
- Michael Faraday - On The Liquefaction of GasesDocumento111 páginasMichael Faraday - On The Liquefaction of GasesSubhojit AdhikaryAinda não há avaliações
- Clean Agents and Carbon DioxideDocumento2 páginasClean Agents and Carbon DioxideRemy PangkorAinda não há avaliações
- Substation Stormwater ManagementDocumento106 páginasSubstation Stormwater ManagementOm DasAinda não há avaliações
- Water Filtration: MaterialsDocumento3 páginasWater Filtration: MaterialsGwyneth Pearl Javier100% (1)