Você também pode gostar
- Building A Data Warehouse - Stephen Forte 2010 09 11Documento10 páginasBuilding A Data Warehouse - Stephen Forte 2010 09 11rlmagidsonAinda não há avaliações
- Stored Procedure TemplateDocumento1 páginaStored Procedure TemplaterlmagidsonAinda não há avaliações
- To ... Not Prepare Is The Greatest of Crimes ToDocumento6 páginasTo ... Not Prepare Is The Greatest of Crimes TorlmagidsonAinda não há avaliações
- Imagination Rules The World. Napoleon BonaparteDocumento10 páginasImagination Rules The World. Napoleon BonaparterlmagidsonAinda não há avaliações
- SpecificationsDocumento2 páginasSpecificationsrlmagidsonAinda não há avaliações
- Steering RackDocumento10 páginasSteering RackrlmagidsonAinda não há avaliações
- Photo FinishDocumento16 páginasPhoto FinishrlmagidsonAinda não há avaliações
- Luck Is What Happens When Preparation Meets Opportunity. SenecaDocumento6 páginasLuck Is What Happens When Preparation Meets Opportunity. SenecarlmagidsonAinda não há avaliações
- Aluminum BodyDocumento72 páginasAluminum BodyrlmagidsonAinda não há avaliações
- It Is Not The Mountain We Conquer But Ourselves. SirDocumento14 páginasIt Is Not The Mountain We Conquer But Ourselves. SirrlmagidsonAinda não há avaliações
- SuspensionDocumento24 páginasSuspensionGoutham R ReddyAinda não há avaliações
- Engine and TransmissionDocumento14 páginasEngine and TransmissionrlmagidsonAinda não há avaliações
- UndercarriageDocumento6 páginasUndercarriagerlmagidsonAinda não há avaliações
- Half ShaftsDocumento14 páginasHalf ShaftsrlmagidsonAinda não há avaliações
- One Man's "Magic" Is Another Man's Engineering. Robert HeinleinDocumento6 páginasOne Man's "Magic" Is Another Man's Engineering. Robert Heinleinrlmagidson100% (1)
- Rear Wheel WellDocumento8 páginasRear Wheel WellrlmagidsonAinda não há avaliações
- Vertical Chassis BuildDocumento16 páginasVertical Chassis BuildrlmagidsonAinda não há avaliações
- Everything Is Theoretically Impossible, Until It Is Done. Robert HeinleinDocumento16 páginasEverything Is Theoretically Impossible, Until It Is Done. Robert HeinleinrlmagidsonAinda não há avaliações
- Main Frame RailsDocumento6 páginasMain Frame RailsrlmagidsonAinda não há avaliações
- Billet ChassisDocumento8 páginasBillet ChassisrlmagidsonAinda não há avaliações
- The Art of EngineeringDocumento9 páginasThe Art of EngineeringrlmagidsonAinda não há avaliações
- Suspension Design AnalysisDocumento8 páginasSuspension Design AnalysisPrithvish M GowdaAinda não há avaliações
- Generic TimesheetDocumento1 páginaGeneric TimesheetrlmagidsonAinda não há avaliações
- Billet Chassis Design TeamDocumento6 páginasBillet Chassis Design TeamrlmagidsonAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Deha Tasarim KatalogDocumento100 páginasDeha Tasarim KatalogEren ColakogluAinda não há avaliações
- Driving Rules PDFDocumento28 páginasDriving Rules PDFchacha jeeAinda não há avaliações
- Turbo Daily-Use and MaintenanceDocumento152 páginasTurbo Daily-Use and MaintenanceMilosSanjaPop100% (1)
- File listing of airbag calibration filesDocumento767 páginasFile listing of airbag calibration fileskishan KumarAinda não há avaliações
- Mercedes Benz ML 350 BLUETEC W166 V6-3.0L Diesel Turbo OM642 Locations ADocumento103 páginasMercedes Benz ML 350 BLUETEC W166 V6-3.0L Diesel Turbo OM642 Locations ARodolfo Diaz100% (1)
- Tbo-2013.10.07 Arco MotorDocumento60 páginasTbo-2013.10.07 Arco Motorali4299Ainda não há avaliações
- The All-New ToyotaDocumento10 páginasThe All-New ToyotaBINAinda não há avaliações
- Aprilia SXR BrochureDocumento12 páginasAprilia SXR BrochurealphaAinda não há avaliações
- Intertruck Brand Catalogue - Axle and Brake PartsDocumento312 páginasIntertruck Brand Catalogue - Axle and Brake PartsAgus YulfizarAinda não há avaliações
- 924F HidráulicoDocumento2 páginas924F HidráulicoIvan Adolfo Perez100% (4)
- Indian Automotive IndustryDocumento19 páginasIndian Automotive IndustryAbhishek SinghAinda não há avaliações
- Listado Codigos OBDIIDocumento96 páginasListado Codigos OBDIIHilberAbrahamZapanaChaiñaAinda não há avaliações
- Fiat Grande Punto 1.4 Service ManualDocumento3 páginasFiat Grande Punto 1.4 Service ManualHasan Özkan0% (1)
- Design Report of Sae Baja IndiaDocumento9 páginasDesign Report of Sae Baja Indiagobajasaeindia67% (3)
- Sell Your Car: 2019 Ford EcoSport 1.0 EcoBoost Review Highlights Compact SUV's StrengthsDocumento1 páginaSell Your Car: 2019 Ford EcoSport 1.0 EcoBoost Review Highlights Compact SUV's StrengthsJEan MendozaAinda não há avaliações
- Fit 29ers Are Often Better Suited To Taller Riders.: The Bikeexchange Team February 09, 2018Documento8 páginasFit 29ers Are Often Better Suited To Taller Riders.: The Bikeexchange Team February 09, 2018bveAinda não há avaliações
- Full CatalogDocumento318 páginasFull Catalogrojasautoparts24Ainda não há avaliações
- 912f 912fs 912hm en (b9d) PDFDocumento11 páginas912f 912fs 912hm en (b9d) PDFNrAAinda não há avaliações
- Service: Service Department. Technical InformationDocumento386 páginasService: Service Department. Technical Informationnicola mentiAinda não há avaliações
- Suzuki Apv Repair Manual PDFDocumento2 páginasSuzuki Apv Repair Manual PDFMarcos Rojas0% (4)
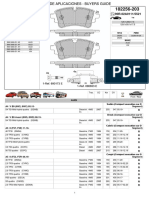
- 8EMEKRD Cacbgb+: O.E.M. MakeDocumento6 páginas8EMEKRD Cacbgb+: O.E.M. MakeDiego LópezAinda não há avaliações
- Safe Driving - TipsDocumento1 páginaSafe Driving - TipsZain ZulfiqarAinda não há avaliações
- Mahindra Classic Legends - RELEASE 1.0 24jul18 - Cas - 880Documento2 páginasMahindra Classic Legends - RELEASE 1.0 24jul18 - Cas - 880chintan MehtaAinda não há avaliações
- Streamlined Beauty - A History of Automotive DesignDocumento9 páginasStreamlined Beauty - A History of Automotive DesignRajanikantJadhav100% (2)
- Agt Tractor Broshure English enDocumento6 páginasAgt Tractor Broshure English enLuciusAinda não há avaliações
- Instructions PDFDocumento10 páginasInstructions PDFKiss Mátyás JuliánuszAinda não há avaliações
- BMW Catalogue X Series X1Documento35 páginasBMW Catalogue X Series X1Handoko ArimurtiAinda não há avaliações
- E38 Automatic Transmission FaultsDocumento4 páginasE38 Automatic Transmission Faultswicka3Ainda não há avaliações
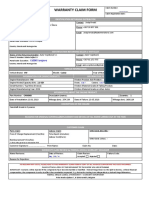
- Warranty Claim Form: 1000 SarajevoDocumento1 páginaWarranty Claim Form: 1000 SarajevoJosip KvesicAinda não há avaliações
- Honda Civic Del Sol 1997Documento42 páginasHonda Civic Del Sol 1997Mac Pirx100% (1)