Você também pode gostar
- Ensaio por ultra-som em chapas grossasDocumento11 páginasEnsaio por ultra-som em chapas grossasCarlos MartinsAinda não há avaliações
- Ultra-Som Industria e SaudeDocumento27 páginasUltra-Som Industria e Saudejoao manuel 12Ainda não há avaliações
- CONAENDI2020 EddyArrayCSTDocumento14 páginasCONAENDI2020 EddyArrayCSTRicardo de Oliveira CarnevalAinda não há avaliações
- Conhecimentos Gerais - CP Nivelamento - ABENDIDocumento33 páginasConhecimentos Gerais - CP Nivelamento - ABENDIDouglas CoelhoAinda não há avaliações
- Correntes ParasitasDocumento16 páginasCorrentes ParasitasAna Paula FabrícioAinda não há avaliações
- O Ensaio Com Partículas MagnéticasDocumento5 páginasO Ensaio Com Partículas Magnéticasdaniel nascimento santosAinda não há avaliações
- END - Phased ArrayDocumento7 páginasEND - Phased ArrayOssamaElKhalAinda não há avaliações
- 4pdpetro 2 3 0065-1Documento10 páginas4pdpetro 2 3 0065-1Teodora PinheiroAinda não há avaliações
- Apresentação Ensaio de MateriaisDocumento28 páginasApresentação Ensaio de MateriaisGabriel MAinda não há avaliações
- Correntes ParasitasDocumento7 páginasCorrentes ParasitasJefferson GuedesAinda não há avaliações
- Corrente ParasitaDocumento7 páginasCorrente ParasitaDiego PereiraAinda não há avaliações
- Eddy CurrentDocumento28 páginasEddy CurrentAlexandre CalijorneAinda não há avaliações
- Análise Banco Dados Ensaios Emissão Acústica PETROBRASDocumento59 páginasAnálise Banco Dados Ensaios Emissão Acústica PETROBRASLuís Eduardo Teixeira FigueiredoAinda não há avaliações
- Manutenção preditiva técnicasDocumento67 páginasManutenção preditiva técnicasKarine BlannAinda não há avaliações
- CONAENDI2020 EddySolda-FINALDocumento16 páginasCONAENDI2020 EddySolda-FINALRicardo de Oliveira CarnevalAinda não há avaliações
- Apostila de Ensaios Não Destrutivos - Não Convencionais.Documento9 páginasApostila de Ensaios Não Destrutivos - Não Convencionais.jonathan wesley da costaAinda não há avaliações
- APOSTILA de Ultrassom Industrial 2020Documento41 páginasAPOSTILA de Ultrassom Industrial 2020Alex TotiAinda não há avaliações
- Aula 18 - Ensaio de Ultra-SomDocumento24 páginasAula 18 - Ensaio de Ultra-Sompaulo1americo100% (1)
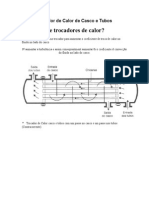
- Troc Calor Casco TubosDocumento8 páginasTroc Calor Casco TubosTarsio FilhoAinda não há avaliações
- Análise modal de ganchos com trincasDocumento14 páginasAnálise modal de ganchos com trincasBruna MacedoAinda não há avaliações
- Ensaios Não Destrutivos ENDDocumento51 páginasEnsaios Não Destrutivos ENDFabio KrubnikiAinda não há avaliações
- Treinamento ENDDocumento38 páginasTreinamento ENDMateus FariasAinda não há avaliações
- Ensaio por Ultra-Som: Detecção de Defeitos em MateriaisDocumento48 páginasEnsaio por Ultra-Som: Detecção de Defeitos em MateriaisLuciano AlvesAinda não há avaliações
- Treinamento ENDDocumento38 páginasTreinamento ENDCristiano DuarteAinda não há avaliações
- APOSTILA DE Ultrassom WOBBENDocumento34 páginasAPOSTILA DE Ultrassom WOBBENLucas PimentelAinda não há avaliações
- Ensaios não destrutivos para inspeção de materiaisDocumento79 páginasEnsaios não destrutivos para inspeção de materiaisguilhermebokAinda não há avaliações
- Ensaio Não Destrutivo UltrassomDocumento107 páginasEnsaio Não Destrutivo UltrassomcleytonwsAinda não há avaliações
- Ensaios Não ConvencionaisDocumento0 páginaEnsaios Não ConvencionaisHussiklypheeAinda não há avaliações
- NBR 08802 - 1994 - Concreto Endurecido - Determinação Da Velocidade de Propagação de Onda Ultra-SDocumento8 páginasNBR 08802 - 1994 - Concreto Endurecido - Determinação Da Velocidade de Propagação de Onda Ultra-Sk4b41t1Ainda não há avaliações
- Scptsefe7 V FinalDocumento11 páginasScptsefe7 V FinalLeonardo MagalhãesAinda não há avaliações
- Ultra SomDocumento62 páginasUltra SomDidimo JuniorAinda não há avaliações
- Ondas UltrassônicasDocumento14 páginasOndas UltrassônicasGabriel MAinda não há avaliações
- Avaliação métodos integridade dutosDocumento11 páginasAvaliação métodos integridade dutosLuiz Carlos P. GomesAinda não há avaliações
- Medicao de EspessurasDocumento46 páginasMedicao de EspessurasOsvaldoPerez100% (2)
- JTCI2022 BlcIntegEstrut ROCarneval MatSens&CarctMatDocumento35 páginasJTCI2022 BlcIntegEstrut ROCarneval MatSens&CarctMatRicardo de Oliveira CarnevalAinda não há avaliações
- Ensaio não destrutivo de tubos de geradores de vaporDocumento6 páginasEnsaio não destrutivo de tubos de geradores de vaporJaqueline GontijoAinda não há avaliações
- Eng. Agríc., Jaboticabal, v.25, n.2, p.291-299, Maio/ago. 2005Documento9 páginasEng. Agríc., Jaboticabal, v.25, n.2, p.291-299, Maio/ago. 2005Larissa Soriani Zanini Ribeiro Soares SilvaAinda não há avaliações
- Ensaio Por UltrassomDocumento102 páginasEnsaio Por UltrassomairsorAinda não há avaliações
- Técnica ACFMDocumento27 páginasTécnica ACFMAlexandre EmmerickAinda não há avaliações
- Relatório 23 - Ensaios Não-DestrutivosDocumento17 páginasRelatório 23 - Ensaios Não-DestrutivosAugusto VuitikAinda não há avaliações
- Apostilas Ensaios Não Destrutivos, Ultrasom. - 2011Documento98 páginasApostilas Ensaios Não Destrutivos, Ultrasom. - 2011Gabriel CoutinhoAinda não há avaliações
- Ensaio por ultrassonografia: descrição e aplicaçõesDocumento11 páginasEnsaio por ultrassonografia: descrição e aplicaçõesWesley QuirinoAinda não há avaliações
- Material Correntes Parasitas - Introdução, Historico e AplicaçõesDocumento10 páginasMaterial Correntes Parasitas - Introdução, Historico e Aplicaçõescarlos LeandroAinda não há avaliações
- Ensaios Não DestrutivosDocumento23 páginasEnsaios Não DestrutivosRaphael LimaAinda não há avaliações
- Pig instrumentado MFL para detecção de defeitos em dutosDocumento18 páginasPig instrumentado MFL para detecção de defeitos em dutosMarcos JuniorAinda não há avaliações
- Radiologia Industrial: Prof. João Pedro TresoldiDocumento66 páginasRadiologia Industrial: Prof. João Pedro TresoldiLara Vieira100% (1)
- ENSAIOS NÃO DESTRUTIVOS - END SDocumento80 páginasENSAIOS NÃO DESTRUTIVOS - END SMateus de SáAinda não há avaliações
- Ensaios Ultrassom MateriaisDocumento10 páginasEnsaios Ultrassom MateriaisDiego TochettoAinda não há avaliações
- Projeto Dirigido - FINALDocumento31 páginasProjeto Dirigido - FINALJohnny_DiademaAinda não há avaliações
- RELATÓRIO TÉCNICO LUIZ EDUARDO Sobre Ensaios Não DestrutivosDocumento11 páginasRELATÓRIO TÉCNICO LUIZ EDUARDO Sobre Ensaios Não DestrutivosEduardoAinda não há avaliações
- Corrente ParasitaDocumento6 páginasCorrente ParasitaMarcio Roberto Barcala NunesAinda não há avaliações
- Ensaios por correntes parasitasDocumento7 páginasEnsaios por correntes parasitasLazaro Coutinho100% (1)
- Contribuições do reator IEA-R1 para a pesquisa nuclear: II Workshop anual do reator de pesquisas - WARP 2No EverandContribuições do reator IEA-R1 para a pesquisa nuclear: II Workshop anual do reator de pesquisas - WARP 2Ainda não há avaliações
- Estudo Comparativo De Painéis Revestidos Com Argamassa Através De Imagens No Infravermelho TermalNo EverandEstudo Comparativo De Painéis Revestidos Com Argamassa Através De Imagens No Infravermelho TermalAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Otimização de Designação de Geradores por Método HeurísticoDocumento27 páginasOtimização de Designação de Geradores por Método HeurísticoGRAZIELLE AMANDA DO CARMO CAFE100% (1)
- Listo2go: informações sobre o pacote de serviços Conta Listo e MPOSDocumento7 páginasListo2go: informações sobre o pacote de serviços Conta Listo e MPOSmateusAinda não há avaliações
- Manual Softstarter 3rw44 PT-BRDocumento293 páginasManual Softstarter 3rw44 PT-BRRafael GavazzoniAinda não há avaliações
- Agenda MotoristasDocumento12 páginasAgenda MotoristasVigilancia EpidemiologicaAinda não há avaliações
- Java MongoDB Aplicação CRUDDocumento18 páginasJava MongoDB Aplicação CRUDLiliane AntunesAinda não há avaliações
- Inteligência Artificial o Que É, Quando, Como e PorquêDocumento7 páginasInteligência Artificial o Que É, Quando, Como e PorquêMax JuniorAinda não há avaliações
- Números Primos: Fatorando o Número 60Documento3 páginasNúmeros Primos: Fatorando o Número 60Thayna RibeiroAinda não há avaliações
- Instalação de sinalização LED em cancelasDocumento2 páginasInstalação de sinalização LED em cancelasAntonio KumagaiAinda não há avaliações
- Livro - Design de EquipamentoDocumento14 páginasLivro - Design de Equipamentoraphael gentileAinda não há avaliações
- Docsity Diagrama Eletrico VW CamiDocumento2 páginasDocsity Diagrama Eletrico VW CamiJéssica Ferreira100% (3)
- Wa0002.Documento3 páginasWa0002.efsjunior.lbelAinda não há avaliações
- HardwaresDocumento50 páginasHardwaresRodrigo MoraesAinda não há avaliações
- Stela Rivia Trabalho Wireshark Lab04 TCPDocumento6 páginasStela Rivia Trabalho Wireshark Lab04 TCPStela RíviaAinda não há avaliações
- DT 5000 ManualDocumento12 páginasDT 5000 ManualGislene FerreiraAinda não há avaliações
- Catalogo de Pecas Plantadeira DB74 Ago 2013 PC11999P PortuguesDocumento240 páginasCatalogo de Pecas Plantadeira DB74 Ago 2013 PC11999P PortuguesErich Alves CarneiroAinda não há avaliações
- Game Over - Slides CeiaDocumento36 páginasGame Over - Slides Ceiaribeiro 973Ainda não há avaliações
- Fotonovela DigitalDocumento3 páginasFotonovela DigitalColégio Est. Grandes Mestres Brasileiros CEGMBAinda não há avaliações
- Exercícios de Fixação Introducao Ao Autocad 2dDocumento14 páginasExercícios de Fixação Introducao Ao Autocad 2dClaudemi Ramos da Silva50% (2)
- AP Roteiro de Atividade Pratica 2023Documento20 páginasAP Roteiro de Atividade Pratica 2023Marla GuedesAinda não há avaliações
- Catálogo Impressora A4 Mono HP M408dn - Portugues Abril de 2020 - 1Documento2 páginasCatálogo Impressora A4 Mono HP M408dn - Portugues Abril de 2020 - 1Cesar MarquesAinda não há avaliações
- Atualização TV PH40R86DGWVB - Rev00Documento8 páginasAtualização TV PH40R86DGWVB - Rev00Ronaldo RodriguesAinda não há avaliações
- Agee - Projecto Desemprego PDFDocumento22 páginasAgee - Projecto Desemprego PDFEufrásio AntónioAinda não há avaliações
- Definição de Técnicas Não-Destrutivas para Inspeção de Parafusos eDocumento13 páginasDefinição de Técnicas Não-Destrutivas para Inspeção de Parafusos eAlvaro Alexis Mendoza PradaAinda não há avaliações
- NOS Telefone Manual D270Documento23 páginasNOS Telefone Manual D270Paulo SilvaAinda não há avaliações
- Contrato de monitoramento eletrônicoDocumento11 páginasContrato de monitoramento eletrônicoAlex Inacio De CarvalhoAinda não há avaliações
- CNC CITIZENDocumento32 páginasCNC CITIZENricardoAinda não há avaliações
- Amostra Grátis Atividades EducativasDocumento34 páginasAmostra Grátis Atividades EducativasMomento TawaneAinda não há avaliações
- LGPD: Entenda a nova lei de proteção de dadosDocumento17 páginasLGPD: Entenda a nova lei de proteção de dadosImpave Distribuidora de Auto Peças ImpaveAinda não há avaliações
- Fatura Detalhada: NAVEGUEMAIS INTERNET LTDA - 43.553.135/0001-97 - GALAX PAY PAGAMENTOS - 30.765.018/0001-45Documento1 páginaFatura Detalhada: NAVEGUEMAIS INTERNET LTDA - 43.553.135/0001-97 - GALAX PAY PAGAMENTOS - 30.765.018/0001-45thalyssonAinda não há avaliações
- Msa410 PadraoDocumento58 páginasMsa410 PadraoAndré Luiz FelipeAinda não há avaliações