Você também pode gostar
- 50 Best Tools.1Documento35 páginas50 Best Tools.1Ian Foreman100% (20)
- Office of The Comptroller GeneralDocumento44 páginasOffice of The Comptroller GeneralArun ItigiAinda não há avaliações
- GS 2700 PowerglideDocumento36 páginasGS 2700 PowerglideDefEntAinda não há avaliações
- Free Energy - Solar, Hhydrogen - h2 HomesystemDocumento7 páginasFree Energy - Solar, Hhydrogen - h2 HomesystemMitchAinda não há avaliações
- Herbal Remedies For UlcersDocumento2 páginasHerbal Remedies For UlcersDefEntAinda não há avaliações
- The Secret To High Performance Crystal RadiosDocumento30 páginasThe Secret To High Performance Crystal RadiosDefEnt100% (2)
- Solar Hydrogen Energy CatalogDocumento24 páginasSolar Hydrogen Energy CatalogDefEntAinda não há avaliações
- InTech-Pharmaceutically Used PlasticizersDocumento25 páginasInTech-Pharmaceutically Used PlasticizersRohan JindalAinda não há avaliações
- A Chinese Biogas ManualDocumento136 páginasA Chinese Biogas Manualjubatus.libroAinda não há avaliações
- Khalili Emergency ShelterDocumento3 páginasKhalili Emergency ShelterArtefakt Novi SadAinda não há avaliações
- ContentsDocumento1 páginaContentsDefEntAinda não há avaliações
- Zero Fossil Fuel Rocket Stove HeaterDocumento15 páginasZero Fossil Fuel Rocket Stove Heaterjoe9000100% (1)
- Physics Quest 2008: Nikola Tesla and The Electric FairDocumento51 páginasPhysics Quest 2008: Nikola Tesla and The Electric FaircaricatureKerry100% (25)
- Hydrogen Fuel of The FutureDocumento184 páginasHydrogen Fuel of The FutureDefEntAinda não há avaliações
- WoodsmanshipDocumento48 páginasWoodsmanshipacznAinda não há avaliações
- Jungle SurvivalDocumento10 páginasJungle Survivaljohn100% (1)
- Diesel Blowtorch ManualDocumento8 páginasDiesel Blowtorch ManualDefEntAinda não há avaliações
- Zero Power Food CookingDocumento40 páginasZero Power Food CookingDefEntAinda não há avaliações
- Minuteman Volunteer Training ManualDocumento23 páginasMinuteman Volunteer Training ManualDefEntAinda não há avaliações
- How To DirectoriesDocumento7 páginasHow To DirectoriesDefEnt100% (1)
- OilgasindustryDocumento2 páginasOilgasindustryDefEntAinda não há avaliações
- Joyful LivingDocumento6 páginasJoyful LivingDefEntAinda não há avaliações
- WLG 208Documento4 páginasWLG 208DefEntAinda não há avaliações
- The Manufacturing Process of CorkscrewDocumento5 páginasThe Manufacturing Process of CorkscrewDefEntAinda não há avaliações
- (Ebook - Martial Arts) Wing Chun Kung Fu Breathing and Meditation-Sam KwokDocumento4 páginas(Ebook - Martial Arts) Wing Chun Kung Fu Breathing and Meditation-Sam Kwokamiitk100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- Solvent CementDocumento7 páginasSolvent CementsnehaalbhalavatAinda não há avaliações
- 8-Massing & Orientation For HeatingDocumento5 páginas8-Massing & Orientation For HeatingaomareltayebAinda não há avaliações
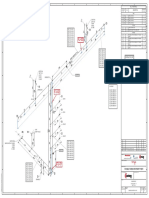
- 270 S.J. S.J.: ID QTY DN Description Sch/Cla SSDocumento2 páginas270 S.J. S.J.: ID QTY DN Description Sch/Cla SSABAID ULLAHAinda não há avaliações
- Bududa Water SupplyDocumento4 páginasBududa Water SupplyAlina Anton100% (1)
- r0 Design and Gad Submission Dhoot Builders - 20.03.2024Documento26 páginasr0 Design and Gad Submission Dhoot Builders - 20.03.2024sujit naikwadiAinda não há avaliações
- Design rectangular combined footingDocumento13 páginasDesign rectangular combined footingalufuq companyAinda não há avaliações
- Setting and Hardening of ConcreteDocumento30 páginasSetting and Hardening of ConcreteManjer123Ainda não há avaliações
- BG Tunisia Technical Authorities OverviewDocumento4 páginasBG Tunisia Technical Authorities OverviewHatem HusseinAinda não há avaliações
- Berhan AlemnehDocumento43 páginasBerhan AlemnehfayoAinda não há avaliações
- Troubleshooting - Brgs.Documento6 páginasTroubleshooting - Brgs.Sanjoy deyAinda não há avaliações
- DQ450DBZ Top Drive Device Maintenance Instruction PDFDocumento47 páginasDQ450DBZ Top Drive Device Maintenance Instruction PDFHala DawodAinda não há avaliações
- Masterseal 505: Rapid Setting Plugging MortarDocumento2 páginasMasterseal 505: Rapid Setting Plugging MortarFrancois-Ainda não há avaliações
- Asme CCase 2038-4Documento2 páginasAsme CCase 2038-4ADAMJSRAOAinda não há avaliações
- Use of Nanomaterials in Cementing ApplicationsDocumento0 páginaUse of Nanomaterials in Cementing ApplicationsMobeen MurtazaAinda não há avaliações
- ASTM - F959M - 01a PDFDocumento6 páginasASTM - F959M - 01a PDFVenreplast PueblaAinda não há avaliações
- ANSI Mh27.1 (2003) Patented Track Underhung Cranes and Monorail SystemsDocumento0 páginaANSI Mh27.1 (2003) Patented Track Underhung Cranes and Monorail SystemsJavier Gamboa RAinda não há avaliações
- No.10 and in The Common Area of The Supreme Towers, Sector 99, Noida, U.P. For Rectification and Compensation/ DamagesDocumento4 páginasNo.10 and in The Common Area of The Supreme Towers, Sector 99, Noida, U.P. For Rectification and Compensation/ DamagesAmit RanaAinda não há avaliações
- HE 00395 Sikaplan Membrane Systems For Tunnels Eng Greek AddressDocumento15 páginasHE 00395 Sikaplan Membrane Systems For Tunnels Eng Greek AddressMartin UrbietaAinda não há avaliações
- Method Statement For Cement Wall Plastering-1Documento8 páginasMethod Statement For Cement Wall Plastering-1md_rehan_2Ainda não há avaliações
- Plant Design ReportsDocumento7 páginasPlant Design ReportspsjjoshiAinda não há avaliações
- Tuvneet Singh Kumar: ArchitectDocumento2 páginasTuvneet Singh Kumar: ArchitectTavneet SinghAinda não há avaliações
- USE OF PLASTIC IN A CONCRETE TO IMPROVE ITS PROPERTIES by Raghatate Atul M.Documento3 páginasUSE OF PLASTIC IN A CONCRETE TO IMPROVE ITS PROPERTIES by Raghatate Atul M.Ivan Kot100% (1)
- Bal Ektg 04eDocumento18 páginasBal Ektg 04eAbdullah GhannamAinda não há avaliações
- Parallel and Counter Flow Heat ExchangersDocumento3 páginasParallel and Counter Flow Heat ExchangersKiran KumarAinda não há avaliações
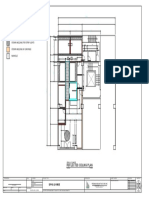
- Legend:: Reflected Ceiling PlanDocumento1 páginaLegend:: Reflected Ceiling PlanJoane ColipanoAinda não há avaliações
- Guidance Notes ON Panelling Design & Joint Construction of Concrete SlabsDocumento12 páginasGuidance Notes ON Panelling Design & Joint Construction of Concrete SlabsMohammed AlkhateebAinda não há avaliações
- Summer InternshipDocumento2 páginasSummer InternshipspinalcordinjuryAinda não há avaliações
- Qutb Minar of IndiaDocumento28 páginasQutb Minar of IndiaNivedhithaVenkatakrishnanAinda não há avaliações
- G+1 Villa Contract B.O.QDocumento49 páginasG+1 Villa Contract B.O.QJai Ganesh SadavanniAinda não há avaliações
- Mathcad-Isolated Foundation BBSDocumento20 páginasMathcad-Isolated Foundation BBSValentinAinda não há avaliações