Você também pode gostar
- 2012-03-15 Annual Information FormDocumento40 páginas2012-03-15 Annual Information Formtica_85Ainda não há avaliações
- 0411PJ SF 001Documento47 páginas0411PJ SF 001tica_85Ainda não há avaliações
- Messir IDocumento16 páginasMessir Isoulwizard00Ainda não há avaliações
- The Economics of Methanol Production - NigeriaDocumento18 páginasThe Economics of Methanol Production - Nigeriatica_85Ainda não há avaliações
- Advancedpharmaceuticalsolids 110411050230 Phpapp02Documento534 páginasAdvancedpharmaceuticalsolids 110411050230 Phpapp02tica_85Ainda não há avaliações
- Guide To OPCDocumento9 páginasGuide To OPCpartho143Ainda não há avaliações
- Pinch GuideDocumento64 páginasPinch GuideDesiyantri Siti PinundiAinda não há avaliações
- Analytical Gas Chromatography, 2nd EditionDocumento201 páginasAnalytical Gas Chromatography, 2nd EditionJuan Carlos CamaleAinda não há avaliações
- 1229601331Documento32 páginas1229601331tica_85Ainda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5783)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Biochemistry PDFDocumento15 páginasBiochemistry PDFJaz SantosAinda não há avaliações
- 02 - Paint Industry (Notes)Documento19 páginas02 - Paint Industry (Notes)Hassan Shahid0% (1)
- Your Body's Metabolism ExplainedDocumento36 páginasYour Body's Metabolism ExplainedJerilee SoCute Watts100% (1)
- Register of Pesticides March 26 2020 Active IngredientDocumento26 páginasRegister of Pesticides March 26 2020 Active Ingredient20 Võ Xuân KỳAinda não há avaliações
- Agronomy 2013Documento17 páginasAgronomy 2013karinaAinda não há avaliações
- Discovery of S Adenosyl L Homocysteine Hydrolase 2014 Bioorganic MedicinaDocumento5 páginasDiscovery of S Adenosyl L Homocysteine Hydrolase 2014 Bioorganic MedicinaDeden IndraDinataAinda não há avaliações
- 1st Biology Quiz Grade 10Documento5 páginas1st Biology Quiz Grade 10Ilia MaghsoudpourAinda não há avaliações
- Permanganate Desmear Process For PCBDocumento6 páginasPermanganate Desmear Process For PCBGeetha ThiruvengadamAinda não há avaliações
- Pu ElastomerDocumento34 páginasPu ElastomerSuyash TrivediAinda não há avaliações
- Nutrilite Competitive ComparisonsDocumento21 páginasNutrilite Competitive ComparisonsIndu RajaramAinda não há avaliações
- Unesco - Eolss Sample Chapters: Quality Control of Raw MaterialsDocumento9 páginasUnesco - Eolss Sample Chapters: Quality Control of Raw MaterialsAchal BishtAinda não há avaliações
- Carbohydrate MetabolismDocumento30 páginasCarbohydrate MetabolismHafsahAinda não há avaliações
- Bond-Dissociation Energy - Wikipedia, The Free EncyclopediaDocumento4 páginasBond-Dissociation Energy - Wikipedia, The Free EncyclopediaSatyendra Nath PandeyAinda não há avaliações
- LabStripU11 GL Instructions For UseDocumento4 páginasLabStripU11 GL Instructions For UseAurian TormesAinda não há avaliações
- Canales - Chem120.1 - Exercise No. 8Documento2 páginasCanales - Chem120.1 - Exercise No. 8Jamaica canalesAinda não há avaliações
- S2 - Ch06 - Biotransformation of XenobioticsDocumento92 páginasS2 - Ch06 - Biotransformation of XenobioticsWachi PampasAinda não há avaliações
- WS4. Lewis Bronsted-Lowry Acids Worksheet (HL)Documento4 páginasWS4. Lewis Bronsted-Lowry Acids Worksheet (HL)Yuvraj GuptaAinda não há avaliações
- Limiting and Excess Reagent - Additional ExampleDocumento2 páginasLimiting and Excess Reagent - Additional ExampleDea SantellaAinda não há avaliações
- Rotary Evaporator JournalDocumento4 páginasRotary Evaporator JournalAditya Dian TjokroatmodjoAinda não há avaliações
- Seli Wan OffDocumento2 páginasSeli Wan OffDanelyn PentasonAinda não há avaliações
- Urea CycleDocumento10 páginasUrea CycleSragwin ThridhamnaAinda não há avaliações
- Mercury Vapor in Paramaribo Suriname EnvironmentDocumento2 páginasMercury Vapor in Paramaribo Suriname EnvironmentDaelVanTonderAinda não há avaliações
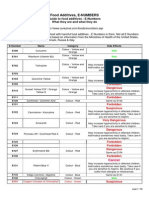
- Food Additives, E-NUMBERS PDFDocumento12 páginasFood Additives, E-NUMBERS PDFjiatrou6350Ainda não há avaliações
- Third Term Chemistry SS1Documento75 páginasThird Term Chemistry SS1Sunday Ozovehe100% (1)
- HjaimfgnhvDocumento535 páginasHjaimfgnhvTrong DoanAinda não há avaliações
- Organic Chemistry Some Basic Principles and Techniques - WatermarkDocumento29 páginasOrganic Chemistry Some Basic Principles and Techniques - WatermarkPrathviraj SinghAinda não há avaliações
- CEL PLENTY Polypeptide Rejuvenating and EnrichingDocumento2 páginasCEL PLENTY Polypeptide Rejuvenating and EnrichingSundar DsAinda não há avaliações
- Mind Map: Chemical Substances Found in The OrganismsDocumento5 páginasMind Map: Chemical Substances Found in The OrganismsMaharajan McsAinda não há avaliações
- Colorants For Cosmetic ProductsDocumento1 páginaColorants For Cosmetic ProductsAkindele O AdigunAinda não há avaliações
- Biorad InsertDocumento1 páginaBiorad InsertJohnmar AquinoAinda não há avaliações