Você também pode gostar
- Adoption of Six Sigma DMAIC To Reduce Cost of Poor QualityDocumento26 páginasAdoption of Six Sigma DMAIC To Reduce Cost of Poor QualityFikri Ilham100% (1)
- Cellular ManufacturingDocumento25 páginasCellular ManufacturingApoorv Mathur100% (1)
- World Class Manufacturing MBA Sem IV-Spl. OM PDFDocumento157 páginasWorld Class Manufacturing MBA Sem IV-Spl. OM PDFsumit verma100% (2)
- Sec 04 Quality Control ProcessDocumento37 páginasSec 04 Quality Control Processapi-3699912Ainda não há avaliações
- How To Calculate Sigma Level For A ProcessDocumento9 páginasHow To Calculate Sigma Level For A ProcessmaherkamelAinda não há avaliações
- Mini - Tab For STADocumento83 páginasMini - Tab For STAmilanstr100% (1)
- Process Capability IndexDocumento4 páginasProcess Capability Indexchamp2357Ainda não há avaliações
- NOTES Software Quality ManagementDocumento382 páginasNOTES Software Quality Managementgirish_kodagantiAinda não há avaliações
- VSMDocumento22 páginasVSMஅன்பு ஜோயல்Ainda não há avaliações
- SWOT - v1Documento79 páginasSWOT - v1Alpha Excellence consultingAinda não há avaliações
- Understanding Quality Costs to Reduce ExpensesDocumento18 páginasUnderstanding Quality Costs to Reduce Expensessandeep_rana65Ainda não há avaliações
- Maintain Continuous Improvement SystemDocumento76 páginasMaintain Continuous Improvement SystemJaleto sunkemoAinda não há avaliações
- Lean Vs Six SigmaDocumento23 páginasLean Vs Six SigmabowbeforeallahAinda não há avaliações
- 18MEO113T - DOE - Unit 1 - AY2023-24 ODDDocumento120 páginas18MEO113T - DOE - Unit 1 - AY2023-24 ODDRuggedrouge RascalAinda não há avaliações
- Syllabus - Lean and Agile ManufacturingDocumento2 páginasSyllabus - Lean and Agile ManufacturingjvanandhAinda não há avaliações
- Total Productive Maintenance (TPM)Documento25 páginasTotal Productive Maintenance (TPM)chaitanya_kumar_13Ainda não há avaliações
- Lean Manufacturing & TPMDocumento2 páginasLean Manufacturing & TPMEdward GermánAinda não há avaliações
- Statistical Quality Control: Simple Applications of Statistics in TQMDocumento57 páginasStatistical Quality Control: Simple Applications of Statistics in TQMHarpreet Singh PanesarAinda não há avaliações
- FTQ OverviewDocumento65 páginasFTQ Overviewmishoo73Ainda não há avaliações
- Statistical Process ControlDocumento44 páginasStatistical Process ControlDr Rushen SinghAinda não há avaliações
- Green Belt Course ManualDocumento34 páginasGreen Belt Course ManualKaranShinde100% (1)
- 3.4. SMED Food Industry PDFDocumento13 páginas3.4. SMED Food Industry PDFHolaAinda não há avaliações
- Lect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFDocumento80 páginasLect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFVivek KumarAinda não há avaliações
- Assembly Line Balancing Techniques and CalculationsDocumento42 páginasAssembly Line Balancing Techniques and CalculationsLuis ValensAinda não há avaliações
- Six Sigma Concept and Dmaic Implementation: B. Radha Krishnan & K. Arun PrasathDocumento4 páginasSix Sigma Concept and Dmaic Implementation: B. Radha Krishnan & K. Arun PrasathNelva SilviaAinda não há avaliações
- Chapter 4 Manual Assembly LinesDocumento49 páginasChapter 4 Manual Assembly LinesRohit WadhwaniAinda não há avaliações
- Implementation of Just in Time Production Through Kanban SystemDocumento11 páginasImplementation of Just in Time Production Through Kanban SystemAlexander DeckerAinda não há avaliações
- CLSSGB Self-Study - April 2020Documento64 páginasCLSSGB Self-Study - April 2020Sravan KrAinda não há avaliações
- QFD and House of Quality Guide for Designing a RefrigeratorDocumento38 páginasQFD and House of Quality Guide for Designing a Refrigeratorshule1Ainda não há avaliações
- HA CEDAC Workshop INDO Kaizen PartDocumento16 páginasHA CEDAC Workshop INDO Kaizen PartHardi BanuareaAinda não há avaliações
- Statistical Process ControlDocumento57 páginasStatistical Process ControlSandeep PasumarthiAinda não há avaliações
- Literature review on theories of agility and lean managementDocumento21 páginasLiterature review on theories of agility and lean managementSundar Ranju0% (1)
- JIT Operations Management Week 14Documento37 páginasJIT Operations Management Week 14Muhammad Arsalan ChouhanAinda não há avaliações
- QFD Powerpoint TemplateDocumento2 páginasQFD Powerpoint Templatesvachon2000Ainda não há avaliações
- What Is QFD?: Dr. Yoji AkaoDocumento6 páginasWhat Is QFD?: Dr. Yoji AkaoAAinda não há avaliações
- FMEA Guide-Q1Documento161 páginasFMEA Guide-Q1Vikas SinghAinda não há avaliações
- Introduction To Statistical Quality Control, 6 Edition by Douglas C. Montgomery. 1Documento21 páginasIntroduction To Statistical Quality Control, 6 Edition by Douglas C. Montgomery. 1FadirAinda não há avaliações
- Glossary of Key Terms (LSSGB)Documento8 páginasGlossary of Key Terms (LSSGB)Sweety ShuklaAinda não há avaliações
- Project Report On Maynard Operation Sequence TechniqueDocumento9 páginasProject Report On Maynard Operation Sequence TechniqueEditor IJTSRDAinda não há avaliações
- Value Stream MappingDocumento40 páginasValue Stream Mappingjinyue7302Ainda não há avaliações
- Reducing Process Variation With Statistical Engineering - SteinerDocumento8 páginasReducing Process Variation With Statistical Engineering - Steinertehky63Ainda não há avaliações
- PT ABC Continuous Improvement StrategyDocumento15 páginasPT ABC Continuous Improvement StrategyAgung SupriyantoAinda não há avaliações
- Lean IntroDocumento27 páginasLean Introjitendrasutar1975Ainda não há avaliações
- JIT Kaizen 1666650411Documento300 páginasJIT Kaizen 1666650411You ElAinda não há avaliações
- QC Story KmanDocumento63 páginasQC Story Kmanzulmohd1Ainda não há avaliações
- QFD FundamentalsDocumento40 páginasQFD FundamentalsAvijesh JhaAinda não há avaliações
- An Application of SMED Methodology PDFDocumento4 páginasAn Application of SMED Methodology PDFIng Raul OrozcoAinda não há avaliações
- The QFD and Quality CircleDocumento13 páginasThe QFD and Quality Circleramit77Ainda não há avaliações
- BPR QuizDocumento18 páginasBPR QuizgigipapasAinda não há avaliações
- Project Reviews and Examples: © 2001 Conceptflow 0Documento36 páginasProject Reviews and Examples: © 2001 Conceptflow 0Michael WuAinda não há avaliações
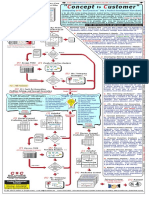
- " Oncept Ustomer": SolutionsDocumento1 página" Oncept Ustomer": SolutionsJac DAinda não há avaliações
- Applying 6-Sigma at Advance Informatics for Error ReductionDocumento15 páginasApplying 6-Sigma at Advance Informatics for Error Reductionprakhar singhAinda não há avaliações
- A Method For TPT ReductionDocumento114 páginasA Method For TPT ReductionEbrahim HanashAinda não há avaliações
- Black Belt Training - Module 2 - Day 1Documento89 páginasBlack Belt Training - Module 2 - Day 1haythemAinda não há avaliações
- Six Sigma: Six Sigma Seeks To Improve The Quality of Process Outputs by Identifying andDocumento4 páginasSix Sigma: Six Sigma Seeks To Improve The Quality of Process Outputs by Identifying andsophy8922Ainda não há avaliações
- Strategies and Success Factors For Overcoming Challenges in TPM ImplementationDocumento25 páginasStrategies and Success Factors For Overcoming Challenges in TPM Implementationdeepak_manjunath_1100% (1)
- Lean Shipbuilding I EngDocumento7 páginasLean Shipbuilding I EngGanesh FakatkarAinda não há avaliações
- Project Quality Management A Complete Guide - 2019 EditionNo EverandProject Quality Management A Complete Guide - 2019 EditionAinda não há avaliações
- Reliability Analysis and Plans for Successive Testing: Start-up Demonstration Tests and ApplicationsNo EverandReliability Analysis and Plans for Successive Testing: Start-up Demonstration Tests and ApplicationsAinda não há avaliações
- Writing MemorandaDocumento27 páginasWriting MemorandaSteph Kier PonterasAinda não há avaliações
- F.3 Week 5 2019Documento2 páginasF.3 Week 5 2019Syifa Asyfa TradingAinda não há avaliações
- Hampton by Hilton: Development GuideDocumento53 páginasHampton by Hilton: Development Guideakshay khaneja100% (1)
- CA2 Indeterminate Senyence LawDocumento5 páginasCA2 Indeterminate Senyence LawkemerutAinda não há avaliações
- Avianca Business Model InnovationDocumento22 páginasAvianca Business Model Innovationapi-458899472Ainda não há avaliações
- CJS Activity 1Documento3 páginasCJS Activity 1Asuna YuukiAinda não há avaliações
- WHLP HGP G8 Module 1Documento2 páginasWHLP HGP G8 Module 1MickaelaAinda não há avaliações
- Managing Business Ethics: Prepared For Class Discussion by Prof.S.SuryanarayananDocumento24 páginasManaging Business Ethics: Prepared For Class Discussion by Prof.S.SuryanarayananNic KnightAinda não há avaliações
- Argumentative Essay On A Cure For AffluenzaDocumento5 páginasArgumentative Essay On A Cure For AffluenzaAnonymous mO72yqNcAinda não há avaliações
- 300+ Lecturette Topics for SSB InterviewDocumento10 páginas300+ Lecturette Topics for SSB InterviewAnjali DahiyaAinda não há avaliações
- Tellability - What Makes A Narrative Interesting?Documento30 páginasTellability - What Makes A Narrative Interesting?Frederik ForgerAinda não há avaliações
- Improving Social Media: The People, Organizations and Ideas For A Better Tech FutureDocumento126 páginasImproving Social Media: The People, Organizations and Ideas For A Better Tech FutureAll Tech Is Human89% (9)
- Case Study Background: Bolumbia's Electronic Census SystemDocumento9 páginasCase Study Background: Bolumbia's Electronic Census SystemJuan Camilo Jiménez RojasAinda não há avaliações
- Mental Block Case Study AnalysisDocumento4 páginasMental Block Case Study Analysissparsh rastogi67% (3)
- This Content Downloaded From 111.119.188.15 On Thu, 24 Sep 2020 12:12:22 UTCDocumento22 páginasThis Content Downloaded From 111.119.188.15 On Thu, 24 Sep 2020 12:12:22 UTCRashid AhmedAinda não há avaliações
- Training For Climbing: The Definitive Guide To Improving Your Performance (How To Climb Series) - Eric HorstDocumento5 páginasTraining For Climbing: The Definitive Guide To Improving Your Performance (How To Climb Series) - Eric HorstsikolyzaAinda não há avaliações
- AirBnB Case Study on Disruptive Innovation in Hospitality (39Documento4 páginasAirBnB Case Study on Disruptive Innovation in Hospitality (39aayushi bhandari100% (1)
- Michel Rojkind HalpertDocumento7 páginasMichel Rojkind HalpertFabrizio AlbertoAinda não há avaliações
- American Revolutionary Historical Figure Research PaperDocumento2 páginasAmerican Revolutionary Historical Figure Research PaperDonald KingAinda não há avaliações
- Indian Trade Promotion Organisation (Itpo)Documento10 páginasIndian Trade Promotion Organisation (Itpo)Pooja BarvaliyaAinda não há avaliações
- 10 Task Performance Output PresentationDocumento18 páginas10 Task Performance Output PresentationJeryle Rochmaine JosonAinda não há avaliações
- Legal Ethics Part 1Documento70 páginasLegal Ethics Part 1Leoni Francis LagramaAinda não há avaliações
- Impact of Agricultural Sector On Indian EconomyDocumento17 páginasImpact of Agricultural Sector On Indian EconomyAmit Dandapath100% (6)
- Policy Imperatives On GadDocumento11 páginasPolicy Imperatives On GadIrene Anastasia100% (1)
- Names NarrativeDocumento23 páginasNames NarrativeJanine A. EscanillaAinda não há avaliações
- Case AnalysisDocumento2 páginasCase AnalysisLouelle Jay Rubio Cajalne100% (6)
- Literature ReviewDocumento7 páginasLiterature Reviewapi-355503275Ainda não há avaliações
- Combined 4Documento5 páginasCombined 4api-601243095Ainda não há avaliações
- Whitehead - Violence & The Cultural OrderDocumento11 páginasWhitehead - Violence & The Cultural OrderLuis Lobato de FariaAinda não há avaliações
- Lighting Fixtures ITP 01.09.2020Documento6 páginasLighting Fixtures ITP 01.09.2020Ahmad Dagamseh100% (1)