Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Field Quality Plan - 2022 RoadDocumento9 páginasField Quality Plan - 2022 RoadMozhi Moni100% (1)
- Thermal Spray Coating For BoilerDocumento26 páginasThermal Spray Coating For BoilerHoang Thang100% (1)
- Colvin T.E. Steel Boat Building - From Bare Hull To Launching Vol.2, 1986Documento210 páginasColvin T.E. Steel Boat Building - From Bare Hull To Launching Vol.2, 1986VitBar100% (1)
- Nanotechnology Nano Fabrication Patterning and Self AssemblyDocumento664 páginasNanotechnology Nano Fabrication Patterning and Self AssemblyMehdi Naderi75% (4)
- Understanding Elevated Copper Levels in Used Oil SamplesDocumento3 páginasUnderstanding Elevated Copper Levels in Used Oil SamplesYuszra SabillaAinda não há avaliações
- Bolting Material Specifications - PIPING HANDBOOKDocumento1 páginaBolting Material Specifications - PIPING HANDBOOK최승원Ainda não há avaliações
- Hopergy Product CatalogueDocumento14 páginasHopergy Product Cataloguexmstone1Ainda não há avaliações
- Nasm21083 AiaDocumento5 páginasNasm21083 AiaVadim RiabovAinda não há avaliações
- NDT Certificate Inspection ReportsDocumento9 páginasNDT Certificate Inspection ReportsikponmwonsaAinda não há avaliações
- Technical DocumentationDocumento84 páginasTechnical Documentationpotolok7767100% (2)
- Valero Blinding Guideline Provides Safety ProceduresDocumento13 páginasValero Blinding Guideline Provides Safety ProcedureskishorsinghAinda não há avaliações
- Hmma 865-03Documento24 páginasHmma 865-03eugenio.gutenbertAinda não há avaliações
- - =-3.6 log ф ^ - J J (: 182 Chapter 6 Interphase Transport in Isothermal SystemsDocumento3 páginas- =-3.6 log ф ^ - J J (: 182 Chapter 6 Interphase Transport in Isothermal SystemsAndrianPratamaAinda não há avaliações
- SR 2011-12 PWD Mys CircleDocumento773 páginasSR 2011-12 PWD Mys CircleBharath Kumar MAinda não há avaliações
- Apcolite Premium Gloss Enamel PDFDocumento2 páginasApcolite Premium Gloss Enamel PDFAnand Chavan Projects-QualityAinda não há avaliações
- Scrap Reduction Improvement: Roop Polymers LimitedDocumento5 páginasScrap Reduction Improvement: Roop Polymers Limitedmani01kandanAinda não há avaliações
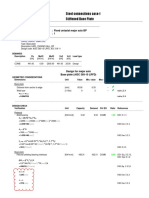
- Steel Connections Case-I Stiffened Base Plate: ResultsDocumento4 páginasSteel Connections Case-I Stiffened Base Plate: Resultsfreddysalas12Ainda não há avaliações
- Ashirvad Column Pipes Leaflet PDFDocumento2 páginasAshirvad Column Pipes Leaflet PDFSagar B RAinda não há avaliações
- Analysis of The Filament-Wound Glass Reinforced Rectangular Cross Section Composite Pipes in AnsysDocumento1 páginaAnalysis of The Filament-Wound Glass Reinforced Rectangular Cross Section Composite Pipes in AnsysIJIERT-International Journal of Innovations in Engineering Research and TechnologyAinda não há avaliações
- WK 7 - Q3 - GP2 - GSJDocumento59 páginasWK 7 - Q3 - GP2 - GSJildeanne GAinda não há avaliações
- Steady Incompressible Flow in Pressure Conduits: Lecture - 10Documento34 páginasSteady Incompressible Flow in Pressure Conduits: Lecture - 10Nawaz441Ainda não há avaliações
- LPR EquipmentDocumento12 páginasLPR EquipmentsantoshgprAinda não há avaliações
- Chapter 00Documento36 páginasChapter 00Aniruddh SharmaAinda não há avaliações
- Erection Material List JGS320Documento2 páginasErection Material List JGS320Rashid Mahmood JaatAinda não há avaliações
- Steam Generator Steam Generator: Quality of LifeDocumento29 páginasSteam Generator Steam Generator: Quality of LifeMiguel DexsAinda não há avaliações
- Water's Edge BrochureDocumento15 páginasWater's Edge BrochureAndrew Ahmed50% (2)
- Docslide - Us - Aeb 9901 Engine Coolant Performance SpecificationsDocumento44 páginasDocslide - Us - Aeb 9901 Engine Coolant Performance SpecificationsalvaroleivazAinda não há avaliações
- Study of Building Drawing. Roll No.181001.Documento19 páginasStudy of Building Drawing. Roll No.181001.Prafful BahiramAinda não há avaliações
- Methods of Preparing Horizontal Construction Joints in Mass ConcreteDocumento82 páginasMethods of Preparing Horizontal Construction Joints in Mass ConcreterabeeabuahmadAinda não há avaliações
- Bioact EC-7 Defluxer: Technical Data SheetDocumento4 páginasBioact EC-7 Defluxer: Technical Data Sheetmadiahmad84Ainda não há avaliações