Você também pode gostar
- A Review of Electrochemical Macro To MicDocumento16 páginasA Review of Electrochemical Macro To MicGaby AlvarezAinda não há avaliações
- A Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeDocumento9 páginasA Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeSarath ChandraAinda não há avaliações
- Investigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachDocumento6 páginasInvestigating Effects of Process Variables On MRR in EDM by Using Taguchi Parameter Design ApproachPujara ManishAinda não há avaliações
- EEDMDocumento5 páginasEEDMMedasani Gurusai ChowdaryAinda não há avaliações
- Analysis On Fabrication of Micro-Tools by Micro-Electrochemical Machining ProcessDocumento33 páginasAnalysis On Fabrication of Micro-Tools by Micro-Electrochemical Machining ProcessXu WeixingAinda não há avaliações
- LESSON 4 (B)Documento12 páginasLESSON 4 (B)learntomindyourownbusinessokayAinda não há avaliações
- Optimization of Process Parameter of Die Sinking EDM For Machining of SS316H Using Taguchi L9 ApproachDocumento12 páginasOptimization of Process Parameter of Die Sinking EDM For Machining of SS316H Using Taguchi L9 ApproachIJRASETPublicationsAinda não há avaliações
- Review of State of Art and Process Parameter Influence in EDM TechnologyDocumento9 páginasReview of State of Art and Process Parameter Influence in EDM TechnologyNguyễn Hữu PhấnAinda não há avaliações
- Chapter 1 - Introduction EDMDocumento5 páginasChapter 1 - Introduction EDMPraveen RnAinda não há avaliações
- Non Conventional MachiningDocumento19 páginasNon Conventional MachiningTooling ganeshAinda não há avaliações
- End Shiv Seminar ReportDocumento21 páginasEnd Shiv Seminar Reportmohitmemitrc2020Ainda não há avaliações
- A Review Paper On Electro Chemical MachiningDocumento8 páginasA Review Paper On Electro Chemical Machiningpritam rajAinda não há avaliações
- Development of Table Top Ultrasonic Assisted Sinking Micro Electrical Discharge Machining Set UpDocumento19 páginasDevelopment of Table Top Ultrasonic Assisted Sinking Micro Electrical Discharge Machining Set UpPurece EugenAinda não há avaliações
- Electric Discharge MachiningDocumento18 páginasElectric Discharge MachiningKrdaeAinda não há avaliações
- CHAPTER-4-Thermal TypeDocumento45 páginasCHAPTER-4-Thermal TypeWinta BreaAinda não há avaliações
- Optimization of Process Parameters in Die Sinking EDM - A REVIEWDocumento6 páginasOptimization of Process Parameters in Die Sinking EDM - A REVIEWIJSTEAinda não há avaliações
- Electrochemical MachiningDocumento104 páginasElectrochemical MachiningDeepak SharmaAinda não há avaliações
- Ultrasonic and Electric Discharge Machining To Deep and Small Hole On Titanium AlloyDocumento6 páginasUltrasonic and Electric Discharge Machining To Deep and Small Hole On Titanium AlloysatishmaanAinda não há avaliações
- Spring 1Documento14 páginasSpring 1Nandish BharadwajAinda não há avaliações
- COPEN-9 Full Paper Upload 77Documento6 páginasCOPEN-9 Full Paper Upload 77aghosh704100% (1)
- EDMDocumento20 páginasEDMlogeshboy007Ainda não há avaliações
- Effect of Current On EDMDocumento58 páginasEffect of Current On EDMAli M. ElghawailAinda não há avaliações
- Application of Electro Chemical Machining For MateDocumento7 páginasApplication of Electro Chemical Machining For MateJeny ThoriumAinda não há avaliações
- A Review Paper On (EDM) Electrical Discharge MachiningDocumento3 páginasA Review Paper On (EDM) Electrical Discharge MachiningVishal Kumar JaiswalAinda não há avaliações
- Chapter-1: Department of Mechanical Engineering:: NEC-GUDURDocumento49 páginasChapter-1: Department of Mechanical Engineering:: NEC-GUDURChalla varun KumarAinda não há avaliações
- Characterizing The Effects of Micro Electrical DisDocumento6 páginasCharacterizing The Effects of Micro Electrical DisNguyễn Hữu PhấnAinda não há avaliações
- Lecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMDocumento32 páginasLecture-12-Nonconventional Machining-ECM, EDM, EBM & LBMSilentxpire75% (4)
- Electrochemical MachiningDocumento29 páginasElectrochemical MachiningRiki RiswantoAinda não há avaliações
- Selected Problems of Micro-Electrochemical Machining: Jerzy Kozak, Kamlakar P. Rajurkar, Yogesh MakkarDocumento6 páginasSelected Problems of Micro-Electrochemical Machining: Jerzy Kozak, Kamlakar P. Rajurkar, Yogesh MakkarHusnainAinda não há avaliações
- Development of Electrochemical Micro Machining For Air-Lubricated Hydrodynamic BearingsDocumento6 páginasDevelopment of Electrochemical Micro Machining For Air-Lubricated Hydrodynamic BearingsMark LambertAinda não há avaliações
- Parametric Optimization of Electrochemical Machining Using Signal-To-Noise (S/N) RatioDocumento8 páginasParametric Optimization of Electrochemical Machining Using Signal-To-Noise (S/N) RatioIJMERAinda não há avaliações
- Response Surface Analysis of Electro Jet Drilled Holes: OriginalarticleDocumento8 páginasResponse Surface Analysis of Electro Jet Drilled Holes: Originalarticlesalmaan006Ainda não há avaliações
- Turning-Form Electrode in Ultrasonic-Aided Electrochemical FinishingDocumento4 páginasTurning-Form Electrode in Ultrasonic-Aided Electrochemical FinishingffazlaliAinda não há avaliações
- Metallurgical Alterations in The Surface of Steel Cavities Machined by EDMDocumento8 páginasMetallurgical Alterations in The Surface of Steel Cavities Machined by EDMDeak Ferenc-JozsefAinda não há avaliações
- Mesin Edm WirecutDocumento10 páginasMesin Edm Wirecutcrewz_19Ainda não há avaliações
- Electrical Discharge Machining (Edm) : Process PrinciplesDocumento11 páginasElectrical Discharge Machining (Edm) : Process PrinciplesPrasad ChikkamAinda não há avaliações
- A Review On Current Research Trends in Electrical Discharge Machining (EDM)Documento15 páginasA Review On Current Research Trends in Electrical Discharge Machining (EDM)Armando Rosas GonzalitosAinda não há avaliações
- Electro Chemical MachiningDocumento21 páginasElectro Chemical MachiningShashank AgarwalAinda não há avaliações
- A Brief Review of Die Sinking Electrical Discharging Machining Process Towards AutomationDocumento7 páginasA Brief Review of Die Sinking Electrical Discharging Machining Process Towards AutomationMayank Rajesh Kumar ShrivastavaAinda não há avaliações
- 10 Electro Chemical Machining (ECM)Documento27 páginas10 Electro Chemical Machining (ECM)Blizer Clan100% (1)
- Literature ReviewDocumento34 páginasLiterature ReviewMuhammad WaleedAinda não há avaliações
- Electro-Discharge Machining (EDM) - Industrial EngineeringDocumento24 páginasElectro-Discharge Machining (EDM) - Industrial EngineeringshahadAinda não há avaliações
- Electrical Discharge MachiningDocumento15 páginasElectrical Discharge MachiningPanosAinda não há avaliações
- NDT 2 (Autosaved)Documento36 páginasNDT 2 (Autosaved)Jas HimAinda não há avaliações
- Mentor Name-: Capstone Project Report OnDocumento30 páginasMentor Name-: Capstone Project Report Onconstructive_mind000Ainda não há avaliações
- Electrical Discharge Machining: Jump To Navigation Jump To SearchDocumento17 páginasElectrical Discharge Machining: Jump To Navigation Jump To SearchPanosAinda não há avaliações
- IMECS2009 pp1803-1808Documento6 páginasIMECS2009 pp1803-1808Ratan KumarAinda não há avaliações
- Ucmp - Assignment 15P31A0383Documento5 páginasUcmp - Assignment 15P31A0383Sài TejaAinda não há avaliações
- Reference: Diffusion Bonded EDM Electrode With Micro Holes For Jetting Dielectric Liquid, CIRP Annals - Manufacturing Technology, 2006Documento11 páginasReference: Diffusion Bonded EDM Electrode With Micro Holes For Jetting Dielectric Liquid, CIRP Annals - Manufacturing Technology, 2006EdinAinda não há avaliações
- Studying The Affect of Current On (MRR) and (EW) in Electrical Discharge Machining (EDM)Documento15 páginasStudying The Affect of Current On (MRR) and (EW) in Electrical Discharge Machining (EDM)Mostafa AdilAinda não há avaliações
- Unconventional Machining IIDocumento16 páginasUnconventional Machining IIHarish ChaudhariAinda não há avaliações
- A Review On Current Research Trends in Electrical Discharge Machining (EDM)Documento15 páginasA Review On Current Research Trends in Electrical Discharge Machining (EDM)dinesh veerAinda não há avaliações
- Electrical Discharge MachiningDocumento6 páginasElectrical Discharge MachiningzidaaanAinda não há avaliações
- Plasma Etching Processes for CMOS Devices RealizationNo EverandPlasma Etching Processes for CMOS Devices RealizationNicolas PossemeAinda não há avaliações
- Organic Light-Emitting Transistors: Towards the Next Generation Display TechnologyNo EverandOrganic Light-Emitting Transistors: Towards the Next Generation Display TechnologyAinda não há avaliações
- An Essential Guide to Electronic Material Surfaces and InterfacesNo EverandAn Essential Guide to Electronic Material Surfaces and InterfacesAinda não há avaliações
- Reflow Soldering: Apparatus and Heat Transfer ProcessesNo EverandReflow Soldering: Apparatus and Heat Transfer ProcessesAinda não há avaliações
- MOS Integrated Circuit DesignNo EverandMOS Integrated Circuit DesignE. WolfendaleAinda não há avaliações
- BENNET 840 MallinckrodtDocumento12 páginasBENNET 840 MallinckrodtmartynbbAinda não há avaliações
- 1697 Dzyan Kitabi Qedim Qutsal Oghreti Bilim Arashdirma Qurupu 1971 61sDocumento67 páginas1697 Dzyan Kitabi Qedim Qutsal Oghreti Bilim Arashdirma Qurupu 1971 61strametesa100% (1)
- AP Calculus AB - Integration - NotesDocumento26 páginasAP Calculus AB - Integration - NotesHaniyaAngelAinda não há avaliações
- Chapter 1 Smith and Van NessDocumento41 páginasChapter 1 Smith and Van NessJohn Raymart RaferAinda não há avaliações
- Banner Details: STABILIZED MUD CONCRETE BLOCK (SMCB) Is Where We Replace CoarseDocumento3 páginasBanner Details: STABILIZED MUD CONCRETE BLOCK (SMCB) Is Where We Replace Coarsemohd sohailAinda não há avaliações
- Liquid SO2.1Documento13 páginasLiquid SO2.1Musyafa WiryantoAinda não há avaliações
- Conduction-Convection Systems: HPDX (T T)Documento8 páginasConduction-Convection Systems: HPDX (T T)Nihad MohammedAinda não há avaliações
- Signal Flow GraphDocumento38 páginasSignal Flow Graphgaurav_juneja_4Ainda não há avaliações
- Department of Education: OpticsDocumento3 páginasDepartment of Education: Opticsronald100% (1)
- Mathematical Model For LCL Filter With AFE ConverterDocumento4 páginasMathematical Model For LCL Filter With AFE ConverterSubash Chandar AdikesavanAinda não há avaliações
- FORNEY TestingMachinesDocumento17 páginasFORNEY TestingMachinesNhayelli EstradaAinda não há avaliações
- TV126WHM Nuo PDFDocumento33 páginasTV126WHM Nuo PDFganyuanAinda não há avaliações
- 000 ProntoSIL CatalogDocumento12 páginas000 ProntoSIL CatalogAbhijeet SangwanAinda não há avaliações
- Control ValvesDocumento20 páginasControl ValvesSakthivel PalaniAinda não há avaliações
- Cleaning Validation ProtocolDocumento6 páginasCleaning Validation ProtocolVega life sciences100% (1)
- 17 Reinforced ConcreteDocumento46 páginas17 Reinforced ConcreteJetty CruzAinda não há avaliações
- Metering - Manual - Eastern - RegionDocumento65 páginasMetering - Manual - Eastern - RegionAmit PathakAinda não há avaliações
- Lutein Micro Encapsulation Using CoacervationDocumento8 páginasLutein Micro Encapsulation Using CoacervationSilky Pradeep KumarAinda não há avaliações
- DBT 203 Metal Extractive Technology: Topic 1: Extracting Metal From OresDocumento24 páginasDBT 203 Metal Extractive Technology: Topic 1: Extracting Metal From OresSollehah SuhaimiAinda não há avaliações
- 750 Multilin Feeder Management Relay ManualDocumento446 páginas750 Multilin Feeder Management Relay ManualFerdinandja100% (1)
- (Clement Hal) Clement, Hal - Needle 1 - NeedleDocumento120 páginas(Clement Hal) Clement, Hal - Needle 1 - Needledicoursfigure100% (1)
- Kemira, Leonard Dan Bethel Acid FormicDocumento22 páginasKemira, Leonard Dan Bethel Acid FormicBen Yudha SatriaAinda não há avaliações
- Catalogo Cadenas de Ingenieria PDFDocumento136 páginasCatalogo Cadenas de Ingenieria PDFGlicerio Bravo GaticaAinda não há avaliações
- Fan 7316Documento21 páginasFan 7316sontuyet82Ainda não há avaliações
- Old-Examination-Questions-Ch.#17 (Dr. Gondal - Phys102) : at One End, Are Approximately: (Ans: 170 and 510 HZ)Documento5 páginasOld-Examination-Questions-Ch.#17 (Dr. Gondal - Phys102) : at One End, Are Approximately: (Ans: 170 and 510 HZ)Alexandro Andra PizzaroAinda não há avaliações
- Lecture 3 RheologyDocumento32 páginasLecture 3 Rheologybattal eduAinda não há avaliações
- Indian National Solar MissionDocumento114 páginasIndian National Solar MissionH Janardan PrabhuAinda não há avaliações
- Buried Pipe NDTDocumento224 páginasBuried Pipe NDTDemian PereiraAinda não há avaliações
- Banner Engineering - Glass Fiber Series - CatalogDocumento43 páginasBanner Engineering - Glass Fiber Series - CatalogTavo CoxAinda não há avaliações
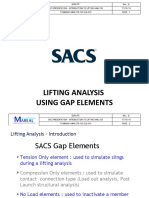
- T13mra001 Mra STR 103 SLD 010 Rev B Lifting AnalysisDocumento12 páginasT13mra001 Mra STR 103 SLD 010 Rev B Lifting AnalysisTannaz HadizadeAinda não há avaliações