Você também pode gostar
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Chapter 2 Feasibility Study and Literature SurveyDocumento9 páginasChapter 2 Feasibility Study and Literature SurveyAq AidilAinda não há avaliações
- Safety Precaution in Air Conditioning ServicingDocumento2 páginasSafety Precaution in Air Conditioning ServicingMuhd Nasri100% (1)
- Vapour Compression Refrigeration PDFDocumento5 páginasVapour Compression Refrigeration PDFjose100% (1)
- Packed Column Calculation Results: Unregistered EvaluationDocumento1 páginaPacked Column Calculation Results: Unregistered EvaluationAhmed HassanAinda não há avaliações
- Manual Válvula Fisher. Type 627 WHDocumento12 páginasManual Válvula Fisher. Type 627 WHJhon RíosAinda não há avaliações
- SuperCritical TechnologyDocumento67 páginasSuperCritical TechnologyAnil SinghAinda não há avaliações
- GASESSDocumento10 páginasGASESSAndrea Martinez ZepedaAinda não há avaliações
- Max Pipeline PressureDocumento14 páginasMax Pipeline PressureRaj GoswamiAinda não há avaliações
- Fundamentals of Thermodynamics Solutions ch09Documento198 páginasFundamentals of Thermodynamics Solutions ch09Cierré No'Middlename Jones75% (4)
- Condenser & BoilerDocumento33 páginasCondenser & BoilerShaun Patrick Albao100% (1)
- Problem 1Documento3 páginasProblem 1Alfredo Gonzalez SoteloAinda não há avaliações
- Evc20 Manual en R20160905Documento10 páginasEvc20 Manual en R20160905Khiareddine KadhemAinda não há avaliações
- Appendix 8.5 Equipment DatasheetsDocumento20 páginasAppendix 8.5 Equipment DatasheetsIboniks Beponpiks DabondatskiAinda não há avaliações
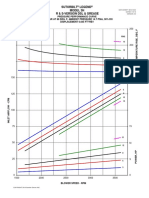
- Sutorbilt Legend Model 3H R & S-Version DSL & GreaseDocumento1 páginaSutorbilt Legend Model 3H R & S-Version DSL & GreaseJosue UrgilésAinda não há avaliações
- Quiz 2 Oil & GasDocumento5 páginasQuiz 2 Oil & GasNaumanTahirAinda não há avaliações
- CAT Spare PartsDocumento6 páginasCAT Spare PartsREINALDO GONZALEZAinda não há avaliações
- Work Done On Ideal Gas (Lecture 14)Documento10 páginasWork Done On Ideal Gas (Lecture 14)CSP IqraAinda não há avaliações
- Graduated Cylinder PDFDocumento1 páginaGraduated Cylinder PDFLuciana Khosuma100% (1)
- NOTES Steam Nozzles PDFDocumento34 páginasNOTES Steam Nozzles PDFYOGESH CHANDRA100% (1)
- Spo 19-07-19Documento21 páginasSpo 19-07-19kissorek3g0% (1)
- Diff Parts of A Boiler - 220308 - 154756Documento3 páginasDiff Parts of A Boiler - 220308 - 154756Dhruvi PadmaniAinda não há avaliações
- Atmosphere Quiz QuestionsDocumento6 páginasAtmosphere Quiz QuestionsSimon SAinda não há avaliações
- Water Hammer KSB PumpsDocumento34 páginasWater Hammer KSB Pumpsfuji6500100% (12)
- CKD 2 Way Valve AB21Documento2 páginasCKD 2 Way Valve AB21mon012Ainda não há avaliações
- Mechanical Snag ListDocumento12 páginasMechanical Snag Listmurta2211Ainda não há avaliações
- Presentasi PipingDocumento45 páginasPresentasi PipingYan LaksanaAinda não há avaliações
- SET B With Answer Key Quiz 2 Fluid Machineries (Prof. Enh. 2)Documento4 páginasSET B With Answer Key Quiz 2 Fluid Machineries (Prof. Enh. 2)Famela GadAinda não há avaliações
- Series and ParallelDocumento23 páginasSeries and ParallelErvz Mission100% (2)
- CH 60 CH 100 Service and Parts ManualDocumento36 páginasCH 60 CH 100 Service and Parts ManualAnonymous zIC52xKlAinda não há avaliações
- Sistema de Fire&GasDocumento96 páginasSistema de Fire&Gasjose coronadoAinda não há avaliações