Você também pode gostar
- Fine Carbide Tools PTE.LTD. Potential Failure Mode and Effects AnalysisDocumento2 páginasFine Carbide Tools PTE.LTD. Potential Failure Mode and Effects AnalysisHeidi Dedication Pader NicolasAinda não há avaliações
- 3 3bb0aDocumento7 páginas3 3bb0aEleandro JoaquimAinda não há avaliações
- Process Potential Failure Mode & Effects AnalysisDocumento12 páginasProcess Potential Failure Mode & Effects Analysisankit kumar100% (1)
- Fmea Process TemplateDocumento20 páginasFmea Process TemplateLazarasBenny IsprithiyoneAinda não há avaliações
- PFMEADocumento10 páginasPFMEAsmallik3100% (1)
- Garrett RankingDocumento14 páginasGarrett RankingCorey Wells88% (25)
- Jishu Hozen: Presentation By: V.P.SINGHDocumento41 páginasJishu Hozen: Presentation By: V.P.SINGHAbhishek Xc57% (7)
- BITS, PILANI – DUBAI Quality Control Test 1Documento7 páginasBITS, PILANI – DUBAI Quality Control Test 1Nimish PandeAinda não há avaliações
- Failure Mode and Effects AnalysisDocumento12 páginasFailure Mode and Effects Analysishmp90Ainda não há avaliações
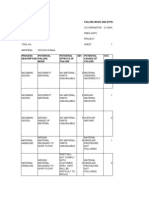
- Your Company Name 1680995-101 1680995-101 Bushing, Guide Slot E 2/1/2003 N/A 12/23/2005 0 John Smith Amy Millimen Jane Doe Bob Miller NameDocumento20 páginasYour Company Name 1680995-101 1680995-101 Bushing, Guide Slot E 2/1/2003 N/A 12/23/2005 0 John Smith Amy Millimen Jane Doe Bob Miller Namekaran11deshmukhAinda não há avaliações
- Problem Solving Basic 7 QC ToolsDocumento53 páginasProblem Solving Basic 7 QC Toolsshukumar_24100% (4)
- SQ Mark & 100ppm ChecklistDocumento14 páginasSQ Mark & 100ppm Checklistkarpags100% (2)
- Work Instructions For Rolling of PlatesDocumento3 páginasWork Instructions For Rolling of PlatesPravin Patil100% (1)
- Ye Chen PfraDocumento35 páginasYe Chen Pfraapi-294792801Ainda não há avaliações
- FMEA PDocumento6 páginasFMEA Pparu1982Ainda não há avaliações
- What Is Expected Out of The Process. Description of Operation PerformedDocumento1 páginaWhat Is Expected Out of The Process. Description of Operation PerformedsateeshkoriAinda não há avaliações
- PD - MS - Rev 07Documento23 páginasPD - MS - Rev 07Rakesh KumarAinda não há avaliações
- NADCAP Audit Criteria For Nondestructive Testing Facility Magnetic Particle SurveyDocumento20 páginasNADCAP Audit Criteria For Nondestructive Testing Facility Magnetic Particle SurveyAnonymous gFcnQ4go100% (1)
- Failure Modes Effect AnalysisDocumento33 páginasFailure Modes Effect AnalysisAkhmas MerajAinda não há avaliações
- Chap 4 SPCDocumento47 páginasChap 4 SPCماياأمال100% (1)
- Cooper Industries PPAP Forms KitDocumento25 páginasCooper Industries PPAP Forms KitAshutosh SinghAinda não há avaliações
- SMT Generic Control PlanDocumento3 páginasSMT Generic Control PlanPedro Lopez Rodriguez100% (1)
- Truck Components PPAP ChecklistDocumento7 páginasTruck Components PPAP ChecklistcalinfnAinda não há avaliações
- PROBLEM SOLVING: DIA 3 MM DRILL BREAKAGE IN CNC MACHINEDocumento52 páginasPROBLEM SOLVING: DIA 3 MM DRILL BREAKAGE IN CNC MACHINEshanmugam86Ainda não há avaliações
- Die Casting Defects - Identification Causes and CuresDocumento12 páginasDie Casting Defects - Identification Causes and CuresjosuecncAinda não há avaliações
- Control Documents PART 1Documento94 páginasControl Documents PART 1Zero123Ainda não há avaliações
- Failure Pop Awsome ShitDocumento6 páginasFailure Pop Awsome ShitXanderAinda não há avaliações
- DMAIC - GRR TemplateDocumento25 páginasDMAIC - GRR TemplateAnonymous rvXfvFAinda não há avaliações
- FmeaDocumento3 páginasFmeaVishnu RoyAinda não há avaliações
- PFMEA Solder Paste Printing 03 Sept 2016 (Zul)Documento129 páginasPFMEA Solder Paste Printing 03 Sept 2016 (Zul)Sisma Pratama Arum PutriAinda não há avaliações
- QP - 02 Magnetic Particle Test, Rev 01Documento13 páginasQP - 02 Magnetic Particle Test, Rev 01Iksan Adityo MulyoAinda não há avaliações
- SUPPLI 4 JDocumento69 páginasSUPPLI 4 JkvasudevinK123Ainda não há avaliações
- Control Plan Extrusion of Tyre TreadsDocumento4 páginasControl Plan Extrusion of Tyre TreadsChetan MetkarAinda não há avaliações
- Service Call ProceduresDocumento8 páginasService Call ProceduresBetanzos Estrada RalfherAinda não há avaliações
- Variability Basics: Operations Management - WS 2014/2015Documento46 páginasVariability Basics: Operations Management - WS 2014/2015JohannesRöderAinda não há avaliações
- Failure Analysis: Key Concepts and Benefits of FMECADocumento72 páginasFailure Analysis: Key Concepts and Benefits of FMECAbrucemartin3100% (1)
- The Instrument Name and DescriptionDocumento9 páginasThe Instrument Name and DescriptionMakmal FarmaseutikalAinda não há avaliações
- Fault Tracing IntroductionDocumento4 páginasFault Tracing IntroductionjgkuchhadiyaAinda não há avaliações
- New PFMEADocumento9 páginasNew PFMEAPuneet SharmaAinda não há avaliações
- Sot Sc70 OcapDocumento63 páginasSot Sc70 OcapPBlurnz005100% (2)
- CSCS Rods & BracketsDocumento66 páginasCSCS Rods & BracketsshuklahouseAinda não há avaliações
- Green Belt Project Documentation 182191KSP9300CDocumento45 páginasGreen Belt Project Documentation 182191KSP9300CPrakashRai100% (1)
- 4.5 VisualDocumento17 páginas4.5 VisualtruongngvAinda não há avaliações
- Capacity VerificationDocumento5 páginasCapacity VerificationHarsha MP100% (2)
- 7 QC ToolsDocumento44 páginas7 QC ToolsNEHAAinda não há avaliações
- PFMEA TemplateDocumento19 páginasPFMEA Templatejcruz909100% (1)
- Problem Solving Tools Pareto AnalysisDocumento24 páginasProblem Solving Tools Pareto Analysissangameshwar.kadole1273Ainda não há avaliações
- BFP Oil FlushingDocumento19 páginasBFP Oil FlushingParthiban KarunaAinda não há avaliações
- FMEA Template for Failure AnalysisDocumento21 páginasFMEA Template for Failure AnalysisGauravBedreAinda não há avaliações
- 0.1 Pre Test Question Paper Core ToolsDocumento16 páginas0.1 Pre Test Question Paper Core Toolsnikhalesh123Ainda não há avaliações
- TS PRC 8222C Layer 2 QuestionnaireDocumento3 páginasTS PRC 8222C Layer 2 QuestionnaireJOECOOL67Ainda não há avaliações
- Six Sigma Overview ExplainedDocumento24 páginasSix Sigma Overview Explainedjitendrasutar1975Ainda não há avaliações
- Fmea WorksheetDocumento3 páginasFmea WorksheetatathodAinda não há avaliações
- Statistical Process Control: Douglas M. Stewart, Ph.D. The Anderson Schools of Management The University of New MexicoDocumento68 páginasStatistical Process Control: Douglas M. Stewart, Ph.D. The Anderson Schools of Management The University of New Mexicoenzo atsituabAinda não há avaliações
- Poka YokeDocumento41 páginasPoka Yokefaja2004Ainda não há avaliações
- Content For Operation and Maintenance ManualsDocumento4 páginasContent For Operation and Maintenance Manualsdaylight888Ainda não há avaliações
- TaguchioldDocumento27 páginasTaguchioldPhan NguyenAinda não há avaliações
- Economic and Financial Modelling with EViews: A Guide for Students and ProfessionalsNo EverandEconomic and Financial Modelling with EViews: A Guide for Students and ProfessionalsAinda não há avaliações
- Advanced Temperature Measurement and Control, Second EditionNo EverandAdvanced Temperature Measurement and Control, Second EditionAinda não há avaliações
- Tear Strengh Various Shape DetailsDocumento18 páginasTear Strengh Various Shape DetailsAjit SamalAinda não há avaliações
- NP-ISO - 3302 - 1 - Rubber Tolerances For Products PDFDocumento13 páginasNP-ISO - 3302 - 1 - Rubber Tolerances For Products PDFluis martinezAinda não há avaliações
- Rubber Bloomong PDFDocumento13 páginasRubber Bloomong PDFAjit SamalAinda não há avaliações
- Hydrogenated Nitrile Butadiene Rubber (HNBR) : Properties and ApplicationsDocumento4 páginasHydrogenated Nitrile Butadiene Rubber (HNBR) : Properties and ApplicationsAjit SamalAinda não há avaliações
- Iso 48 - Is .3400.2.2003 PartDocumento18 páginasIso 48 - Is .3400.2.2003 PartAjit SamalAinda não há avaliações
- Zeon Productguide 20150608 PDFDocumento16 páginasZeon Productguide 20150608 PDFAjit SamalAinda não há avaliações
- Solvent-Extractable Material in Black Pigments1Documento2 páginasSolvent-Extractable Material in Black Pigments1Ajit SamalAinda não há avaliações
- Iso 7619-1Documento19 páginasIso 7619-1Luis AlfredoAinda não há avaliações
- Fabric Textile Testing SRFDocumento6 páginasFabric Textile Testing SRFAjit SamalAinda não há avaliações
- Rubber BloomongDocumento13 páginasRubber BloomongAjit SamalAinda não há avaliações
- E2540526 Viton PDFDocumento2 páginasE2540526 Viton PDFAjit SamalAinda não há avaliações
- E7543074 DRG 45380401111 PDFDocumento1 páginaE7543074 DRG 45380401111 PDFAjit SamalAinda não há avaliações
- 1zba115006 2Documento2 páginas1zba115006 2Ajit SamalAinda não há avaliações
- 1zyn115006 1 PDFDocumento4 páginas1zyn115006 1 PDFAjit SamalAinda não há avaliações
- Lal Kitab Hindi OriginalDocumento521 páginasLal Kitab Hindi Originaljagdish bhatt (જગદીશ ભટ્ટ)100% (2)
- Nu-Cork Products (P) LTD.: Grade: NC RS 1Documento2 páginasNu-Cork Products (P) LTD.: Grade: NC RS 1Ajit SamalAinda não há avaliações
- AA59807 Rev 04 PDFDocumento5 páginasAA59807 Rev 04 PDFAjit SamalAinda não há avaliações
- IS 3400 rubber testing standard parts 1-22Documento1 páginaIS 3400 rubber testing standard parts 1-22Ajit SamalAinda não há avaliações
- 07 Chapter 1Documento39 páginas07 Chapter 1Ajit SamalAinda não há avaliações
- Acid Test in OilDocumento4 páginasAcid Test in OilAjit SamalAinda não há avaliações
- Mantoux WallchartDocumento1 páginaMantoux WallchartJoe AndersonAinda não há avaliações
- Title Identify Main Points, Opinions, and Specific Details From Spoken Texts in Spanish Level 3 Credits 6Documento3 páginasTitle Identify Main Points, Opinions, and Specific Details From Spoken Texts in Spanish Level 3 Credits 6Ajit SamalAinda não há avaliações
- 1448 40Documento8 páginas1448 40Ajit SamalAinda não há avaliações
- Vectors FoundationDocumento8 páginasVectors FoundationNaning RarasAinda não há avaliações
- Sco 2Documento15 páginasSco 2rkhandelwal9604Ainda não há avaliações
- Vedic Astrology OverviewDocumento1 páginaVedic Astrology Overviewhuman999100% (8)
- Nsf-Ansi 55 PDFDocumento56 páginasNsf-Ansi 55 PDFJawwad AhmedAinda não há avaliações
- Railway Electrification Projects Budget 2019-20Documento9 páginasRailway Electrification Projects Budget 2019-20Muhammad Meraj AlamAinda não há avaliações
- Prob Stats Module 4 2Documento80 páginasProb Stats Module 4 2AMRIT RANJANAinda não há avaliações
- Chocolate - Useful Physical ConstantsDocumento2 páginasChocolate - Useful Physical ConstantsJuan CAinda não há avaliações
- Telemark PulloverDocumento2 páginasTelemark Pulloverkidknits100% (1)
- Class-III English Notes-WsDocumento6 páginasClass-III English Notes-WsManu SinghAinda não há avaliações
- Adobe Scan 12 Aug 2022Documento3 páginasAdobe Scan 12 Aug 2022surabhi kalitaAinda não há avaliações
- Caterpillar 360 KWDocumento6 páginasCaterpillar 360 KWAde WawanAinda não há avaliações
- MSDS Corn CobDocumento2 páginasMSDS Corn CobMUHAMMAD YOGA BRILLIANTOAinda não há avaliações
- This Is Your Presentation TitleDocumento28 páginasThis Is Your Presentation TitleStephanie AcarapiAinda não há avaliações
- CodigosDocumento73 páginasCodigosEnzo Miguel Sarabia MontesAinda não há avaliações
- General Biology 2: Quarter 3, Module 1 Genetic EngineeringDocumento20 páginasGeneral Biology 2: Quarter 3, Module 1 Genetic EngineeringRonalyn AndaganAinda não há avaliações
- Perreaux E220 200W Stereo Power Amplifier from 1994Documento2 páginasPerreaux E220 200W Stereo Power Amplifier from 1994joaoraffa raffaAinda não há avaliações
- Indo American Journal of Pharmaceutical Research (India)Documento4 páginasIndo American Journal of Pharmaceutical Research (India)Pharmacy2011journalsAinda não há avaliações
- Mastercam 8.1 Beta 4: New Verification Engine in Beta 4! Sub-Programs Post ChangesDocumento48 páginasMastercam 8.1 Beta 4: New Verification Engine in Beta 4! Sub-Programs Post ChangesSaul Saldana LoyaAinda não há avaliações
- Shri Durga Chalisa 1Documento25 páginasShri Durga Chalisa 1gsameeriitdAinda não há avaliações
- Cryptography 01092014Documento19 páginasCryptography 01092014Anshu MittalAinda não há avaliações
- GRP104 Course Outline: Introduction to Key Topics in Human GeographyDocumento26 páginasGRP104 Course Outline: Introduction to Key Topics in Human GeographyKelvin WatkinsAinda não há avaliações
- Higher-Order InteractionsDocumento6 páginasHigher-Order Interactions山木Ainda não há avaliações
- Chefs at HomeDocumento4 páginasChefs at Homezbdv2kyzv7Ainda não há avaliações
- Real Talk GrammarDocumento237 páginasReal Talk GrammarOmar yoshiAinda não há avaliações
- Matlab For SolidworksDocumento18 páginasMatlab For SolidworksAle' AmoudiAinda não há avaliações
- Chapter 31. Current and Resistance Chapter 31. Current and Resistance Current and ResistanceDocumento11 páginasChapter 31. Current and Resistance Chapter 31. Current and Resistance Current and ResistanceArwaa AlmaghrabiAinda não há avaliações
- Production of Natural Bamboo Fibers-1: Experimental Approaches To Different Processes and AnalysesDocumento13 páginasProduction of Natural Bamboo Fibers-1: Experimental Approaches To Different Processes and AnalysesrabiulfAinda não há avaliações
- Analytical Methods To Measure The Constants of Fats and OilsDocumento5 páginasAnalytical Methods To Measure The Constants of Fats and OilsPenicillium Notatum67% (3)
- Well Serve CingDocumento140 páginasWell Serve CingYounes MakAinda não há avaliações
- Exercise Questions (Materials) .: BFT 112 Introduction To EngineeringDocumento1 páginaExercise Questions (Materials) .: BFT 112 Introduction To EngineeringSK DarsyanaaAinda não há avaliações