Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Die Correction Manual PDFDocumento10 páginasDie Correction Manual PDFLUAI BARAKAT100% (3)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Duct Work PDFDocumento2 páginasDuct Work PDFRiza BahrullohAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- EPRI TR 1004019 Guide For Develping and Managing An IRT Program PDFDocumento108 páginasEPRI TR 1004019 Guide For Develping and Managing An IRT Program PDFLuis GonzalezAinda não há avaliações
- CH 28Documento33 páginasCH 28Chrizziel Jean KayeAinda não há avaliações
- Chapter 5 - Processing of Seismic Reflection Data 1 01Documento70 páginasChapter 5 - Processing of Seismic Reflection Data 1 01Ricky ChiuAinda não há avaliações
- Development of CRGO Steel:-A Chronological Review: November 2013Documento2 páginasDevelopment of CRGO Steel:-A Chronological Review: November 2013AshtosheelatikaAinda não há avaliações
- Container Transformer Substations 2022Documento100 páginasContainer Transformer Substations 2022Joshua CooperAinda não há avaliações
- BS en 10228 4 2016 Non Destructive Testi PDFDocumento30 páginasBS en 10228 4 2016 Non Destructive Testi PDFDaryna KupriianovaAinda não há avaliações
- Dpti 002 18Documento1 páginaDpti 002 18Joshua CooperAinda não há avaliações
- GDP ArcDocumento3 páginasGDP ArcJoshua CooperAinda não há avaliações
- New Cost For Disk PloughDocumento1 páginaNew Cost For Disk PloughJoshua CooperAinda não há avaliações
- Choosing The Right Type of InsulatorDocumento4 páginasChoosing The Right Type of InsulatorJoshua CooperAinda não há avaliações
- Dpti 002 37Documento1 páginaDpti 002 37Joshua CooperAinda não há avaliações
- Project 1Documento4 páginasProject 1Joshua CooperAinda não há avaliações
- Dpti 004 14Documento1 páginaDpti 004 14Joshua CooperAinda não há avaliações
- Dpti 002 14Documento1 páginaDpti 002 14Joshua CooperAinda não há avaliações
- Dpti 002 15Documento1 páginaDpti 002 15Joshua CooperAinda não há avaliações
- Dpti 002 37Documento1 páginaDpti 002 37Joshua CooperAinda não há avaliações
- Dpti 002 13Documento1 páginaDpti 002 13Joshua CooperAinda não há avaliações
- Dpti 002 37Documento1 páginaDpti 002 37Joshua CooperAinda não há avaliações
- Dpti 002 19Documento1 páginaDpti 002 19Joshua CooperAinda não há avaliações
- Dpti 002 37Documento1 páginaDpti 002 37Joshua CooperAinda não há avaliações
- 2 ModelDocumento1 página2 ModelJoshua CooperAinda não há avaliações
- Dpti 002 37Documento1 páginaDpti 002 37Joshua CooperAinda não há avaliações
- Dpti 002 37Documento1 páginaDpti 002 37Joshua CooperAinda não há avaliações
- Total2 ModelDocumento1 páginaTotal2 ModelJoshua CooperAinda não há avaliações
- Dpti 002 37Documento1 páginaDpti 002 37Joshua CooperAinda não há avaliações
- Dpti 004 05Documento1 páginaDpti 004 05Joshua CooperAinda não há avaliações
- List of Equipments - ModelDocumento1 páginaList of Equipments - ModelJoshua CooperAinda não há avaliações
- 6 ModelDocumento1 página6 ModelJoshua CooperAinda não há avaliações
- 4 2-ModelDocumento1 página4 2-ModelJoshua CooperAinda não há avaliações
- Dpti 002 37Documento1 páginaDpti 002 37Joshua CooperAinda não há avaliações
- List of Materials and Equipments For IncubatorDocumento8 páginasList of Materials and Equipments For IncubatorJoshua CooperAinda não há avaliações
- (RD-DPTI-002) Explode Main Frame Sub-AssemblyDocumento1 página(RD-DPTI-002) Explode Main Frame Sub-AssemblyJoshua CooperAinda não há avaliações
- Supplier ScorecardsDocumento7 páginasSupplier ScorecardsJoshua CooperAinda não há avaliações
- Molding Layawut ProcsesDocumento2 páginasMolding Layawut ProcsesJoshua CooperAinda não há avaliações
- Pyhsical Chem EXP 2Documento15 páginasPyhsical Chem EXP 2Nurul Iman Che AwangAinda não há avaliações
- Comparison of 2018 and 2007 Turkish Earthquake RegulationsDocumento8 páginasComparison of 2018 and 2007 Turkish Earthquake RegulationsN TAinda não há avaliações
- Sypt 03 2021 22Documento36 páginasSypt 03 2021 22Raihan MullaAinda não há avaliações
- Emulsions & SunscreensDocumento117 páginasEmulsions & SunscreensQuoc Thanh100% (1)
- Ray Optics and Optical Instruments: Very Short Answer Type QuestionsDocumento5 páginasRay Optics and Optical Instruments: Very Short Answer Type QuestionsAvni RaghavAinda não há avaliações
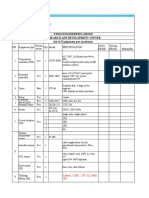
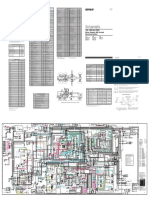
- 12H, 140H and 160H Electrical System Motor Graders (NA Version)Documento2 páginas12H, 140H and 160H Electrical System Motor Graders (NA Version)jorge william ramirezAinda não há avaliações
- Curtis Petroleum Reservoir Fluid PropertiesDocumento6 páginasCurtis Petroleum Reservoir Fluid Propertiesbenjamin kenyeryAinda não há avaliações
- Electromagnetic Plunger With Stopper DynamicsDocumento28 páginasElectromagnetic Plunger With Stopper DynamicsCatanescu Alexandru-LaurentiuAinda não há avaliações
- Low E CoatingDocumento19 páginasLow E CoatingTheAnh TranAinda não há avaliações
- Mil STD 1686CDocumento18 páginasMil STD 1686CNam NguyenAinda não há avaliações
- MPS en V3Documento8 páginasMPS en V3words2zhigang_612545Ainda não há avaliações
- TS JR (Pre-Final-2) (Physics Q P) Ex DT 15-04-2021Documento2 páginasTS JR (Pre-Final-2) (Physics Q P) Ex DT 15-04-2021AbhiAinda não há avaliações
- Lab 4Documento6 páginasLab 4dragon_287Ainda não há avaliações
- Firas PPS AdhesionDocumento23 páginasFiras PPS AdhesionYamili ChávezAinda não há avaliações
- Asp QBDocumento38 páginasAsp QBMansi KadelAinda não há avaliações
- Kuliah 12 Aliran KompresibelDocumento67 páginasKuliah 12 Aliran KompresibelherawanadifAinda não há avaliações
- Exp 1-Thermocouple RTD MeasurementDocumento11 páginasExp 1-Thermocouple RTD MeasurementMuhammad HaizeeAinda não há avaliações
- ESAS Quiz4Documento5 páginasESAS Quiz4Birthley RagasaAinda não há avaliações
- Comparative Study of Moisture Removal Techniques For Mineral-Based Insulation OilDocumento6 páginasComparative Study of Moisture Removal Techniques For Mineral-Based Insulation OilDante FilhoAinda não há avaliações
- Aits 1718 PT I Adv Paper 2 Ans SolDocumento14 páginasAits 1718 PT I Adv Paper 2 Ans SolSangeeta MishraAinda não há avaliações
- MP4004 Advanced Manufacturing and Nanotechnology: ContentDocumento26 páginasMP4004 Advanced Manufacturing and Nanotechnology: ContentVincent KohAinda não há avaliações
- Mate1000 Sln21aDocumento3 páginasMate1000 Sln21aclearcastingAinda não há avaliações
- Thermowell CalculationDocumento1 páginaThermowell Calculationdilo0987Ainda não há avaliações