Você também pode gostar
- Powertrim PumpeDocumento26 páginasPowertrim PumpeBilly12369Ainda não há avaliações
- SL39ADocumento14 páginasSL39ALuz Analía Valdez CandiaAinda não há avaliações
- Champion Aviation Product Application / SkySupplyUSADocumento64 páginasChampion Aviation Product Application / SkySupplyUSASkySupplyUSAAinda não há avaliações
- EM 8903iDocumento9 páginasEM 8903iPeterson RamosAinda não há avaliações
- Kma26 Sa 103 601-10140-0030Documento14 páginasKma26 Sa 103 601-10140-0030jet100% (1)
- Datalink Configuration For ARINC Direct PDFDocumento9 páginasDatalink Configuration For ARINC Direct PDFroshan mungurAinda não há avaliações
- H 2000 6021 0D C Inspection Software LathesDocumento108 páginasH 2000 6021 0D C Inspection Software Lathesssenn02Ainda não há avaliações
- Mounting Dream Living Room TV Mount MD2380 ManualDocumento11 páginasMounting Dream Living Room TV Mount MD2380 ManualMarcelo MeiraAinda não há avaliações
- Set Out Masonry StructureDocumento18 páginasSet Out Masonry StructureDawit Awash80% (5)
- TS27R User Guide (H-2000-5018-06-D)Documento76 páginasTS27R User Guide (H-2000-5018-06-D)Felipe SchiehllAinda não há avaliações
- SB-4100 - Pitch Trim Actuator Hawker 400Documento7 páginasSB-4100 - Pitch Trim Actuator Hawker 400reginaldo11Ainda não há avaliações
- TS27R - BlumDocumento14 páginasTS27R - BlumtranhoachbnAinda não há avaliações
- Safety Wire LockingDocumento1 páginaSafety Wire LockingUmeshdutt SridatAinda não há avaliações
- Saeco LirikaDocumento40 páginasSaeco LirikaGurin CorneliuAinda não há avaliações
- Model 400/400A Maintenance Manual Scheduled InspectionsDocumento244 páginasModel 400/400A Maintenance Manual Scheduled InspectionsRene QueirozAinda não há avaliações
- Aircraft Parts Catalogue GuideDocumento494 páginasAircraft Parts Catalogue GuideJuan G CorreaAinda não há avaliações
- TS27R Tool Setting Probe Installation and Users GuideDocumento28 páginasTS27R Tool Setting Probe Installation and Users GuideAdina Denisa DumitrescuAinda não há avaliações
- TARTARINI Auto S.p.A. catalog of CNG and LPG automotive productsDocumento150 páginasTARTARINI Auto S.p.A. catalog of CNG and LPG automotive productsFrancisco LedezmaAinda não há avaliações
- Technical Guide: 95.5% Single Stage Gas-Fired Residential Multi-Position Gas Furnaces Models: Tg9SDocumento6 páginasTechnical Guide: 95.5% Single Stage Gas-Fired Residential Multi-Position Gas Furnaces Models: Tg9SVishvesh UpadhyayAinda não há avaliações
- Haskel Liquid Pumps Rapid Reference GuideDocumento12 páginasHaskel Liquid Pumps Rapid Reference GuidepetrochemAinda não há avaliações
- Kannand 406 User - ManualDocumento60 páginasKannand 406 User - ManualArgenis BriceñoAinda não há avaliações
- AVOX July2011Documento6 páginasAVOX July2011Kriss JonesAinda não há avaliações
- MajorDocumento35 páginasMajorjgarciadocAinda não há avaliações
- Equipo Pruebas de Presion LiquidosDocumento5 páginasEquipo Pruebas de Presion Liquidosmfj79607555Ainda não há avaliações
- Calibrating Angle Measurement ToolsDocumento21 páginasCalibrating Angle Measurement ToolsSerrot OnaivlisAinda não há avaliações
- APU PresentationDocumento60 páginasAPU PresentationNejmeddine HalfaouiAinda não há avaliações
- Newlong DN 2Documento40 páginasNewlong DN 2garciac12Ainda não há avaliações
- RHS 03012012Documento1.525 páginasRHS 03012012Bogdan MohoraAinda não há avaliações
- Sae Arp 5483-8 2002 (En)Documento9 páginasSae Arp 5483-8 2002 (En)Oh No PotatoAinda não há avaliações
- Haskal ImpDocumento2 páginasHaskal ImpTaha ZiaAinda não há avaliações
- 02X1248C01XX - Rev02!03!20 - Operational and Service ManualDocumento80 páginas02X1248C01XX - Rev02!03!20 - Operational and Service Manualmario brosAinda não há avaliações
- BOEING 747-8i: Cabin Window ShadesDocumento2 páginasBOEING 747-8i: Cabin Window ShadesGlenn MillerAinda não há avaliações
- 013540Documento534 páginas013540jbgrayAinda não há avaliações
- 3light PsuDocumento4 páginas3light PsuRuss HoweAinda não há avaliações
- Pneumatic Air Booster Pump PDFDocumento10 páginasPneumatic Air Booster Pump PDFMaxAinda não há avaliações
- Espresso Machine ManualDocumento8 páginasEspresso Machine ManualSledge HammerAinda não há avaliações
- IbarmiaRoundColumnDrills 092007Documento23 páginasIbarmiaRoundColumnDrills 092007Josecantero73Ainda não há avaliações
- A700 Parts ManualDocumento162 páginasA700 Parts Manualmdhelicopters100% (1)
- NOR10 763-1 P68 AP68 Tech-Pub Index 5Documento13 páginasNOR10 763-1 P68 AP68 Tech-Pub Index 5riversgardenAinda não há avaliações
- Brother Laser Printer Parts ReferenceDocumento28 páginasBrother Laser Printer Parts ReferencebuhesasAinda não há avaliações
- 1 Aerodynamics Flight ControlsDocumento87 páginas1 Aerodynamics Flight ControlsAnonymous OZxPZgFcAinda não há avaliações
- Vibrex 2000 Specification Sheet PDFDocumento4 páginasVibrex 2000 Specification Sheet PDFCarlos BolañosAinda não há avaliações
- SN3500 82005 Im R Installation ManualDocumento153 páginasSN3500 82005 Im R Installation ManualGino Concepcion100% (1)
- Auxiliary and Ground Power UnitsDocumento4 páginasAuxiliary and Ground Power UnitsJacquie JimenezAinda não há avaliações
- Vol 3Documento986 páginasVol 3Geronimo JaimeAinda não há avaliações
- Spa 400 PDFDocumento2 páginasSpa 400 PDFflorin071Ainda não há avaliações
- NwaDocumento20 páginasNwaNandlal PrasadAinda não há avaliações
- Cessna172RG Checklist Revised 11-6-12Documento24 páginasCessna172RG Checklist Revised 11-6-12alphaAinda não há avaliações
- Communications Test Set 3550 / 3550R: RCI ManualDocumento105 páginasCommunications Test Set 3550 / 3550R: RCI Manualenggar kalfianaAinda não há avaliações
- Brother HL-1070 Parts ManualDocumento18 páginasBrother HL-1070 Parts ManualDuplessisAinda não há avaliações
- Anti-Collision Light Systems Installation and Service Manual PDFDocumento60 páginasAnti-Collision Light Systems Installation and Service Manual PDFjorge furtado de freitasAinda não há avaliações
- IYC Training Manual - HindiDocumento48 páginasIYC Training Manual - HindiAshutoshSharmaAinda não há avaliações
- Omega Flow MweterDocumento2 páginasOmega Flow MweterIan G. WalkerAinda não há avaliações
- Operation & Service Manual: Model: 18-4208-0010 Four Bottle Nitrogen Cart With Booster and Manifold/RegulatorDocumento49 páginasOperation & Service Manual: Model: 18-4208-0010 Four Bottle Nitrogen Cart With Booster and Manifold/Regulatorhb Corp100% (2)
- Wesco Tooling Catalog PDFDocumento42 páginasWesco Tooling Catalog PDFMani Rathinam Rajamani100% (1)
- CB by Panels: Component Location ManualDocumento14 páginasCB by Panels: Component Location ManualBoeing MaxAinda não há avaliações
- Sae Arp 5483-8 2002 (En) PDFDocumento9 páginasSae Arp 5483-8 2002 (En) PDFWilliam LooAinda não há avaliações
- Continued Aiirworthiness - Model 200 SériesDocumento129 páginasContinued Aiirworthiness - Model 200 SériesGabriel vieiraAinda não há avaliações
- 165a 0000 r18 o Hartzell ToolDocumento64 páginas165a 0000 r18 o Hartzell ToolElmer VillegasAinda não há avaliações
- SNL06-2 R1Documento10 páginasSNL06-2 R1Erick EdinhoAinda não há avaliações
- Ireless Ntuitive Robing Ystem: Wireless Intuitive Probing System W I P SDocumento32 páginasIreless Ntuitive Robing Ystem: Wireless Intuitive Probing System W I P SGuillermo RamirezAinda não há avaliações
- Creality Ender 3 and Creality Slicer Tutorial for 3D printers and tips and tricks.No EverandCreality Ender 3 and Creality Slicer Tutorial for 3D printers and tips and tricks.Nota: 3 de 5 estrelas3/5 (1)
- SBM Top CapDocumento1 páginaSBM Top Capssenn02Ainda não há avaliações
- O1600 (Calibration Ring Gage)Documento1 páginaO1600 (Calibration Ring Gage)ssenn02Ainda não há avaliações
- H 2000 6223 00 B Contact ToolsettingDocumento66 páginasH 2000 6223 00 B Contact Toolsettingssenn02Ainda não há avaliações
- H-2000-6222-00-B - Haas InspDocumento224 páginasH-2000-6222-00-B - Haas Inspssenn02Ainda não há avaliações
- N-2033735500A - 7247 - Test Part DWGDocumento1 páginaN-2033735500A - 7247 - Test Part DWGssenn02Ainda não há avaliações
- Getting StartedDocumento45 páginasGetting Startedssenn02Ainda não há avaliações
- HaasOMP40 Quick StartDocumento2 páginasHaasOMP40 Quick Startssenn02Ainda não há avaliações
- English Rotary RevRDocumento114 páginasEnglish Rotary RevRssenn02Ainda não há avaliações
- CNC Lathe Machine Operation NC IIDocumento51 páginasCNC Lathe Machine Operation NC IIssenn02Ainda não há avaliações
- Communication ScanDocumento1 páginaCommunication Scanssenn02Ainda não há avaliações
- G76 Cutting Methods P1-P4 ComparisonDocumento3 páginasG76 Cutting Methods P1-P4 Comparisonssenn02Ainda não há avaliações
- American Standard Acme Screw Thread DimensionsDocumento1 páginaAmerican Standard Acme Screw Thread DimensionsIvan RuizAinda não há avaliações
- H&R MFG CatalogDocumento47 páginasH&R MFG Catalogssenn02Ainda não há avaliações
- SCSG Manual-MaintenanceDocumento126 páginasSCSG Manual-MaintenanceCarlosAinda não há avaliações
- Fastener Design: Bolts and Nuts Bolts NutsDocumento13 páginasFastener Design: Bolts and Nuts Bolts NutsAdam PrasetyaAinda não há avaliações
- Free Energy Projects 2Documento91 páginasFree Energy Projects 2Jo DaleyAinda não há avaliações
- Process Costing ExplainedDocumento17 páginasProcess Costing ExplainedKirk EscanillaAinda não há avaliações
- Me Tb45aeDocumento211 páginasMe Tb45aeWilbert Jhon Tapia MaqueraAinda não há avaliações
- Rhodes Full Catalogue 2008 - 2Documento18 páginasRhodes Full Catalogue 2008 - 2NagLakshmananAinda não há avaliações
- Structure October 2019Documento61 páginasStructure October 2019Matumbi NaitoAinda não há avaliações
- Devorex Classic Brochure-03.2015 Eng1Documento2 páginasDevorex Classic Brochure-03.2015 Eng1evangelos!Ainda não há avaliações
- L482A Low Limit Controller: Before InstallationDocumento4 páginasL482A Low Limit Controller: Before InstallationKhumaini KuzaimanAinda não há avaliações
- Edoc - Pub Service Manual All HondaDocumento8 páginasEdoc - Pub Service Manual All HondahoeboelAinda não há avaliações
- 3545 Manual de ServicioDocumento8 páginas3545 Manual de Servicioneider machucaAinda não há avaliações
- FULLTEXT01 - Study of Screwdriver With Automatic FeederDocumento82 páginasFULLTEXT01 - Study of Screwdriver With Automatic FeederKunal BhoyarAinda não há avaliações
- The F638 SE/S2 Is An Extreme Heavy Duty Slurry Control Valve, With An Extended Body Style and Replaceable Body SleeveDocumento11 páginasThe F638 SE/S2 Is An Extreme Heavy Duty Slurry Control Valve, With An Extended Body Style and Replaceable Body SleeveCapacitacion TodocatAinda não há avaliações
- ESR - 2948 FisherDocumento14 páginasESR - 2948 FisherReinel OrjuelaAinda não há avaliações
- Specs PeDocumento8 páginasSpecs PeKhairilMunawarAinda não há avaliações
- Chapter 1A: Portal Frames: JointDocumento23 páginasChapter 1A: Portal Frames: JointRiti ShresthaAinda não há avaliações
- CAMD QuestionsDocumento3 páginasCAMD QuestionsN Dhanunjaya Rao Borra100% (1)
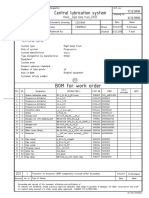
- Central Lubrication System: BOM For Work Order BOM For Work OrderDocumento2 páginasCentral Lubrication System: BOM For Work Order BOM For Work OrderMartinezAinda não há avaliações
- LT SfuDocumento24 páginasLT Sfurajpre1213Ainda não há avaliações
- B41a RRH8x20 Installation GuideDocumento32 páginasB41a RRH8x20 Installation GuideNicolás RuedaAinda não há avaliações
- ShopNotes No. 122 Full PDFDocumento52 páginasShopNotes No. 122 Full PDFKen Lock100% (3)
- STANDARDS LIST TITLEDocumento22 páginasSTANDARDS LIST TITLEteguh prasetioAinda não há avaliações
- SHCS DimsDocumento4 páginasSHCS DimsKris RowlandsAinda não há avaliações
- Manual ING B-T1201CDocumento159 páginasManual ING B-T1201Cricardo assaf marcheti100% (1)
- 850J Partes ES PC10009SDocumento992 páginas850J Partes ES PC10009SJose Luis Rojas AzuaAinda não há avaliações
- Expamet Plastering AccessoriesDocumento20 páginasExpamet Plastering Accessoriesapi-27549425100% (3)
- Pulsar 220 DTS FiDocumento41 páginasPulsar 220 DTS FimuheetAinda não há avaliações
- Mold Components 2020Documento204 páginasMold Components 2020Shinichi SuzukiAinda não há avaliações