Você também pode gostar
- Generacion de Planes Optimos de Inspeccion para Equipos Estaticos en Instalaciones Petroleras 2Documento12 páginasGeneracion de Planes Optimos de Inspeccion para Equipos Estaticos en Instalaciones Petroleras 2Elisaul Materan LinaresAinda não há avaliações
- Diseño y Optiización Planes de Inspección - MIDOPI PDFDocumento13 páginasDiseño y Optiización Planes de Inspección - MIDOPI PDFeduseghe3814Ainda não há avaliações
- Paper Aplicacion Tecnologia Inspeccion Basada en Riesgo IBRDocumento14 páginasPaper Aplicacion Tecnologia Inspeccion Basada en Riesgo IBRBertyimar RangelAinda não há avaliações
- 3Documento19 páginas3MarcS218Ainda não há avaliações
- Inspección Basada en RiesgosDocumento5 páginasInspección Basada en RiesgosIng Marie Sulbaran100% (1)
- Primer Capitulo de Metodologia (Modificado)Documento8 páginasPrimer Capitulo de Metodologia (Modificado)Richard LopezAinda não há avaliações
- Indisa On Line 111 - Inspeccion Basada en Riesgo Generalidades y Un Caso PrácticoDocumento5 páginasIndisa On Line 111 - Inspeccion Basada en Riesgo Generalidades y Un Caso Prácticojhon ortizAinda não há avaliações
- Ingenieria de Mantenimiento Clase 5Documento17 páginasIngenieria de Mantenimiento Clase 5Carlos FallaAinda não há avaliações
- Informe RBIDocumento5 páginasInforme RBIjuan pabloAinda não há avaliações
- Generar Planes Óptimos de Inspección A Equipos Estáticos y Tuberías de Proceso Con Base en La Metodología de Inspección Basada en RiesgoDocumento21 páginasGenerar Planes Óptimos de Inspección A Equipos Estáticos y Tuberías de Proceso Con Base en La Metodología de Inspección Basada en RiesgoReynaldo LeonAinda não há avaliações
- Metodología RBIDocumento12 páginasMetodología RBIMaRiia Zuarez100% (1)
- Louise Hay - Usted Puede Sanar Su VidaDocumento11 páginasLouise Hay - Usted Puede Sanar Su VidaVioleta Carolina PastoriniAinda não há avaliações
- 2-CONTROL PREDICTIVO - Haydée QuirogaDocumento9 páginas2-CONTROL PREDICTIVO - Haydée QuirogaELKIN JESUS SUAREZ CALVOAinda não há avaliações
- Análisis de Criticidad para El Cuidado de Activos (Paper)Documento12 páginasAnálisis de Criticidad para El Cuidado de Activos (Paper)Carlos Araujo100% (1)
- Artículo Técnico Applus - Inspección Basada en Riesgo Aplicada Al MantenimientoDocumento12 páginasArtículo Técnico Applus - Inspección Basada en Riesgo Aplicada Al MantenimientoMILTON ANDRES ANGULO MORRISAinda não há avaliações
- PT008 Cuidado Integral de ActivosDocumento11 páginasPT008 Cuidado Integral de ActivosRoberto Angel Grangeno100% (1)
- Análisis de Criticidad para La Jerarquización de ActivosDocumento18 páginasAnálisis de Criticidad para La Jerarquización de ActivosMaría Eugenia Martínez ValenzuelaAinda não há avaliações
- Asignacion 5Documento4 páginasAsignacion 5Miguel VelasquezAinda não há avaliações
- (RBM) + (Rbi) ..Documento3 páginas(RBM) + (Rbi) ..emirson alvarezAinda não há avaliações
- Api 580 y 581Documento9 páginasApi 580 y 581Dimelsita Lima MurilloAinda não há avaliações
- Sistemas Integrados de ManufacturaDocumento30 páginasSistemas Integrados de ManufacturaManuelAinda não há avaliações
- Resumen Art. CRITICIDADDocumento14 páginasResumen Art. CRITICIDADHarold A NaranjoAinda não há avaliações
- Gu A IBR 13012020 PDFDocumento20 páginasGu A IBR 13012020 PDFluisAinda não há avaliações
- Ponencias 5ta Jornada Andina de DuctosDocumento8 páginasPonencias 5ta Jornada Andina de Ductosadministracion5942Ainda não há avaliações
- Api 508 581Documento9 páginasApi 508 581Diego GuerreroAinda não há avaliações
- Inspección Basada en RiesgoDocumento15 páginasInspección Basada en RiesgoFernando ZamoraAinda não há avaliações
- Análisis de CriticidadDocumento5 páginasAnálisis de CriticidadMaritza PomaAinda não há avaliações
- CRTICIDADDocumento9 páginasCRTICIDADLuis fernando Puchuri pallaniAinda não há avaliações
- Mantenimiento Basado en El RiesgoDocumento16 páginasMantenimiento Basado en El RiesgoAlex MCAinda não há avaliações
- Aseguramiento de Integridad en Pozos de Produccion de La Superintendencia de Operaciones Central de La Gerencia Central de EcopetrolDocumento13 páginasAseguramiento de Integridad en Pozos de Produccion de La Superintendencia de Operaciones Central de La Gerencia Central de EcopetrolRichard More Leon100% (1)
- Informe RCM Compresoras V 1 Link 2012Documento31 páginasInforme RCM Compresoras V 1 Link 2012Witchfinder GeneralAinda não há avaliações
- Libro Azul Pemex VF 300507Documento23 páginasLibro Azul Pemex VF 300507Bertino Izquierdo Toledo100% (16)
- Análisis de Modos de Falla, Efectos y Criticidad AMFECDocumento12 páginasAnálisis de Modos de Falla, Efectos y Criticidad AMFECJosé Cuenca100% (2)
- Análisis de Peligro y Puntos Críticos de ControlDocumento5 páginasAnálisis de Peligro y Puntos Críticos de ControlJair SánchezAinda não há avaliações
- RCM - Mantenimiento Centrado en La Confiabilidad O MCC: Stephany Sarmiento Paredes Luis Carrera FernandezDocumento33 páginasRCM - Mantenimiento Centrado en La Confiabilidad O MCC: Stephany Sarmiento Paredes Luis Carrera FernandezSther SarmyAinda não há avaliações
- Guia Arp 2012 800-16400-Dco-Gt-75-2012Documento168 páginasGuia Arp 2012 800-16400-Dco-Gt-75-2012sergiocanseco100% (1)
- Cuidado Inegral de Activos RevDocumento11 páginasCuidado Inegral de Activos Revwebs.usuario100% (1)
- PAID - Descripcion BreveDocumento3 páginasPAID - Descripcion BreveUserWebsitesAinda não há avaliações
- Mantenimiento Basado en RiesgoDocumento63 páginasMantenimiento Basado en RiesgoAndree Gutierrez Suclla100% (1)
- InfoDocumento39 páginasInfoClaudio Alexis Gonzalez Vidal100% (1)
- Inspeccion Basada en Riesgo (IBR) - Contenido y Facilitadores BuenoDocumento12 páginasInspeccion Basada en Riesgo (IBR) - Contenido y Facilitadores Buenogerardo_locotronAinda não há avaliações
- Actividad 2 Tema 2Documento9 páginasActividad 2 Tema 2cecilia cruzAinda não há avaliações
- Análisis de Modos de Falla, Efectos y Criticidad (AMFEC) para La Planeación Del Mantenimiento EmpleaDocumento13 páginasAnálisis de Modos de Falla, Efectos y Criticidad (AMFEC) para La Planeación Del Mantenimiento EmpleaMichelle PedrozaAinda não há avaliações
- Implementacion Del Proceso Ili (In Line Inspection) en Campos Maduros en SelvaDocumento15 páginasImplementacion Del Proceso Ili (In Line Inspection) en Campos Maduros en SelvaPaolo BossAinda não há avaliações
- Guias Técnicas para Realizar Análisis de Riesgo de ProcesoDocumento168 páginasGuias Técnicas para Realizar Análisis de Riesgo de Procesolagunes17100% (3)
- Sistema Inspeccion Basada Riesgo PDFDocumento5 páginasSistema Inspeccion Basada Riesgo PDFEddy de ArcosAinda não há avaliações
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoNo EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAinda não há avaliações
- Developing Cost Estimates for Environmental Remediation ProjectsNo EverandDeveloping Cost Estimates for Environmental Remediation ProjectsAinda não há avaliações
- UF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaNo EverandUF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaNota: 3 de 5 estrelas3/5 (3)
- Seguridad física y operacional en compañías aéreasNo EverandSeguridad física y operacional en compañías aéreasAinda não há avaliações
- Puesta en servicio y operación de redes de distribución de agua y saneamiento. ENAT0108No EverandPuesta en servicio y operación de redes de distribución de agua y saneamiento. ENAT0108Ainda não há avaliações
- Orientaciones para la evaluación de riesgos y las reglas de decisión según la Norma ISO/IEC 17025No EverandOrientaciones para la evaluación de riesgos y las reglas de decisión según la Norma ISO/IEC 17025Nota: 4.5 de 5 estrelas4.5/5 (4)
- UF1125 - Técnicas de programación en fabricación mecánicaNo EverandUF1125 - Técnicas de programación en fabricación mecánicaAinda não há avaliações
- UF0568 - Mantenimiento y mejora de las instalaciones en los edificiosNo EverandUF0568 - Mantenimiento y mejora de las instalaciones en los edificiosAinda não há avaliações
- UF1881 - Resolución de incidencias de redes telemáticasNo EverandUF1881 - Resolución de incidencias de redes telemáticasAinda não há avaliações
- Mantenimiento de instalaciones solares térmicas. ENAE0208No EverandMantenimiento de instalaciones solares térmicas. ENAE0208Ainda não há avaliações
- Puesta en servicio y operación de instalaciones solares térmicas. ENAE0208No EverandPuesta en servicio y operación de instalaciones solares térmicas. ENAE0208Ainda não há avaliações
- Manipulación de cargas con puentes-grúa y polipastos. IEXD0108No EverandManipulación de cargas con puentes-grúa y polipastos. IEXD0108Ainda não há avaliações
- CTS PDFDocumento2 páginasCTS PDFemanuel_nat2355Ainda não há avaliações
- QUELLAVECO: ¿Agua Libre de Costo para La Minería en El Desierto Más Seco Del Perú?Documento32 páginasQUELLAVECO: ¿Agua Libre de Costo para La Minería en El Desierto Más Seco Del Perú?Mi Mina CorruptaAinda não há avaliações
- Clas AbcDocumento12 páginasClas Abclaura sorianAinda não há avaliações
- Amparo Marcha, La Evaluación de Los Aprendizajes en La UniversidadDocumento111 páginasAmparo Marcha, La Evaluación de Los Aprendizajes en La UniversidadLopes DavidAinda não há avaliações
- Dua 018448 PDFDocumento3 páginasDua 018448 PDFemanuel_nat2355Ainda não há avaliações
- CtsDocumento1 páginaCtsJosé De La CruzAinda não há avaliações
- Tendencias en Mineria 2018 PDFDocumento74 páginasTendencias en Mineria 2018 PDFJessica Muñoz CusichiAinda não há avaliações
- Contrato de Depósito Y Servicios Complementarios Financiera Proempresa S.ADocumento8 páginasContrato de Depósito Y Servicios Complementarios Financiera Proempresa S.Aemanuel_nat2355Ainda não há avaliações
- Croquis PDFDocumento1 páginaCroquis PDFemanuel_nat2355Ainda não há avaliações
- Amparo Marcha, La Evaluación de Los Aprendizajes en La UniversidadDocumento111 páginasAmparo Marcha, La Evaluación de Los Aprendizajes en La UniversidadLopes DavidAinda não há avaliações
- Cartas 3 PDFDocumento1 páginaCartas 3 PDFemanuel_nat2355Ainda não há avaliações
- PT012 Metodologia Estocastica Integral para La Evaluacion de Proyectos ExploratoriosDocumento9 páginasPT012 Metodologia Estocastica Integral para La Evaluacion de Proyectos Exploratoriosemanuel_nat2355100% (1)
- Cadena de Suministro Mina PDFDocumento23 páginasCadena de Suministro Mina PDFwilmarvillalvaAinda não há avaliações
- Marketing de Servicios Producto Académico N°2Documento2 páginasMarketing de Servicios Producto Académico N°2APRUEBA1829% (7)
- Análisis de Confiabilidad, Disponibilidad y Mantenibilidad en Sistemas ProductivosDocumento10 páginasAnálisis de Confiabilidad, Disponibilidad y Mantenibilidad en Sistemas ProductivosKJ7989% (9)
- Cartas 3Documento1 páginaCartas 3emanuel_nat2355Ainda não há avaliações
- Qué Es El Comportamiento Del ConsumidorDocumento3 páginasQué Es El Comportamiento Del ConsumidorJavier Vasquez QuispeAinda não há avaliações
- Análisis de Confiabilidad, Disponibilidad y Mantenibilidad en Sistemas ProductivosDocumento10 páginasAnálisis de Confiabilidad, Disponibilidad y Mantenibilidad en Sistemas ProductivosKJ7989% (9)
- Contrato de Depósito Y Servicios Complementarios Financiera Proempresa S.ADocumento8 páginasContrato de Depósito Y Servicios Complementarios Financiera Proempresa S.Aemanuel_nat2355Ainda não há avaliações
- CtsDocumento1 páginaCtsJosé De La CruzAinda não há avaliações
- PT006 Confiabilidad y Disponibilidad Basada en Datos GenéricosDocumento21 páginasPT006 Confiabilidad y Disponibilidad Basada en Datos Genéricosemanuel_nat2355100% (1)
- PT017 Metodologia de Optimizacion de Secuencias de Intervencion A PozosDocumento4 páginasPT017 Metodologia de Optimizacion de Secuencias de Intervencion A Pozosemanuel_nat2355100% (1)
- PT004 Apuntes GRPDocumento13 páginasPT004 Apuntes GRPemanuel_nat2355100% (1)
- PT009 Guia Practica Vida Util RemanenteDocumento55 páginasPT009 Guia Practica Vida Util Remanenteemanuel_nat2355100% (1)
- PT004 Apuntes GRPDocumento13 páginasPT004 Apuntes GRPemanuel_nat2355100% (1)
- PT007 Confiabilidad Humana Un Enfoque IntegradoDocumento19 páginasPT007 Confiabilidad Humana Un Enfoque Integradoemanuel_nat2355100% (1)
- PT016 Modelo Costo Riesgo en Bombas ElectrosumergiblesDocumento6 páginasPT016 Modelo Costo Riesgo en Bombas Electrosumergiblesemanuel_nat2355100% (1)
- 9.0 Plan de Contingencias Cantera GNL2 ExplosivosDocumento31 páginas9.0 Plan de Contingencias Cantera GNL2 Explosivosjoanquip23131100% (1)
- Evidencias 1Documento197 páginasEvidencias 1Sandra Mejillón RamírezAinda não há avaliações
- Riesgos EnsayoDocumento2 páginasRiesgos EnsayoDiego Caiza67% (3)
- Ejemplo de Plan de EmergenciaDocumento69 páginasEjemplo de Plan de EmergenciaAprendiz Elyon YirehAinda não há avaliações
- Taller de DetecciónDocumento5 páginasTaller de DetecciónFernanda Barreto RojasAinda não há avaliações
- Gobierno de TiDocumento38 páginasGobierno de TiGianluigi Garcia Herrera100% (1)
- Eje 2 Desiciones FinancierasDocumento5 páginasEje 2 Desiciones FinancierasCristian MartinezAinda não há avaliações
- Evaluacion de Retie y Seguridad EléctricaDocumento2 páginasEvaluacion de Retie y Seguridad EléctricaJhorge IbarguenAinda não há avaliações
- Plan de SeguridadDocumento26 páginasPlan de SeguridaddaylinAinda não há avaliações
- Terminología Básica en Gestión Del RiesgoDocumento6 páginasTerminología Básica en Gestión Del RiesgoCAHUINAAinda não há avaliações
- Plan de Emeegencia Anexo 8Documento72 páginasPlan de Emeegencia Anexo 8Alvaro BarrazaAinda não há avaliações
- Presentación 10 Temas OficialDocumento84 páginasPresentación 10 Temas OficialMaria RamiezAinda não há avaliações
- Gerencia Integral de La Calidad en Salud Unidad 2 PDFDocumento16 páginasGerencia Integral de La Calidad en Salud Unidad 2 PDFEdith Carolina Rodriguez ContrerasAinda não há avaliações
- 6 GNF NaturgyDocumento15 páginas6 GNF Naturgyクラウン イスラエルAinda não há avaliações
- CONTABILIDAD-DE-SEGUROS HectorDocumento20 páginasCONTABILIDAD-DE-SEGUROS HectorHector RodriguezAinda não há avaliações
- Monografia de Evaluacionde RiesgosDocumento28 páginasMonografia de Evaluacionde RiesgosJhonatan HV100% (1)
- PNUD Abrir Espacios para La Seguridad CiudadanaDocumento237 páginasPNUD Abrir Espacios para La Seguridad CiudadanaJorge Aju100% (1)
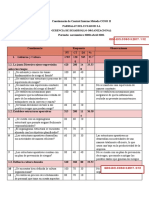
- Cuestionario de Control Interno Método COSO II PARMALATDocumento12 páginasCuestionario de Control Interno Método COSO II PARMALATFRANCISCO JOEL ROJAS SALAZAR0% (1)
- Gestión Dde Riesgo. Plan de Protección de FamiDocumento25 páginasGestión Dde Riesgo. Plan de Protección de FamiLeandro ZambranoAinda não há avaliações
- Mitigacion ElectricaDocumento12 páginasMitigacion ElectricaBLASTINGMAR PERUAinda não há avaliações
- Reporte de Cumplimiento Capacitación: Group CorporationDocumento5 páginasReporte de Cumplimiento Capacitación: Group CorporationJavier Pozo SantanaAinda não há avaliações
- 3.2 Analisis y Riesgos ErgonomicosDocumento4 páginas3.2 Analisis y Riesgos ErgonomicosJoselin LandaAinda não há avaliações
- Taller Plan de EmergenciaDocumento11 páginasTaller Plan de EmergenciaAder David Villanueva PardoAinda não há avaliações
- 2.4 Orientación y ConvivenciaDocumento4 páginas2.4 Orientación y Convivenciaeilyn monasterio100% (4)
- CLASIFICACION DE FACTORES DE RIESGOS LABORALES FinalDocumento60 páginasCLASIFICACION DE FACTORES DE RIESGOS LABORALES FinalMaria Fernanda Cortes PeñaAinda não há avaliações
- Dedicatoria Michael Alvarez Dedicatoria Felix Conde: Monografía para Optar A Título de ArquitectoDocumento77 páginasDedicatoria Michael Alvarez Dedicatoria Felix Conde: Monografía para Optar A Título de ArquitectoJhonny MadrigalAinda não há avaliações
- Riesgos Laborales: AeroméxicoDocumento28 páginasRiesgos Laborales: AeroméxicoMaría HernándezAinda não há avaliações
- Medidas de Frecuencia en Epidemiologia PDFDocumento5 páginasMedidas de Frecuencia en Epidemiologia PDFVICTOR EUCLIDES BRIONES MORALESAinda não há avaliações
- Ats Forma de HacerloDocumento3 páginasAts Forma de HacerloJaneth Vasquez ReyesAinda não há avaliações
- Introducción A La Gestión de RiesgosDocumento21 páginasIntroducción A La Gestión de RiesgosNathan SotoAinda não há avaliações